Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.
Это интересно: Сварка нержавеющей стали маркировки 12х18н10т: познаем со всех сторон
Электроды МР
Данный вид оборудования используют во время соединения углеродистых сталей. Например МР-3 часто применяют если необходимо произвести монтажные работы ответственной конструкции. Электроды мр отличаются от УОНИ тем, что при их помощи можно производить сварку в условиях высокой влажности. Продаются сварке даже ржавые и мало очищенные металлы. Возможна сварка удлиненной дугой.
Самая популярная марка данного вида – это электроды МР-3. С ними возможно производить монтаж ответственных сооружений, так как они гарантируют получение очень надежного шва. Возможно их использование при работе с соединениями из стали с содержанием углерода и низколегированной сталью. Есть возможность работы с любым током, имеющим обратную полярность. Сварка может производится в любом положении, исключающим вертикальное.
Рекомендуем! Технические характеристики сварочных электродов АНО-4
Область, в которой чаще всего использовуются МР – электроды – произведение сварки трубопроводов, подающих горячую воду или пар, а также труб, проводящих масло и мазут. Электродами этой группы можно производить сварку, которую обеспечивают обычные бытовые источники сварочного тока.
Сферы применения
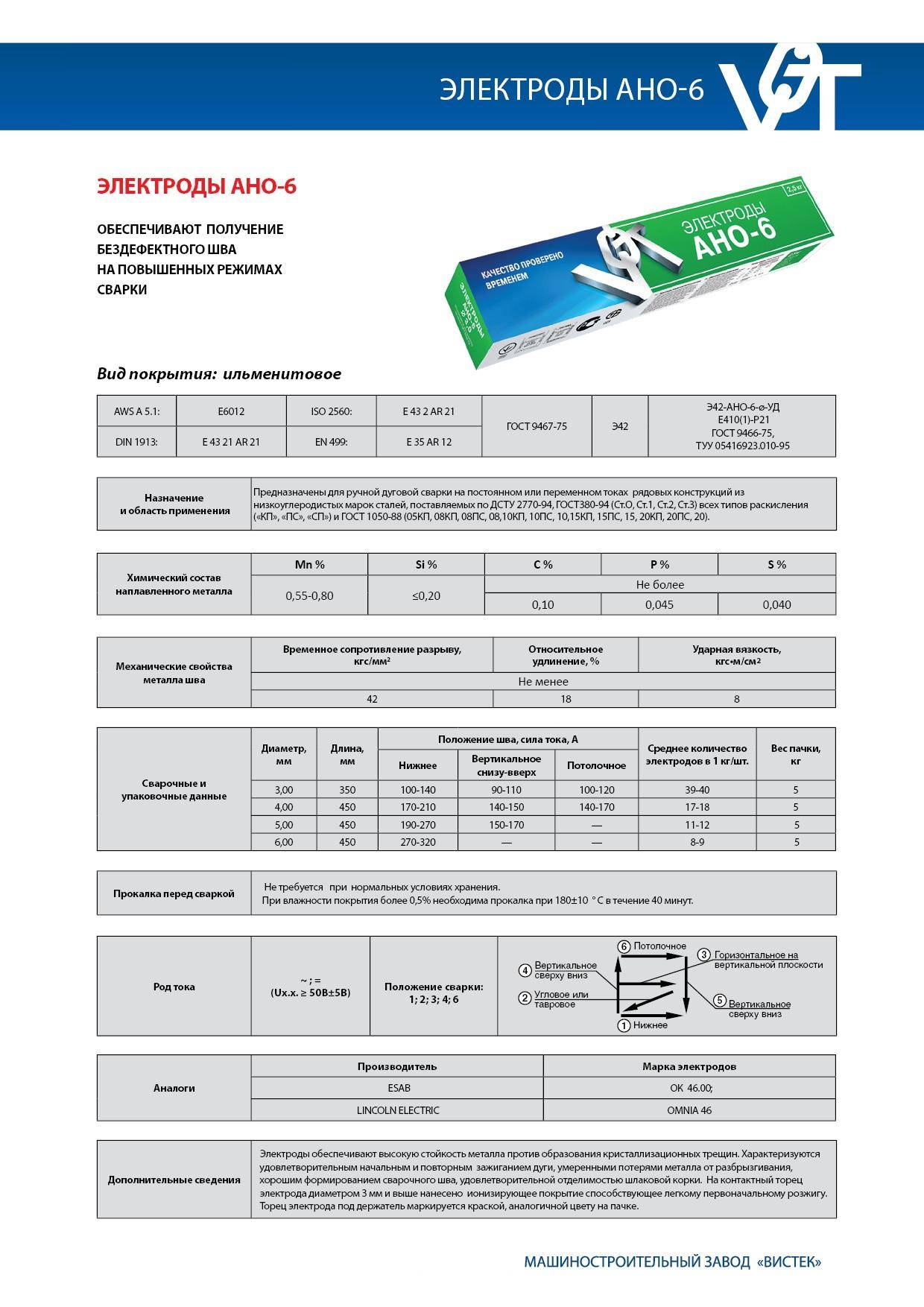
Как следует из вышеперечисленных преимуществ и недостатков, данная марка предусмотрена, в основном, для выполнения наиболее простых сварочных операций, таких как сборка конструкций из легких металлических профилей. Помимо того, этот материал можно применять для сварки тонкостенных трубопроводов, работающих под низким давлением. АНО-21 не предусмотрены для сваривания ответственных узлов и конструкций, подвергающихся повышенным нагрузкам.
Электроды указанной марки нередко используются и в быту для создания металлических конструкций, прочностные характеристики которых не имеют критического значения.
Химический состав АНО-21
Вне зависимости от длины и диаметра стержня, все электроды данной марки имеют следующий химический состав:
- Углерод 0,1
- Кремний 0,3
- Марганец от 0,5 до 0,8
- Сера 0,04
- Фосфор 0,045
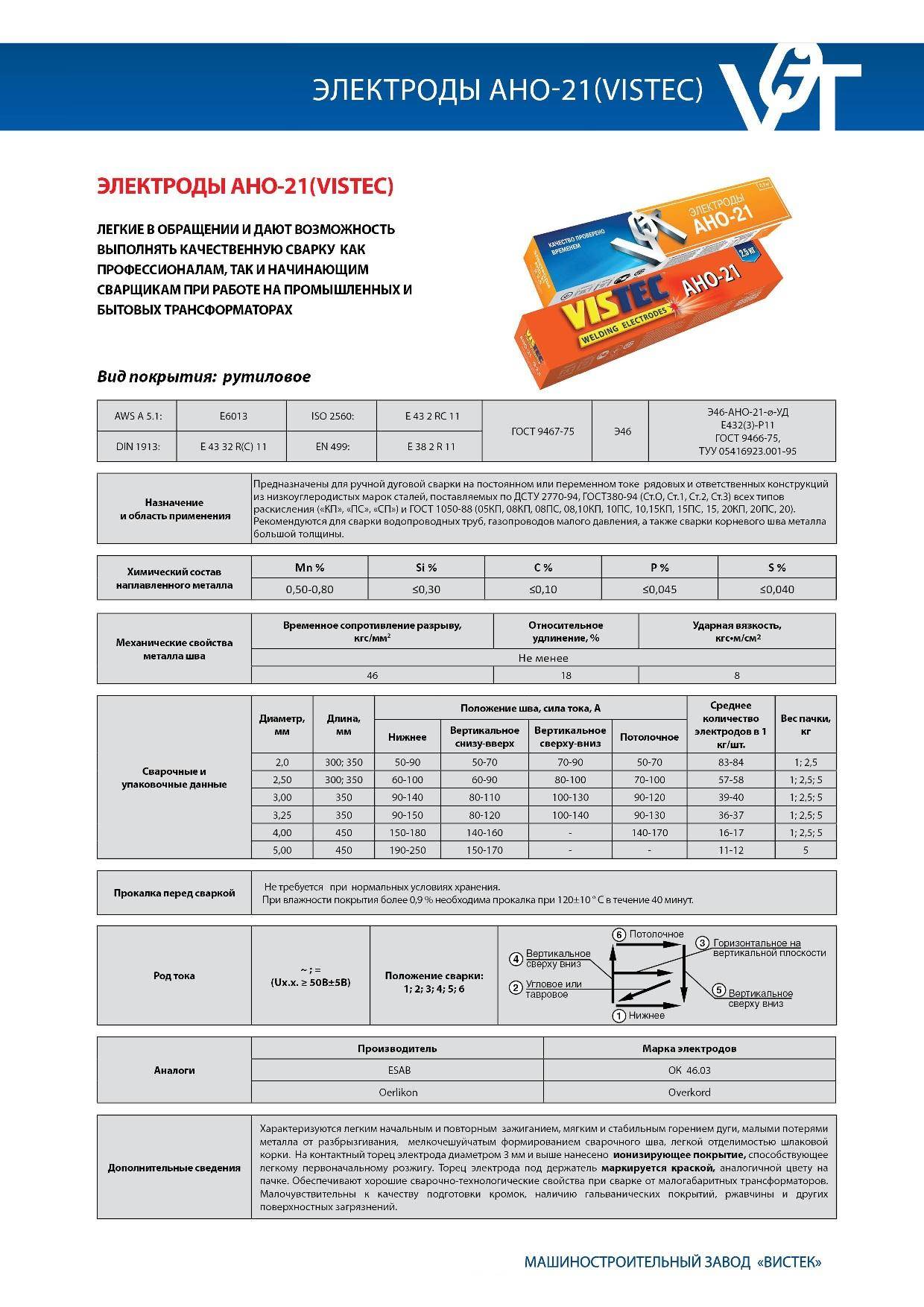
Электроды ано-21
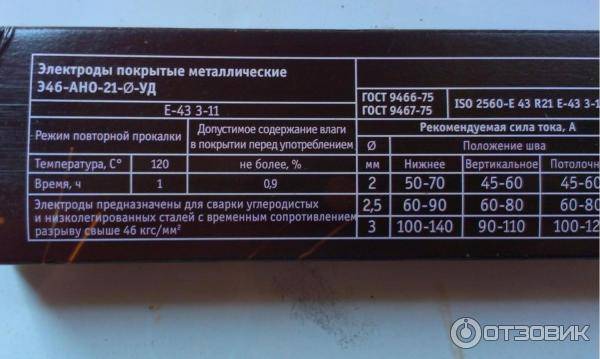
Сваривая угловые, стыковые или нахлесточные соединения из металла, которые имеют толщину от 2 до 5 миллиметров, Вы наверняка сталкивались с ситуацией, когда нет быстрого первого и повторного зажигания дуги или нет возможности производить сваривание в удобном Вам положении.
В таком случае Вам нужно воспользоваться специальными электродами АНО-21, которые способны выполнить все Ваши требования. Однако для того чтобы быть полностью уверенными в том, что качество этого вида электродов действительно «на высоте», тогда давайте рассмотрим основные качества и преимущества данного вида электродов.
Электроды АНО-21 характеризуются низким разбрызгиванием металла, а также мягким и стабильным горением дуги. Также легкая отделяемость шлаковой корки от металла шва позволяет Вам значительно сократить время сваривания. Сваривание электродами АНО-21 можно производить во всех пространственных положениях. Легкое первое и последующие зажигания дуги позволяют Вам без проблем начинать сваривание тогда, когда Вам нужно.
Торец электрода АНО-21 обработан ионизирующим покрытием, которое позволяет быстро разжигать дугу в первый раз. Таким образом, торец маскируется под краской, цвет которой указан на пачке электродов. Благодаря этому свойству электроды АНО-21 способны обеспечивать прекрасные сварочно-технологические свойства при сваривании малогабаритных трансформаторов. Также они имеют малую чувствительность к качеству подготовки кромок, поэтому Вам совсем не обязательно качественно подготавливать кромки и тщательно очищать металл от следов коррозии, ржавчины и других последствий повреждения металла.
Покрытие электродов АНО-21 рутиловое, поэтому благодаря этому виду покрытия гарантируется высокое качество сварного шва. Также еще из-за того, что при изготовлении электродов АНО-21 используется рутиловое покрытие возможно сваривание плохо очищенных поверхностей. Рутиловое покрытие обеспечивает сваривание высокого качества, поэтому использование электродов АНО-21 гарантирует Вам высокое качество сварного шва и комфорт при сваривании.
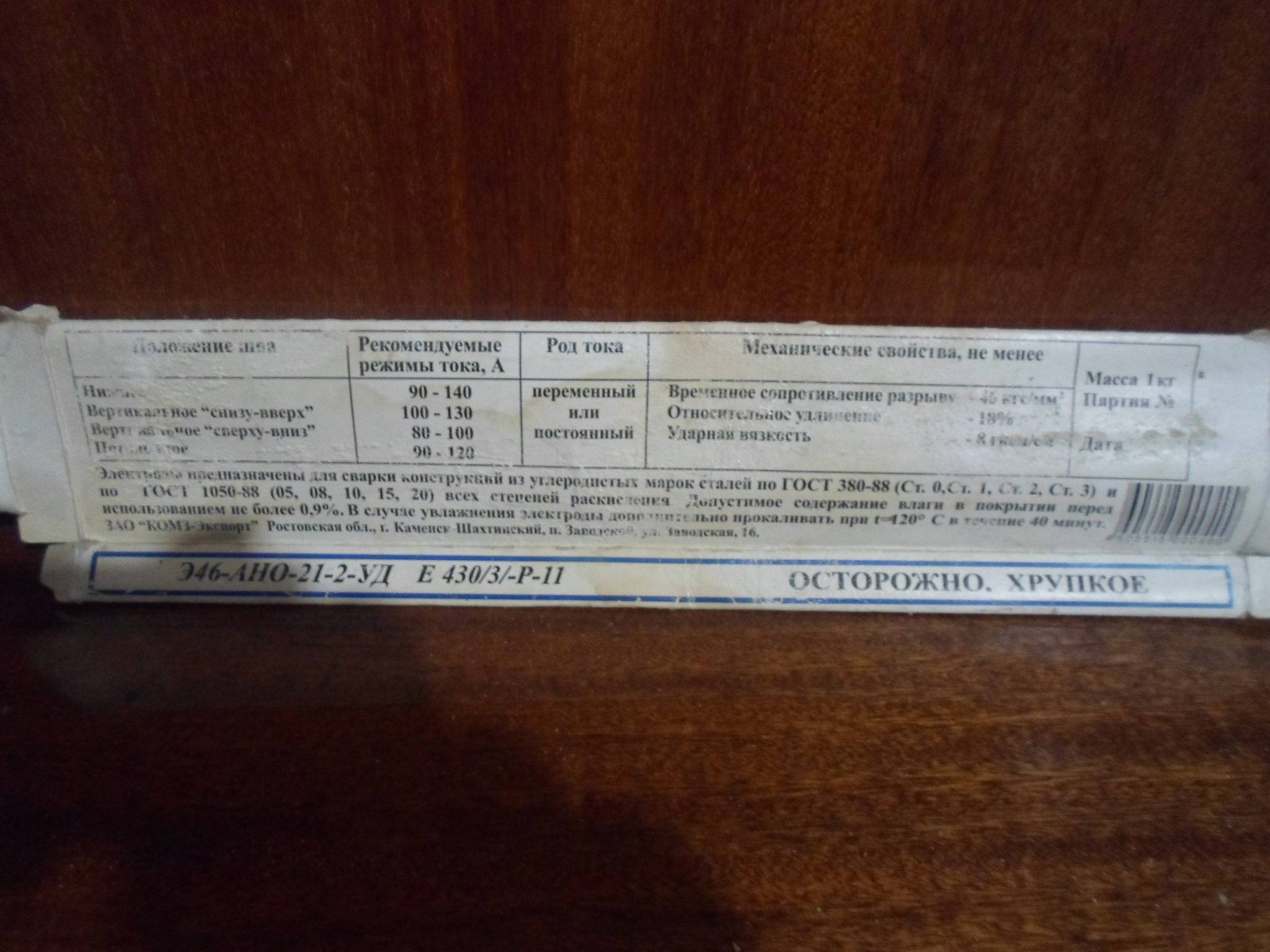
производители сварочных электродов и сварочного оборудования советуют владельцам электродов АНО-21 производить предварительную прокалку электродов перед свариванием при температуре 120 градусов по Цельсию. Производить прокалку электродов в специальной печи нужно на протяжении 30 – 40 минут. Используя специальную печь для прокалки электродов, Вы даете себе полноценную гарантию того, что покрытие сварочных электродов АНО-21 не будет опадать.
Характеристики некоторых импортных электродов
- OK 53.70 – изделия производства (Швеция), применяются для сваривания трубопроводов, а также иных ответственных конструкций изготовленных из низколегированных и малоуглеродистых сталей. Обеспечивают высокое качество сваривания корневого прохода с образованием обратного валика. Обладая высокими ударными и механическими свойствами при отрицательных температурах, они с успехом могут применяться на объектах крайнего Севера.
- OK 74.70 – изделия производства (Швеция), применяются для сваривания высокопрочных низколегированных сталей. Электроды разработаны для сваривания различных конструкций, в том числе трубопроводов.
- LB-52 U производства «Kobe Steel» (Япония) – электроды для сваривания ответственных конструкций и деталей из углеродистых сталей при временном сопротивлении до 490Мпа. Использование электрода данного типа позволяет получить высокого качества наплавленного металла шва с аккуратным корневым чешуйчатым валиком без наличия дефектов при сваривании с одной стороны соединяемых деталей.
- Kessel 5520 Mod производства «Klockner» (Германия) – электроды для сваривания ответственных конструкций и деталей из низколегированных и углеродистых сталей при временном сопротивлении до 490Мпа. Используются для сваривания труб, при строительстве мостов и сваривания ответственных конструкций.
- Phoenix K 50 R Mod производства «Bohler Welding» (Австрия) – электроды обладают хорошими характеристиками сварочного процесса при формировании корневых слоев швов при сваривании трубопроводов. Характерны чистым химическим составом изделий, обеспечивают качественный капельный перенос металла. Электроды разработаны специально для сваривания трубопроводов.
Технические характеристики
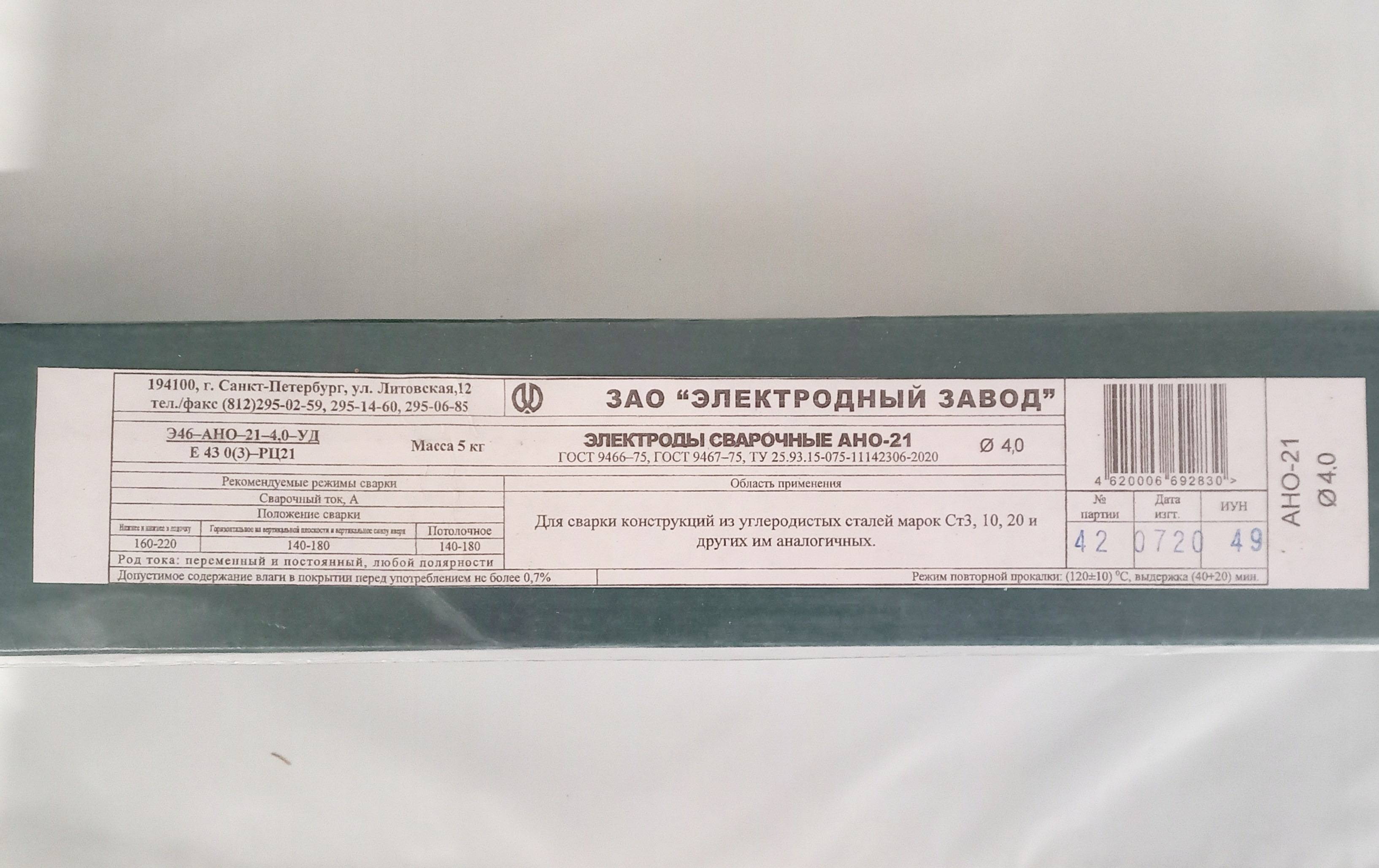
Сформировать полное представление об этой марке помогут технические характеристики электродов ано-21. Этот материал предназначен для работ с изделиями из углеродистой стали методом ручной сварки. Они обеспечивают качественные швы, которые образуются из чешуек маленькой формы. Для металла незначительной толщины это свойство является лучшим вариантом.
Это объясняется отсутствием температурной деформации, которая способна повредить заготовку. Областью применения таких расходников является сварка труб среднего и малого диаметра, предназначенных для водостоков и газопроводов. Этим расходным материалом можно проводить сварку угловых, стыковых и рядовых узловых соединений.

Характерной чертой этого материала можно считать легкое зажигание и бесперебойное горение дуги от источника питания при напряжении холостого хода не меньше 50 вольт. Расходный материал обладает легкой отделимостью шлака и несущественными потерями металла при разбрызгивании. При производстве сварочных работ в различных положениях электрод отлично формирует шов.
Рутиловое покрытие расходников включает в свой состав кремний, углерод, фосфор, серу, марганец. Выпускаются промышленностью материалы различного диаметра, от 2 до 5 миллиметров. Самыми востребованными остаются электроды с диаметром в 3 миллиметра. По мере увеличения толщины присадочного материала следует увеличивать сварочный ток.
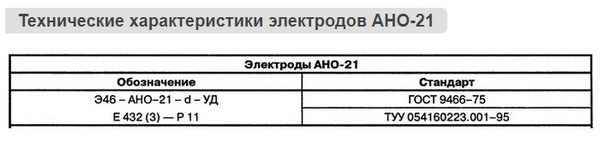
Чтобы иметь более полное представление об области применения, следует знать ано-21 расшифровку аббревиатуры на упаковке расходников. Полностью обозначение на упаковке выглядит так: Э46-АНО-21- d -УД. Расшифровывается каждое значение по отдельности и выглядит таким образом:
- Э46 — тип электрода.
- АНО-21 — марка расходника.
- d — диаметр расходника.
- У — назначение расходного материала для работ с углеродистыми и низколегированными сталями.
- Д — электрод с толстым покрытием.
По стандарту в одной пачке может находиться: 95 штук двухмиллиметровых электродов, 40 штук трехмиллиметровых электродов.
Сварочные характеристики
Особенности электродов:
- диаметр изделий — 1-5 мм;
- покрытие — рутиловое;
- разбрызгивание металла — не превышает 4%;
- часовой расход — 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв — не менее 460 МПа;
- удлинение — 18%;
- вязкость — 80 Дж/см²;
- угол загиба соединения — 150°.
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.





Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке — 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.
При сварке электродом АНО-21 брызг почти нет.
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | — | — | 160-190 | 150-170 | 150-180 |
| 5 | — | — | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Сварочные характеристики
Особенности электродов:
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.

Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.

При сварке электродом АНО-21 брызг почти нет.
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Электроды сварочные Tigarbo АНО-21 2.5мм, 1кг
Электроды АНО-21 Ø2.5 используются для сварки широкого спектра конструкций, выполненных из углеродистых сталей различных марок. Они прекрасно подходят для работы с угловыми, стыковыми, а также нахлесточными соединениями стандартных и ответственных изделий. Это отличное решение для сварки и монтажа водопроводных и канализационных труб, а также газопроводов, предназначенных для эксплуатации под небольшим давлением.
АНО-21 Tigarbo 2,5 мм предназначены для работы с заготовками, обладающими толщиной от 3 до 5мм. Они рассчитаны на переменный и постоянный ток
Обращаем внимание, что влажность в покрытии представленных электродов перед применением не должна превышать 0,9%. При попадании влаги либо продолжительном хранении в неподходящих условиях надо выполнить прокаливание при температуре примерно 120С на протяжении около получаса. Среди основных достоинств стоит выделить:
Среди основных достоинств стоит выделить:
- отличное сочетание доступной цены и отличного качества;
- простое зажигание и предельно стабильное горение дуги;
- лёгкую либо самостоятельную отделимость шлаковой корки;
- минимальные потери металла по причине возникающего при сварке разбрызгивания;
- мелкочешуйчатое вырабатывание шва при работе в любых положениях.
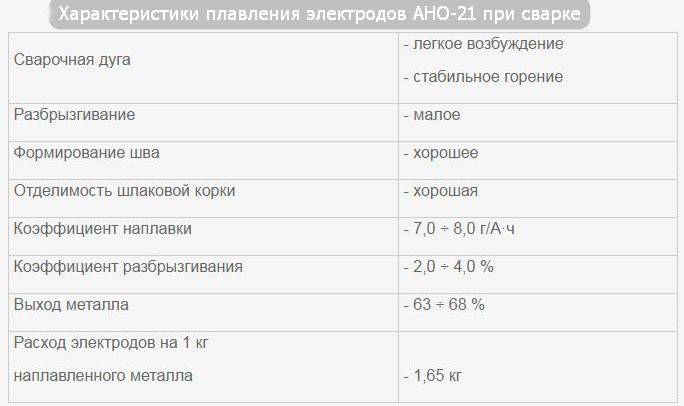
Характеристики электродов при сварке:
| Сварочная дуга | стабильное горение, легкий поджиг |
| Разбрызгивание | слабое |
| Отделимость шлаковой корки | легкая |
| Коэффициент наплавки | 7,0 — 8,0 г/А·ч |
| Коэффициент разбрызгивания | 2,0 — 4,0 % |
| Выход металла | 63 — 68 % |
| Расход электродов на 1 кг наплавленного металла | 1,65 кг |
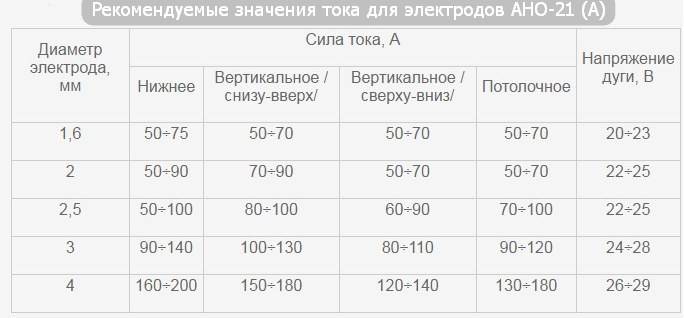
Рекомендуемые значения тока сварочных электродов при сварке (А)
| Диаметр электрода, мм | Сила тока, А | Напряжение дуги, В | |||
| Нижнее | Вертикальное /снизу-вверх/ | Вертикальное /сверху-вниз/ | Потолочное | ||
| 1,6 | 50-75 | 50-70 | 50-70 | 50-70 | 20-23 |
| 2 | 50-90 | 70-90 | 50-70 | 50-70 | 22-25 |
| 2,5 | 50-100 | 80-100 | 60-90 | 70-100 | 22-25 |
| 3 | 90-140 | 100-130 | 80-110 | 90-120 | 24-28 |
| 4 | 160-200 | 150-180 | 120-140 | 130-180 | 26-29 |
Менеджеры компании “Всё для сварки” проконсультируют Вас по наличию и цене для любого заказа. Звоните по телефону +7(812)309-28-29 или пишите на почту Наши сотрудники с удовольствием Вам помогут!
Расшифровка маркировки
Символы, находящиеся в составе полного названия изделия — Э46-АНО-21-d-УД Е 430/3/- Р 11, имеют следующие значения:
- Э46 — тип изделия;
- АНО — марка;
- D — диаметр;
- У — предназначен для углеродистых сталей;
- Д — толстое защитное покрытие;
- 43 — уровень разрыва шва;
- 0 — удлинение 18%;
- 3 — вязкость;
- Р — рутиловая обмазка;
- 1 — сварочное положение — любое;
- 1 — переменный ток.
Стержни разработаны учеными Института электросварки.
Буквенные обозначения:
- А — Академия;
- Н — Наук;
- О — обмазанный;
- 21 — модель.
Данные помогут новичкам выбрать электродную продукцию.

Пример расшифровки обозначений электрода.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.





Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
Сварочные электроды АНО — 4 (диаметр 3; 4; 5 мм)
КЛАССИФИКАЦИЯ: Э46 по ГОСТ 9467-75УСЛОВНЫЕ ОБОЗНАЕНИЯ: Э46 — АНО-4 — Ø — УД Е 430 — Р24
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ: ГОСТ 9466-75 и ТУ BY 100034500.041-2012
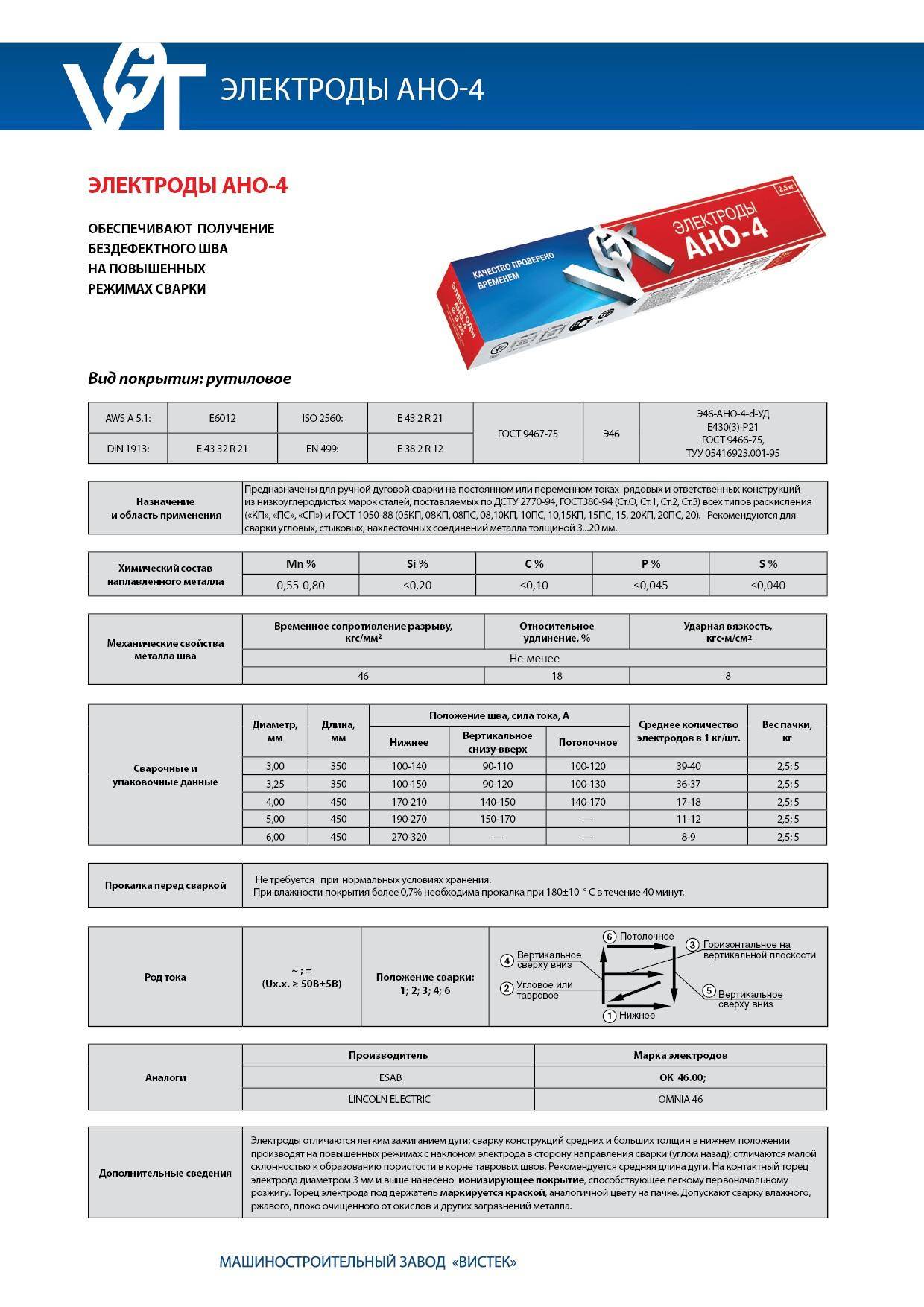
ПОКРЫТИЕ: рутиловое
НАЗНАЧЕНИЕ СВАРОЧНЫХ ЭЛЕКТРОДОВ АНО-4:
Предназначены для сварки ответственных конструкций из углеродистых сталей с содержанием углерода до 0,25% и с временным сопротивлением до 490 мпа. Допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Электроды отличаются легким зажиганием дуги.
Сварка во всех пространственных положениях шва, кроме вертикального «сверху-вниз», переменным током и постоянным током обратной полярности.
ХАРАКТЕРИСТИКА ЭЛЕКТРОДОВ АНО-4:
| Горение дуги | Устойчивое |
| Степень разбрызгивания | Малая |
| Формирование шва | Хорошее |
| Отделимость шлаковой корки | Хорошая |
| Склонность металла шва к образованию пор | Низкая |
| Коэффициент наплавки (в нижнем положении шва) | 8,0-9,0 г/А-ч |
| Производительность наплавки (для электрода диаметром 4,0 мм) | 1,4-1,6 кг/ч |
| Расход электродов на 1 кг наплавляемого металла | 1,7 кг. |
ТИПИЧНЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА (ПРИ НОРМАЛЬНОЙ ТЕМПЕРАТУРЕ):
| Временное сопротивление, мпа | Предел текучести, мпа | Относительное удлинение, % | Ударная вязкость Дж/см2 |
| 480 | 390 | 20 | 85 |
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА:
| Содержание элементов, вес % | ||||
| Углерод | Марганец | Кремний | Сера | Фосфор |
| Не более | 0,35-0,70 | Не более | ||
| 0,12 | 0,20 | 0,040 | 0,045 |
УКАЗАНИЯ ПО ПРИМЕНЕНИЮ АНО-4:
В случае превышения допустимого содержания влаги в покрытии (1,5 %) электроды перед использованием дополнительно прокаливаются при температуре 140-160 ос в течении 40-60 минут. РЕЖИМЫ СВАРКИ:
| Диаметр электрода, мм | Сила сварочного тока, А | ||
| Положение шва | |||
| Нижнее | Вертикальное | Потолочное | |
| 2,5 | 60-90 | 50-80 | 50-80 |
| 3,0 | 80-100 | 60-100 | 60-90 |
| 4,0 | 120-150 | 110-140 | 110-140 |
| 5,0 | 180-220 | 170-200 | — |
Сварка производится на средней длине дуги с наклоном электрода в сторону направления сварки (углом назад).
~ , = / +
Электроды Стандарт
Выбор электродов
При выборе следует обратить внимание на параметры материала:
— состав покрытия;
— расход электродов на один килограмм наплавленного металла;
— коэффициент наплавки.
Когда подбираются электроды, следует учитывать глубину провара и толщину сварочного шва. На эти факторы значительно влияют: сила сварочного тока, полярность и сечение электрода.
Виды сварочных электродов
С целью придания жесткости соединениям изделий металлопроката не всегда подходит болтовое соединение или связывание. Электросварка часто является единственным методом, позволяющим улучшить параметры стойкости конструкции. Из всех типов электросварки самая распространенная сварка электродами. Каждому типу свариваемых сплавов предназначены определенные электроды.
Сварочные электроды марки стандарт пользуются большой популярностью. Они легко зажигаются и не требуют особой подготовки, то есть прокалки. Благодаря этим особенностям, они легко поддаются начинающим сварщикам. Сварочные электроды УОНИ — более серьезные, от других марок их отличает плотность шва. Они требуют использование качественного сварочного аппарата, а также профессиональных навыков у сварщика. При работе с данным типом электродов надо на протяжении сварки выдерживать короткую дугу.
Преимущества и особенности электродов стандарт
Сварочные электроды стандарт успешно конкурируют с более дорогой продукцией производителей сварочного и паяльного оборудования практически не уступая в качестве. Электроды стандарт — это настоящая находка для новичков, так как они могут с легкостью освоить сварочные азы, используя данный материал.
Электроды стандарт изготовлены по улучшенной рецептуре, обеспечивающей отличные сварочно-технологические свойства в процессе сварки малогабаритных (бытовых) трансформаторов. Они обеспечивают легкое зажигание дуги. После формирования шва наблюдается чешуйчатое соединение и шлаковая корка удаляется самопроизвольно.





Используются электроды стандарт для прихваток, корневых и коротких швов в сети низкого напряжения. Также они широко применяются при работе с металлом, имеющим небольшую коррозию на поверхности и при сварке стали с гальваническим покрытием.
Характеристики электродов стандарт
Химический состав рутилового покрытия, а также геометрические размеры электродов марки стандарт регламентируются принятыми техническими условиями ТУ У 05416923.001-95, принятыми стандартами ISO 2560, DIN 1913, а также гостами ГОСТами 9466-75 и 9467-75. Электроды производятся с диаметрами 2,5 мм, 3,03 мм, и другие.
Электроды серии стандарт производятся в герметичной тройной упаковке, за счет чего, при соблюдении условий хранения продукции, не требуется прокалка перед работой. В случае превышения влажности покрытия от 0,9%, электроды надо прокалить при температуре 120°C не менее 40 минут.
Предназначение электродов стандарт
Сварочные электроды популярной торговой марки стандарт предназначены для выполнения ручной дуговой сварки в конструкциях и деталях из углеродистых марок стали. В процессе их изготовления используются исходные материалы высокого качества, которые отличаются пониженной концентрацией вредных выделений в составе сварочного аэрозоля. Могут применяться при сварке газо- и водопроводов малого давления.
Электроды марки стандарт обеспечивают качественное сваривание угловых и стыковых соединений. С их помощью осуществляется сварка деталей небольшой толщины «внахлест» при ремонтах водопроводов и прочих металлических конструкций. Электроды стандарт не требуют зачистки и особой подготовки кромок, а получаемый в результате сварки конечный шов не теряет качества даже при наличии на поверхности металла остатков гальванических покрытий, свариваемых деталей ржавчины и других видов загрязнений.
Электроды стандарт способны обеспечивать качественный, прочный шов при сварке различных конструкций в любых положениях в пространстве. Применяется процесс сварки с постоянным током прямой и обратной полярности и с переменным током при условии минимального напряжения холостого хода в источнике тока. Режим сварки зависит от положения сварочного шва и диаметра используемого электрода. Для сварки и наплавки чугуна Электроды по нержавейке avesta Электроды Уони 13 45 Электроды лэз-11