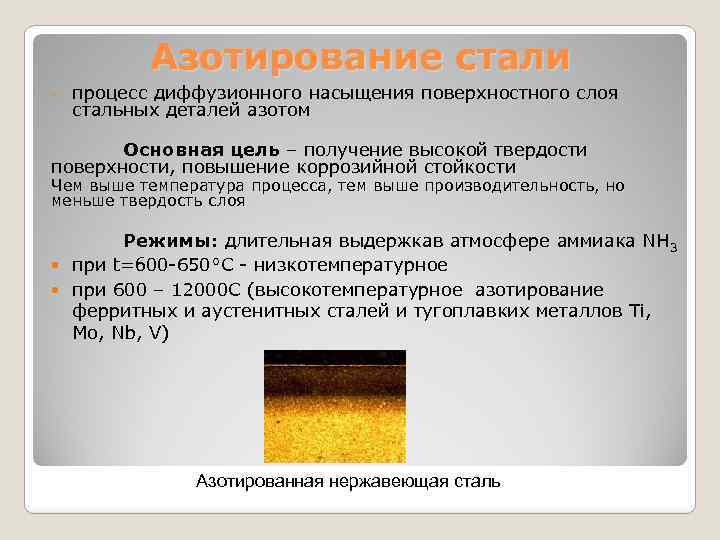
Типы сред при азотировании
При азотации могут эксплуатироваться разнообразные рабочие среды. Чаще всего для осуществления процессов обработки при азотировании используется газовая смесь, которая состоит на 50% из аммиачных материалов и на 50% из пропанового газа. Также смесь может состоять в тех же в соотношениях из аммиачной смеси и эндогаза. Данная среда предназначена для обработки металлосплавов при температурном режиме не превышающим 570 градусов. При обработке металла длительность воздействия в газовой среде составляет 3 часа. Стоит подчеркнуть, что азотированный слой, который создается при такой функциональной среде, обладает небольшой толщиной, но характеризуется повышенными показателями прочности и износостойкости.
В последнее время применяют азотирование ионно-плазменным способом, которое выполняется в азотосодержащей разряженной среде. Особенность такого способа — при обработке стальных элементов их и муфель подключают к источнику электричества. Изделия в таком случае выступают в роли отрицательного электрода, а муфель — положительного. В итоге между элементом и муфелем образовывается поток ионов, происходит нагрев стальной поверхности. Также благодаря этому происходит насыщение стали нужным количеством азота.
Суть технологии
Азотирование стали, если сравнивать его с таким популярным методом обработки данного металла, как цементация, отличается рядом весомых преимуществ. Именно поэтому данная технология стала применяться в качестве основного способа улучшения качественных характеристик стали.
При азотировании стальное изделие не подвергается значительному термическому воздействию, при этом твердость его поверхностного слоя значительно увеличивается
Важно, что размеры азотируемых деталей не изменяются. Это позволяет применять такой метод обработки для стальных изделий, которые уже прошли закалку с высоким отпуском и отшлифованы до требуемых геометрических параметров
После выполнения азотирования, или азотации, как часто называют этот процесс, сталь можно сразу подвергать полировке или другим методам финишной обработки.
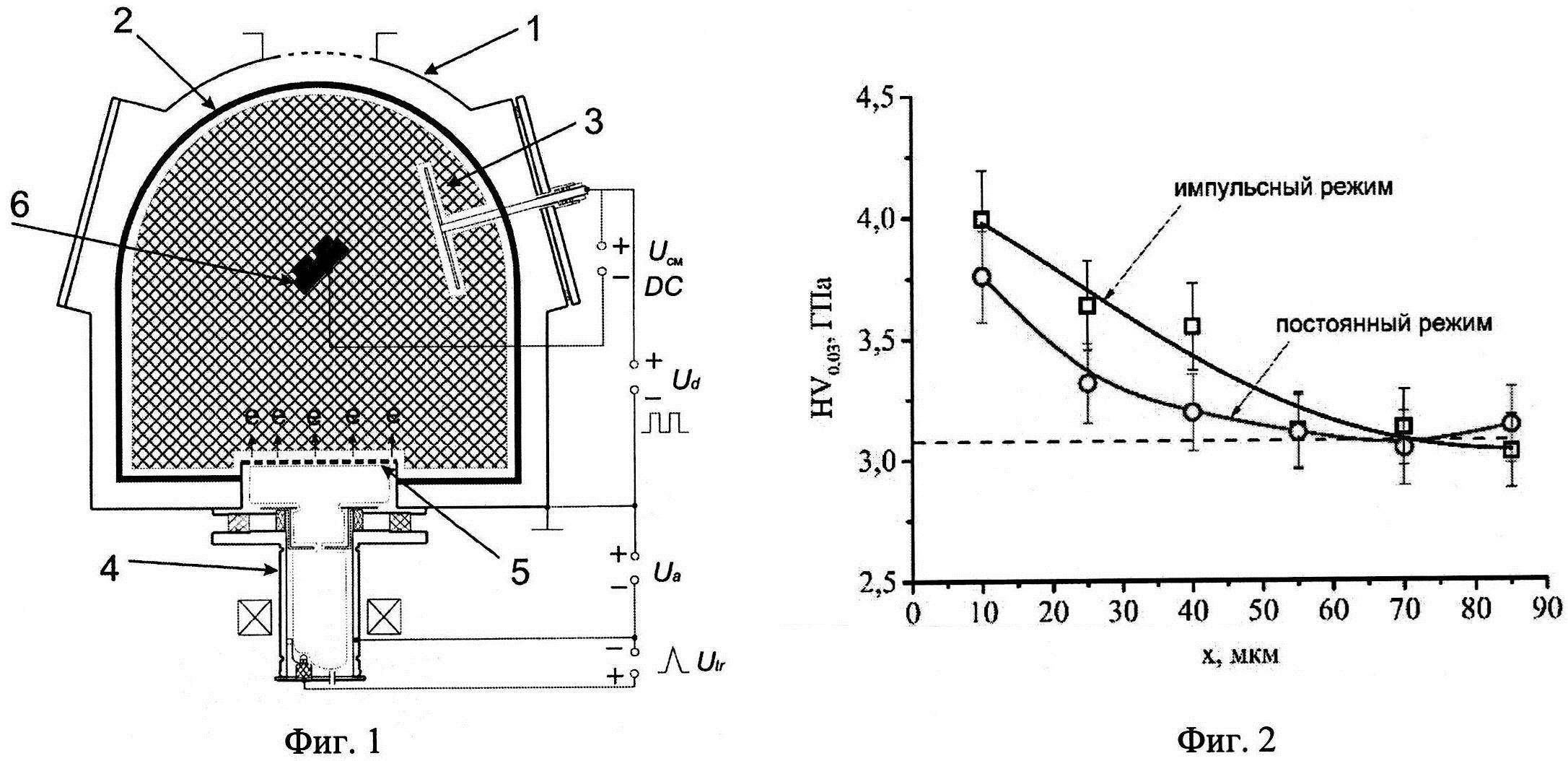
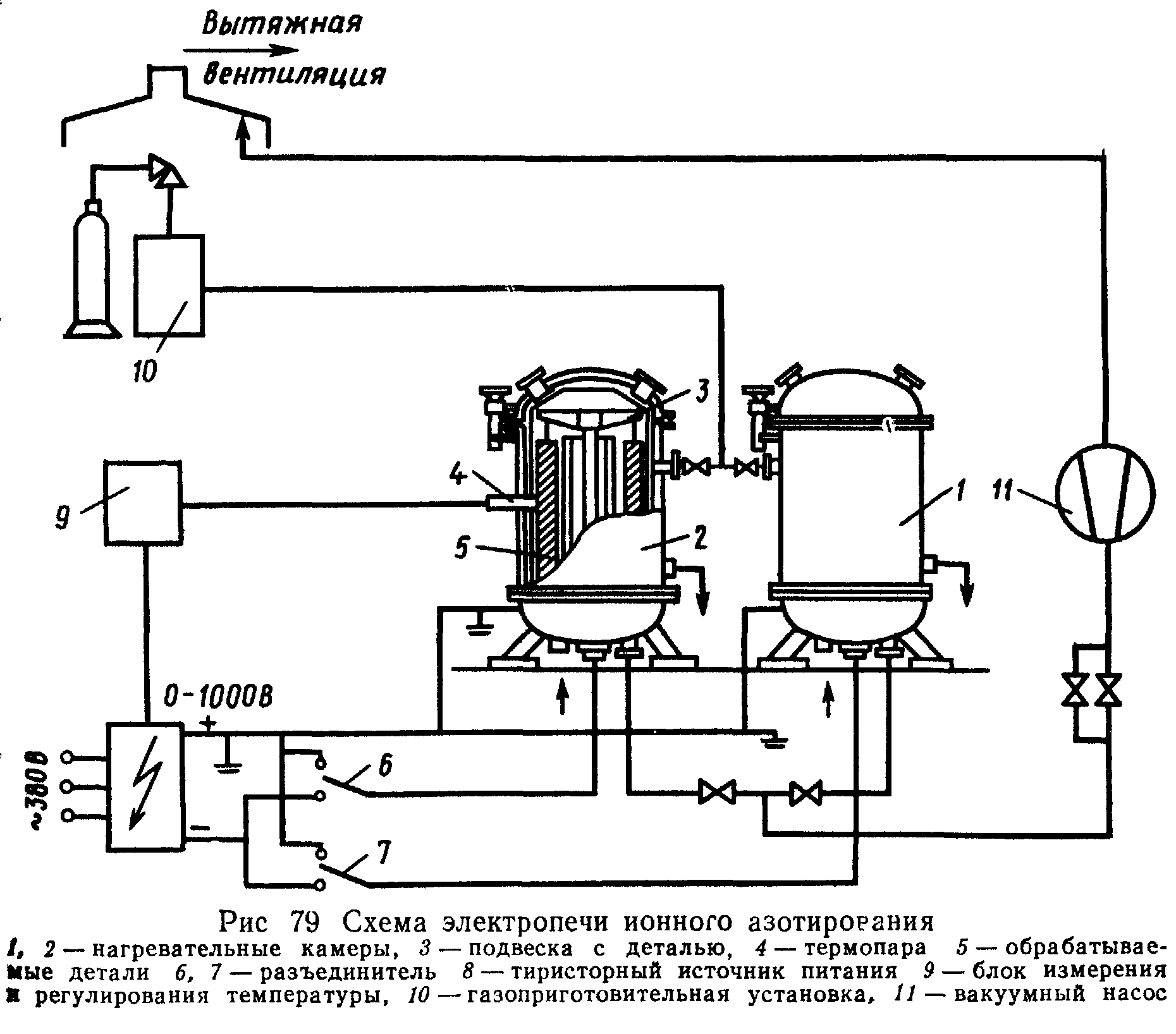
Схема установки азотирования в тлеющем разряде
Азотирование стали заключается в том, что металл подвергают нагреву в среде, характеризующейся высоким содержанием аммиака. В результате такой обработки с поверхностным слоем металла, насыщающимся азотом, происходят следующие изменения.
- За счет того, что твердость поверхностного слоя стали повышается, улучшается износостойкость детали.
- Возрастает усталостная прочность изделия.
- Поверхность изделия становится устойчивой к коррозии. Такая устойчивость сохраняется при контакте стали с водой, влажным воздухом и паровоздушной средой.
Микроструктура качественно азотированного слоя стали марки 38Х2МЮА
Выполнение азотирования позволяет получить более стабильные показатели твердости стали, чем при осуществлении цементации. Так, поверхностный слой изделия, которое было подвергнуто азотированию, сохраняет свою твердость даже при нагреве до температуры 550–600°, в то время как после цементации твердость поверхностного слоя может начать снижаться уже при нагреве изделия свыше 225°. Прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации.
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
. . . Азотирование
— это термохимическое упрочение поверхности стальных и чугунных деталей, при которой насыщают азотом. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и получает крайне высокую микротвёрдость, значительную устойчивость к коррозии и улучшенные триботехнические свойства (уменьшение коэффициента трения). По уровню получаемой микротвёрдости азотирование превосходит цементацию и нитроцементацию. Так же — детали подвергнутые азотированию держат свою повышенную прочность при нагреве до температуры 550–600°С. Для сравнения- после цементации твердость поверхностного слоя может начать ухудшаться при нагреве детали уже свыше 225°С. В итоге можно четко констатировать — что прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации. Именно поэтому уже более 60 лет такие ответственные и подвергаемые жесткому нагреву детали ДВС как впускные и выпускные тарельчатые клапана обязательно подвергают азотированию.
Другой важной чертой процесса азотирования стали является то, что при этом процессе детали нагревают лишь до 500-550°С. Такой достаточно щадящий процесс термического воздействия приводит к тому, что в даталях практически не возникает термических напряжений и последующих деформаций
Именно поэтому азотированию можно подвергать детали уже изготовленные «точно в размер». В отличие от азотирования, процессы цементирования или закалки предполагают нагрев до 850-950 °С, что приводит к серьезным последующим поводкам деталей (изменению их геометрии за счет появления внутренних напряжений) и необходимости далее шлифовать такие изделия. А шлифовать термоупроченные детали с высокой поверхностной твердостью- дело очень трудоемкое и дорогое….
Особенно такой щадящий режим термовоздействия на азотируемые детали характерен для передовой методики ионно-плазменного азотирования, где нагрев идет более щадящий, чем при азотировании в газовой среде аммиака.
Поверхностная твердость обработанных сталей типа 38Х2МЮА достигает величины в 63-65 HRC (твердость по Роквеллу), стали 40Х- до 50-52 HRC .
Глубина возникающего поверхностного термоупроченного слоя составляет от 0,2 до 0,6 мм в зависимости от типа стали.
Детали после процесса азотирования. Цвет изменился- нитриды железа обладают специфическим цветом.

КАКИЕ ДЕТАЛИ ПОДВЕРГАЮТ АЗОТИРОВАНИЮ?
. . . Азотированию подвергают прежде всего такие детали различных машин и механизмов, которые подвергаются повышенному износу за счет усиленного трения в условиях значительных температур.
ШНЕКОВЫЕ ПАРЫ:
… Например — шнеки и филеры (пилотезы) шнековых прессов для выдавливания с дальнейшим формованием пластиковых изделий, либо шнеков при производстве евродров из опилок-цепы, либо шнековых прессов для отжима растительного масла, и прочих похожих шнековых прессов. Например — большая технологическая проблема шнеков для формовки и прессования евродров из цепы и опила — это очень быстрый износ формующей пары «оконечник шнека- фильера». Особенно- если формовке подвергается щепа с лесосеки, загрязненная песком, глиной и почвой, то поверхности формующей пары дешевых шнековых прессов изнашиваются за 4-6 дней, а «фирменных» прессов держатся не более месяца… После этого шнек практически уже не может выдавать продукт нормального качества и нужной геометрии…
Виды азотирования
Существует несколько видов азотирования стали. Они отличаются друг от друга способом выделения азота, температурными режимами, рабочей средой. Но есть у них один общий признак – это то, что азот проникает внутрь стального изделия по закону диффузии. Возникновение разных видов азотирования было вызвано стремлением ускорить процесс либо улучшить результаты применения метода, то есть качество полученного слоя. Сегодня известны такие виды процесса:
- газовая азотация;
- плазменное азотирование;
- азотирование в цианистых солях.
Газовая азотизация
Следует рассмотреть еще один способ азотации, который получил название газового каталитического азотирования. Суть его состоит в том, что внутри печи создается определенная атмосфера, где аммиак диссоциированный подвергают специальной обработке на элементе каталитическом.
Особенности этого метода:
- Процесс требует применения сложного оборудования по созданию особых химических условий.
- Благодаря получению большего количества радикалов ионизированных при подготовке аммиака доля диффузии твердорастворной увеличивается, доля процессов химических реакционных снижается – азот быстрее проникает внутрь структуры металла.
Такой способ азотирования стали более дорогостоящий, но позволяет добиться очень высоких показателей износостойкости у ответственных изделий.
Термохимический процесс
В отличие от газового азотирования стали, где рабочей средой является смесь эндогаза или пропана с аммиаком в пропорции один к одному, при термохимическом процессе участвует только газообразный аммиак. Его подают из баллона внутрь специального герметично закрытого бокса (муфели), куда предварительно укладывают детали, требующие обработки азотированием. Этот бокс помещают в печь, где поддерживается определенная температура. Горячий воздух воздействует на аммиак таким образом, что он начинает распадаться на азот и другие элементы. Азот постепенно диффундирует внутрь стали: чем дольше процесс, тем глубже проникновение. Термохимический процесс позволяет получить укрепленный слой глубиной 0.6 миллиметров.
Виды стали, подходящие для азотизации
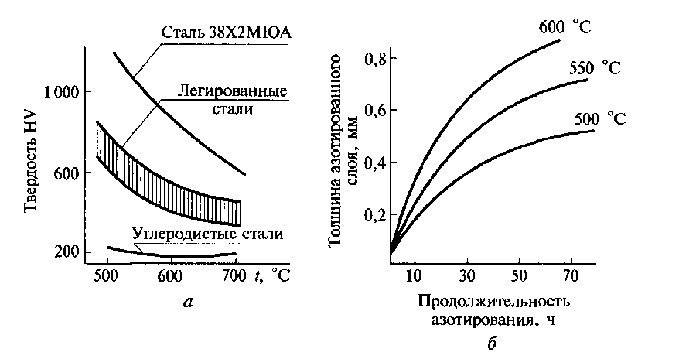
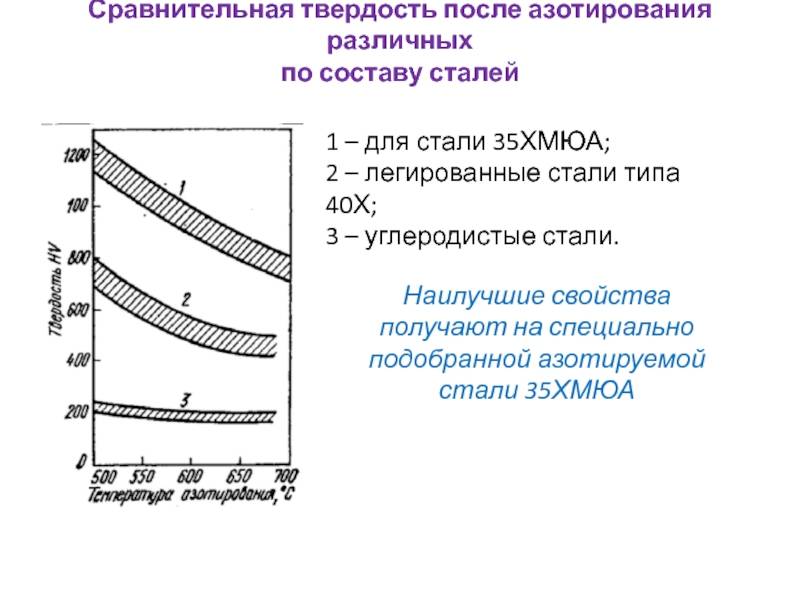
Для обогащения азотом подходят разные виды стали – как легированные, так и углеродистые. С первым типом процесс эффективнее. Особенно, если в составе есть легирующие элементы, способные формировать термостойкие нитриды (хром, молибден, алюминий и прочие). При остывании подобные сплавы – нитролои – не будут становиться хрупкими, а после их твердость значительно увеличивается.
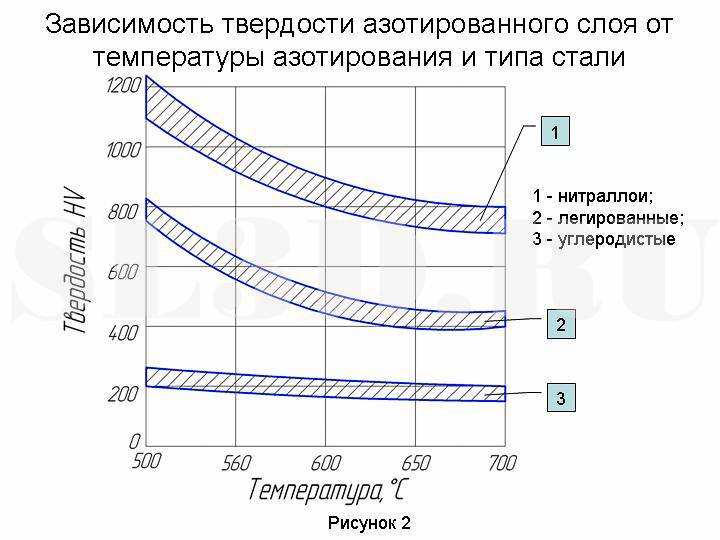
Насколько твердыми будут разные виды стальных сплавов в результате обработки азотом:
- нитролои – до 1200 HV;
- легированные – до 800 HV;
- углеродистые – до 250 HV.
Нужно учитывать и марку стали, которая указывает, для чего предназначено изделие.
Как маркируют сталь, наиболее подходящую для азотирования:
| Марка | Использование | Технологические данные | Максимальные параметры слоя | ||
| Твердость сердцевины (HRC) | Максимальная температура (˚С) | Глубина (мм) | Поверхностная твердость (HV) | ||
| Горячая обработка металла | |||||
| 4Х5МФС | Пресс-формы, молотовые штампы, прессовые вставки | 35–55 | 560 | 0,3 | 1100 |
| 3Н3М3Ф | Формы литья под давлением, ударно-штамповой, мерный, режущий инструмент | 35–51 | 560 | 0,3 | 1100 |
| 5ХНМ | Штампы горячего деформирования | 36–44 | 550 | 0,3 | 760 |
| 3Х2В8 | Прессовое тяжело нагруженное оборудование | 35–50 | 560 | 0,25 | 1100 |
| Холодная обработка металла | |||||
| Х12 | Холодные штампы | 50–55 | 520 | 0,2 | 1100 |
| Х12М | Накатные ролики, волочильные доски, глазки калибрования, матрицы, пуансоны | 53–60 | 520 | 0,2 | 1200 |
| Х12МФ | Ножи, клинки | 56–58 | 480 | 0,2 | 1300 |
| Х12Ф1 | Инструмент с тонкой режущей кромкой | 52–60 | 550 | 0,2 | 1250 |
Благодаря термостойким нитридам сталь станет тверже, но толщина азотонасыщенного слоя уменьшится.
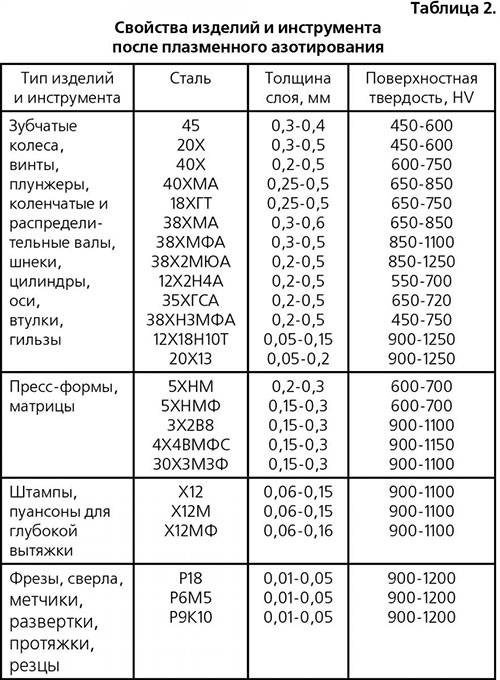
Типы азотируемых сталей
Обработке по технологии азотирования могут подвергаться как углеродистые, так и легированные стали, характеризующихся содержанием углерода в пределах 0,3–0,5%. Максимального эффекта при использовании такой технологической операции удается добиться в том случае, если ей подвергаются стали, в химический состав которых входят легирующие элементы, формирующие твердые и термостойкие нитриды. К таким элементам, в частности, относятся молибден, алюминий, хром и другие металлы, обладающие подобными характеристиками. Стали, содержащие молибден, не подвержены такому негативному явлению, как отпускная хрупкость, которая возникает при медленном остывании стального изделия. После азотирования стали различных марок приобретают следующую твердость:
Твердость сталей после азотирования
Легирующие элементы, находящиеся в химическом составе стали, увеличивают твердость азотированного слоя, но вместе с тем уменьшают его толщину. Наиболее активно на толщину азотируемого слоя оказывают влияние такие химические элементы, как вольфрам, молибден, хром и никель.
Это сталь, которая после азотирования отличается высокой твердостью наружной поверхности. Алюминий, содержащийся в химическом составе такой стали, снижает деформационную стойкость изделия, но в то же время способствует повышению твердости и износостойкости его наружной поверхности. Исключение алюминия из химического состава стали позволяет создавать из нее изделия более сложной конфигурации.
Данные легированные стали используются для изготовления деталей, применяемых в области станкостроения.
30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА
Эти стали служат для производства изделий, подвергающихся в процессе своей эксплуатации частым циклическим нагрузкам на изгиб.
Из данного стального сплава изготавливаются изделия, к точности геометрических параметров которых предъявляются высокие требования. Для придания более высокой твердости деталям из данной стали (это преимущественно детали топливного оборудования) в ее химический состав могут добавлять кремний.


Характеристики некоторых сталей после азотирования
Типы рабочих сред
Используется три основных процесса азотирования – газовое, в соляной ванне и плазменное.
Аммиачно-пропановая
При газовом азотировании донором является газ, богатый азотом, обычно аммиак (NH3). Когда аммиак контактирует с изделием, которое располагается в печи, он ралагается на атомарный азот и водород. После этого азот внедряется в поверхностные слои заготовки и образует там слой, обогащённый нитридами. По требуемым характеристикам азотсодержащего слоя уточняются режимы обработки.
Для успешного проведения процесса азотирования необходимо контролировать ряд параметров рабочего процесса. Эти параметры для газового азотирования включают:
- температуру печи;
- время;
- расход газа;
- контроль активности газа.
Все эти факторы помогают уменьшить деформацию конечного продукта.
Тлеющий разряд
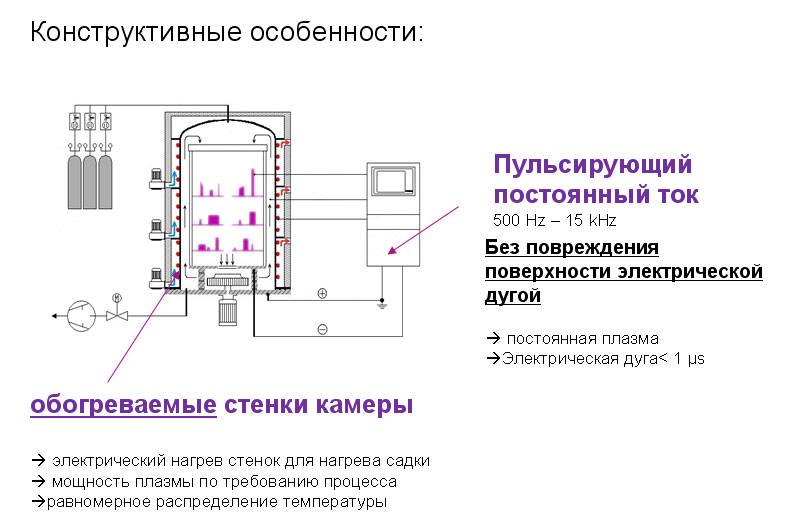
Процесс известен также под названием плазменное или ионное азотирование. Здесь реакционная способность среды обусловлена не температурой, а интенсивностью насыщения ионами основного газа. Для образования молекул с повышенным содержанием ионов по азотируемой поверхности выполянется генерирование мощных электрических полей.
Прогрессивность процесса насыщения азотом при помощи заключается в том, что разложения исходного газа не наблюдается, что исключает необходимость ввода дополнительных объёмов азота. Технология отличается также более коротким временем цикла, позволяя тщательнее контролировать микроструктуру. В результате не только улучшаются механические характеристики стальных деталей, но и возрастает их долговечность, поэтому дополнительных операций не требуется.
Жидкая среда
Процесс происходит в соляной ванне. Используется принцип разложения цианида до цианата и высвобождения азота внутри соли для диффузии в стальную поверхность. Солевые расплавы, участвующие в процессе, также содержат азот, который активно диффундирует во поверхность под воздействием высоких температур. Если в солевых расплавах находится углерод, то конечным результатом будет карбонитрирование. Температура солевого расплава должна поддерживаться в диапазоне 550 … 570°C. В итоге интенсифицируется диффузия, что позитивно отражается на производительности процесса ( не более 4…5 часов)..
Типы сред при азотировании
Процесс азотирования стали в реальности проводят не по одной, а по нескольким технологиям, отсюда разнообразие видов азотирования. Это связано с тем, что для одних типов металлов более эффективно усваивается азот в одной среде, для других – в другой. Но это не главное. Среда позволяет получить определенное качество поверхности либо изменить скоростной режим выполнения операции по азотированию стали. Наиболее распространенные технологии, которые используются на предприятиях:
- диффузия азота в среде газовой на основе пропана с аммиаком;
- диффузия азота при использовании разряда тлеющего;
- диффузия азотная в среде жидкого характера.
Аммиачно-пропановая среда
Азотирование в газе из смеси пропана с аммиаком сейчас наиболее применимый способ укрепления поверхности стали. Соотношение компонентов смеси берется равнозначным, температуру по шкале Цельсия догоняют до 570 градусов выше нуля, обработку проводят на протяжении трех часов.
Полученный поверхностный слой можно охарактеризовать как высокопрочную твердую поверхность с отличной износостойкостью, и это несмотря на маленькую толщину нитридов. В численных единицах твердость изделия возрастает до показателей 1100–600 HV.
Тлеющий разряд
Другими словами, тлеющий разряд – это среда разряженного состояния при ионно-плазменном азотировании. Очень распространенный метод насыщения азотом поверхности стальных изделий. Особенностью этого метода является то, что, кроме помещения заготовки в печь муфельную, где происходит нагнетание температуры, к этой заготовке подключают электрический контакт с отрицательным потенциалом (то есть получается отрицательный электрод), положительным же электродом выступает сама печь муфельная. Ионное азотирование создает ионный поток между печью и изделием, который приобретает вид плазмы, и состоит она из элементов NH₃ или N₂. Таким образом, в поверхностный слой начинают диффундировать азотные молекулы, эффективно насыщая его.
Плазменное азотирование проходит в два этапа:
- Очищение поверхности заготовки путем распыления катода.
- Непосредственное насыщение стали азотом.
Основное преимущество метода в том, что при ионном плазменном насыщении процесс можно ускорить в несколько раз.
Жидкая среда
Кроме перечисленных двух сред для проведения операций азотирования, существует еще одна среда, подходящая для такого метода. Это жидкая среда, где применяется расплав солей цианистых, компоненты которых под действием принципа диффузии проникают в рабочий поверхностный слой металла. Условия для протекания процесса определяются высокой температурой до уровня 570 градусов по Цельсию и длительностью проведения обработки, которая может продолжаться до 3 часов (самое меньшее – 30 минут насыщения).
Азотирование металла
Химическая обработка металла
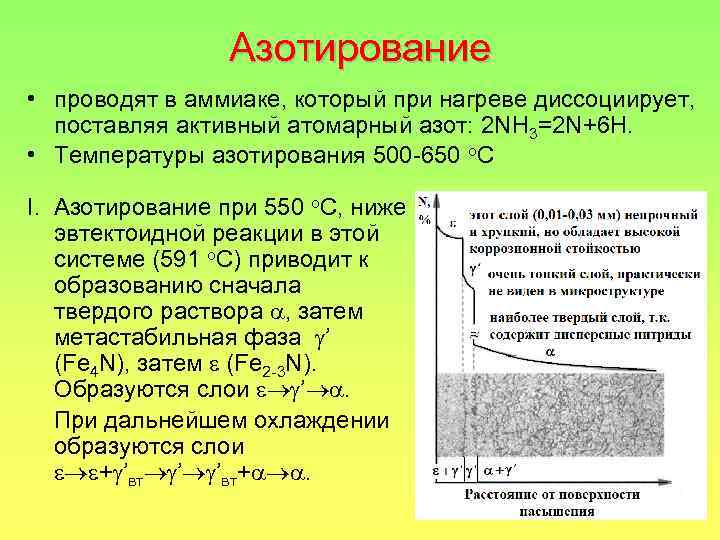
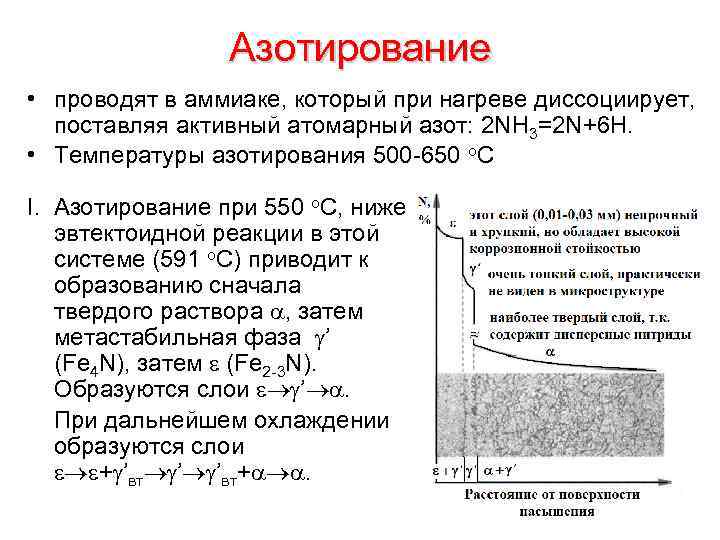
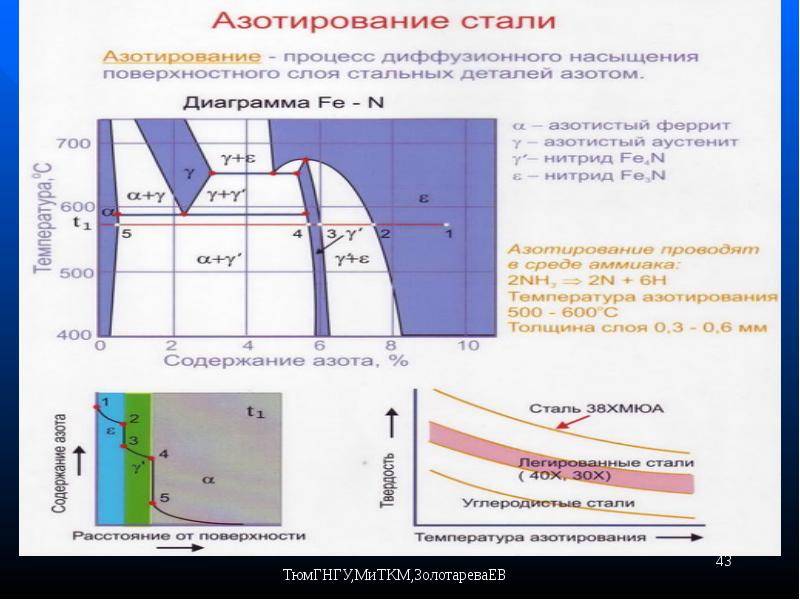
Азотированием называют процесс диффузионного насыщения поверхностного слоя стали азотом. Азотирование очень сильно повышает твердость поверхностного слоя, его износостойкость, предел выносливости и сопротивление коррозии в таких средах, как атмосфера, вода, пар и др. Твердость азотированного слоя заметно выше, чем твердость цементованного, и сохраняется при нагреве до высоких температур (450-500 °С), тогда как твердость цементованного слоя, имеющего мартенситную структуру, сохраняется только до 200-225 °С.
Химический раствор
Азотирование ведут в диссоциированном аммиаке NH8 (25 — 60 %).
На обрабатываемой поверхности происходит диссоциация NH3 с образованием ионов азота, которые адсорбируются поверхностью и диффундируют в глубь металла.
Если главными требованиями, предъявляемыми к азотированному слою, являются высокие твердость на поверхности и износостойкость, то применяют сталь 38Х2М10А, содержащую 0,35-0, 42 % С; 1,35-1,65 % Сr; 0,7-1,10 % А1 и 0,15-0,25 % Мо, остальное Fe. Одновременное присутствие алюминия, хрома и молибдена позволяет повысить твердость азотированного слоя на поверхности до 1200 HV. Молибден, кроме того, устраняет отпускную хрупкость, которая может возникнуть при медленном охлаждении от температуры азотирования.
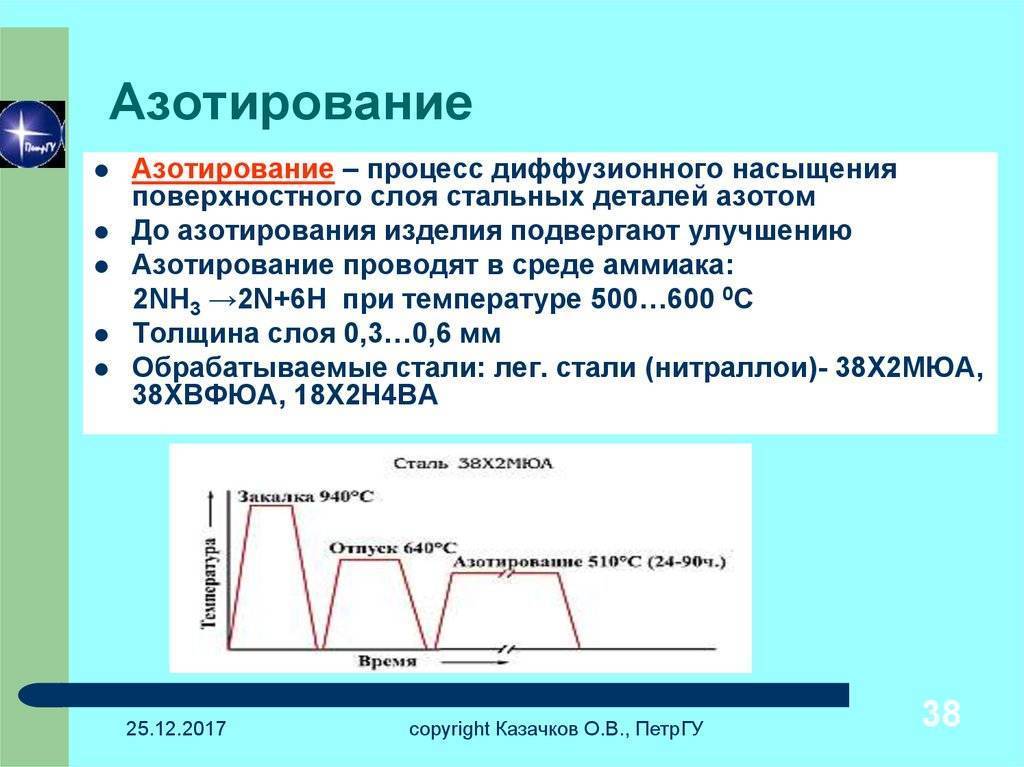


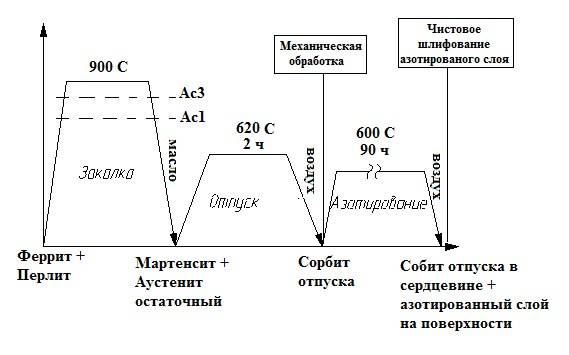
Технология процесса азотирования
Технологический процесс предусматривает несколько операций, приведенных ниже.
- Предварительная термическая обработка заготовки. Эта операция состоит из закалки и высокого отпуска стали для получения повышенной прочности и вязкости в сердцевине изделия. Отпуск проводят при высокой температуре 600-675 °С, превышающей максимальную температуру последующего азотирования и обеспечивающей получение твердости, при которой сталь можно обрабатывать резанием. Структура стали после этого отпуска — сорбит.
- Механическая обработка деталей, а также шлифование, которое придает окончательные размеры детали.
- Защита участков, не подлежащих азотированию, нанесением тонкого слоя (0,01-0,015 мм) олова электролитическим методом или жидкого стекла. Олово при температуре азотирования расплавляется на поверхности стали в виде тонкой не проницаемой для азота пленки.
- Азотирование.
- Окончательное шлифование или доводка изделия.
Азотирование тонкостенныйх деталей
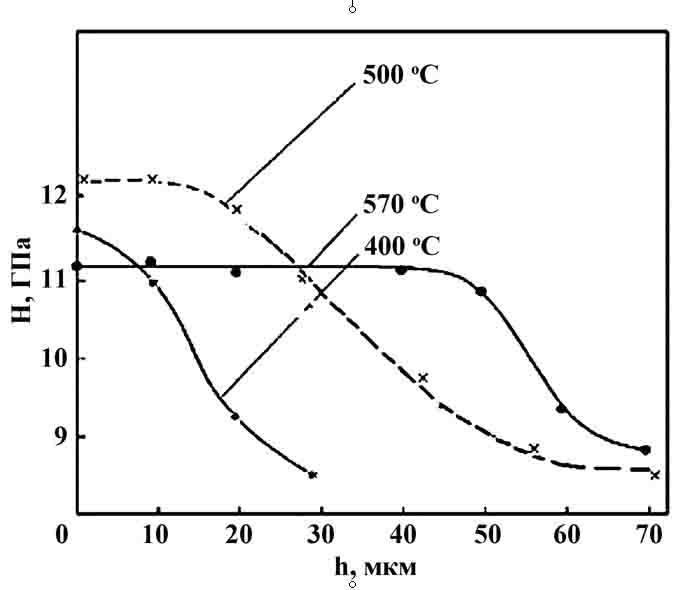
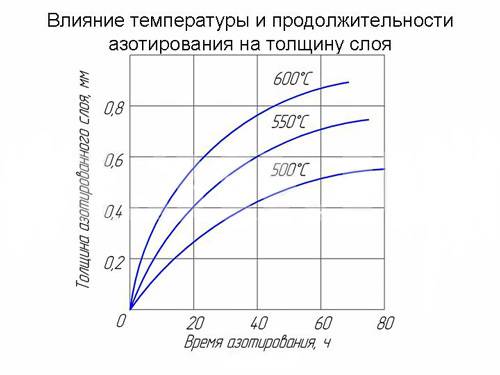
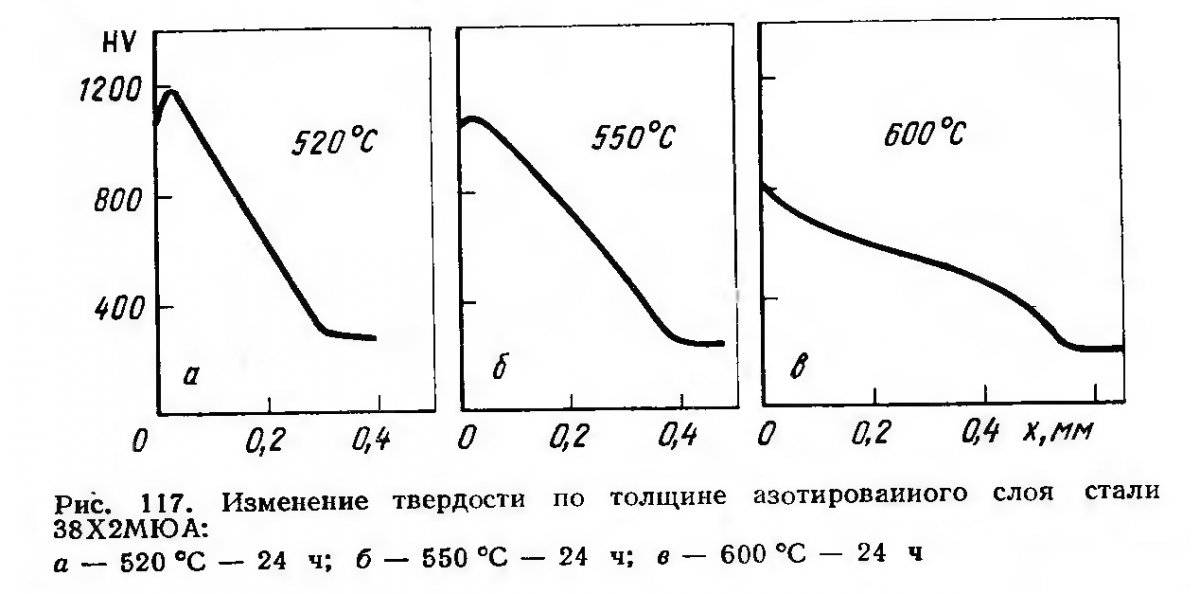
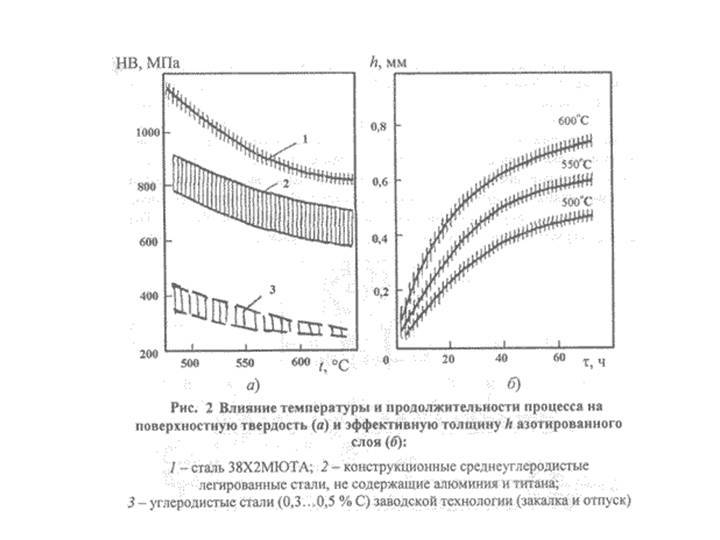
Азотирование тонкостенных изделий сложной конфигурации из стали 38Х2МЮА рекомендуется выполнять при 500-520 °С. Длительность процесса зависит от требуемой толщины азотированного слоя. Чем выше температура азотирования, тем ниже твердость азотированного слоя и больше толщина слоя. Снижение твердости азотированного слоя связано с коагуляцией нитридов легирующих элементов. Обычно при азотировании желательно иметь слой толщиной 0,3-0,6 мм. Процесс азотирования при 500-520 °С в этом случае является продолжительным и составляет 24-60 ч.
Для ускорения процесса азотирования применяют двухступенчатый процесс: сначала азотирование проводят при 500-520 °С, а затем при 540-560 °С. При двухступенчатом процессе сокращается продолжительность процесса, при этом сохраняется высокая твердость слоя.
Изменеие свойств материала
В процессе насыщения азотом изменяются, но очень мало, размеры изделия вследствие увеличения объема поверхностного слоя. Деформация возрастает при повышении температуры азотирования и толщины слоя.
Стали, не содержащие алюминий (Сr-Мо-V-стали), азотируют при 570 °С в течение 6-10 ч, что обеспечивает достаточную толщину слоя 0,3-0,4 мм, высокую твердость (~800 HV) и износостойкость. Охлаждение после азотирования проводят вместе с печью в потоке аммиака (до 200 °С) во избежание окисления поверхности.
Получило применение азотирование при 570 °С в течение 5-10 ч в атмосфере, содержащей 50 % эндогаза и 50 % аммиака или 50 % метана и 50 % аммиака. В результате такой обработки на поверхности стали образуется тонкий карбонитридный слой, обладающий меньшей хрупкостью и более высокой износостойкостью, чем чисто азотистая е-фаза. Твердость карбонитридного слоя на легированных сталях 600-1100 HV. Такая обработка сильно повышает предел выносливости изделий.
Как протекает процесс
Провести подобную процедуру обработки металла в домашних условиях практически невозможно. Для этого требуется использовать промышленное оборудование и рабочие смеси газов. Обработка проходит в несколько этапов:
- Процесс проведения азотирования начинается после шлифовки заготовки и доведения её до конечных габаритов.
- Далее места, которые не требуется насыщать азотом, защищаются от его воздействия. Защитный слой получается из жидкого стекла или олова, которое наносится на поверхность заготовки в процессе электролиза.
- Проводится азотирование металла.
Последним этапом является финишная обработка детали. Это может быть дополнительная шлифовка или полировка.
При необходимости улучшить характеристики стальной поверхности применяются методы цементации и азотирования. Второй вариант считается более эффективным. Существует несколько вариантов насыщения металла азотом, при которых используется разное оборудование и рабочие среды.