Популярные методы пайки меди
Исходя из размерности (массы, объема) места соединения, а также в зависимости от условий применения и эксплуатации, методы пайки можно разделить на два популярных варианта.
На практике чаще всего используют:
- мягкий припой – Тпл = 250°C максимум;
- жёсткий припой – Тпл = 900°C максимум.
Соответственно, основываясь на выдвигаемых условиях, подбирается для пайки и соответствующая газовая горелка.

Мягкий припой в катушках, изготовленный в виде проволоки диаметром 1-3 мм, удачно подходит для исполнения пайки начинающими мастерами. Существуют два вида мягких припоев – 1S и 3S
Традиционно применяемая методика соединений горелкой для пайки меди основывается на конкретно оговоренной технологии.
Последовательность действий:
- Соединяемые участки медных труб тщательно зачищаются (наждачной бумагой, щеткой), подвергаются обезжириванию с помощью растворяющих химических средств.
- При необходимости точного соединения, сочленяемые детали фиксируются в нужном положении при помощи временного крепежа. Лучше использовать струбцины.
- Далее применяют специальный флюс – раствор, которым обрабатывается область соединения – обычно при помощи кисточки, входящей в комплект флюса.
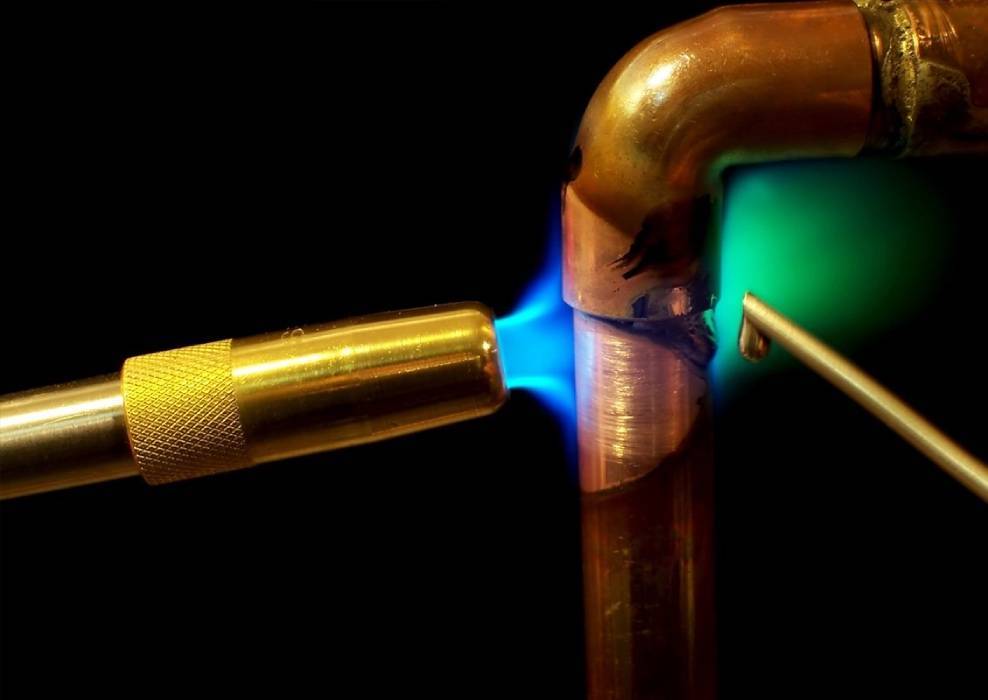
- Следующим шагом задействуют газовую горелку и равномерно прогревают участок пайки до момента, когда нанесенный на поверхность флюс приобретает темный окрас.
- Вводят в точку спая припой (мягкий или твёрдый, в зависимости от выбора) до полного охвата расплавленным припоем всего участка пайки.
Способ пайки меди, когда применяется низкотемпературный (мягкий) припой, считается более практичным и в особенности для работы, исполняемой непрофессиональными (своими) руками.
Объясняется предпочтение тем, что благодаря применению горелки с низкой температурой пламени, непрофессионал имеет меньше рисков прожечь металл.

Твердые припои под пайку меди хорошо подходят на случаи производства капиллярно-щелевой пайки – метода, который часто используется на монтаже медных труб холодильной техники
Низкотемпературные припои, конечно, дают менее надежное соединение с механической точки зрения, но выполнять такую пайку существенно легче и проще, нежели делать пайку высокотемпературными припоями. Последний вариант требует наработанного профессионального опыта и хорошего оборудования.
Технологический процесс газовой сварки
Перед стыкосваркой необходимо провести подготовительные работы. Среди них очистка кромок шва, выбор горелок, способов и технологий сварочного процесса. Выделяют две основных техники, сущность которых заключается в характере движения оборудования.
Левый способ
Сварка справа налево – наиболее востребованный способ соединения металлоконструкций. Применяется по отношению к тонкостенным конструкциям и легкоплавным металлам. Перед пламенем, которое направляется на не соединенные края деталей, продвигается проволока. Кончик проволоки располагается в восстановительной области. Сварщик может легко наблюдать за процессом спайки. Металл прогревается лучше.
Правый способ
Сварка слева направо. Применяются для работы с металлическими изделиями толщиной более 3 мм. В данном случае присадка проводится за пламенем, расположенным в сторону соединенного участка. Обеспечивается уменьшение расхода газа и присадочного материала. Шов ложится ровно.
При сварке металлических листов толщиной менее 8 мм выполняются колебательные движения мундштука. Если металл толще заданного значения, необходимость в совершении подобных действий отпадает. Между мундштуком и обрабатываемой поверхностью образуется угол от 30° до 40°. Разделка кромок толстых металлических листов проводится под меньшим углом. Кончик проволоки держат в сварочной ванне. Жидкий металл перемешивается по спирали, что обеспечивает беспроблемное удаление дефектов.
Среди других технологий выделяется работа полуавтоматом. Она производится с использованием защитных газов и электрической дуги.
Правила применения газовых горелок для монтажа медных труб
На этапе подготовки важным моментом является обеспечение чистоты скрепляемых медных поверхностей. Применять для очистки абразивы не рекомендуется. Остатки грязи, смазочных материалов следует тщательно удалить, поскольку они будут препятствовать проникновению расплавленного припоя в полости.
Чтобы избежать попадания воздуха в шов, а также улучшить текучесть припоя и адгезию, используют специальные пасты или флюсы. Подходящий материал (есть разновидности для низко- и высокотемпературной пайки) тонким слоем равномерно наносится на место контакта.
Предварительный нагрев трубы равномерно производится по всей окружности, причем интенсивность пламени лучше уменьшить. Превышение температуры чревато снижением срока службы соединения.
Таким образом, последовательность действий выглядит следующим образом:
- Делается разметка, резка и зачистка медных изделий.
- Обработанный и расширенный (с учетом необходимых зазоров) под раструб стык собирается.
- На внутреннюю часть раструба и внешний участок второй трубы накладывается слой пасты (флюса).
- При помощи горелки место стыка прогревается. Контролировать температуру удобно по изменению оттенка флюса. Как только он начинает темнеть, пора вносить припой.
- Конец мягкой металлической проволоки подводится к месту стыка, при контакте с раскаленной трубой припой плавится и заполняет полости в раструбе.
- Труба постепенно проворачивается, пока шов не будет заполнен по окружности.
Для твердых сортов припоя, используемых при высокотемпературной сварке, технология несколько отличается. Сам припой нуждается в предварительном нагревании, чтобы обрести пластичность для наматывания вокруг трубы.
Если в области стыка остается ровный наплыв из застывшего припоя, это считается нормальным. Остатки пасты после окончания процесса необходимо убрать с поверхности трубы.
Хотя паяные соединения считаются неразборными, медный трубопровод при необходимости легко демонтировать. Достаточно таким же образом разогреть место стыка, припой расплавится, после чего трубы можно будет без труда разъединить.
Какую газовую горелку лучше купить
При покупке горелки необходимо учитывать тип используемых резервуаров с газом. Наиболее распространенными являются модели, подключаемые к стандартным баллонам-картриджам. Некоторые горелки имеют отдельный отсек для резервуара, что делает их более компактными и удобными для точных работ.
Обращайте внимание на реализованные в конструкции меры безопасности: ветроустойчивую установку и отсоединение баллона только после выключения горелки. Стоит обратить внимание на используемый вид газа
Изобутановая смесь наиболее универсальна, поэтому широко распространена для решения различных задач. Она обеспечивает чистое горение и высокую теплоотдачу. Некоторые модели работают на пропане или бутане, но баллоны для них в продаже встречаются реже
Стоит обратить внимание на используемый вид газа. Изобутановая смесь наиболее универсальна, поэтому широко распространена для решения различных задач
Она обеспечивает чистое горение и высокую теплоотдачу. Некоторые модели работают на пропане или бутане, но баллоны для них в продаже встречаются реже.
Одной из основных характеристик является мощность, которая во многом определяет коэффициент полезного действия горелки. Необходимый показатель зависит от сферы применения устройства. Для приготовления пищи на несколько человек, быстрого размораживания замков или разжигания углей будет достаточно мощности 2,5-3 кВт. Для серьезных и продолжительных работ с металлом лучше выбрать горелку помощнее.
Советуем также учитывать максимальную температуру горения. При проведении мелких бытовых работ, расплавлении мягкого припоя хватит 1100-1500 °С. Решение сложных профессиональных задач может потребовать температуры горения 2000 °С и выше.
Лучшие бюджетные газовые горелки
Модели стоимостью до 2000 рублей имеют простую конструкцию, удобны в эксплуатации и обслуживании. Бюджетные горелки не рассчитаны на точную и продолжительную работу, однако полезны для решения мелких бытовых задач.
Rexant GT-18
4.9
★★★★★
оценка редакции
93%
покупателей рекомендуют этот товар
Модель обладает узким и коротким соплом. Благодаря этому владелец может осуществлять работу более аккуратно. Все основные элементы устройства изготовлены из тонких и легковесных металлов, что обеспечивает комфорт длительной эксплуатации на весу.








Максимальная температура составляет 1300 °С, расход газа — 120 г/час. Небольшие габариты облегчают хранение и перевозку горелки в рюкзаке или кармане. Для контроля подачи газа предусмотрен специальный вращательный регулятор.
Достоинства:
- легкий вес и компактность;
- регулятор пламени;
- удобство использования;
- аккуратная работа.
Недостатки:
ручной поджиг.
Rexant GT-18 стоит приобрести для нерегулярной эксплуатации. Отличное решение для ремонтных или отделочных работ.
FoxWeld LP-95
4.8
★★★★★
оценка редакции
89%
покупателей рекомендуют этот товар
Модель использует нерезьбовое соединение с баллоном. Вследствие этого владелец может не тратить время для замены израсходованного картриджа на новый. Плавная регулировка подачи газа облегчает точную настройку устройства.
Горелка весит всего 142 грамма, обладает малыми габаритами, не требует много свободного места для хранения. Она работает с бутан-пропановыми баллонами и зажигается автоматически благодаря наличию пьезоэлемента.
Достоинства:
- легкая и компактная;
- удобная в использовании;
- быстрая установка;
- пьезоподжиг.
Недостатки:
не слишком прочный корпус.
FoxWeld LP-95 стоит приобрести для решения профессиональных или повседневных задач. Универсальный выбор для эксплуатации в любой обстановке.
Energy GTI-100
4.7
★★★★★
оценка редакции
87%
покупателей рекомендуют этот товар
Модель может функционировать под любым углом, что облегчает работу в труднодоступных местах. Стандартный цанговый патрон совместим с большинством представленных на рынке пропановых или изобутановых картриджей.
Габариты горелки — 148х39х58 мм. Расход газа не превышает 120 г/час. Устройство применяет пьезоподжиг, упрощающий использование в различных условиях. Максимальная температура пламени составляет 1500 °C.
Достоинства:
- удобство использования;
- эргономичный дизайн;
- легковесность;
- универсальность.
Недостатки:
длительное разогревание.
Energy GTI-100 подойдет для розжига угля или размораживания замков. Экономичный выбор для бытовой эксплуатации.
ЧИТАТЬ ТАКЖЕ
10 лучших зажигалок
Горелка для ювелирных работ своими руками — Металлы, оборудование, инструкции
Среди самых полезных и функциональных приборов для домашней мастерской бензиновая горелка для пайки занимает одно из лидирующих мест.
Такой прибор способен качественно соединять всевозможные металлические конструкции с помощью технологии использования жидкого металла.
Устройство функционирует на основе бензовоздушной горючей смеси, которая образуется в горелке, и позволяет проводить дальнейшие работы по плавке.
Размещенный на ручке поворотный кран выполняет роль регулировщика направления и мощности пламени, что существенно упрощает процесс горения.
Сегодня плавку металлов проводят посредством двух разновидностей припоев:
- Легкоплавкими.
- Тугоплавкими.
Если при работе с легкоплавкими металлами используются практически все существующие виды паяльников, то в случае с тугоплавкими металлами приходится создавать максимальные температурные показатели.
Без применения горелки в таком случае просто не обойтись.
В настоящее время выделяют несколько разновидностей такого универсального приспособления, которые способны работать на основе разных топливных смесей, но при этом разогревать конструкцию до нужной температуры.
Среди самых распространённых и удобных горелок — модели для пайки и сварки, которые функционируют на газу или бензовоздушной смеси. Их можно приобрести в соответствующем магазине или попытаться создать самостоятельно.








Самодельная горелка: описание и характеристики устройства
Если говорить об устройстве горелки, то оно включает в себя следующие узлы и элементы:
- Сама горелка.
- Сопло.
- Токопроводящий наконечник с электродной проволокой.
- Сварочная дуга.
- Сварочная ванночка.
- Сварочный шов.
- Основной металл.
- Капли электродного металла.
- Газовая защита.
Упрощенный вариант включает в себя бензиновый бачок или бачок для топлива, воздушный компрессор, бензиновые шланги и непосредственно саму горелку, которая, в свою очередь, состоит из отдельных деталей.
Модели, которые используются для пайки металлов, обладают следующими конструктивными элементами:
- Корпусом.
- Металлической втулкой с крючком.
- Трубкой.
- Кучкой.
- Упором.
- Наполнителем.
- Регулирующим шариком (предназначается для изменения воздушного потока).
- Резиновым уплотнительным кольцом.
Если вы собираетесь приобрести горелку для пайки и сварки, не забудьте обратить внимание на наличие бензостойких шлангов. В большинстве случаев они отсутствуют в базовом комплекте, поэтому возникает необходимость дополнительной покупки таких деталей. Устройство бензиновых и газовых горелок очень простое, поэтому вы сможете изготовить конструкцию в домашних условиях из подручных средств
Однако, несмотря на простоту сборки и отсутствие сложностей в конфигурации прибора, бензиновая горелка остаётся очень ценным инструментом, для которого характерны многие неоспоримые достоинства
Устройство бензиновых и газовых горелок очень простое, поэтому вы сможете изготовить конструкцию в домашних условиях из подручных средств. Однако, несмотря на простоту сборки и отсутствие сложностей в конфигурации прибора, бензиновая горелка остаётся очень ценным инструментом, для которого характерны многие неоспоримые достоинства.
- Во-первых, подобное решение обладает небольшой массой и компактными габаритами, что делает его очень удобным для дальнейшей эксплуатации.
- Во-вторых, создание бензовоздушной смеси позволяет создавать и удерживать высокий температурный режим, что необходимо для достижения максимального качества конечного результата.
Делаем бензиновую горелку своими руками
Приобрести новую горелку, работающую на газу или бензовоздушной смеси, может не каждый, что связано с относительной дороговизной аппарата. Да и купленная модель не всегда справляется с поставленными задачами, особенно если она уже была в употреблении. Это может объясняться наличием скрытых дефектов или поломок.
Чтобы не стать жертвой такого неразумного приобретения, многие мужчины отдают предпочтение самодельным решениям, которые отличаются особой доступностью и простотой в сборке. Как уже говорилось раньше, даже самый неопытный сварщик с лёгкостью осуществит монтаж такого прибора из подручных средств, избавив себя от больших затрат.
Если самодельная бензиновая горелка выполнена с учётом основных правил и рекомендаций, она должна давать огонь сразу после поднесения к ней зажжённой спички. При этом стабильное и устойчивое горение бензовоздушной смеси будет заметным ещё 3—7 минут.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.

Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Какую нержавейку нельзя паять твёрдыми припоями
Некоторые виды (марки) нержавеющих сталей нельзя подвергать ни сварке ни пайке твёрдыми припоями (серебром, латунью), из-за чего в них начинается внутренняя коррозия. Это аустенитные нержавеющие стали (названы в честь английского металлурга Аустена), например 12Х18Н9 (маркировка по ГОСТу — 0,12% углерода, 18% хрома, 9% никеля). Тут есть 2 варианта решения: лудить оловом, ибо оно относится к мягким припоям и плавится при 232 градусах. Или взять нерж другой марки. Например, если в обозначении будет буква Т или Б, то любой термообработке подвергать можно (они легированы титаном или ниобием: марки обозначаются 12Х18Н9Т или 12Х18Н9Б соответственно).
Главное – правильно выбрать
Мастер задумавший приобрести новый для себя инструмент, постарается выяснить какой газовый пальник лучше. Однозначного ответа на данный вопрос не существует. Сначала нужно определиться для каких целей собираетесь приобрести данный агрегат, а затем найти магазин, где купить газовый паяльник можно по доступной цене и соответствующего качества. Ну, допустим, место вы уже нашли – в нашем магазине имеется товар от лучших производителей. Остались цели.
Хобби или домашнее применение – в качестве инструмента подойдут недорогие модели, но желательно не глубоко китайского производства. Среднестатистический инструмент легко справится с бытовыми задачами: припаять деталь, соединить провода, спаять или разрезать пластик, даже разжечь костер из промокших дров. Кстати, для любителей походов и отдыха на лоне матушки-природы мы предлагаем газовые паяльники и горелки, которые избавят от лишних хлопот связанных с приготовлением или разогревом пищи.
Профессиональная пайка – здесь требуется инструмент с возможностью тонкой настройки и широким диапазоном выполняемых задач. Прекрасным выбором станет газовый паяльник Dayrex, который подходит для работы с твердыми и мягкими припоями, прекрасно прогревает детали, и легко режет пластик. Заправлять профессиональный газовый паяльник (инструкция часто умалчивает о подобных нюансах) лучше проверенным, хорошо очищенным бутаном. Используя дешевый газ для газового паяльника, вы рискуете быстро испортить катализатор – он попросту забьется твердыми примесями. Однако если подобная беда все же случилась, то не стоит паниковать – просто достаньте катализатор и прочистите.
Доверяя профессиональному газовому инструменту, вы получаете возможность быстро приступить к работе и провести ее на высшем уровне. А мы, в свою очередь, всегда рады обеспечить вас газовыми паяльниками от проверенных производителей и по доступным ценам.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Принципы выполнения пайки
Чистота плоскости является значимым обстоятельством выполнения надёжной пайки. Запрещается с целью зачистки употреблять абразивные вещества. На поверхности не должны попадать масло, грязь, смазка и т. д., поскольку это будет мешать смачиванию и попаданию припоя на соединение. После вставки трубы одной в другую должен быть промежуток в 25-125 мкм между внешней и внутренней стенкой.
Во избежание попадания воздуха в соединение, снятия окислов, увеличения текучести припоя, усовершенствования адгезии, чтобы паять используют флюсы или пасты. Они бывают высокотемпературными и низкотемпературными. Флюс для пайки труб из меди наносится равномерным нетолстым слоем.
Нагрев труб ведётся согласно всей протяжённости и окружности соединения, распределяя тепло одинаково. Пламя горелки необходимо несколько уменьшить перед тем, как паять, потому как перегревание увеличивает взаимодействие припоя с металлом, а это негативно отражается на сроке работы соединения. Одновременное внедрение припоя и пламени в область пайки приведёт к неровному нагреву.
Обзор способа пайки труб из меди
Пайка – это получение соединения посредством ввода припоя между компонентами. Припой имеет температуру для плавления ниже, чем у объединяемых элементов и благодаря капиллярному эффекту одинаково распределяется согласно плоскости медных труб , что не зависит от положения. Увеличить показатель адгезии и усовершенствовать пайку позволяет использование флюсов и чистка объединяемых плоскостей.
Различают 2 способа пайки медных труб:
- Низкотемпературный. Применяется для бытовых конструкций. Объединение совершается при пайке твёрдым припоем с температурой больше 450 °С, мягким – менее 400 °С.
- Высокотемпературный. Он используется для конструкций с существенной перегрузкой. Плавление припоя совершается при температуре 600-900 °С.
Мягкий сплав предполагает собой проволоку, диаметр которой от 2 до 3 миллиметров, сделанную со свинца, олова, сплавов из них, порой с прибавлением серебра либо прочих компонентов. Твёрдый припой производится в виде стержней. Соединение с его использованием отличается стойкостью к большим температурам и давлению.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна
В этом случае соединительные составы не размягчаются и не прилипают.
О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы







Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома
Какую газовую горелку выбрать
Инструмент для пайки меди продается на рынке в большом количестве. Последние модели приспособлений изготавливаются исключительно по новейшим технологиям. Поэтому подобрать газовый нагреватель непрофессионалу довольно трудно.
Перед покупкой рекомендуется определить условия эксплуатации аппарата. Если этого невозможно сделать, выбор следует остановить на универсальной модели
Рекомендуется также принимать во внимание следующие критерии:
- Тип используемого газообразного топлива.
- Мощность аппарата, подбираемая в зависимости от толщины стенок и диаметра труб.
- Сферу применения, потому что устройство для пайки медных элементов не всегда можно использовать для резки металла.
- Материалы, которые можно обрабатывать выбранным приспособлением.
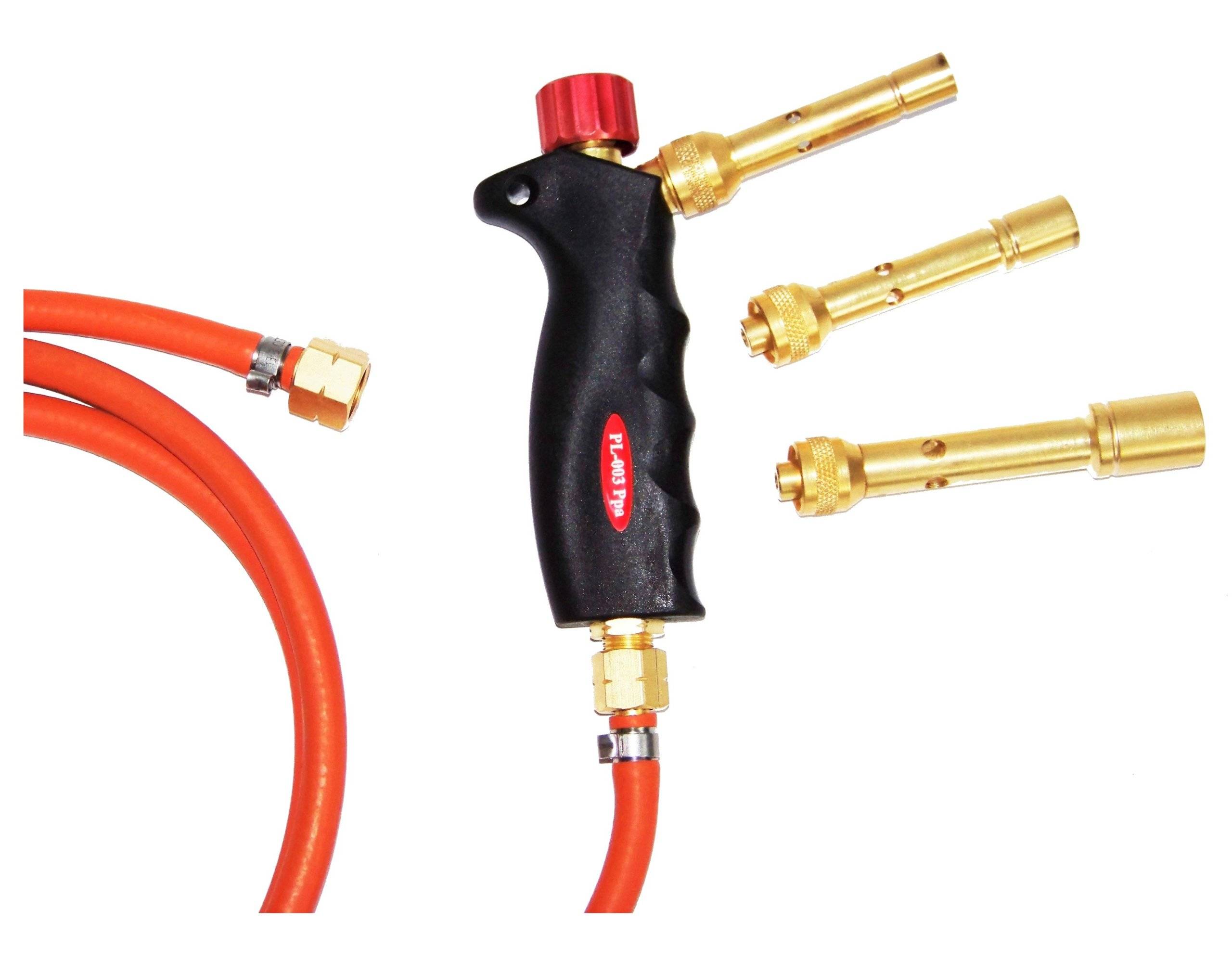
При покупке также нужно учитывать вес. Одним из оптимальным является устройство массой примерно 400 г. Непрофессионалу рекомендуется модель, в комплекте которой присутствуют наконечники стандартного, циклонного и супер циклонного типа. Эти детали позволят выполнять пайку разной конфигурации.
Латунь – пайка паяльником

В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем. с применением припоев из серебра (ПСр40 и выше)

с применением припоев из серебра (ПСр40 и выше)
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Мини-горелки

Хотя газовые горелки по природе своей отличаются портативностью, существуют специальные версии с миниатюрными габаритами. Как правило, такие приборы легко умещаются в руке, а питаются от любого газового баллончика – даже модели для зажигалок сгодятся. При небольшом объеме заправочного баллона (в среднем 6 мл) мини-газовая горелка для пайки может обеспечивать 20 минут работы. Пламя устройства достигает высоких температур (есть модели на 1300 градусов), что позволяет осуществлять высокоэффективную пайку с твердыми припоями. Такие модели просты в эксплуатации и являются оптимальным средством для производства многих ремонтных операций. В частности, такую модель можно использовать в автосервисе и ювелирной мастерской.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.