Как правильно выбрать флюс
Даже при знании разновидностей и технических характеристик не каждый человек знает, как выбрать флюс
Важно понимать какой состав лучше. Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с различными деталями
Однако при спайке больших компонентов, работа будет происходить медленно
Они подходят для работы с различными деталями. Однако при спайке больших компонентов, работа будет происходить медленно.
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.
Лучшие заменители
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
- янтарем;
- жиром;
- «Аспирином»;
- смолой.
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.

Смола на дереве
Вещества для изготовления
Паяльный флюс своими руками можно приготовить, используя такие вещества, как спирты, кислоты, масла различного происхождения. В них ценятся высокие антиокислительные свойства и хорошая растворяемость.
При выборе, как сделать флюс для пайки, предпочтение можно отдать самому простому веществу – ацетилсалициловой кислоте, или, как более привычно аспирину. Его без проблем можно найти в аптеке, или даже разыскать в домашней аптечке. Этот препарат имеет невысокую стоимость. Перед началом работы таблетку аспирина растворяют в небольшом количестве жидкости до исчезновения осадка.
Вместо аспирина допустимо использование гранул лимонной кислоты белого цвета. При использовании аспирина или лимонной кислоты происходит выделение значительного количества газа, поэтому помещение, где происходит пайка, должно обладать действующей вентиляцией.
Канифоль и глицерин
Жидкий флюс можно приготовить из канифоли. Прежде, как сделать флюс, необходимо с помощью деревянного молотка растолочь канифоль в мелкий порошок. От степени измельченности зависит время приготовления флюса.
Затем этот порошок, имеющий консистенцию пудры, растворить в этиловом или медицинском спирте, используя стеклянную посуду. После тщательного размешивания раствор следует оставить на некоторое время для полного растворения.
Далее для окончательного растворения канифоли в спирте следует поместить отстоявшийся раствор в горячую водяную баню, и нагревать до температуры 80 градусов. Во время нагревания раствор необходимо постоянно перемешивать, а затем дождаться охлаждения. Для пайки раствор удобно набирать шприцом.
Глицериновый флюс можно приготовить аналогическим образом, растворяя канифоль не в спирте, а в глицерине. Растолченная в порошок канифоль растворяться в глицерине будет дольше, зато сам раствор получится более густым, что сделает работу с ним более легкой. Качество состава улучшится, если сначала растворить растолченную канифоль в этиловом спирте, а смешать раствор с глицерином. Такую смесь после окончания пайки необходимо смыть.
На основе кислоты
В рекомендациях, как приготовить флюс для пайки на основе кислот, подразумевается соляная кислота, а также фосфорная. Соляную кислоту высокой концентрации необходимо развести пополам с водой. Этим раствором заливаются гранулы цинка, размещенные в стеклянной посуде.
Растворение цинка в соляной кислоте сопровождается бурной реакцией, заключающейся в значительном выделении водорода. Поэтому помещение должно быть хорошо вентилируемым. Рядом с местом работы должен отсутствовать открытый огонь.
Флюсом, полученным с применением соляной кислоты можно паять изделия из стали. При добавлении в раствор немного нашатыря появляется возможность для спаивания различных металлов и сплавов. Удачный флюс получается с применением фосфорной кислоты. Его можно применять, когда предстоит соединять изделия из нержавеющей стали.
Наносить на изделия жидкие флюсы можно тонкой кисточкой. Хранить следует в стеклянной посуде с узким горлышком, чтобы уменьшить возможность испарения.
Жировые смеси
Паяльный жир представляет интерес в основном для профессиональных сварщиков. Однако, и в этом случае возможно изготовить флюс пасту своими руками. Такое название паяльный жир получил из-за внешнего сходства с веществом животного происхождения.
Для приготовления нейтрального паяльного жира применяется смесь канифоли и стеарина. Она успешно растворяет имеющуюся оксидную пленку. Пайка с ее применением осуществляется с меньшими проблемами. У припоя увеличивается текучесть, что дает возможность его попадания в различные щели и неровности поверхностей. Благодаря хорошей растворимости такую пасту легко удалить с поверхности после окончания процесса.
Сущность нейтрального паяльного флюса заключается в том, что после того, как паяльное жало осуществляет его нагрев, он переходит в жидкую форму, и, выгорая, образует защитную пленку, функцией которой является препятствие окислению поверхности.
Другая форма пасты – активный паяльный жир. В его состав входят такие вещества, как вазелин, цинк, хлориды аммония и парафин. Такой флюс находит применение при пайке значительно окисленных поверхностей, а также металлов, которые с трудом подвергаются этому процессу.
Применение активных паяльных жиров не рекомендовано для работы с электроникой и другими деликатными видами, поскольку агрессивные вещества могут разрушить тонкие детали.
Флюсы для обработки микросхем
Раньше для пайки плат и других различных деталей использовалась только канифоль, которая относится к активным флюсам. Однако спиртовой канифольный раствор для ремонта микросхем применять не рекомендуется, так как он имеет несколько существенных недостатков:
- При высоких температурах канифоль удаляет не только окись металла, но и сам металл.
- Большой проблемой становится очистка пайки после применения канифоли. Ее остатки смываются только растворителями или спиртом. Оставлять же излишки флюса на плате нельзя, так как возможны вызванные загрязнениями различные замыкания.
Но выход для радиолюбителей есть. Современные рынки материалов предлагают большой выбор разных флюсов, с помощью которых обеспечивается высокое качество пайки, не разрушается жало паяльника и которые легко смываются водой. Продаются такие материалы чаще всего в удобных для их применения упаковках — шприцах.








В некоторых случаях вместо канифоли можно использовать ее заменители:
- Смолу ели или сосны можно приготовить самому. Для этого собранную с деревьев смолу следует растопить в жестяной банке и разлить по небольшим коробочкам. Огонь, на котором будет топиться смола, должен быть слабым, иначе она может воспламениться.
- Таблетку аспирина тоже можно использовать вместо канифоли. При плавлении аспирин издает неприятный запах, что является его существенным недостатком.
- Канифольный лак продается в хозяйственных магазинах и применяется вместо канифоли в спирте. Кроме этого, его можно использовать для антикоррозийного покрытия металлов.
После использования флюса готовую пайку следует обязательно прочистить смоченной в растворителе жесткой кисточкой или щеточкой, а также протереть смоченной в спирте-ректификате тряпочкой.
Сейчас выпускаются флюсы, которые не содержат вызывающих коррозию и окисление компонентов и не проводят электрический ток. Поэтому после их применения плату промывать необязательно. Нужно только удалять излишки.
Для того чтобы жидкий флюс нанести на плату, можно воспользоваться ватной палочкой, кисточкой или специальным удобным «флюсапликатором». Стоит такое приспособление достаточно дорого, поэтому дешевле сделать его самому:
- одноразовый медицинский шприц разрезать на две части;
- в резиновую трубку с внутренним диаметром в 5-6 миллиметров вставить разрезанные части шприца;
- иголку укоротить и слегка изогнуть.
«Флюсоапликатор» готов, теперь им можно обрабатывать плату. Для этого нужно слегка нажать на шланг и выдавить капельку флюса. Чтобы иголка не засыхала, в нее нужно вставить кусочек проволоки.
Флюсы в виде пасты или геля наносить на соединяемые детали можно одноразовым шприцем с толстой иглой.
Как смыть?
После выполнения паяльных работ часть кислотного состава, который растекся по обрабатываемой металлической поверхности, может остаться в неизменном виде. Как и любая кислота, вещество это обладает свойством к разъеданию материалов, и если не удалить это средство с поверхности платы или детали, кислотный компонент медленно, но верно будет разрушать материал.

Если паяльный кислотный состав остался, например, на электронной плате, то он может разъедать токопроводящие дорожки, что приведет к замыканию и выведет дорогостоящую плату из рабочего состояния.
Отмыть паяльную кислоту необходимо сразу же после выполнения паяльных работ. Кислотная среда нейтрализуется щелочными растворами. Такой раствор можно приготовить самостоятельно в домашних условиях. Для этого потребуется теплая вода и щепотка питьевой соды.

Хорошо нейтрализует паяльный кислотный состав изопропиловый спирт или нефтяной растворитель «Нефрас», именуемый в народе «Калоша». Для смывки используют чистую кисточку, ватную палочку или кусочек ткани, смоченный в нейтрализующем растворе. Остатки кислотных компонентов нужно снимать аккуратно, не разбрызгивая жидкость вокруг спайки.

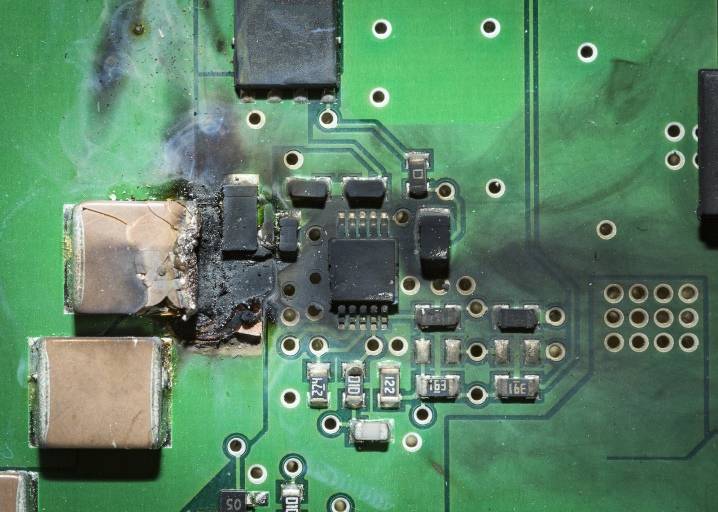
Что такое СМД и основные принципы
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества. Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.
Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД – контактов печатной платы. Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Как правильно выбрать флюс
Наиболее удачные флюсы для пайки мало испаряются и не горят при повышенных температурах, результаты отложений вещества легко удаляются с поверхности, а если удаление не доступно, то не вызывают коррозии к последующему времени. Разделяются припои на активные и неактивные, первый вариант достаточно сильно взаимодействует с отложениями на металлах, может нанести вред здоровью при процессе пайки. Нейтральный вид более безопасный, однако обработка крупных поверхностей может затянуться на долгое время из-за отсутствия химических воздействий.
Жидкий бесканифольный среднеактивный флюс
Среднеактивные флюсы применяются в мастерских радиотехники. Соединения обрабатываются паяльником, затем флюсом для обеспечения заметного результата и быстрой пайки. Такие растворы обычно не пенятся при нагреве, легко наносятся на места соединений, широко распространены и сравнительно не дороги.
По многолетнему опыту мастеров качественный флюс является гарантом совершенной пайки. Выбор зависит от спецификации вещества, характера работ. Большинство флюсов используют по прямому назначению. Современные гелеобразные припои используются повсеместно, отличаются большим разнообразием активных компонентов и простотой использования.
Для выполнения качественных работ необходимы хорошие инструменты. Паяльник, его жало, фен и припой опытный радиотехник подбирает высшего качества, т.к. цена в разнице с аналогами не высока, а качество работы будет на высшем уровне. Применение самых передовых, современных паяльных инструментов не даст возможности произвести достаточно хорошую пайку без сопутствующих флюсов.







Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В прошлый раз мы рассматривали как запаять микросхемы в корпусах soic и ssop, и как ухаживать за “вечным” жалом
Но от одного жало мало что зависит, важно какой инструмент мы используем и какие припои и флюс
Не будем углубляться в дебри а постараемся рассмотреть поверхностно.
Флюс вещество, предназначенный для удаления оксидов с поверхности под пайку.Имеют три состояния: твердое, жидкое и пастообразное. Также бывает активным и неактивным. Активные нужно обязательно смывать. Неактивные я тоже смываю чтобы было эстетичней, и спалось спокойней.

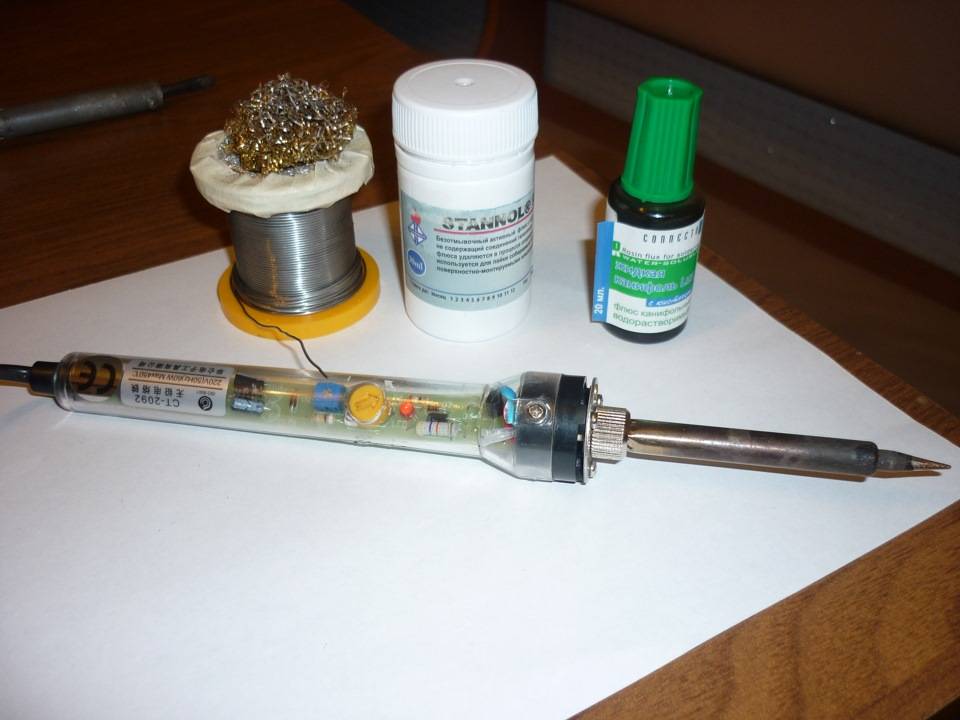
Обычно начинающим достаточно вот такого неудобного минимального наборщика.

Далее немного о припоях.Обычно для пайки РЭК (Радио электронных компонентов) используют ПОС 60 (Припой оловянно свинцовой цифрой указывают содержание олово (в процентах) к свинцу) или его забугорные аналоги.Бывают с каналом канифоли и без нее (удобно использовать с каналом канифоли) благодаря такому припою я и забыл про канифоль, разного диаметра, для пайки удобно использовать диаметр не более 0.8мм.Существует еще такой тип как паяльная паста — механическая смесь порошка припоя, связующего вещества (или смазки), флюса и некоторых других компонентов.(со слов википедии) очень удобно для запайки чего нибудь однотипного, многоногого и безногого


Во многих отраслях промышленности и производстве используют флюс для пайки микросхем, который служит неотъемлемым атрибутом неразъёмного характера соединения твёрдых материалов между собой. Для того чтобы обеспечить качественное соединение понадобятся специальные наборы, рабочие инструменты, а также расходные вещества в виде припоя и жидкого флюса для пайки микросхем. Согласно общепринятым правилам, материал должен иметь отличную природу низкой температуры плавления, а также малый удельный вес. Сочетание этих факторов позволит флюсу глубже проникать в структуру соединяемых металлических изделий, обеспечивая при этом прочность соединения.
Рекомендации по использованию паяльной кислоты
Чтобы разобраться, как правильно паять паяльной кислотой, следует ознакомиться с основными правилами. В первую очередь это касается безопасности. Здесь нужно быть максимально аккуратным, чтобы ничего не попало на руки и другие части тела. В лучшем случае, работать нужно в перчатках и защитной одежде с длинными рукавами. В домашних условиях эти правила выполняются не всегда, так что в основном нужно делать упор на аккуратность.
Вторым вредным фактором являются испарения от кислоты. Перед тем как паять паяльной кислотой, следует обеспечить хорошее проветривание для помещения. Это может быть естественная или принудительная вентиляция. В качестве дополнительной защиты стоит использовать респиратор или аналогичное средство. Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Если вы размышляете, чем паять микросхемы, то паяльная кислота здесь явно не подходит. Все дело в агрессивности среды. В микросхемах используются относительно тонкие и мелкие металлические детали. При контакте с концентрированной паяльной кислотой мелкие контакты могут испортиться. Она просто выжжет их, так как тонкий металл легко разъедается. Ко всему прочему, паяльная кислота проводит ток. Если после спаивания не осушить плату достаточно хорошо, то ее может попросту замкнуть. Это же касается и остатков солей, которые могут образоваться на ней после использования данного флюса. Здесь не стоит рисковать даже с применением раствора.
Очередной рекомендацией будет обязательная очистка спаиваемой поверхности после работы. Кислота оставляет соли после своего применения. При эксплуатации изделия их наличие недопустимо, поэтому нужна обязательная механическая очистка.
Существует несколько разновидностей данного материала. В основном все касается пропорций, в которых производится кислота. Чаще всего она разбавленная, но для особо сложных случаев применяют и концентрированную. Если вам требуется использовать ее для стандартных процедур паяния и вы не знаете в какой пропорции лучше всего использовать флюс такого типа, то тогда стоит использовать стандартный вариант, которым является 10% раствор. Это самая популярная разновидность, с которой сталкиваются многие любители и профессионалы.
09.11.2020
Наталья Авраменко / автор статьи
В 2010 году завершила обучение в пермском филиале Московского государственного института управления и права. До этого получила среднее профессиональное образование в ФГУ СПО “Кунгурский сельскохозяйственный колледж” по направлению “Правоведение”. Работала с крупными рекламными агентствами и вела небольшие блоги, региональные газеты и электронные журналы по красоте и уходу за собой.
Написано статей
4
Функционал гранулированного средства
Сварочные флюсы играют большую роль в обеспечении процесса соединения металлов. Их функции, в зависимости от состава вещества и свариваемого материала, могут заключаться в поддержании четырех действий.
Изоляция
Главной целью флюсов является создание непроницаемого газового облака, позволяющего основному и присадочному металлам беспрепятственно сплавляться в сварочной ванне. Чтобы порошок выполнял эту функцию необходима правильная дозировка вещества на линии соединения. Хорошими изоляционными газовыми свойствами обладают мелкие гранулы плотной структуры. Но возрастающая плотность укладки фракций на поверхности соединения отрицательно сказывается на формировании поверхности шва.
На изолирующую способность оказывает влияние не только размер посыпаемых частиц, но и их насыпная масса. Применяя специальные таблицы с данными можно устанавливать точную подачу стекловидного средства в сварочную зону.
Стабилизация
Кроме защитных свойств порошка, позволяющих вести сварочные работы без внешних газовых включений, флюсы создают благоприятную среду для горения электрической дуги, которая проявляется в разряде электрического тока между концом электрода и изделием. Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Легирование
Благодаря воздействию высоких температур и взаимодействию основного и присадочного металлов, создается сварочный шов. Его химический состав зависит от используемых материалов. Из-за электрической дуги некоторые полезные элементы могут выгорать или передаваться с металла шва в шлаковые массы. Чтобы этого не произошло, в некоторые флюсы добавляют легирующие вещества, обогащающие шовный металл, и препятствующие насыщению шлака кремнием и марганцем. Для большего легирования используют соответствующую присадочную проволоку.
Формирование поверхности
Когда кристаллическая решетка в расплавленном металле только начинает образовываться, все, что соприкасается с ней, оказывает влияние на вид будущего шва. Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Например, при работе на большой силе тока и толстых материалах, более практичны флюсы с долгим вязким состоянием. Такие порошки называют «длинными». Это позволяет глубоко прогретому сплаву постепенно кристаллизоваться и остыть, образуя гладкочешуйчатую структуру. Для сварки на малых токах, сильная жидкотекучесть будет мешать видеть сварочную ванну и качественно выполнять процесс, поэтому здесь применяются «короткие» флюсы, у которых вязкость быстро переходит в твердое состояние при снижении температуры.








Какие виды и технологии существуют?
Опытный профессионал знает точно, какой флюс использовать для пайки микросхем, в то время как начинающий мастер должен изучить не один десяток технической литературы, чтобы правильно определить направление. Попробуем детально разобрать каждый материал твёрдого металла, где требуется правильно выбрать флюс для пайки микросхем.
Серебро. Для этого материала используют специализированный тип флюс гель для пайки, который предотвращает появление так называемой оксидной плёнки и позволяет обезжирить зону пайки. По общепринятым правилам, поверхность серебряного изделия необходимо прогреть до определённой температуры, где должна образоваться своеобразная защитная плёнка. Флюс для пайки микросхем с серебряным материалом негорючий и диапазон плавления варьируется от +520 С до +820 С.
Латунь. В этом случае используется универсальный флюс для пайки СКФ, который также используется для латуни, некоторых металлических изделий, а также меди, коррозийной стойких материалов, оцинкованного железа и т.д. По окончании рабочего процесса образуется универсальная технология обработки, которая включает в себя антикоррозийную защиту поверхности.
Нержавейка. Для группы нержавеющих металлов лучше всего использовать ортофосфорную кислоту, которая имеет классификацию средней группе неорганических компонентов. По своей сути материал образует гигроскопические миниатюрные бесцветные материалы кристаллов на своей поверхности. При достижении температуры +213 С материал флюса для пайки радиодеталей превращается в новый материал — пирофосфорную кислоту. В итоге, готовый материал имеет способность отлично растворяться в воде, поэтому в большинстве вариантов в его составе присутствует 85% раствор воды. К слову, жидкость имеет отличную способность растворяться также в растворителях, а также в этаноле. Раствор служит также веществом, который очищает поверхность обрабатываемого изделия от ржавчины и прочих коррозионных эффектов.
Алюминий. Традиционно используют флюс для пайки микросхем, в составе которого присутствуют оловянно-свинцовые компоненты припоя. Но, в последнее время разработаны иные материалы для соединения деталей из алюминия, где в качестве компонентов используют цинк, а также кадмий или улучшенный висмут. Использование данных компонентов обеспечивают высокое соединение алюминиевых деталей. Правильный выбор компонентов для соединения алюминия зависит от многих второстепенных факторов, и нередко используют «бинарный вариант флюса», где в обязательном порядке присутствует ортофосфорная или обычная фосфорная кислота. Процесс безотмывочного нанесения вещества предусматривает нанесение тонким слоем, при этом в конечном итоге появляется отбеливающий эффект на алюминиевых концах обрабатываемого изделия. По окончании работы не требуется дополнительная зачистка алюминия.
В радиоэлектронике. Для небольших и несложных работ с радиоэлектроникой используют флюс для пайки микросхем своими руками на основе канифоли, который имеет свойство растворяться в спиртовой основе. Очень часто используют традиционную спирто-бензиновую смесь. Главное требование использования данных материалов, это низкая степень утечки тока, а также максимально низкие данные коррозийности обрабатываемой поверхности.
Черные металлы. Этот тип материала имеет специальные физические и химические характеристики, поэтому для черных металлов используют припой на основе хлорида цинка, который имеет категорию либо малого (низкого), либо среднюю степень рабочей активности. Рекомендуется данный тип флюса использовать для эмалированных ванн. Активный вариант припоя позволяет перед началом рабочего процесса удалить оксидную плёнку с обрабатываемой поверхности, а также снизить возможное натяжение по поверхности материала обработки
Обратите внимание, что активный материал для припоя бывает в виде порошка, жидкой пасты, а также как в чисто жидком виде. В последнее время промышленность производит специальную флюс-пасту, которая облегчает рабочий процесс пайки поверхности изделий из чёрного металла.
Медь
Для соединения любой медной поверхности изделия применяют основу припоя, в составе которого присутствует медно-фосфорная основе, с обязательным составом компонентной составляющей 15% серебра. Главная характерность таких припоев, это отличное сцепление меди в экстремальных условиях эксплуатации, поэтому такой вариант нередко используют в холодильной промышленности. Высокая текучесть, это один из положительных моментов припоя, который растекается по всей поверхности, обеспечивает заполнение пор повреждённых участков медных труб.
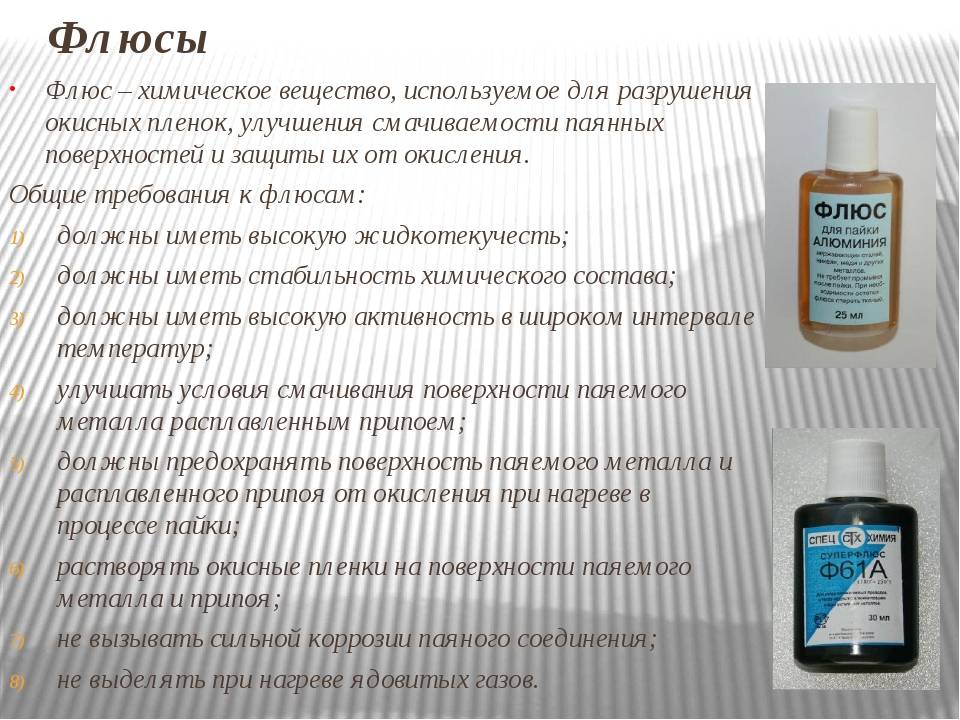
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
- Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая – 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль – 20 Спирт – 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль – 6 Глицерин -14 Спирт – 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк – 25 Соляная кислота – 1 Вода – 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль – 16 Хлористый цинк – 4 Вазелин – 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль – 24 Хлористый цинк – 1 Спирт – 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) – 16 Спирит этиловый – 1,6 Вода – остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Обозначения
Флюс, используемый в ручной дуговой сварке, должен не мешать формированию шва, обеспечивать стабильное горение электрической дуги, и предотвращать образование дефектов в виде трещин и пор в застывающей структуре соединения. Во время плавления нижнего слоя порошка требуется минимальное выделение вредных веществ, угрожающих дыхательной системе сварщика. После окончания горения дуги, корка над швом должна легко отделяться, а гранулированное средство иметь низкую стоимость ввиду больших объемов выполняемых сварочных работ.
Все это нашло отображение в таблице обозначений типов флюса, чтобы пользователи могли легко ориентироваться и приобретать необходимое вещество для конкретного вида работ.
| Символ обозначения | Тип средства |
| MS | Марганец-силикатный |
| FB | Флюоритно-основной |
| CS | Кальций-силикатный |
| AR | Алюминатно-рутиловый |
| AB | Алюминатно-освновной |
| W | Другие типы |