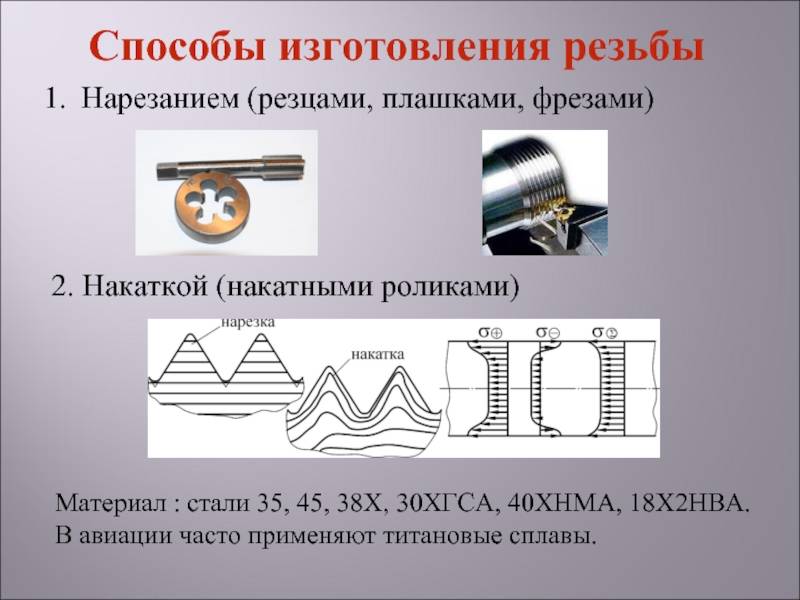
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
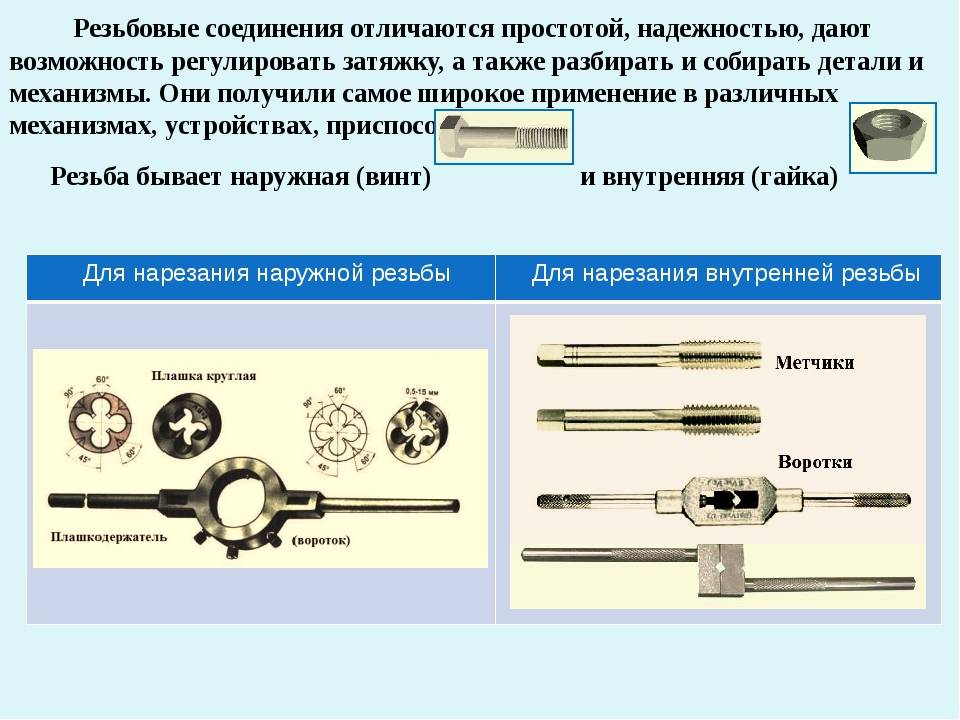
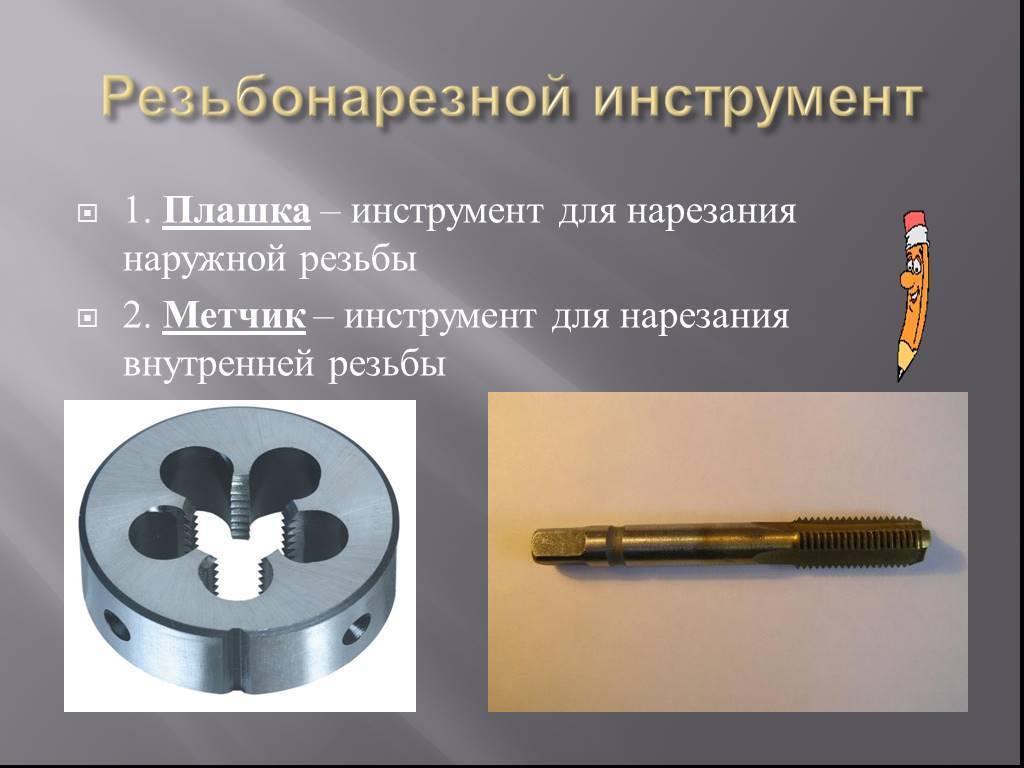
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).
Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на с закрепленными на них метчиками и плашками.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.
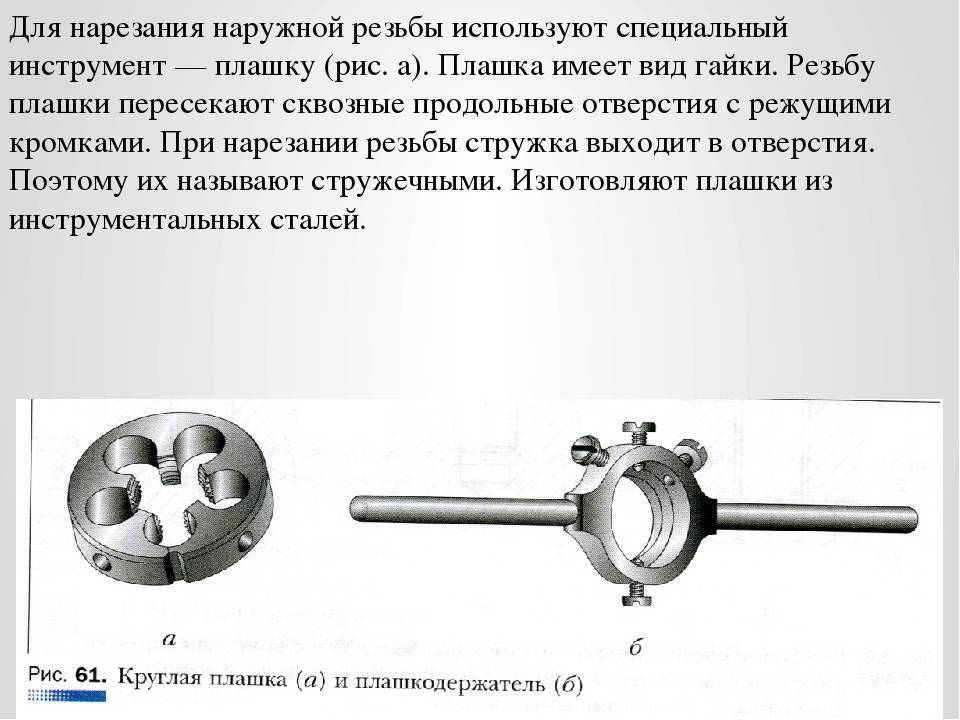
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.

Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.
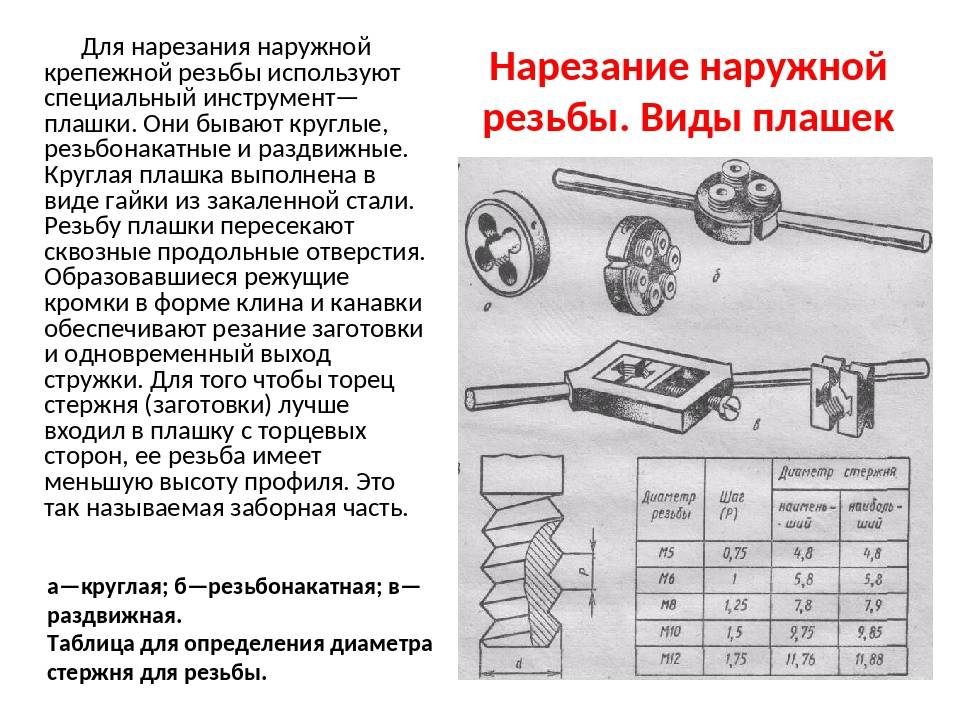
Трубные плашки
На водопроводной трубе резьба немного отличается от обычной, прежде всего размерами. Связано это с тем, что привязка идет от дюйма. Только есть одна загвоздка. Если труба имеет 10 дюймов, то это не значит, что ее диаметр равен 2,54*10 = 25,4 мм. Ее диаметр будет коло 33 миллиметров. Связано это с тем, что перевод в метрическую систему сопровождается добавлением двух толщин стенок.
Трубные плашки
Чтобы такой путаницы не возникало и с плашками, их начали выпускать отдельно для водопроводных труб. Отличить их от стандартных довольно легко – на корпусе присутствует маркировка в виде латинской буквы «G».
Таким образом, получается, что есть лерки на G1/2, G ¾, и так далее.
Вообще же трубные инструменты позволяют изготовить нарезку на трубе с размерами от G1/8 до G2.
Плашки конические
Специальные лерки для нарезания резьбы используются для нарезания конических резьб различного типа. Маркируются буквой К. Главным конструктивным отличием является удлиненная начальная часть плашки с неполной резьбой постепенно переходящая в полную в калибрующей зоне. Благодаря этому резьба нарезается по всей длине изделия. Следует учесть, что из специфики конструкции (отсутствия калибрующей части) наибольшее усилие прилагается при окончании нарезания, поэтому желательно использовать специальные защитные патроны. Угол профиля резьбы плашки составляет 60°, изготавливается из инструментальных марок стали — Р6М5 или Р6М5К5, соответствует требованиям ГОСТ 6227-80.
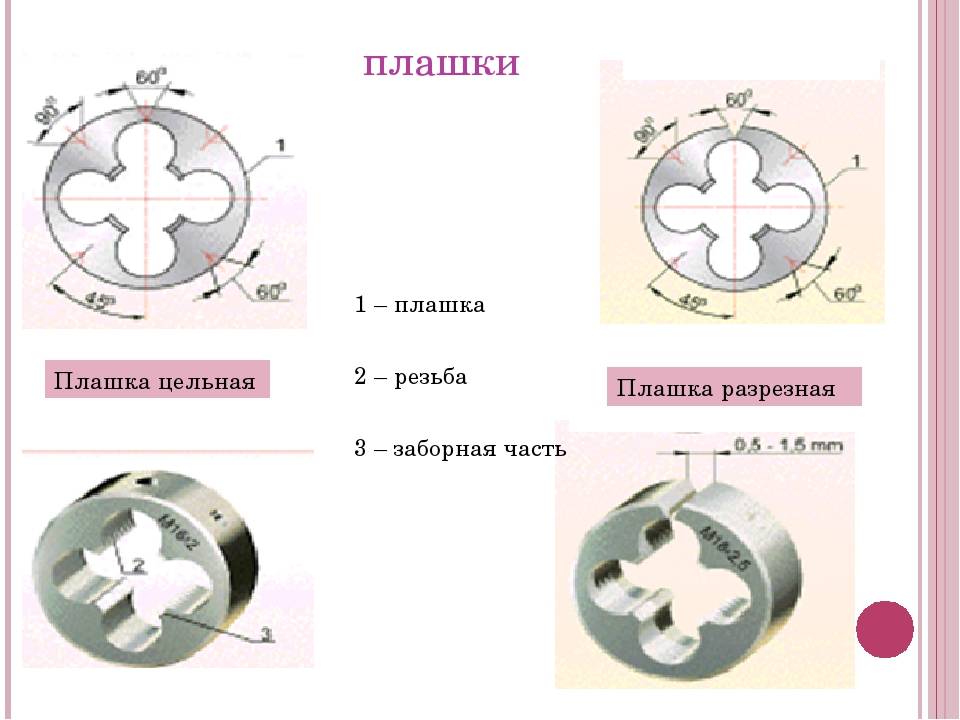
Типы круглых плашек
Тип плашек | ГОСТ | Назначение |
Круглые | 17587–72 | Для нарезания метрической резьбы по ГОСТ 24705–2004 и трубной цилиндрической резьбы по ГОСТ 63Э7-7Б |
Круглые для конической резьбы | 6228–80 | Для нарезания конической дюймовой резьбы по ГОСТ 6111–52 и трубной конической резьбы по ГОСТ 6211–81 |
Круглые для круглой резьбы | Для нарезания круглой резьбы на трубах санитарно- технической арматуры по ГОСТ 13536–68 |
Типы и основные размеры круглых плашек для нарезания резьб диаметром: а – от 1 до 3 мм; б – свыше 3 до 5 мм; в – свыше 5 мм; г – плашка с выточкой
Нарезание резьбы плашками из-за невысокого их периода стойкости производится при скорости от 2 до 4 м/мин, поэтому данный процесс является малопроизводительным. Плашки не шлифуют по профилю резьбы, и погреш- ности элементов резьбового профиля, возникшие при термообработке, сохраняются. Следовательно, плашками можно нарезать резьбу не выше степени точности 6h, 8h, т. е. резьбы с переходными посадками и 6e, 6d – резьбы с посадками с зазором.
Конструктивные и геометрическиепараметры
Круглая плашка состоит из следующих частей:
- Режущая часть, которая формирует профиль нарезаемой резьбы; на круглых плашках выполняются две режущие части (два заборных конуса – l1, l3), что позволяет использовать инструмент с любой стороны;
- Калибрующая часть – l2 служит для центрирования, направления и самоподачи плашки;
- Элементы базирования, крепления и регулирования плашки на размер.
Конструктивные элементы круглой плашки: 1 – перо; 2 – стружечное отверстие (5 отв.); 3 – режущая часть (заборный конус) (l1,l3); φ – угол заборного конуса; 4 – калибрующая часть (l2); 5 – передняя поверхность; 6 – задняя поверхность; 7 – режущие зубья
Конструктивно-геометрические параметры круглой плашки
Базирование плашки осуществляется по одной из торцовых поверхностей. Для закрепления инструмента в плашкодержателе на наружной цилиндрической поверхности изготавливаются конические отверстия (углубления). Некоторые отверстия используются только для закрепления, остальные выполняют дополнительную функцию – регулирования плашки на размер после разрезания перемычки толщиной q .
Основные конструктивно-геометрические элементы круглых плашек показаны на рисунках выше.
Параметры плашек, подлежащие выбору или расчету, представлены в таблице:
Конструктивные и геометрические параметры плашек
Наименование параметра | Обозначение |
Наружный диаметр плашки, мм | DП |
Наружный диаметр резьбы, мм | D |
Средний диаметр резьбы, мм | D2 |
Внутренний диаметр резьбы, мм | D1 |
Угол заборного конуса, градус | φ |
Режущая часть, мм | l1 |
Калибрующая часть, мм | l1 |
Толщина плашки, мм | H |
Число перьев, шт | Z |
Диаметр стружечных отверстий, мм | dC |
Диаметр окружности, определяющей положение осей стружечных отверстий, мм | dЦ |
Ширина пера, мм | m |
Ширина просвета, мм | С |
Передний угол при вершине зуба, градус | γв |
Задний угол при вершине зуба, градус | αв |
Падение затылка, мм | К |
Толщина стенки, мм | е |
Ширина паза, мм | b |
Толщина перемычки по дну паза, мм | q |
Диаметр конусных крепежно-регулирующих отверстий, мм | d |
Смещение оси конусных (крепежных) отверстий, мм | C1 |
Диаметр выточки, мм | Dв |
Конструктивно-геометрические параметры плашки
Расчет и выбор конструктивных и геометрических параметров
Наружный диаметр плашек
Наружный диаметр плашек Dп зависит от размера нарезаемой резьбы, диаметра стружечных отверстий dc и других конструктивных элементов плашек. С увеличением диаметра стружечных отверстий улучшаются условия отвода и размещения стружки, уменьшается опасность поломки зубьев.
![§ 61. нарезание наружной резьбы [1980 макиенко н.и. - общий курс слесарного дела]](https://lab-metr.ru/wp-content/uploads/8/c/9/8c91fa0a97d4cfcfda4ff8306f5fdcbb.jpeg)







Одновременно увеличивается наружный диаметр плашки Dп и уменьшается ширина перьев – m. Это влечет за собой увеличение коробления резьбовых поверхностей плашки при термообработке, повышенный расход материалов как на изготовление плашек, так и плашкодержателей, патронов и т. д.
При назначении наружного диаметра Dn необходимо стремиться к тому, чтобы плашками с одинаковым Dn можно было нарезать резьбы нескольких диаметров. Это способствует сокращению типоразмеров плашкодержателей и технологической оснастки для изготовления плашек.
Рекомендуемые значения наружных диаметров и других параметров круглых плашек для различных диаметров резьб согласно ГОСТ 9740–71
Значения наружных диаметров плашек
Диаметр нарезаемой резьбы d, мм | 1…2,5 | 5…6 | 7…9 | 10…11 | 12…14 | 16…20 | 22…26 | 27…36 | 39…42 | 45…55 | 55…60 | > 60 |
Наружный диаметр плашки DП, мм | 16 | 20 | 25 | 30 | 38 | 45 | 55 | 65 | 75 | 80 | 105 | 120 |
Возникли вопросы при выборе плашки? Смело обращайтесь к нам! Специалисты Toolsua подберут Вам высококачественню плашку по прияной цене.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
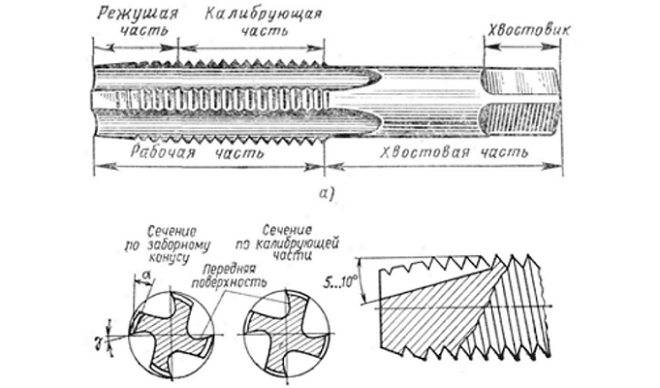
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Видео:
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Назначение устройства
Для соединения двух металлических труб пользуются сваркой или резьбовым соединением . Недостатком сварочного соединения является невозможность его разъединения при возникновении такой необходимости . При работе сваркой нужен опыт, так как соединение должно быть не только прочным, но и еще надежным . Наличие резьбы не требует применения сварочного аппарата, что упрощает процесс соединения двух труб . Такое соединение получается надежным, прочным, а также может в любой момент быть разъединено с помощью двух ключей .








Для соединения трубы при помощи резьбового соединения нужно выполнить нарезку резьбы . Для этого используется такой инструмент, называемый клупп. Его применение позволяет получить резьбу следующих диаметров:
- полдюйма;
- ¾;
- дюйм;
- дюйм с четвертью.
Преимуществом резьбового соединения является то, что при таком способе не нарушается цинковый слой, как при сварке. Это защищает трубу от негативного воздействия коррозии, продлевая ее срок эксплуатации. Применяется инструмент для получения прочного соединения водопроводных и паропроводных труб, которые выдерживают большие нагрузки по температуре и давлению.
Как выглядит рассматриваемое устройство
Трубный клупп является прототипом плашки, а точнее он произошел от лерки. Это упрощенный вариант режущей лерки, хотя имеются изделия, которые имеют достаточно высокую стоимость. Отличается изделие от лерки и плашки тем, что имеет разборную конструкцию. Плашка изготавливается полностью из прочной стали, а в клуппе из нее отливаются только резцы.
Чтобы обеспечить эффективную нарезку резьбы на трубе, в инструменте используются прочные резцы и держатель из обычного металла. К основным конструктивным элементам трубного клуппа относятся:
- Держатель, который играет роль основания. В держателе можно заменить резцы, так как конструкция является разборной.
- Резцы. Выпускаются различных диаметров, и подлежат замене в держателе при стачивании режущей кромки.
Конструкция простейшего изделия имеет форму направляющей с фиксаторами для резцов. Усилие прикладывается к ручкам, которыми оснащается устройство. Если рукоятки отсутствуют, то нарезка резьбы выполняется путем перемещения клуппа трубным или гаечным ключом.
Разновидности инструмента
Обычно в комплекте идет набор клуппов для нарезания резьбы разного диаметра, а выглядит комплектация следующим образом.
Резьбонарезной инструмент для труб классифицируют на следующие виды:
- Ручной резьбонарезной клупп. В движение изделие приводится двумя ручками или гаечными ключами. С помощью такого вида изделия удобно выполнять нарезку резьбы на трубах диаметром до одного дюйма.
- Ручной клупп с трещоткой. Трещотка позволяет осуществлять возвратно-поступательные движения режущим инструментом при выполнении работы. Преимуществом таких изделий является упрощение работы по получению резьбового соединения большого диаметра. Пользование таким прибором напоминает завинчивание гайки на болт с помощью ключа трещотки.
- Электрический инструмент. Посредством электрического устройства обеспечивается максимальный комфорт в работе. Использовать такой инструмент рационально только тогда, когда приходится ежедневно выполнять соответствующие работы в больших объемах.
Шаг резьбы
Выше была приведена маркировка, например М8. В общем смысле эти два символа неразлучны, так как вместе они обозначают шаг резьбы.
Шагом называется расстояние между двумя соседними витками. Каждая из отдельно взятых плашек имеет основной шаг и дополнительный. Все дополнительные шаги всегда меньше основного.
Для примера, рассмотрим шаг М12. Основной шаг равен значению 1,75. При виде маркировки М12 данное значение принимается по умолчанию. Если шаг другой, то на корпусе будет указан какой именно. Например, М12*1,5, так же может быть значение 1, 0,75 и 0,5.
Чем меньше этот показатель, тем расстояние между витками будет меньше. На фото видно, что одна и та же маркировка (М20) имеет разные расстояние между витками.

Плашки М20
На данный момент существует сразу несколько различных основных шагов, которые приведены в таблице:
| Размер | Шаг (основной) |
|---|---|
| М3 | 0.5 |
| М4 | 0.7 |
| М5 | 0.8 |
| М6 | 1 |
| М7 | 1 |
| М8 | 1.25 |
| М10 | 1.5 |
| М12 | 1.75 |
| М14 | 2 |
| М16 | 2 |
| М18 | 2.5 |
| М20 | 2.5 |
| М22 | 2.5 |
| М24 | 3 |
| М27 | 3 |
| М30 | 3.5 |
| М33 | 3.5 |
Виды плашек для нарезания резьбы
Перечислим основные виды плашек для нарезания резьбы и их особенности.
Метрические
Инструмент адаптирован для изготовления метрической резьбы (измеряется в миллиметрах). Изделия этого класса обозначены маркером М. К примеру, М9 делает резьбу в 9 мм. По размеру плашки бывают от 1 до 60 мм.

Фотография № 2: Метрическая плашка на 18 мм
Кроме того, для метрических инструментов актуален такой параметр, как шаг резьбы (дистанция между витками). Шаг резьбы есть основной и дополнительный (он всегда меньше основного).
Пример. Инструмент с маркером М12 имеет основной шаг резьбы 1,75 мм и несколько дополнительных: М12*1,5, М12*1, М12*0,75, М12*0,5. Чем означенное в маркировке число меньше, тем ближе витки расположены друг к другу.

Таблица № 1: Шаг резьбы для метрических плашек разных размеров
Левые
Подобрать плашку для нарезания резьбы левосторонней обычно требуется при изготовлении вращающихся соединений. Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.

Фотография № 3: Метрическая левосторонняя плашка на 14 мм
Трубные
Для простоты отличия от метрических инструментов трубные обозначают маркером G. Подобные изделия нужны для выполнения резьбы на трубах. Витки здесь измеряются в дюймах. Перевести миллиметры в дюймы вам поможет таблица соответствия.
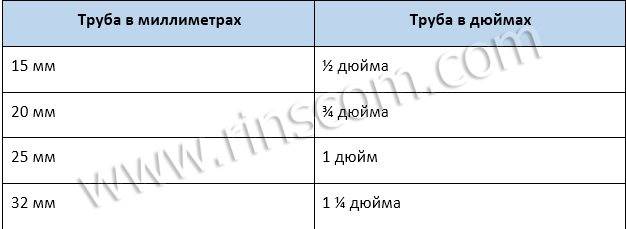
Таблица № 2: Метрическая левосторонняя плашка на 14 мм
Пример. Плашками G ½ и G ¾ нарезают резьбу на полдюйма и три четверти дюйма, соответственно. Эти инструменты — наиболее распространенные и подходят для изготовления труб в системах горячего и холодного водоснабжения. Размеры изделий варьируются от 1/8 до 2 дюймов.
Трубные конические
Применяются для выполнения резьбы под конус. Нашли применение в производстве систем отопления и станков. В маркировке изделия есть буква К.

Фотография № 4: Трубная коническая плашка
Плашки для нарезки резьбы на трубах, виды: плоские, дюймовые, гост +Фото

Плашка — это специальный инструмент для нарезания резьбы на металлических трубах. Они бывают трубчатой, квадратной, круглой и шестигранной формы. По структуре корпуса делятся на цельные, раздвижные и разрезные. Второе название плашки — лерка. Плашки еще подразделяются по своему назначению на дюймовые, конические, трубные, трубные конические, левые и метрические, а также различаются по форме резьбы.
Большая часть металлических изделий с болтовым соединением. Бывают ситуации, когда происходит срывание резьбы. Существует 2 варианта решения этой проблемы — обратиться к слесарному мастеру и вырезать новую либо выполнить эту работу своими руками. Для этого нужно лишь иметь плашки для нарезки резьбы на трубах.
Правила процедуры
При работе с трубами важно запастись плашками с трубным прижимом и воротком. Подбирается плашка с учетом типа требуемой резьбы. Определить это можно сверкой с клеймом либо осмотром
Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент
Определить это можно сверкой с клеймом либо осмотром. Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент.
На большинстве труб требуется цилиндрическая резьба. Также перед работой нужно определить ее направление: правая или левая. Для этого на плашках изображается буквенный указатель: «Л» — левая, а «П» — правая. Также на плашке указывается, к какой марке стали она относится, это дает возможность правильно подобрать инструмент для нарезки на трубах из нержавейки.
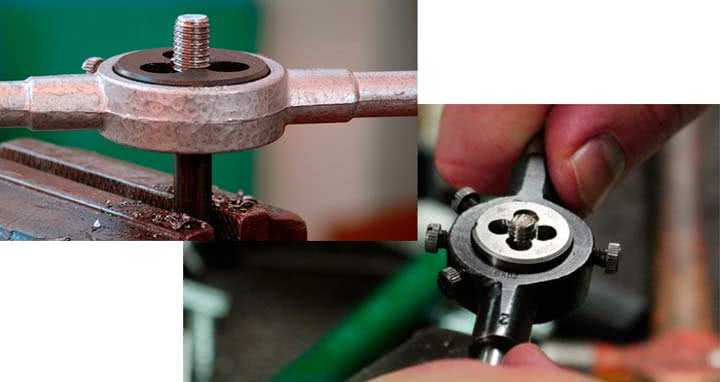
Правила нарезки достаточны просты:
1). Подготовить трубу к нарезке. Для этого напильником снимается фаска, а зона обрабатывается масляным раствором.
2). Вставить плашку в держатель, закрепив винтами.
3). Поднести к изделию плашку и сделать несколько круговых вращений в требуемую сторону резьбы.
4). Слегка придавить плашку для ее врезки в материал.
Алгоритм прокручивания:
- 2-3 оборота в одну сторону;
- пол оборота – в другую.
И так до момента окончания нарезки
При этом очень важно держать трубу и плашку строго перпендикулярно. Иначе резьба будет «гулять», что скажется на качестве соединения. Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата
Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение
Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата. Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение.
Также для выбора плашек важно учитывать, какая резьба будет делаться, наружная или внутренняя. Качественно выполненная работа позволит сделать герметичное резьбовое соединение даже в напорных трубах водопровода
Подводим
Как видно, сделать самостоятельно резьбу с использованием плашек совсем нетрудно. Для этого достаточно правильно подобрать инструмент, приложить немного усилий и аккуратности. Наверное, многие представители мужской половины человечества помнят, как подобные задачи решались на уроках труда в школе. Поэтому для большинства потребуется лишь вспомнить приобретенные навыки, применить их уже во взрослой жизни. Это как с ездой на велосипеде: достаточно один раз научиться, чтобы даже после длительного перерыва уверенно себя чувствовать в седле.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
|---|---|---|
| 2 | 0,4 | 1,6 |
| 3 | 0,5 | 2,5 |
| 3,5 | 0,6 | 2,9 |
| 4 | 0,7 | 3,3 |
| 5 | 0,8 | 4,2 |
| 6 | 1 | 5,0 |
| 0,75 | 5,25 | |
| 0,5 | 5,5 | |
| 8 | 1,25 | 6,8 |
| 1 | 7,0 | |
| 0,75 | 7,25 | |
| 0,5 | 7,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,8 | |
| 1 | 9,0 | |
| 0,75 | 9,25 | |
| 0,5 | 9,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,8 | |
| 1 | 11 | |
| 0,75 | 11,25 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12,0 |
| 1,5 | 12,5 | |
| 1,25 | 12,8 | |
| 1 | 13,0 | |
| 0,75 | 13,25 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14,0 |
| 1,5 | 14,5 | |
| 1 | 15,0 | |
| 0,75 | 15,25 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,5 |
| 2 | 16,0 | |
| 1,5 | 16,5 | |
| 1 | 17,0 | |
| 0,75 | 17,25 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,5 |
| 22 | 2,5 | 19,5 |
| 24 | 3 | 21 |
| 27 | 3 | 24 |
| 30 | 3,5 | 26,5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.






Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.