При помощи каких устройств можно согнуть арматуру в домашних условиях
За всю историю развития технологий металлообработки и строительства человечество изобрело множество приспособлений для гибки арматуры. Все они объединены одним принципом действия, а отличие состоит в диаметре сгибаемой арматуры и конструкциях оборудования.
Любую деталь, которую подвергают изменениям, фиксируют между упорным и центральным роликом (валом) специального оборудования. Третьим гибочным роликом металл выгибают в требуемую сторону на нужный угол. Закругление можно выполнить как по часовой стрелке, так и против. Упорный вал служит препятствием для деформации. Он не позволяет сдвинуться или провернуться незадействованной части заготовки.
Выделяют два главных варианта таких устройств:
Приводные станки, помимо специальных, функционируют по одной схеме. В качестве рабочего элемента выступает диск, насаженный на вертикальный вал, который вращается в горизонтальной плоскости. На самом диске закреплены центральный и изгибающий пальцы между которыми и закладывается арматура. Упорный ролик закрепляется на стойке, при вращении диска в него упирается арматура и под действием изгибающего пальца выгибается вокруг центральной втулки.
Станки могут отличаться по производительности, мощности и в зависимости от назначения делятся на три группы:
- сверхтяжелой – диаметр прутков 40-90 мм;
- тяжелой – 20-40 мм;
- для легкой арматуры – 3-20 мм.
Такое устройство может сгибать несколько прутков одновременно. Изготавливается также оборудование для малых диаметров от 3 до 90 мм. Если понадобилось создать сложную конструкцию с разными углами сгиба, то следует использовать гидравлический станок, который может гнуть прутки намного качественнее, без образования изломов и кладок на поверхности заготовок. На подобном станке производятся изгибы под углом до 180 о .
Ручные инструменты производят разных видов, включая и переносные. Они довольно просты в эксплуатации и доступные по стоимости. Для работы с арматурой можно обзавестись как специальным станком, так и трубогибом. Это устройство монтируют на верстаках. Большая их часть предназначена для частного строительства и практически не используются для больших объёмов работ.
Подбор оборудования для гибки ориентируется на диаметр арматуры и сложность работ. Перед тем как начинать обработку металла, нужно учесть, что разные части прута подвергаются разным напряжениям, внутренняя – сжатию, а внешняя – растяжению.
Неправильный выбор станка или варианта его использования приведут к появлению деформаций (складки и изломы), что повлечет к повреждению арматуры. По этой причине требуется точное определение размеров заготовки, грамотная настройка оборудования и жесткая фиксация прутка.
Как согнуть арматуру в домашних условиях: самодельные устройства
Станки для гибки арматуры выполненные своими руками часто применяются в частном строительстве. Вариантов их изготовления множество, но практически все они похожи на заводские ручные. К металлической плите или станине приваривается упорный уголок или штырь. Затем монтируют поворотную платформу, оснащенную рычагом, гибочными и центральным штырями. Расстояние между компонентами конструкции зависит от диаметра арматуры, которую нужно будет гнуть. Ножки станины нужно прикрепить к полу, что даст возможность работать с прутьями толщиной 6-12 мм.
Выполненная на полу конструкция будет переносным вариантом. Однако для нее требуется предусмотреть способ крепежа по месту работы. Как правило, это отверстия под болты. Также можно приварить с обратной стороны плитки два или больше штырей, которые будут вставляться в отверстия основы. Однако нужно учитывать, что возможности подобного станка будут ограничены – диаметр гнутой арматуры не более 10 мм.
Как согнуть арматуру в домашних условиях своими руками
Когда специальное оборудование отсутствует, то это не означает что исчерпались все варианты, так как согнуть прут можно самостоятельно. Однако требуется помнить, что ручная гибка на порядок травмоопасней и сложней. Любое необдуманное движение или действие может привести к тому, что арматура или импровизированное оборудование спружинят или выскользнут.
Тонкие прутки до 8 мм при достаточной физической подготовке можно согнуть вручную без каких-либо приспособлений. Однако следует учитывать, что качество изгиба будет соответствующим. Подобная арматура вряд ли полностью сможет соответствовать требуемым параметрам.
Подготовка материалов и инструментов
Перед изготовлением гибочного станка ознакомьтесь с имеющимися чертежами или сделайте свой. В качестве исходных данных важны толщина арматурного прута и их количество. Запас прочности устройства, превышающего усилия для сгибания имеющихся арматурных прутов, выбирается большим как минимум в три раза, если дело поставлено на поток, и вы гнёте арматуру большому числу заказчиков, либо планируется грандиозная стройка.

Если чертёж выбран, то потребуются следующие инструменты и приспособления.
- Болгарка с набором отрезных и шлифовальных дисков. Без неё распиливать массивный профиль и арматурные пруты затруднительно.
- Электрическая дрель и подходящие свёрла из быстрорежущей стали.
- Сварочная установка и электроды.
- Молоток, кувалда, мощные пассатижи, зубило (напильник), кернер и несколько иных инструментов, без которых не обходится ни один слесарь.
- Тиски для верстака. Поскольку конструкция мощная, она должна быть зафиксирована.




В качестве материалов потребуются:
- профиль уголковый (25*25 мм) длиной 60 см;
- стальной прут (диаметр на 12-25 мм);
- болты 2*5 см, гайки под них (на 20 мм по внутреннему диаметру), шайбы под них (можно гроверные).
Устройство, которое вы изготовите, весит не один килограмм. Усиленный вес и массивность всей конструкции обеспечат требуемую для сгибания арматуры прочность.


Пошаговая инструкция по сборке
Станок из домкрата

При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.
Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Технические требования
Во время холодного гнутья с наружной стороны металл арматурного прутка растягивается, с внутренней, наоборот, сжимается. Проектировщик вычисляет эти усилия, и использует в дальнейших расчетах.
Поэтому в регламентной строительной документации заданы предельные величины углов гибки и радиусов загиба. В зависимости от диаметра и профиля прутка, марки используемой стали. Просто защемить конец стержня в тисках, и загибать его без оправки, будет неправильно.
Изменится величина внутренних напряжений в структуре металла. Станут другими расстояния между стержнями, толщины защитных слоев бетона, и прочие характеристики. Круглый гладкий и рифленый прокат нужно гнуть по определенному радиусу.
В РФ существует несколько стандартов с указанием этих данных. Например, в 4 части СНиП 2.03.01 приводится следующая таблица:
| Класс арматуры | Максимальный угол гиба | Диаметр сгиба в свету минимальный | |
| d от 20 мм | d до 18 мм | ||
| Вр-I | не ограничен | 10d | 4d |
| A-III | 90 | 8d | 6d |
| A-II | 180 | 6d | 4d |
| A-I | не ограничен | 2,5d | 2,5d |
| Ac-II | не ограничен | 2,5d | 2,5d |
| 10ГТ | не ограничен | 2,5d | 2,5d |
В нормативах СП52-101 дополнительно указаны размеры оправок, по которым гнутся прутки:
Для гладкого проката — круг без рифления
| Диаметр оправки | Толщина арматуры | Радиус изгиба |
| 20 | 8 | 10 |
| 25 | 10 | 12,5 |
| 30 | 12 | 15 |
| 35 | 14 | 17,5 |
| 40 | 16 | 20 |
| 45 | 18 | 22,5 |
| 80 | 20 | 40 |
| 88 | 22 | 44 |
| 100 | 25 | 50 |
| 112 | 28 | 56 |
| 128 | 32 | 64 |
Для арматуры периодического сечения
| Диаметр оправки | Толщина арматуры | Радиус изгиба |
| 20 | 8 | 40 |
| 25 | 10 | 50 |
| 30 | 12 | 60 |
| 35 | 14 | 70 |
| 40 | 16 | 80 |
| 45 | 18 | 90 |
| 80 | 20 | 160 |
| 88 | 22 | 176 |
| 100 | 25 | 200 |
| 112 | 28 | 224 |
| 128 | 32 | 256 |
Петля, хомут, крюк угловой и обычный из арматуры толщиной 8 – 18 мм формируются на вращающихся роликах диаметром 32 – 76 мм, соответственно. То есть, в 4 раза больше диаметра самой стержня.










А гнутье арматуры диаметром 20 – 32 мм следует выполнять на роликах 140 – 224 мм. То есть в 7 раз толще, чем сам конструкционный материал. Причем, с последними изделиями может справиться только станок для гнутья арматуры ввиду больших усилий, прикладываемых к заготовке.
На практике в малоэтажной частной застройке круглый пруток сплошного периодического сечения более 20 мм применяется редко. Только для особо ответственных конструкций. Однако и в этом случае можно изготовить приспособление для гнутья арматуры самостоятельно. Просто придется использовать длинный рычаг для формирования хомута, лягушки, скобы, отогнутого стержня.
Отгибы и скругления с углами менее 90 градусов применяются в деталях, устанавливаемых возле опалубки. И здесь включается следующий фактор – толщина защитного слоя бетона. Это толщина минимально допустимой корки бетона поверх стального закладного изделия, при которой металл будет защищен цементным камнем от агрессивной среды, и коррозии, соответственно.
При толщине защитного слоя менее 3d или 50 мм толщина гибочного ролика составляет 20d. Для значений защитного слоя более 3d или 5 см диаметр ролика составит 15d. И при толщине слоя от 7d или 10 см достаточно ролика диаметром 10d.
И, наконец, в пятне застройки гнутье арматуры своими руками имеет еще одну очень важную характерную особенность:
- в станках работают механические, гидравлические, электрические и пневматические приводы;
- заготовки сразу нарезаются в размер будущей детали;
- при ручном способе используется мускульная сила застройщика;
- человек не в состоянии удержать короткий пруток во время деформации;
- необходимо или увеличивать длину заготовки или накидывать сверху трубу для усиления эффекта;
- для 1 – 10 штук хомутов, скоб и крюков перерасход проката не критичен;
- но, количество гнутых арматурных деталей исчисляется сотнями.
Таким образом, основными требованиями к приспособлению для изгибания арматурных закладных являются:
- наличие сменных роликов;
- регулировка угла изгиба;
- усилитель рычажного типа;
- возможность интеграции шаблона;
- гнутье с малым радиусом для конструкционной арматуры.
Другими словами, нужна малая механизация процесса производства. С высоким показателем повторяемости и, как можно, более низкой трудоемкостью работ.
Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Где купить электрический станок для гибки арматуры
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
Запчасти, шестерни, ремкомплекты, ремонт
Тоже самое касается и комплектующих
Производители не просто так акцентируют внимание на покупку именно заводских запчастей. Ознакомьтесь с блоком контактов на нашем сайте, в котором собраны проверенные производители и поставщики комплектующих, чтобы быть уверенным в правильной работе приобретенных станков. Компании, занимающиеся ремонтом и сервисом станков представлены тут
Компании, занимающиеся ремонтом и сервисом станков представлены тут.
Подведем итог обзора. Станок СГА-1 является универсальным механизмом для работы с арматурой разного назначения и структуры. Его цена и характеристики позволят запустить производство с нуля и получать чистую прибыль уже через несколько месяцев, учитывая расходы на электроэнергию и обслуживание. Эксплуатация, установка, транспортировка станка не приносит дополнительных неудобств, если заказывать оборудование у сертифицированных производителей, которые были перечислены в статье.
Не пренебрегайте диагностикой и осмотром оборудования, так как один неправильно настроенный станок может повредить всю электронную сеть, если он включён в цепочку производства или вывести из строя рядом стоящее оборудование посредством механического повреждения.
Гибочный станок (арматурогиб) своими руками
Если для работы требуется настольный самодельный станок для гибки арматуры, предлагаем взять на вооружение идею автора YouTube канала Fawa Bros.
Это приспособление можно использовать для сгибания рифленой и гладкой арматуры, а также для квадратного прутка.
Шаг первый — изготовление основания конструкции.
В качестве основания будем использовать швеллер. Отрезаем заготовку длиной 35 см.

Сверху швеллера устанавливаем корпусные подшипники, маркером отмечаем места сверления отверстий.

После этого сверлим отверстия, и крепим подшипники с помощью болтов и гаек.

Шаг второй — изготовление самодельного гибочного механизма.
На токарном станке нужно выточить вал с металлическими болванками на концах. Если токарного станка нет, можно сделать иначе.
Отрезаем от стального кругляка две болванки одинаковой длины.
В торцах заготовок сверлим глухие отверстия. Вставляем в отверстия отрезки круглого прутка подходящего диаметра, и обвариваем. Затем в самих болванках нужно вырезать пазы для арматуры и квадратного прутка.
Две части вала вставляем в отверстия в корпусных подшипниках, установленных на станине, после чего свариваем их между собой.

К центральной части вала привариваем длинную ручку-рычаг из круглого прутка. К ней нужно приварить ограничитель хода.

Шаг третий — изготавливаем ось с опорными роликами
На противоположной стороне от корпусных подшипников привариваем к станине ось из круглого прутка. Надеваем на нее два опорных ролика, изготовленных из толстостенной круглой трубы.

Чтобы в процессе загибания арматурного стержня ролики не соскакивали с оси, по краям прутка надо приварить шайбы.
Автор решил эту проблему по-другому. Сначала он приварил к основанию кусочки полосы металла с отверстиями (для крепления к рабочему столу), затем — по краям оси приварил кусочки квадратного прутка, которые упираются в крепления.










Шаг четвертый — установка самодельного упора для рукоятки.
В основании необходимо просверлить отверстие, и приварить снизу гайку. Потом вкручиваем в гайку болт, который и будет выполнять роль упора, чтобы регулировать угол сгиба. Зачищаем и красим самоделку.

Сделанную конструкцию можно закрепить как на столе, так и на полу в мастерской, если предварительно просверлить в нем отверстия и установить крепежные шпильки.

Инструкцию, как собрать компактный станок для гибки арматуры своими руками, можно посмотреть на видео ниже.
Конструкция получилась довольно удобной в повседневной эксплуатации, и самое главное — надежной. Единственная сложность может возникнуть при изготовлении вала.
Приспособления для гибки арматуры

Сегодня придумано довольно много всевозможных станков для гибки арматуры. Все они работают по одному принципу, но имеют свои конструктивные и технические особенности.
Наиболее популярным вариантом гибочного станка является устройство с центральным и упорным роликом, между которым закрепляется арматура. Изгибание изделия происходит с помощью третьего ролика. Гибка может проводиться как по часовой стрелке, так и против нее. С помощью такого станка вы можете придать арматуре нужный угол изгиба. Чтобы пруток сгибался не по всей длине, а только в определенном месте, имеется упорный ролик, ограничивающий площадь изгиба.
Современные мастера используют два основных вида гибочного станка:
- Ручные устройства;
- Станки с механическим приводом.
Все механические устройства выглядят примерно одинаково и имеют схожие схемы строения. Здесь имеется вал, который расположен вертикально. На него надевается диск с зафиксированными на его поверхности изгибающим и центральным пальцами. На стойке гибочного станка есть специальный ролик, в который во время процесса изгибания упирается заготовка.
Существует специальная технология сгибания арматуры с помощью подобных устройств. Пруток помещается между изгибающим и центральным пальцами. Затем диск начинает поворачиваться, а пруток упирается в ролик. Здесь вступает в работу изгибающий палец, который начинает гнуть изделие вокруг центрального ролика.
Все станки отличаются между собой мощностью и способностью согнуть ту или иную арматуру. Выделяют три группы устройств для гибки:
- Легкой арматуры (диаметр от 3 до 20 мм):
- Тяжелой арматуры (диаметр от 20 до 40 мм):
- Сверхтяжелой арматуры (диаметр от 40 до 90 мм).
Каждый из вышеперечисленных станков нужен для определенных целей. Например, на моделях последней группы можно гнуть сразу несколько прутков. Это очень удобно, если вам нужно обработать большое количество заготовок. На сегодняшний день производители предлагают даже универсальные станки, с помощью которых можно гнуть арматуру 3-миллимитровую арматуру, так и 90-миллимитровую. Некоторые покупают станки с гидравлическим приводом, который дает больше пространства для работы. С помощью такого устройства можно не просто гнуть прутки, но и создавать сложные конструкции из арматуры. При желании из прутка можно сделать даже кольцо.
Такое профессиональное оборудование помогает производить действительно качественную гибку арматуры. Благодаря такому станку вы сможете изгибать прутки даже на 180 градусов. Кроме того, заготовки не будут иметь заломов и складок, из-за которых их нельзя будет использовать в строительстве.
Ручные станки для сгибания арматуры также популярны среди мастеров. Производители предлагают как небольшие переносные модели, так и более тяжелые стационарные. Если вам нужно согнуть арматуру для своих нужд, можно воспользоваться специальным приспособлением либо трубогибом. С их помощью вы сможете выполнять несложные работы, например, гнуть прутки с диаметром не более 14 мм. Как правило, такие станки устанавливаются на столе или верстаке, где ими удобно пользоваться. Тем, кто планирует производить гибку арматуры на постоянной основе, такое устройство не подойдет. Для этих целей необходимо приобретать более дорогое и профессиональное оборудование.
В целом, выбор станка для сгибания арматуры зависит от двух основных факторов. Первый – это диаметр заготовок, а второй – количество обрабатываемых изделий. Если вы подберете неправильное устройство, это может стать причиной появления дефектов на поверхности прутков. Под излишним воздействием они будут ломаться или сжиматься гармошкой
По этой причине крайне важно сразу определиться с типом арматуры, которую вы собираетесь гнуть, и, исходя из этого, выбирать станок. Также не забудьте сделать правильную настройку оборудования, чтобы получить более качественный и точный изгиб прутков
Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).
Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
Правила эксплуатации
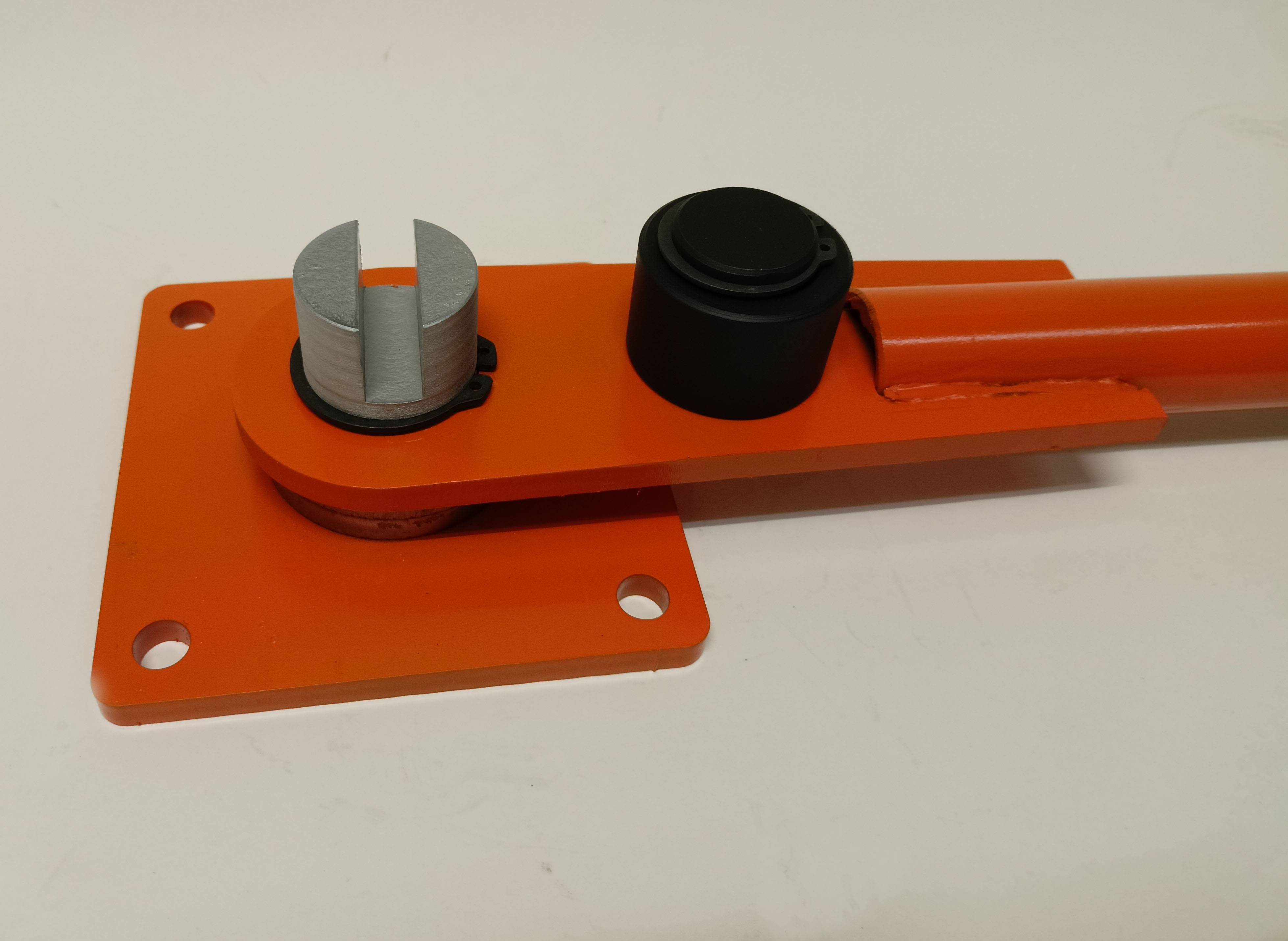
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Сайт: https://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта
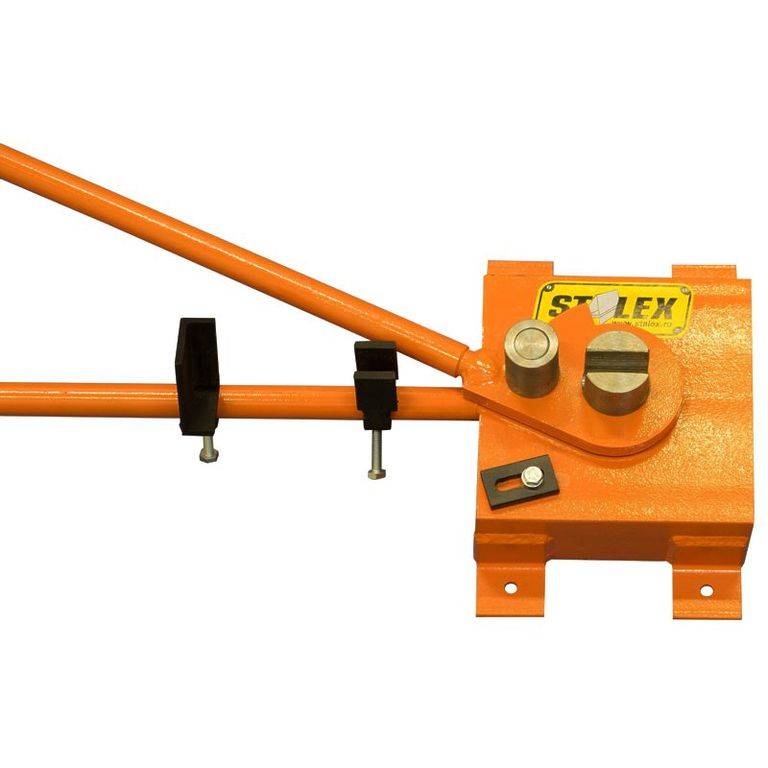
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.







Схемы электропроводки
Станок состоит из опорной рамы, на которой размещается плита и редуктор со специальным устройством, отвечающее за гибку детали из прутов. Электроника управляется при помощи педали, нажатие на нее начинает процесс замыкания контактов. Там же располагаются зажимы, между которыми устанавливается деталь и сам гнущий валик.
Чаще всего в станке СГА-1 из строя выходит планка для упорных штырей, так как стенки между отсеками достаточно тонкие. В результате неправильного режима работы, либо обработку заготовок из слишком жесткого металла, стенки могут повреждаться. Также страдает гибочный диск для арматуры (по той же причине), хотя он может выходить из строя из-за разбалансировки оси вращения.
Кроме этого, для корректной работы нужно масло, которое заливается в редуктор, им смазывают детали станка. Без него червячный вал нагревается и КПД всего рабочего процесса падает.
Еще один дополнительный вариант
Схема вязки арматуры проволокой.
Если вам неважно сохранение толщины, гнуть арматуру можно с помощью сварки, то есть сначала разогреть, а потом согнуть. Сгибание в этом случае происходит очень легко, главное соблюдать меры безопасности, чтобы не обжечься о разогретый металл
Либо используя болгарку, подрезать прут с одной стороны, а потом произвести сгиб
Либо используя болгарку, подрезать прут с одной стороны, а потом произвести сгиб.
- Также можно использовать для этого паяльную лампу и молоток. Для удобства можно применять какое-либо приспособление, чтобы закрепить арматуру, например, тиски.
- Но на самом деле это не обязательно, если у вас есть помощник. Разогреваете арматуру паяльной лампой и сгибаете либо вручную, либо с помощью молотка. Есть разные способы разогреть арматуру, горячий металл гнуть просто, однако нужно знать и еще кое-что. Этот способ значительно снижает прочность арматуры и не годится для устройства фундамента, на который предполагается высокая нагрузка. Поэтому прежде чем решиться на такой способ, посоветуйтесь с профессионалами или самостоятельно произведите расчеты.
Строительные умельцы с выдумкой подходят к этому делу, к примеру, используя для сгибания металлических прутов два рядом расположившихся дерева. Естественно, не на каждом участке растут деревья, но вполне возможно, что вы придумаете что-то свое, новое, оригинальное и удобное.
Как сделать приспособление для гибки арматуры
Вариант арматурогиба из подручных средств
Перед тем, как приступить к изготовлению, необходимо выполнить детальные чертежи узлов будущего приспособления. Для этого рекомендуется ознакомиться в интернете с готовыми образцами, выполненными по стандартной схеме или выбрать какую-нибудь другую методику, чем гнуть арматуру.
Простой арматурогиб своими руками проще всего выполнить, основываясь на общем принципе действия такого рода устройств, а именно состоящего из трех основных частей:
- массивного основания,
- поворотного механизма в виде большого рычага,
- прочного упора.
Чтобы изготовить такое приспособление, вполне подойдут подручные материалы и инструменты, имеющиеся в любом нормальном гараже. Итак, приготовим необходимые для этого инструменты, тут нам понадобятся:
- углошлифовальная машина с отрезными кругами и шлифовальным диском,
- электрическая дрель с набором сверл по металлу,
- электросварочный аппарат с электродами,
- стандартный набор ручных слесарных инструментов.
Хоть важным этапом и является подготовка комплектующих деталей и узлов, здесь попытаемся приспособить различные подручные материалы. В крайнем случае, недостающее можно одолжить либо у соседа, либо докупить на строительном рынке.
Последовательность действий
- Делаем основание. Для этого берем листовой металл толщиной в 3-5 мм размерами 100 на 200 мм, либо можно взять кусок швеллера 10-15 размера длиной 200-300 мм. По углам основания просверливаем отверстия для возможности крепления к верстаку или другому массивному предмету. По центру конструкции с помощью электросварки прочно приваривается осевой упор. Это стальной вал высотой в 50 мм и диаметром в 14 мм. Для этой детали можно взять любой подходящий по размерам болт М14, у которого необходимо сточить на наждаке головку, оставив толщину в 3 мм — это даст возможность создать прочное сварное соединение с основанием.
- Изготавливаем поворотный механизм. Для этого подойдет стальная полоса толщиной в 5 мм, шириной в 50 мм и длиной как минимум в один метр. За неимением полосы необходимой длины можно взять меньшую, но наварить длину рычага за счет стальной трубы 32-50 мм в диаметре. К одному краю полосы привариваем электросваркой отрезок металлической трубы длиной в 50 мм и 15 мм в диаметре, который будет одеваться как валик на осевой упор. Отступаем 50 мм от валика по продольной оси и привариваем поворотный упор, для которого подойдет стальной болт М10 также со сточенной заранее головкой. На поворотный упор также можно изготовить и надеть кольцо, которое будет служить вальцом, что позволит улучшить работу приспособления. Как вариант, можно изготовить рычаг из 50 мм стального уголка, для этого необходимо у места крепления за осевой упор срезать 50 мм вертикально полки, оставшаяся часть полки будет служить поворотным упором.
- Привариваем к основанию электросваркой неподвижный упор, для которого подойдет отрез 50 мм уголка в 50-100 мм длиной. Место его крепления должно находиться в 100-200 мм от осевого упора со смещением от центральной оси основания не более 20 мм, что как бы определяется толщиной арматуры.
- Производим сборку готовой конструкции. Прочно прикрепляем основания нашего готового приспособления к слесарному верстаку или другому подобному массивному предмету окружающей обстановки. Одеваем на осевой упор валик поворотного механизма с рычагом.
- Производим обкатку готового станка для гибки арматуры и проверяем его работу на холостом ходу, используя для этого мягкий металл. Если все работает, то приступаем к изготовлению нужных нам деталей из арматуры.
Если станок для гибки арматуры имеет свой стационарный каркас, то стоит посоветовать выполнить пару дополнительных его улучшений, а именно:
- нанести линейную разметку в обе стороны от осевого упора, что позволит отмерять длину сгибаемой части прутка без применения рулетки;
- нанести вокруг осевого упора радиальную разметку основных углов в 30, 45 и 60 градусов, что также намного сделает удобней работу на таком станке.