Цена
Стоимость центровочных сверл напрямую зависит от их размерности. Так, например, самые маленькие 1-милиметровые устройства стоят порядка 15 рублей за единицу. Наиболее большие сверла с диаметром 6.3 миллиметра стоят порядка сотни рублей.
Сверление отверстий, особенно в твердых материалах, сопряжено, как правило, с рядом сложностей. Во-первых, сверло скользит по поверхности, нередко и после нанесения керна. Во-вторых, не всегда можно добиться строгой перпендикулярности продольной оси обычного инструмента. А это большой минус, если к качеству обработки основы предъявляются повышенные требования.
Применение специального центровочного сверла снимает все подобные проблемы, в том числе, и с постепенным накоплением вероятных неточностей, связанных с ошибками сверления. Что собой представляют ЦС, чем они лучше традиционных образцов, когда целесообразно использовать именно их – тема предлагаемой статьи.
ТУ на комбинированные центровочные сверла прописаны в . В документе указаны типоразмеры изделий (приложение 1), особенности маркировки, требования к продукции (таблицы 5 – 7).
Центровочные сверла относятся к инструменту категории «профессиональный» и применяются в основном на предприятиях или в ремонтных мастерских, имеющих станочное оборудование (токарное, ).
Типы центровочных сверл комбинированных
- A, B – под отверстия центровочные 600. Первое исполнение – без конуса предохранительного, второе – с ним.
- C – аналогично сверлу типа A, но для отверстий 750.
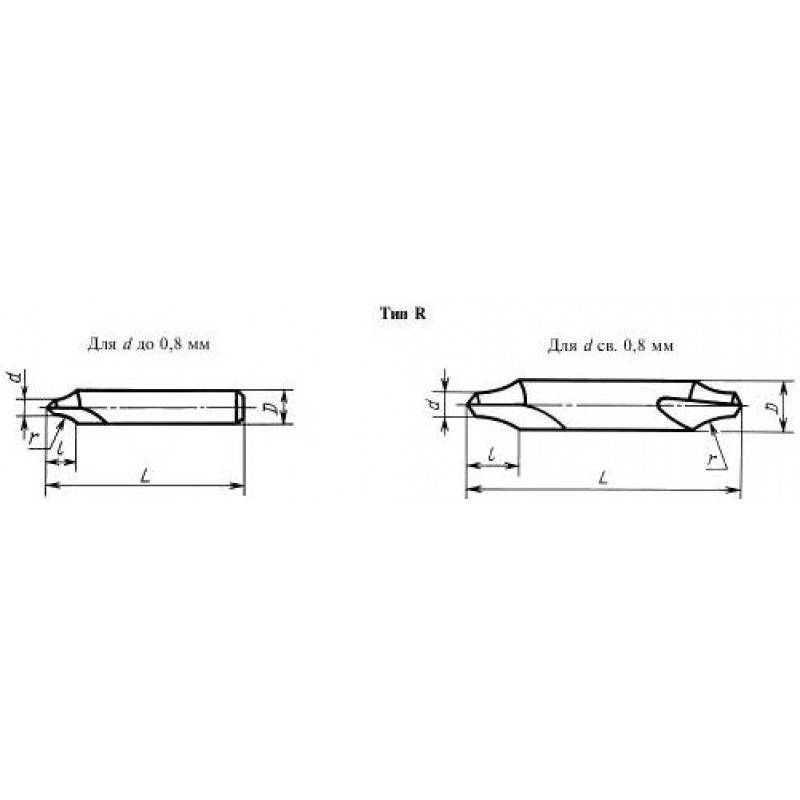
- R – для отверстий центровых с дугообразной образующей.
Для каждого типа ЦС предусмотрено 2 исполнения: d менее или равно 0,8; d ˃ 0,8 (мм).С чем это связано? Инструмент первого варианта обеспечивает минимальную шероховатость стенок в месте сверления, второго – чуть большую. Другими словами, разница – в качестве выборки металла.
Более подробно ознакомиться со всеми условными обозначениями можно по таблице №2 ГОСТ.
Стоимость центровочных сверл
Зависит в основном от диаметра и варианта исполнения. Разброс цен, с учетом большого ассортимента, значительный. К примеру, сверло типа A 0,9 мм стоит порядка 28 рублей. Более крупный аналог (ПК В 5) обойдется в 412 рублей. Если говорить об изделиях, которые чаще всего используются в быту, то их стоимость лежит в пределах 23 – 486 руб/ед.
Специфика использования ЦС в домашних условиях
Считается, что в основном центровочными сверлами пользуются те, кто занимается самостоятельным конструированием. Например, изготовлением печатных плат. Учитывая их миниатюрность, плотность предполагаемой компоновки радиодеталями, точность высверливания под их ножки отверстий приобретает особое значение. И это справедливо, но только отчасти.
Центровочное сверло станет незаменимым помощником, если возникнет проблема с выкручиванием крепежной детали (винта, шурупа, самореза). Такое бывает довольно часто, особенно если какое-либо изделие эксплуатируется вне помещения. В подобных случаях говорят «прикипело». Но если немного высверлить с помощью ЦС головку крепежа, то он легко поддастся отвертке. Проверено.
Не меньшую пользу принесет центровочное сверло тем, кто любит столярничать на дому.
Проделывание отверстий, фасок при изготовлении, например, предметов меблировки также требует максимальной точности. Иначе при сборке выявятся перекосы конструктивных частей.
Комбинированное центровочное сверло используется для создания в заготовках из разных видов чугуна, нелегированной, легированной стали и металлокерамических сплавов на базе бронзы и железа центровочных отверстий.
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Центровые отверстия
Центровые отверстия
Одним из важных условий, обеспечивающих точность обработки, является точность выполнения центров и центровых отверстий в обрабатываемых деталях. В зависимости от требуемой точности обработки некруглость центровых отверстий должна находиться в пределах 0 — 4 мкм, а некруглость упорного центра 0,5-1 мкм. Шероховатость поверхности центровых отверстий должна быть в пределах Ra = 1,25 ÷ 0,16, а упорных центров — Ra — 0,32 ÷ 0,08. При некруглых центрах или центровых отверстиях детали не имеют достаточной опоры и, смещаясь под действием усилий шлифования, копируют неточность центровых опор. На точность установки влияет несовпадение углов конусности отверстий и центров, а также их несовмещения и непараллельность. Смещение осей вызывает неполное прилегание центровых отверстий детали к центрам станка, что вызывает неравномерный износ отверстия. Неполное прилегание центровых отверстий к центрам может вызвать отклонение от круглости в поперечном сечении.
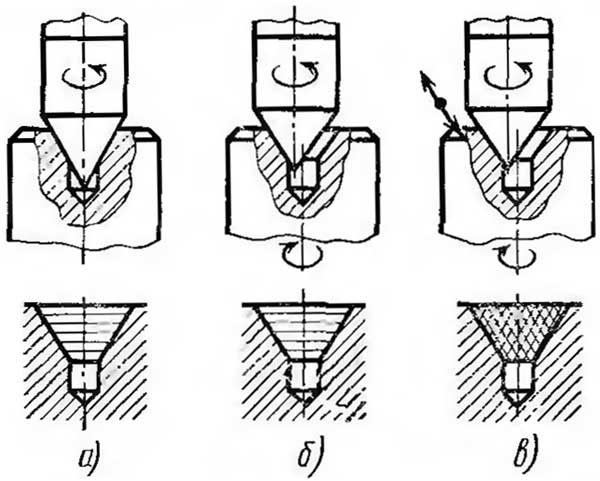
Рис. 3. Схема обработки центровых отверстий и направления шероховатости на их поверхности
Предусмотрены центровые отверстия с дугообразной образующей несущего конуса и без предохранительного конуса. Такая форма центрового отверстия нечувствительна к угловым погрешностям конусного центра и лучше удерживает смазку. При таких центровых отверстиях снижаются погрешности установки и повышается точность обработки. Лучшие результаты достигаются при сферических упорных центрах станка.
При повышенных требованиях к точности обработки закаленных деталей центровые отверстия исправляют с помощью абразивных инструментов- конусов, заправленных по форме отверстия. Во всех случаях абразивный инструмент вводится в отверстие и поджимается к нему тарированной пружиной. Применяется несколько способов окончательной обработки центровых отверстий.
Сплошное шлифование (рис. 3, а) — абразивный инструмент касается всей поверхностью отверстия, при этом исправления несоосности центровых отверстий не происходит.
Линейное шлифование (рис. 3, б) — абразивный инструмент касается центрового отверстия по образующей, деталь вращается.
Линейное шлифование с осциллированием (рис. 3, в) — абразивный инструмент касается центрового отверстия по образующей, деталь вращается, абразивный инструмент осциллирует в направлении образующей центрового отверстия.
Планетарное шлифование — абразивный инструмент вращается вокруг своей оси, совершает планетарное вращение вокруг оси детали, имеющей- эксцентриситет относительно оси и осцил-лирование вдоль образующей абразивного инструмента.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали – по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть:
у сверл диаметром до 3,15 мм – 63…65 HRC;
у сверл диаметром свыше 3,15 мм – 63…66 HRC.
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
Исполнение 1 | Исполнение 2 | |||
Передняя поверхность сверловочной части и поверхность стружечных канавок | – | 6,3 | – | 10,0 |
Задняя поверхность сверловочной и зенковочной части | – | 3,2 | – | 6,3 |
Поверхность зажимной цилиндрической части | 0,63 | – | 1,25 | – |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать:
диаметра сверловочной части . . . k12;
диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′;
угла конуса 120° . . . ±1°.
Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части.
(Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины.
(Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
для сверл диаметром до 3,15 мм | 0,40 мм | ||
” ” ” св. 3,15 мм | 0,25 мм |
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
для сверл диаметром до 3,15 мм | 0,03 мм | ||
” ” ” св. 3,15 мм | 0,04 мм |
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
для сверл диаметром до 6,0 мм | 0,10 мм | ||
” ” ” св. 6,0 мм до 10,0 мм | 0,13 мм | ||
” ” ” св. 10,0 мм | 0,15 мм |
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять:
разность половины угла при вершине сверла, которая не должна быть более 1°30′;
допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
для сверл диаметром до 3,15 мм | 0,05 мм | ||
” ” ” св. 3,15 мм | 0,10 мм |
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
для сверл диаметром до 3,15 мм | 0,07 мм | ||
” ” ” св. 3,15 мм | 0,10 мм |
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
А, R, С | В | |||
средняя | 95%-ная | средняя | 95%-ная | |
0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
1,25, 1,6 | 160 | 48 | 120 | 36 |
2,0 | 220 | 66 | 145 | 43 |
2,5, 3,15 | 250 | 75 | 160 | 48 |
4,0, 5,0 | 150 | 45 | 100 | 30 |
6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3.
(Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше – достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
Диаметр сверловочной части сверла | |
4,0, 5,0 | 0,4 |
6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
2.13. На каждом сверле должны быть четко нанесены:
диаметр сверловочной части;
товарный знак предприятия-изготовителя;
обозначение сверла (последние четыре цифры);
марка стали.
Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, – буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары – по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
Параметры и производство
Сверло центровочное по металлу — это профессиональный инструмент, который применяется преимущественно на средних и крупных предприятиях, в арсенале которых присутствуют фрезерные и токарные станки. Регулируется производство сверла центровочного ГОСТом 14952−75. При помощи этого инструмента делают отверстие, ось которого расположена перпендикулярно поверхности обрабатываемого изделия.
Стоит отметить, что больше никакой инструмент, с помощью которого обрабатывают металл, не позволяет добиться высокого качества и такой точности формирования отверстия.
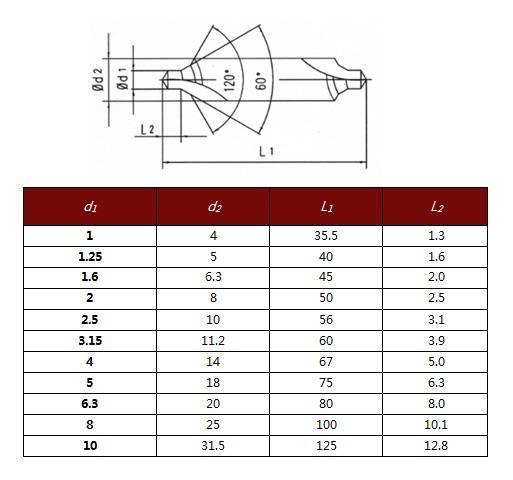
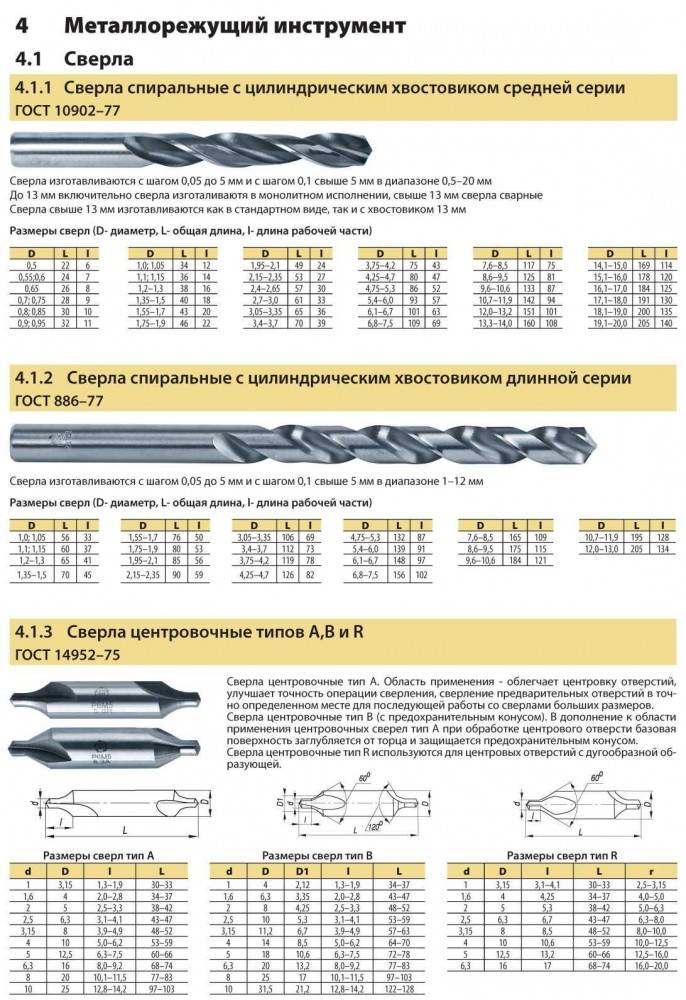
Если отверстия делать при помощи центровочного сверла, то вероятность накопления ошибок, которые допускаются в процессе обработки, сводится к нулю. Свёрла многих других видов не позволяют получать отверстия, расположение и размеры которых будут полностью соответствовать чертежу. ГОСТ 14952–75 определяет большой диапазон диаметров центровочных свёрл. Этот диапазон колеблется в пределах 0,5−10 миллиметров. В этом нормативном документе выделяются четыре основные типа инструмента этого вида.
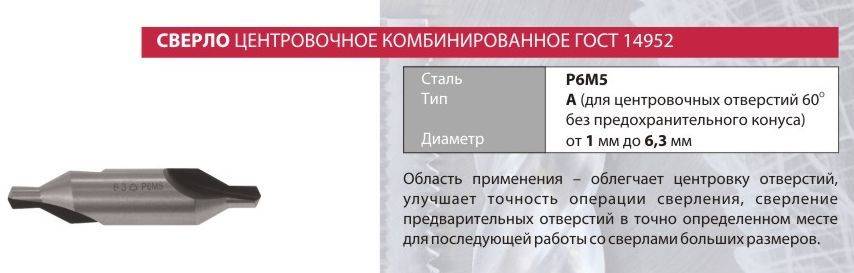
Центровочное сверло — ГОСТ 14952–75 :
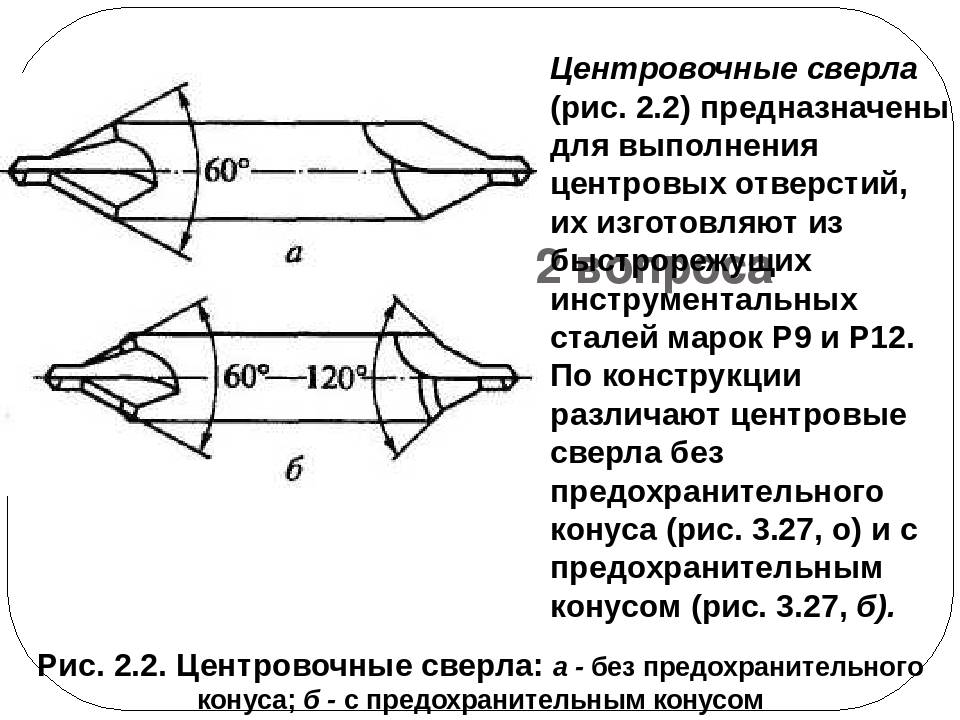
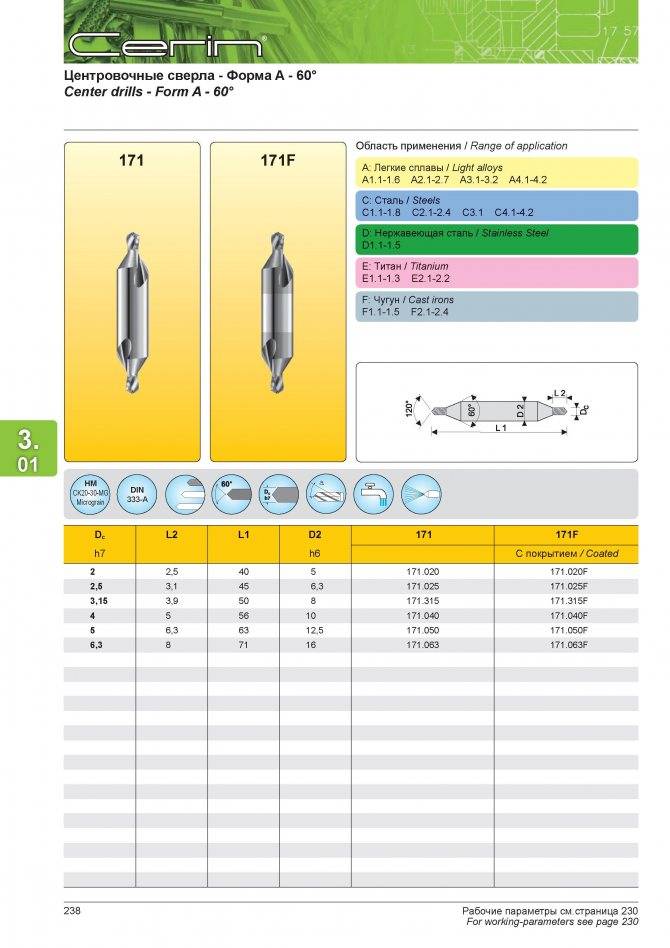
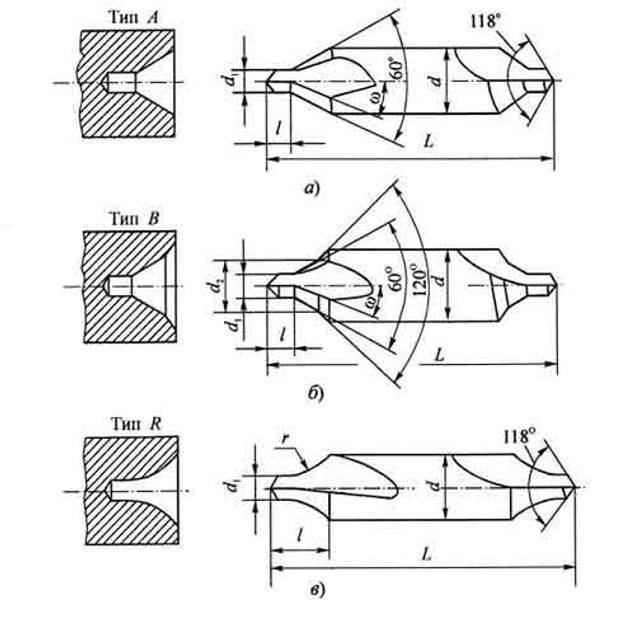
- Тип А — предназначается для формирования отверстий, конусность сторон которых равняется 60 градусов (на них не существует режущей поверхности, формирующей предохранительный конус).
- Тип В — предназначается для формирования центровочных отверстий, у которых на рабочей части имеется предохранительный конус. Его стороны могут разворачиваться на 120 градусов.
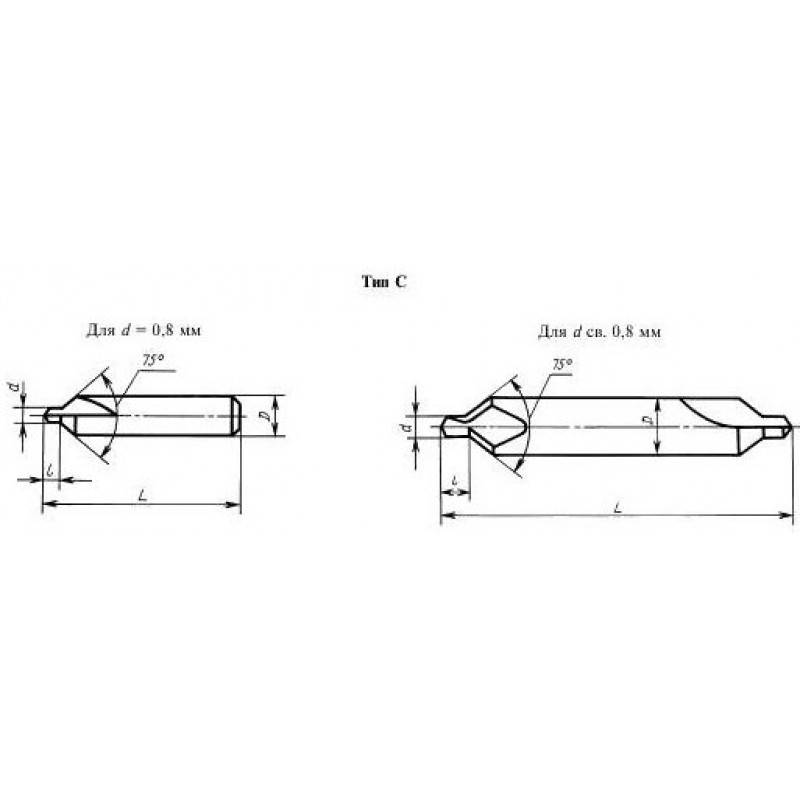
- Тип С — предназначается для выполнения центровочных отверстий, у которых нет предохранительного конуса и угол разворота сторон равен 75 градусам.
- Тип R — нужен для выполнения отверстий центровочных, у которых образующие поверхности имеют дугообразную конфигурацию.
Все эти инструменты выпускаются в двух вариациях:
- Диаметр основного режущего наконечника менее 0,8 миллиметров.
- Диаметр наконечника более 0,8 миллиметров.
При применении инструмента первого варианта шероховатость стенок отверстия, которое нужно сформировать, меньше, нежели при использовании инструмента второго варианта. Из этого следует, что основное влияние при выборе сверла оказывает требование к степени шероховатости стенок отверстия, которое формируется.
По маркировке на инструменте можно определить, к какому типу он относится. Эта маркировка тоже регламентируется ГОСТом 14952−75. Если свёрла различных типов, но имеют одинаковые геометрические параметры, то их маркировка выглядит следующим образом:
- Категория «А», диаметр которых составляет 1 миллиметр: первый тип — 2317−0101, а второй — 2317−0001.
- Категория «В» с рабочим диаметром 1 миллиметр: первый тип — 2317−0113, второй тип — 2317−0012.
- Категория «С», рабочий диаметр которого составляет 1 миллиметр: типа первого — 2317−0124, типа второго — 2317−0022.
- Категория «R» с диаметром 1 миллиметр: тип первый — 2317−0129, второй — 2317−0027.
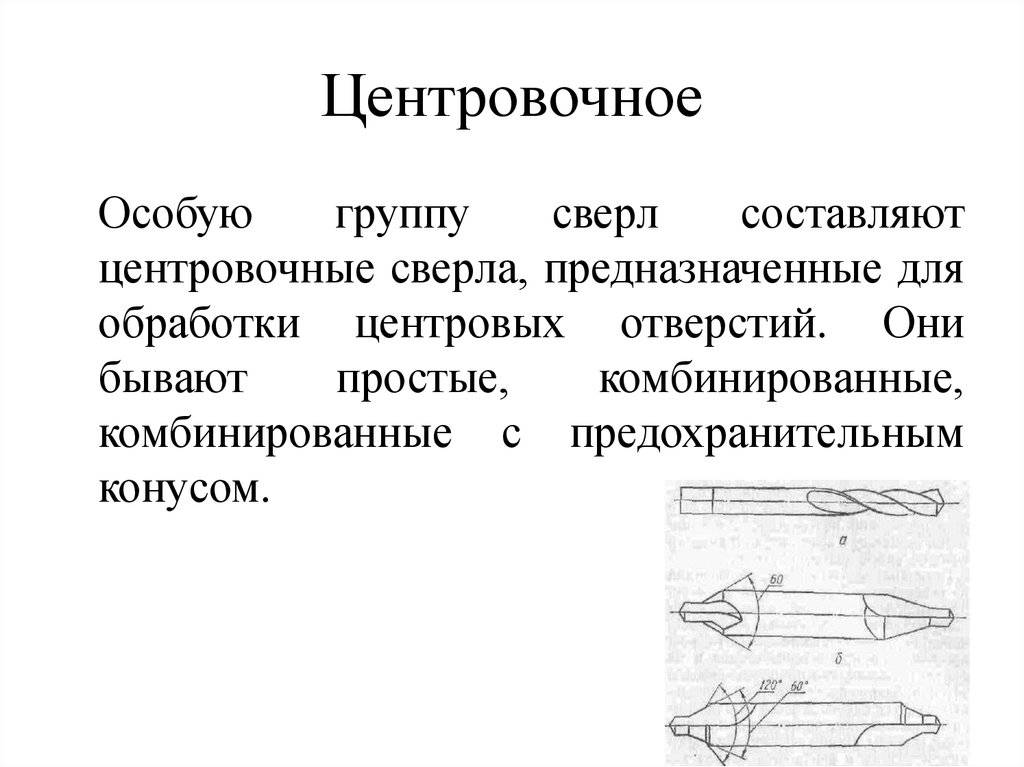
Что это и для чего нужны?
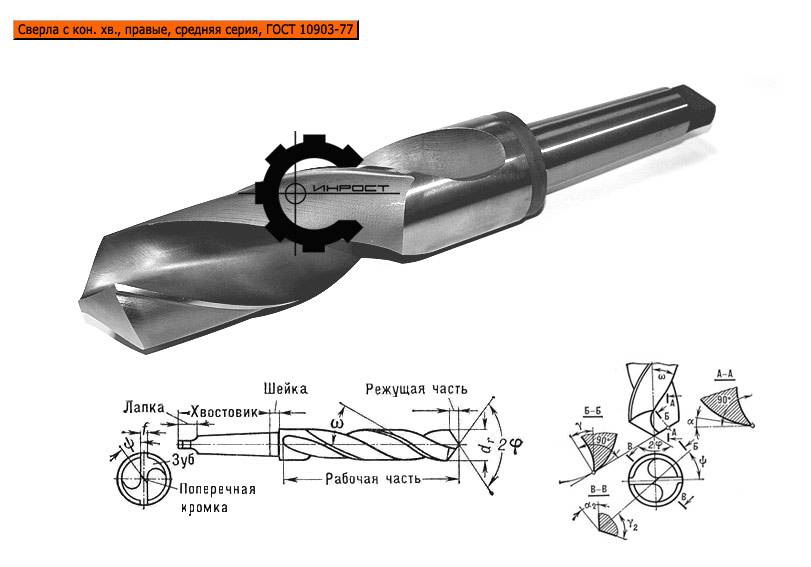
По внешнему виду центровочный тип сверла отличается от стандартного сверла по металлу. В данном случае инструмент имеет 2 рабочие части, которые находятся на противоположных концах рабочего стержня инструмента. Подобный подход дает возможность применять сверло более длительное время без выполнения заточки. Главной особенностью изделия является его усиленный корпус, который втрое толще, чем его самоцентрирующиеся режущие части. Центровочный инструмент при сравнении его с обычным видом сверла имеет короткий корпус и небольшие рабочие части. Такая модификация придает инструменту свойства повышенной твердости и надежности. При работе этим сверлом оно не гнется, очень редко ломается и дает возможность делать отверстия с высокой степенью точности.
Самоцентрирующееся сверло выполнено из 3-х основных частей:
- область крепления сверла в сверловочном оборудовании – основание инструмента;
- область наименьшего диаметра – рабочая режущая часть;
- область наибольшего диаметра – средняя по размеру часть.
Сверло используется для выполнения процедур металлообработки в токарном, сверлильном и фрезеровочном оборудовании различного типа. При осуществлении производственных задач в массовом масштабе центровочный инструмент используют для наметки центра заготовки перед ее помещением в обрабатывающий станок. При этом процесс накренения заготовки может быть пропущен, что упрощает производственный цикл и сокращает время его осуществления.
Это приспособление имеет минимальные риски к деформации или поломке, поэтому в строительной сфере сверло используется в виде зенковочного для металла или древесины. Приспособление не только имеет возможность просверлить предварительное отверстие для самореза, но и выполнить одновременно зенковку, чтобы утопить полностью шляпку метиза в материале.
В некоторых случаях центровочное сверло помогает высверливать шляпки шурупов и саморезов со сбитыми шлицами. Даже радиолюбители нашли применение этому инструменту – малые диаметры сверла применяют для просверливания отверстий в радиоплатах. Стандартные сверла при выполнении таких работ нередко ломаются, тогда как самоцентрирующееся приспособление с размером до 1,5 мм, ввиду особенности конструкции, безотказно справляется с поставленной ему задачей.
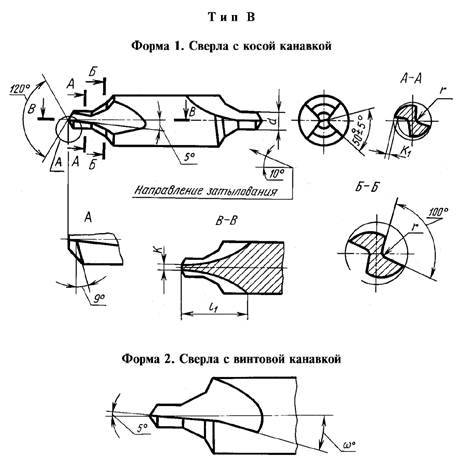
ТИПЫ И РАЗМЕРЫ
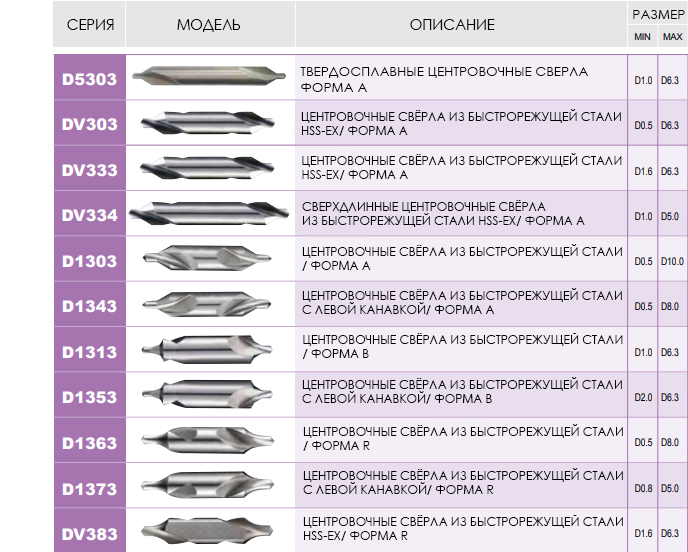
1.1. Комбинированные центровочные сверла должны изготовляться четырех типов:
А – сверла для центровочных отверстий 60° без предохранительного конуса;
В – сверла для центровых отверстий 60° с предохранительным конусом 120°;
С – сверла для центровых отверстий 75° без предохранительного конуса;
R – сверла для центровых отверстий с дугообразной образующей. Каждый тип сверл должен изготовляться в 2 исполнениях.
(Измененная редакция, Изм. № ).
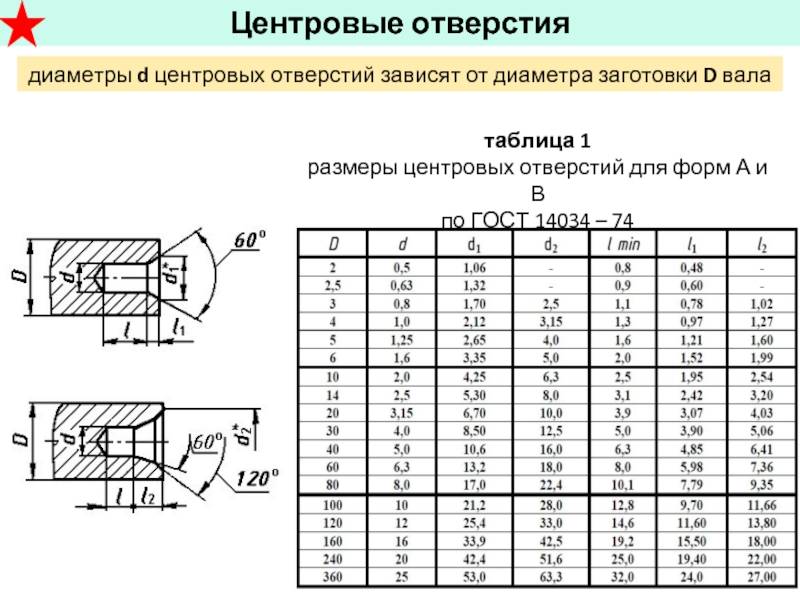
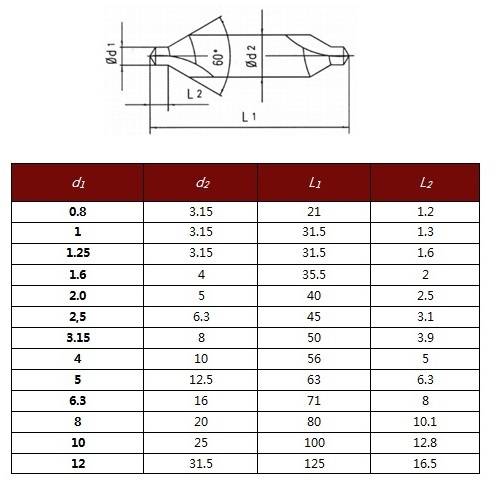
1.2. Размеры сверл должны соответствовать указанным на черт. 1 – 4 и в табл. 1 – 4.
Тип А
Для d до 0,8 мм
Для d св. 0,8 мм
Черт. 1
Таблица 1
мм
Исполнение 1 | Исполнение 2 | d | D | l | L | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
2317-0164 | 2317-0038 | (0,50) | 3,15 | 1,0 | -0,2 | 21,0 | -2,0 | ||
2317-0165 | 2317-0039 | (0,63) | 1,2 | -0,3 | |||||
2317-0166 | 2317-0041 | (0,80) | 1,5 | -0,4 | |||||
2317-0101 | 2317-0001 | 1,00 | 1,9 | -0,6 | 33,5 | -4,0 | |||
2317-0102 | 2317-0002 | (1,25) | 2,2 | ||||||
2317-0108 | 2317-0003 | 1,60 | 4,00 | 2,8 | -0,8 | 37,5 | |||
2317-0104 | 2317-0004 | 2,00 | 5,00 | 3,3 | 42,0 | ||||
2317-0105 | 2317-0005 | 2,50 | 6,30 | 4,1 | -1,0 | 47,0 | |||
2317-0106 | 2317-0006 | 3,15 | 8,00 | 4,9 | 52,0 | ||||
2317-0107 | 2317-0007 | 4,00 | 10,00 | 6,2 | -1,2 | 59,0 | -6,0 | ||
2317-0108 | 2317-0008 | 5,00 | 12,50 | 7,5 | 66,0 | ||||
2317-0109 | 2317-0009 | 6,30 | 16,00 | 9,2 | 74,0 | ||||
2317-0111 | 2317-0010 | 8,00 | 20,00 | 11,5 | -1,4 | 83,0 | |||
2317-0112 | 2317-0011 | 10,00 | 25,00 | 14,2 | 103,0 |
Примечание.
1. Размеры, заключенные в скобки, применять не рекомендуется.
2. (Исключено, Изм. № 2).
Пример условного обозначения сверла типа А, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0101 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0001 ГОСТ 14952-75
Тип В
Черт. 2
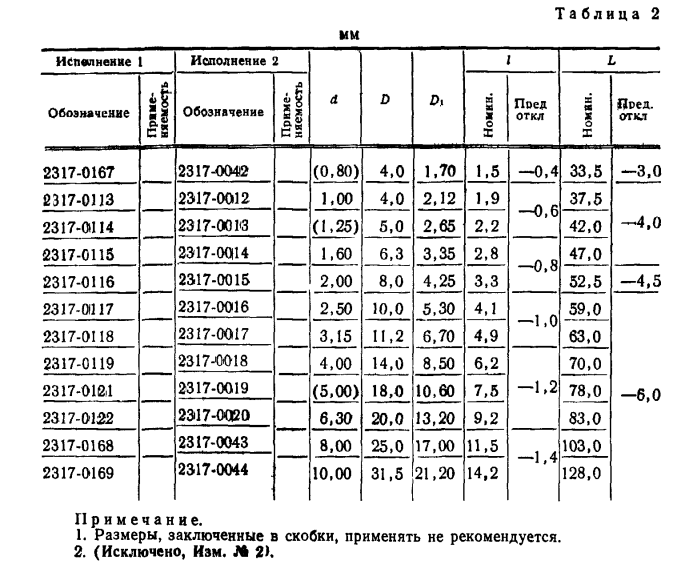
Таблица 2
мм
Исполнение 1 | Исполнение 2 | d | D | D1 | l | L | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
2317-0167 | 2317-0042 | (0,80) | 4,0 | 1,70 | 1,5 | -0,4 | 33,5 | -3,0 | ||
2317-0113 | 2317-0012 | 1,00 | 4,0 | 2,12 | 1,9 | -0,6 | 37,5 | -4,0 | ||
2317-0114 | 2317-0013 | (1,25) | 5,0 | 2,65 | 2,2 | 42,0 | ||||
2317-0115 | 2317-0014 | 1,60 | 6,3 | 3,35 | 2,8 | -0,8 | 47,0 | |||
2317-0116 | 2317-0015 | 2,00 | 8,0 | 4,25 | 3,3 | 52,5 | -4,5 | |||
2317-0117 | 2317-0016 | 2,50 | 10,0 | 5,30 | 4,1 | -1,0 | 59,0 | -6,0 | ||
2317-0118 | 2317-0017 | 3,15 | 11,2 | 6,70 | 4,9 | 63,0 | ||||
2317-0119 | 2317-0018 | 4,00 | 14,0 | 8,50 | 6,2 | -1,2 | 70,0 | |||
2317-0121 | 2317-0019 | (5,00) | 18,0 | 10,60 | 7,5 | 78,0 | ||||
2317-0122 | 2317-0020 | 6,30 | 20,0 | 13,20 | 9,2 | 83,0 | ||||
2317-0168 | 2317-0043 | 8,00 | 25,0 | 17,00 | 11,5 | -1,4 | 103,0 | |||
2317-0169 | 2317-0044 | 10,00 | 31,5 | 21,20 | 14,2 | 128,0 |
Примечание.
1. Размеры, заключенные в скобки, применять не рекомендуется.

2. (Исключено, Изм. № 2).
Пример условного обозначения сверла типа В, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0113 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0012 ГОСТ 14952-75
Тип С
Для d = 0,8 мм
Для d св. 0,8 мм
Черт. 3
Таблица 3
мм
Исполнение 1 | Исполнение 2 | d | D | l | L | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
2317-0123 | 2317-0021 | 0,8 | 3,15 | 1,5 | -0,4 | 21,0 | -2,0 | ||
2317-0124 | 2317-0022 | 1,0 | 1,9 | -0,6 | 33,5 | -4,0 | |||
2317-0125 | 2317-0023 | 1,6 | 4,00 | 2,8 | -0,8 | 37,5 | |||
2317-0126 | 2317-0024 | 2,0 | 5,00 | 3,3 | 42,0 | ||||
2317-0127 | 2317-0025 | 2,5 | 6,30 | 4,1 | -1,0 | 47,0 |
Примечания: (Исключены, Изм. № 2).
Пример условного обозначения сверла типа С, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0124 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0022 ГОСТ 14952-75
Тип R
Для d до 0,8 мм
Для d св. 0,8 мм
Черт. 4
Таблица 4
мм
Исполнение 1 | Исполнение 2 | d | D | L | l | r | ||||
Обозначение | Применяемость | Обозначение | Применяемость | Номин. | Пред. откл. | Номин. | Пред. откл. | |||
2317-0171 | 2317-0045 | (0,50) | 3,15 | 21,0 | -2,0 | 2,00 | 1,6 | -0,3 | ||
2317-0172 | 2317-0046 | (0,63) | 2,40 | 2,0 | -0,4 | |||||
2317-0128 | 2317-0026 | (0,80) | 3,00 | 2,5 | -0,5 | |||||
2317-0129 | 2317-0027 | 1,00 | 33,5 | -4,0 | 3,15 | -0,65 | ||||
2317-0130 | 2317-0028 | (1,25) | 3,35 | 4,0 | -0,85 | |||||
2317-0131 | 2317-0029 | 1,60 | 4,00 | 37,5 | 4,25 | 5,0 | -1,0 | |||
2317-0132 | 2317-0030 | 2,00 | 5,00 | 42,0 | 5,30 | 6,3 | -1,3 | |||
2317-0133 | 2317-0031 | 2,50 | 6,30 | 47,0 | 6,70 | 8,0 | -1,7 | |||
2317-0134 | 2317-0032 | 3,15 | 8,00 | 52,0 | 8,50 | 10,0 | -2,0 | |||
2317-0135 | 2317-0033 | 4,00 | 10,00 | 59,0 | -6,0 | 10,60 | 12,5 | -2,5 | ||
2317-0136 | 2317-0034 | (5,00) | 12,50 | 66,0 | 13,20 | 16,0 | -3,5 | |||
2317-0137 | 2317-0035 | 6,30 | 16,00 | 74,0 | 17,00 | 20,0 | -4,0 | |||
2317-0138 | 2317-0036 | (8,00) | 20,00 | 83,0 | 21,20 | 25,0 | -5,0 | |||
2317-0139 | 2317-0037 | 10,00 | 25,00 | 103,0 | 26,50 | 31,5 | -6,5 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения сверла типа R, диаметром d = 1,0 мм, исполнения 1:
Сверло 2317-0129 ГОСТ 14952-75
То же, исполнения 2:
Сверло 2317-0027 ГОСТ 14952-75
1.1, 1.2. (Измененная редакция, Изм. № 2).
1.3. Конструктивные размеры и геометрические параметры сверл указаны в рекомендуемом приложении.
Конструктивные и технологические требования
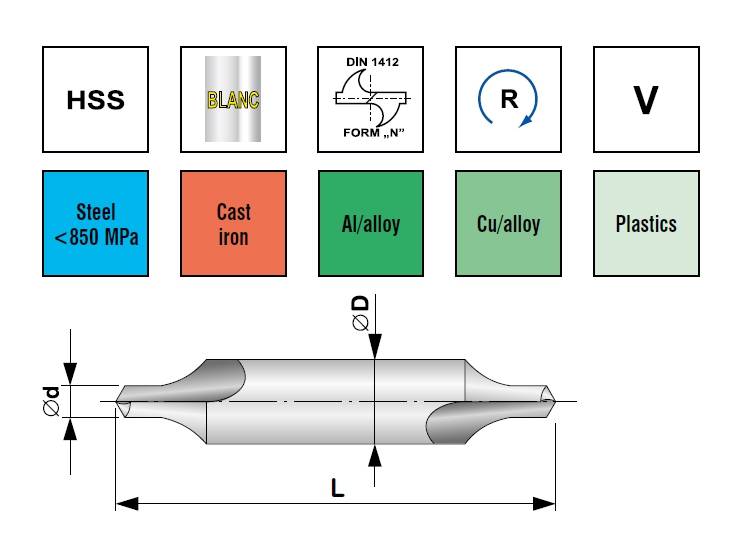
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Главным эксплуатационным требованием к центровочным свёрлам по металлу считается высокая твёрдость, поэтому для их изготовления используют быстрорежущие стали марок Р6М5, Р9К6 и Р18 по ГОСТ 19265. Наличие большого количества вольфрама и кобальта, а также присутствие в химсоставе ванадия придаёт инструменту высокую стойкость при значительных усилиях трения. Поэтому такими свёрлами можно обрабатывать не только стали, но даже минералокерамику – оксидно-карбидные сплавы типа В3, ВОК 60 и т. п.
При менее ответственных задачах, в частности, при сверлении древесины, допустимо применение центровочных свёрл, изготовленных их хромистых сталей холодного деформирования типа 9ХС по ГОСТ 5950. Но для получения отверстий в стальных заготовках их не применяют, из-за того, что достигаемые температуры в рабочей зоне достигают температур отпуска, и инструмент быстро выходит из строя.
Стойкость оснастки можно увеличить, если при сверлении в зону обработки подавать СОЖ (эмульсол, сульфофрезол и т. п.).
Характеристики и устройство центровочных сверл
Что из себя представляют сверла центровочные: назначение, применение, нормативно-техническая документация. Устройство, классификация и конструктивные отличия. Рекомендации по выбору. Популярные производители.

Центровочное сверло, относящееся к категории режущих инструментов, предназначено для выполнения центрирующих отверстий перед операцией сверления в металлах черных и цветных, а также керамических, деревянных и других материалах, обладающих определенной степенью твердости. Кроме того, его используют при высверливании крепежных деталей, которые невозможно выкрутить отверткой. Применяют такие сверла разного диаметра на предприятиях промышленных, сельскохозяйственных, в строительстве и быту при изготовлении продукции разного назначения, проведении ремонтных работ и создании поделок своими руками. Комбинированное сверло, которым по сути является инструмент, должно соответствовать размерам и требованиям, указанным в российских ГОСТ 10902-77, 14034- 74 и 14952−75, зарубежных аналогах DIN 333 и ISO 866:2016. Инструмент относят к категории, которым пользуются профессионалы. Центрирующие отверстия выполняют на ставках (токарных, центровочных, сверлильных) и с помощью ручного инструмента (перфоратора, дрели).
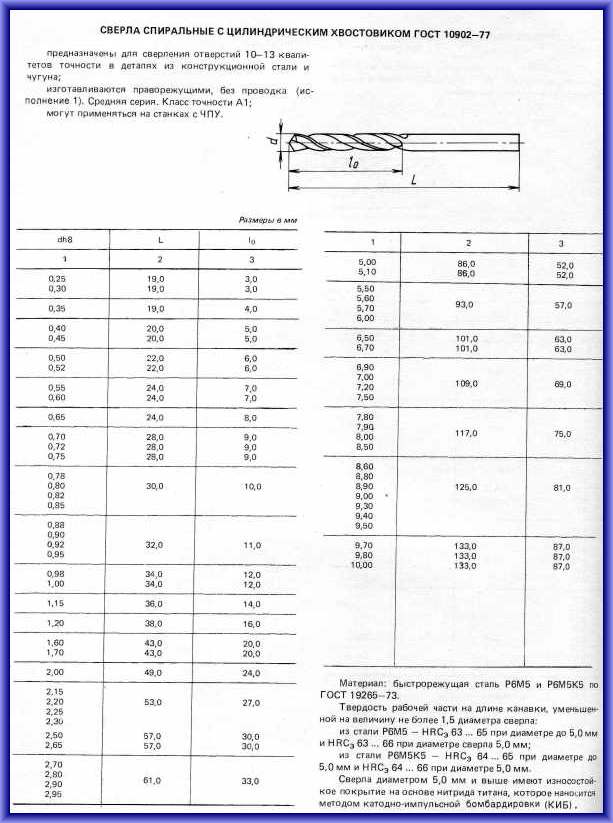
Какие бывают виды сверл
1. Винтовое сверло (универсальное) – классический тип сверл для дрели, с помощью которого можно работать с деревом и другими поверхностями. Максимальная длина сверл винтового типа достигает 27,5 см. Диаметр винтовых сверл выпускается от крошечного (0,1 мм), до гигантского (8 см). Возможности винтового сверла зависят от материала, из которых оно изготовлено.
2. Сверла для глубокого сверления – сверла с двойным винтовым каналом, благодаря которым достигается больший разрушающий момент для особо глубоких отверстий. По каналам течет специальная эмульсия, которая создана для охлаждения сверл в процессе работы.
3. Плоские сверла – режущая кромка такого вида сверл изготовлена в форме лопатки с острым пером в центральной части. Такой вид сверл создан для сверления широких отверстий. Чаще всего применяется при сверлении дерева.
4. Кольцевые сверла с полостью внутри – сверла, созданные для сверления в материале отверстия в форме колечка. В народе такое сверло называют сверлом для коронок.
5. Сверла одностороннего резания – сверла для высокоточного сверления. Благодаря тому, что сверла данного типа режет лишь одной стороной, точность работы с ним возрастает в разы.
6. Центровочные сверла – специальные сверла для проделывания в поверхности материалов центровых отверстий.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.
Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.
Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
ПРИЛОЖЕНИЕ 1 (справочное). СВЕДЕНИЯ О ПРИМЕНЕНИИ ФОРМ ЦЕНТРОВЫХ ОТВЕРСТИЙ
ПРИЛОЖЕНИЕ 1 Справочное
| Форма центровых отверстий | Применение |
| а) В случаях, когда после обработки необходимость в центровых отверстиях отпадает. б) В случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой | |
| В случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях | |
| Для оправок и калибров-пробок | |
| Для крупных валов (назначение аналогично с формой А) | |
| Для крупных валов (назначение аналогично с формой В) | |
| В случаях, когда требуется повышенная точность обработки | |
| Для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении | |
| Для конусов инструмента: Морзе, метрических и др. |
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1).
Назначение и особенности центровочных сверл
При сверлении отверстий бывает очень важно, чтобы отверстия получились ровным и были просверлены именно в том месте, где это необходимо. Зачастую при отклонении месторасположения отверстий обрабатываемый материал приходится выбрасывать в отходы и понятно, что это приводит к материальным потерям. Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется
Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент
Поэтому прежде, чем просверлить отверстие, обрабатываема деталь, центруется. Для исполнения процесса центрования используются сверла центровочные. Рассмотрим, какими особенностями, и какую область применения имеет этот инструмент.
Как правило, сверло, предназначенное для центровки, имеет незначительную длину и толстый хвостовик. Для изготовления таких сверл используется твердый метал. Все это позволяет при осуществлении процедуры центрования прикладывать к сверлу значительные усилия, благодаря чему сверлу придается жесткая фиксация и как следствие этого точность засверливания.
Указанный вид сверл широко используется для центровки деталей на токарных станках, засверливания деталей, перед тем как поместить их под фрезерный или сверлильный станок. В быту центровочные сверла так же могут стать, незаменимы, при этом при помощи этого инструмента в бытовых условиях можно не только центровать детали, но и проводить другую работу.
Например, если вам требуется просверлить деталь, имеющую небольшую толщину, то для этого совершенно необязательно использовать обычные сверла, будет вполне достаточно воспользоваться центровочным сверлом, при помощи которого вы просверлите отверстие с высокой точностью и с минимальными усилиями. Многие применяют сверла для центровки в случае, если им необходимо высверлить отверстие. Так, если вам понадобилось высверлить застрявший в металле шуруп или саморез, то при помощи центровочного сверла это можно будет сделать достаточно быстро.
При выборе центровочного сверла необходимо учитывать следующее. Если вы планируете произвести центровку детали перед сверлением, то центровочное сверло должно иметь меньший диаметр, чем диметр будущего отверстия. И наоборот, если вам требуется высверлить застрявший шуруп или другой предмет, то диаметр инструмента необходимо выбирать аналогичный или больше того предмета, который вы собираетесь высверливать. Стоит отметить, что достаточно многие используют центровочные сверла для того, чтобы просверлить отверстие под резьбу. Здесь следует учитывать следующее. Диаметр сверла должен быть меньше, чем диаметр резьбы, иначе вы просто не сможете нарезать резьбу. Например, если вам необходимо нарезать метрическую резьбу М8, то вам понадобится сверло диаметром шесть миллиметров.
При выборе рассматриваемого инструмента следует обращать внимание на то, чтобы он изготовлен по ГОСТ. Как правило, сверла центровочные ГОСТ 14952-75 имеют необходимую универсальность применения и именно этот инструмент пользуются большой популярностью. Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации
Указанные центровочные сверла вы сможете приобрести в компании ФастБ, которая производит поставку инструмента от европейских производителей, что является гарантией того, что купленный у компании инструмент прослужит вам весь положенный срок эксплуатации.
fastb.ru
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.