Прочее оборудование
Очень важны сопла. Их диаметр, а также используемые материалы напрямую зависят как от абразива, так и от скорости струи. Давление воды при обработке металлов настолько высоко, что для этого могут быть использованы только высокопрочные сплавы. Сопла требуется менять, частота этого зависит от многих факторов. Одной из важнейших составляющих любого станка для «водяной» резки является смеситель. Именно от него зависит гомогенность получаемой смеси, а также качество срезов, наличие или отсутствие сколов на кромках обработанных деталей.
Заметим, что гидроабразивная резка невозможна без использования высокоточной автоматики. Особенностью этого способа обработки металла является конусность кромки, обусловленная свойствами воды при столь специфичных условиях ее применения. Чем выше скорость, тем больше этот показатель. Но! При повышении конусности прямо пропорционально снижается итоговое качество обработки материала. Чтобы снизить столь негативный эффект, может быть использована запатентованная технология Flow Dynamic Waterjet и подобные ей способы управления качеством продукции.
В чем заключается принцип работы «умных» технологий? Все сравнительно просто: автоматика сама определяет тип, вязкость и плотность обрабатываемого материала, а затем самостоятельно изменяет угол наклона и диаметр сопла. Только после этого начинается постоянно корректируемая резка металла песком с водой.
Область применения и особенности функционирования
Гидроабразивные станки считают наиболее подходящим средством для раскройки металлопроката, но их широко используют и в других целях. Вот наиболее распространенные методы применения данных устройств:
- Станки с ЧПУ позволяют создавать довольно сложные геометрические формы без постоянного контроля и участия со стороны оператора. Кроме того, программа, установленная на таком станке, значительно улучшает точность его работы.
- Готовые заготовки не требуют дополнительной шлифовки и других видов финишной обработки. Работу можно делать под необходимым углом наклона и это не скажется на качестве.
- Технология абразивной резки позволяет работать с деталями большой толщины. Для разных металлов показатели будут разными. Например, для титана – 1,5-2 см, а для меди – 5 мм.
- При помощи абразивных станков создают предметы дизайна и различные украшения, но для этого используют специальные модификации гидроабразивных устройств.
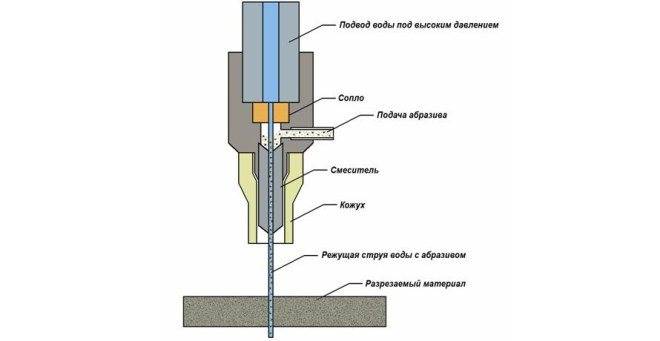
Принцип работы данных аппаратов базируется на подаче воды под высоким давлением. Кроме воды, для гидроабразивной резки используют гранатовый песок. Вода и добавочные компоненты хранятся в отдельных емкостях и только в процессе резки смешиваются в единую струю. Качество обработки деталей таким устройством очень похоже на разрезание металла лазером. Регулировка параметров струи позволяет обрабатывать заготовки под необходимыми углами.
Видео: резка водой с точностью скальпеля – гидроабразивная резка металла.
https://youtube.com/watch?v=LwL0Gfc5KPk
Эксплуатационные характеристики и расходные материалы
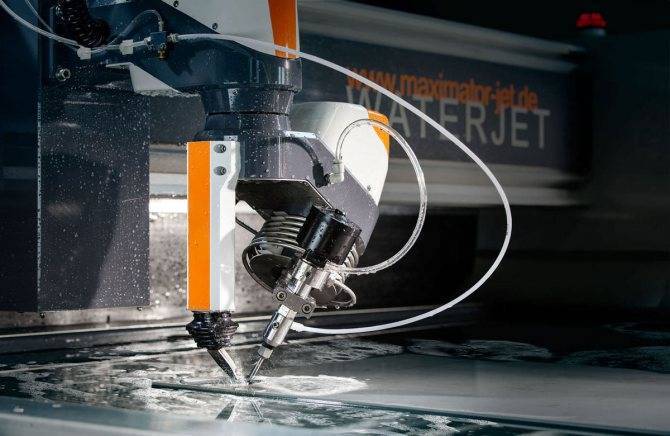
Процесс резки с использованием гидроабразивного станка выполняется под большим давлением, что значительно сокращает срок эксплуатации рабочих элементов.

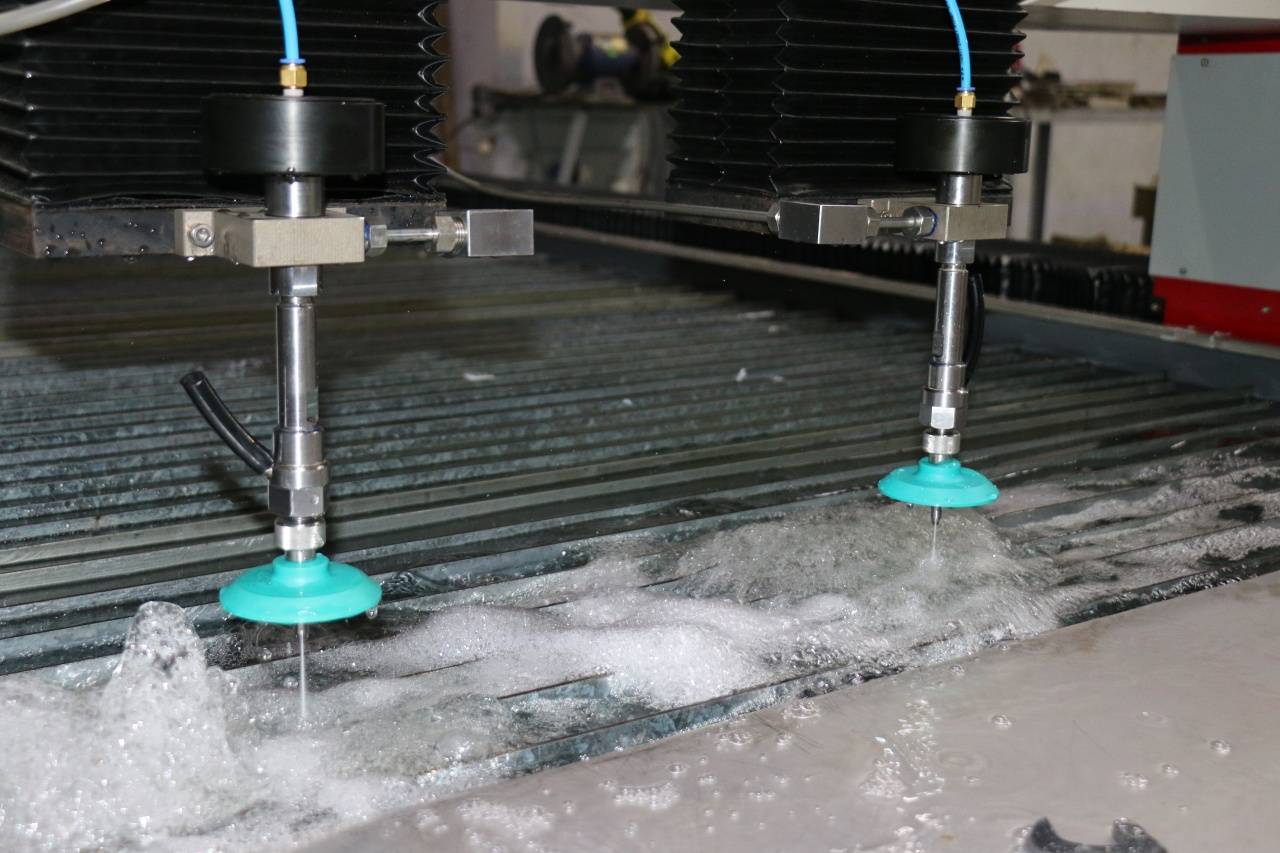
Рис. 3 Установка гидроабразивной резки (оснащенная системой ЧПУ).
Эксплуатационные сроки использования элементов станка:
- трубка, подающая абразивный материал (час.) – 250;
- уплотнители для режущей головки (час.) — 500;
- решетка координатная (час.) — 150;
- сопло специальное водяное (час.) — 60;
- трубка, подающая смесительная (час.) — 80;
- уплотнители для мультипликатора (час.) — 200;
- мини бункер (час.) — 250;
- масло (час.) — 2000;
- соль для смягчения используемой воды — по норме;
- песок абразивный — по норме;
- смазка — по норме.
Области применения
Ракетостроение и самолетостроение — где требуется обработка углеродного волокна титановых сплавов и жаропрочных сплавов. Все области строительства. Гидроабразивные машины используются для резки железобетонных плит, камней, твердой напольной глины и фарфоровой плитки; для создания мозаики, уникальных панелей, инкрустаций из натурального гранита и мрамора. Обычная и фигурная резка камней природного и искусственного происхождения.
Резка стекла — усиленного, композитного и плексигласового. Деревообработка — структурная или художественная резка твердых пород дерева (например, дуб) ДСП панели или ламинит. Резка различных пластмасс — создание сложных форм и компонентов. Инструментальное производство – изготовление деталей требующих высокой точности для станков и производственного оборудования. Пищевая и легкая промышленность — резка замороженных брикетов и упругих материалов может производиться только водой и без абразивных материалов.
Технология выполнения гидроабразивной резки
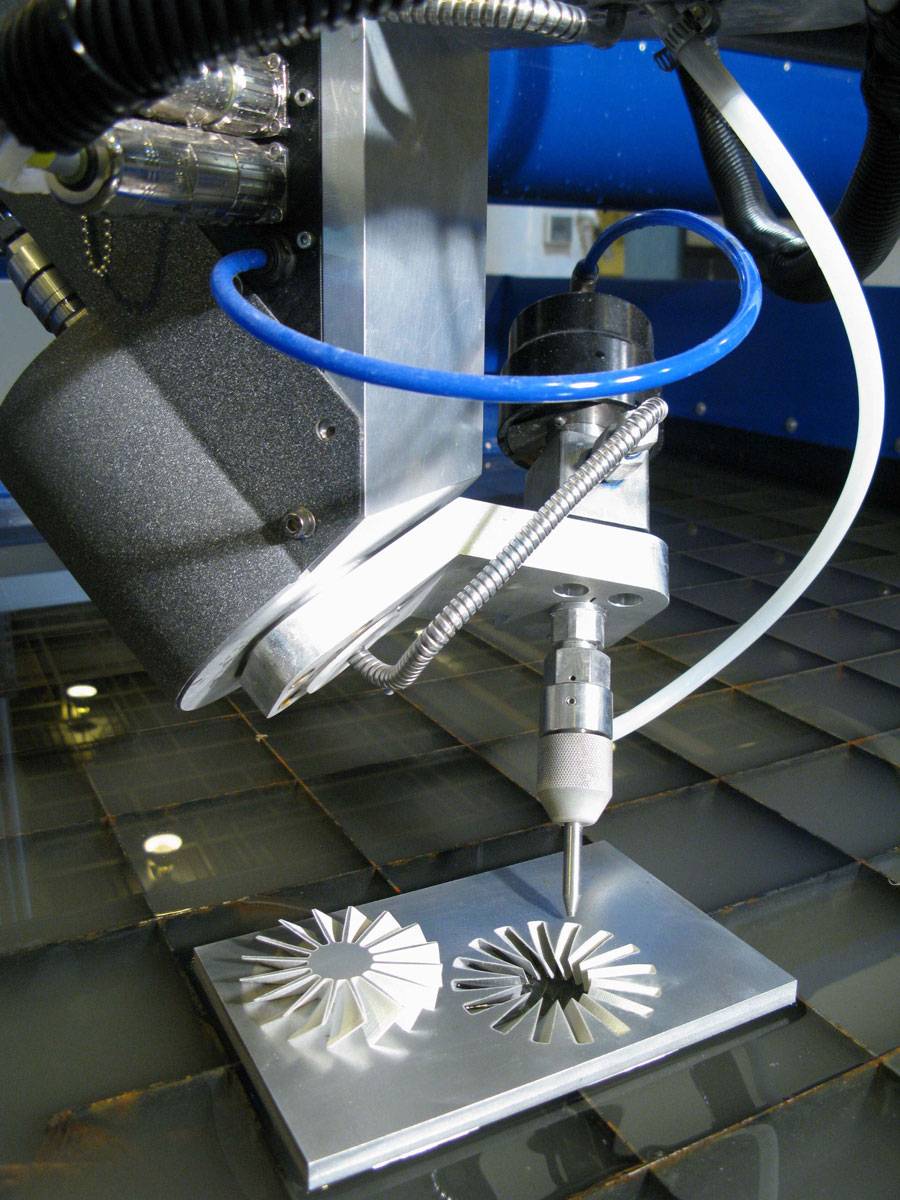
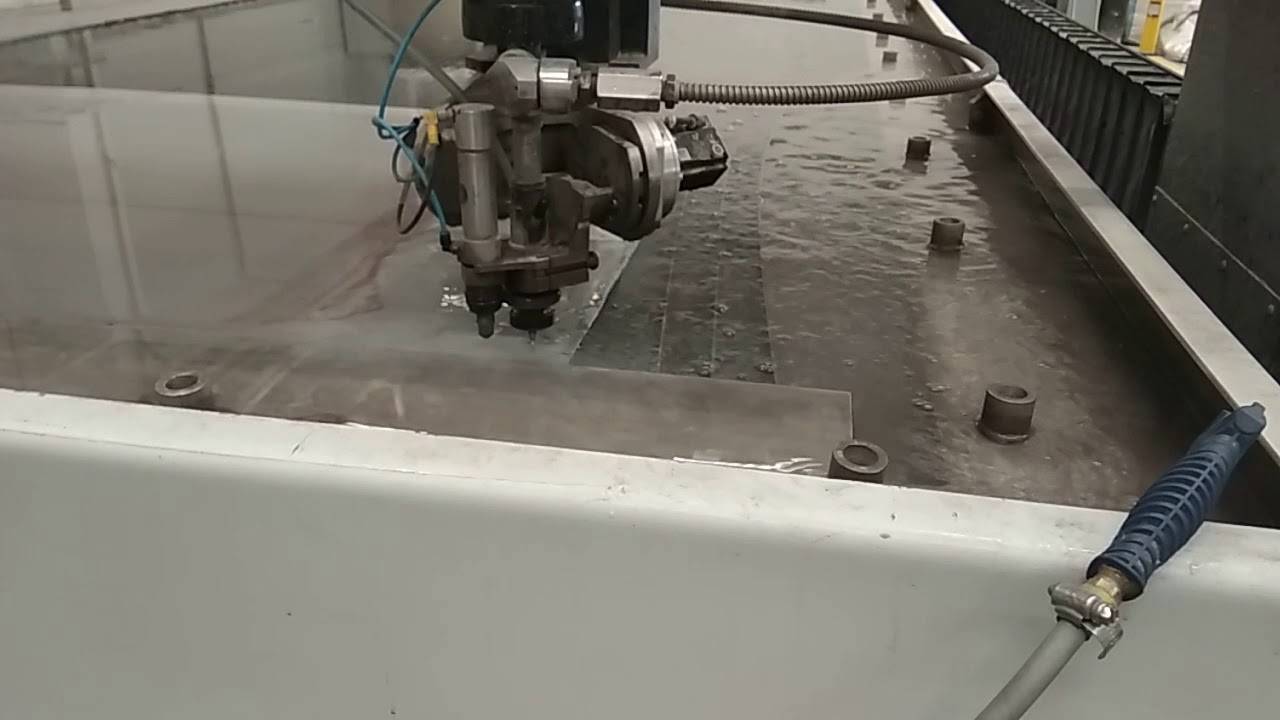
Операция по выполнению гидроабразивной резки заключается в обработке заготовки водяной струей под большим давлением с добавлением в воду режущего вещества в виде мелких частиц твердых горных пород. Для точного позиционирования режущей струи используется лазер и специальная направляющая головка, выполненная из прочного сплава.
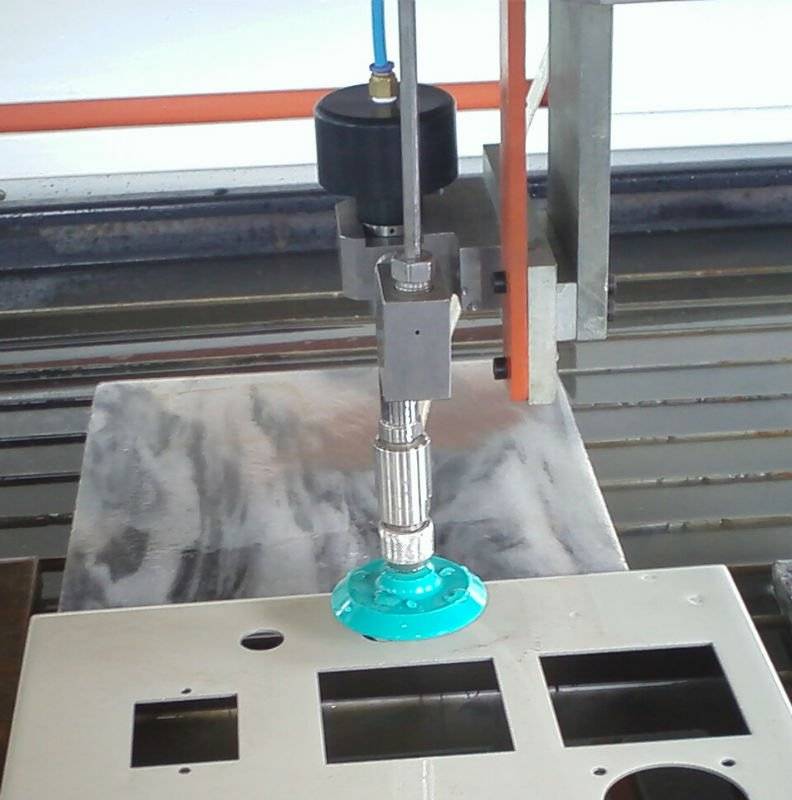
Рис. 1 Рабочая операция резки материала под большим давлением на гидроабразивном станке.
Операция резки протекает под воздействием абразивной смеси за счет использования специального насоса, от характеристик которого зависит толщина реза и скорость обработки заготовки. Для управления процессом на станке устанавливается регулятор мощности, который позволяет изменять толщину и скорость реза заготовки. При обработке наиболее прочных материалов применяют трехкомпонентный наполнитель, менее прочных – двухкомпонентную смесь (вода + абразив).
Большую роль в технологическом процессе играет напор воды, который должен иметь рабочие параметры не менее 4700 кг/см2 и скорость до 1200 м/сек.
Для точного позиционирования струи используются специальные сопла, которые имеют различный диаметр выходного отверстия, что позволяет за счет смены головки регулировать толщину реза. Ресурс работы водяных сопел обычно составляет 60 — 100 час. по истечении, которого производится их замена.
Для приготовления абразивной смеси на станке установлена специальная смесительная камера, где производится смешивание различных компонентов согласно заданной программе.
Для автоматизации операций обработки используется блок автоматики, который регулирует операцию резки и скорость подачи режущего вещества, а также осуществляет компенсацию конусности за счет использования технологии Flow Dynamic Waterjet. Система автоматически производит регулировку позиционирования головки со сменой направления угла сопла.
Гидроабразивные станки используются для разделки материалов:
- нержавеющей стали;
- алюминия;
- титана;
- гранита;
- мрамора;
- углепластика;
- стекла
с образованием ровного реза необходимой толщины.
Устройство гидроабразивного станка
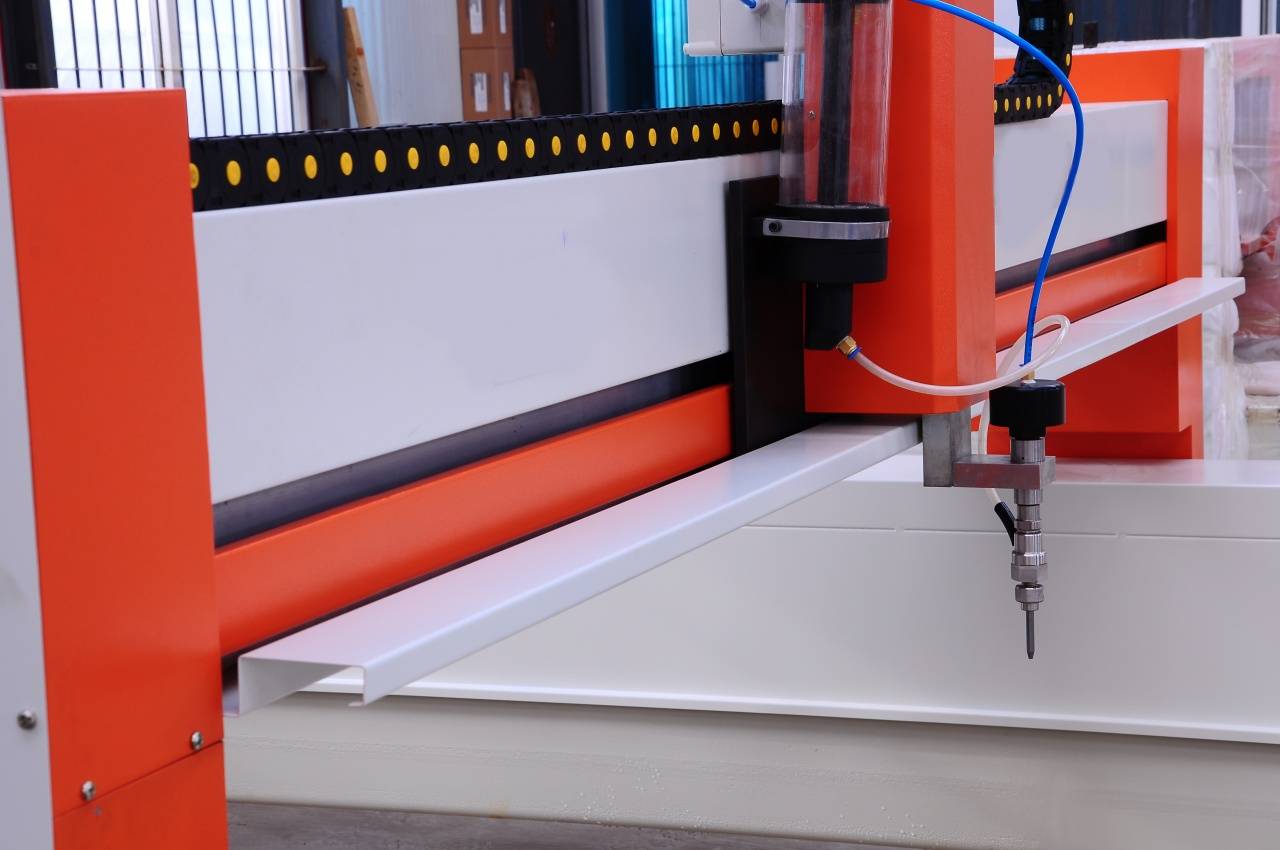
Гидроабразивный станок (возможна установка ЧПУ) для выполнения операций по резке материалов состоит из следующих агрегатов:

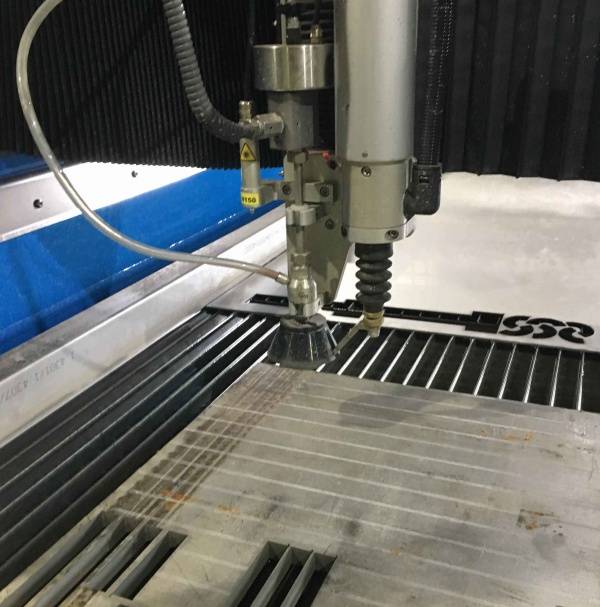
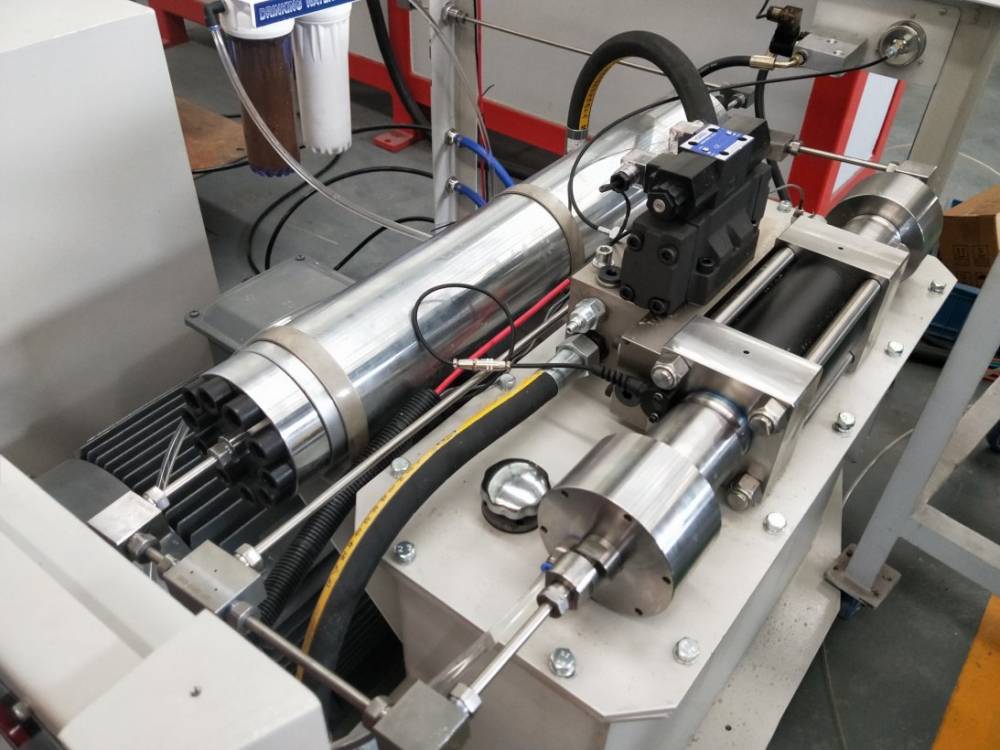
Рис. 2 Гидроабразивное оборудование (оснащенное системой ЧПУ).
- Насосной станции.
- Подводящего трубопровода.
- Стола координатного с охлаждающей ванной и системой приводов позиционирования головок.
- Головок режущих.
- Системного блока подачи рабочей смеси.
- Емкости сбора для воды.
- Блока управления операциями, ЧПУ.
Вода из системы водоснабжения подается в насос, где сжимается и под большим напором поступает к режущей головке по соединительному трубопроводу. Одновременно происходит смешивание абразивных компонентов и подача в специальную смесительную камеру с созданием запаса в мини бункере.
На координатном горизонтальном столе предварительно до начала операции резки с помощью зажимов производится фиксация заготовки и позиционирование режущих головок. В ходе процесса резки образуются отходы, состоящие из частиц материала, абразива и воды которые скапливаются в ванной.








Для осуществления высокой точности операции резки головки оснащаются механизмом координатной корректировки по 5 осям:
- X (движение вперед и назад);
- Y (смещение влево и право);
- Z(смещение вверх и вниз);
- A (смещение с изменением угла наклона);
- С (круговое движение вокруг оси Z).
Уровень воды в охлаждающей ванне регулируется в зависимости от протекающих процессов при резке заготовок. Излишки удаляются в накопительный бак, где производится очистка от частиц абразива и шлама.
Одним из основных узлов станка является водяной насос. В насосе применена плунжерная система позволяющая, сжимать воду до высокого давления.
Плунжерные насосы используются 2 типов:
- усиливающего (бустерные);
- прямого действия.
Насос прямого действия работает по принципу создания низкого давления в цилиндре, откуда вода поступает в насос высокого давления, где с помощью воздействия системы камер и 3 поршней создается необходимый напор воды. Насосы прямого действия имеют невысокую цену и высокий показатель КПД, достигающий 95%, что позволяет создавать требуемый напор воды в системе до 3800 атм.
Для создания рабочего давления требуемого для процесса резки от 4150 до 6000 бар применяются бустерные насосы. В усиливающих насосах необходимый напор воды создается в камере, где поршень приводится в движение поочередно поступающим маслом под давлением 207 атм. В результате осуществления процесса создается напор воды, превышающий в 20 раз давление масла (за счет разности площадей).
Для выравнивания напора воды в системе используется специальный блок аттенюатор, обеспечивающий непрерывность поступления жидкости под большим давлением.
Насосы мультипликаторного типа конструктивно имеют более сложное устройство и требуют принудительной системы охлаждения механизмов.
Для осуществления процесса резки требуется чистая вода без примесей, которую обеспечивает система подготовки воды, осуществляющая процессы, связанные со смягчением воды и удалением элементов: марганца, железа, кремния.
Для предотвращения столкновения режущих головок и достижения высокой точности при обработке заготовки на станке устанавливается специальная система останавливающая процесс при обнаружении неровной поверхности. На подающем трубопроводе устанавливается защита, подключенная к датчику. При столкновении датчик подает сигнал предупреждения, и резак прекращает свое движение.
Для регулирования глубины реза материала используется система постоянного контроля, позволяющая в автоматическом режиме поддерживать необходимый точный зазор между головкой и обрабатываемой заготовкой.
Материалы для ГАР
Гидроабразивное оборудование позволяет обрабатывать самые разные материалы.
- Дерево. Гидроабразивная резка дерева поможет создать элементы декора и интерьера из ценных пород дерева. При гидрорезке древесина не обугливается и не скалывается.
- Керамогранит. Из прочного и твердого керамогранита с высокой точностью вырезаются элементы требуемой сложной формы без сколов и дефектов.
- Керамика. Гидроабразивный метод позволяет разрезать керамическую плитку на детали различного размера (даже достаточно мелкие), с острыми углами или криволинейных форм без сколов и трещин, с ровными гладкими краями.
- Бетон. Регулировка давления струи позволяет резать бетон даже без повреждения арматурного каркаса.
- Мрамор и гранит. Гидроабразивная обработка используется для создания орнаментов, узоров и небольших элементов декора на граните, мраморе, кварце и других натуральных камнях.
- Камень. Осуществляется резка каменных плит, которые могут иметь толщину до 150 мм.
- Металл. Используя гидроабразивную технологию резки металла, раскраивают различные виды стали, цветные металлы и сплавы (бронза, алюминий и пр.), титан, цирконий, листы и трубы с полимерным покрытием.
- Стекло. Метод позволяет работать с различными видами стекла: простым, армированным, закаленным, хрустальным, многослойным, зеркальным и др.
Сущность технологии
Гидроабразивная резка металла не является инновационной технологией, использовать ее начали еще в 1960-х годах. Первой станки для выполнения такой резки начала применять американская авиастроительная компания. Именно руководство этой компании сделало официальное заявление о данном методе, описав его преимущества и рекомендовав применять его для резки металла и других материалов, обладающих высокой твердостью. С этого момента абразивная резка металла с использованием воды стала активно применяться предприятиями и завоевывать все большую популярность.
Суть данной технологии заключается в том, что в зону реза под большим давлением подается вода, в состав которой включены абразивные вещества. Любая установка гидроабразивной резки работает по следующей схеме.
- В смеситель аппарата из специальной емкости подаются вода и абразивный материал, в качестве которого преимущественно используется мелкий песок.
- После смешивания вода с абразивом поступает в сопло установки.
- В сопле формируется тонкая струя гидроабразивной смеси, которая под большим давлением подается в зону резки.
Принцип действия гидрообразивной резки
Технология, реализуемая по подобной схеме, позволяет не только выполнять резку быстро и с высоким качеством, но и значительно экономить на расходных материалах, самым дорогим из которых является обычный песок. Следует отметить, что по скорости выполнения абразивная резка с помощью воды сопоставима с плазменной технологией, а по качеству получаемого реза – с лазерной.
Принцип работы
Водопроводная вода очищается от примесей. После этого воду подают в насос, где сжимают ее под давлением 4 000 бар и подают в сопло режущей головки. Режущая головка закреплена на опоре, которая перемещается вперед и назад по рабочему столу. Когда клапан открыт, поток воды вытягивается из сопла, диаметр которого составляет Ø 0,10-0,5 мм. В этом случае его скорость достигает 900 м /с. Смеситель для смешивания абразива, куда поставляется абразивная ткань, находиться немного ниже сопла. Вода смешивается с абразивом и ускоряет его частицы до 250 м/с на длине 7-10 см. Смесь с очень большой скоростью вступает в контакт с обрабатываемым материалом, закреплённым на рабочей плоскости и разрезает его. Смесь воды, абразива и мелких частиц разрезаемого материала оседает под рабочим столом на дне ванны.
Ванна перед началом работы должна быть заполнена водой, для эффективного гашения потока. Если используется устройство системы удаления осадка, то ванна механически очищается, и поэтому оборудование может работать беспрерывно. При очищении вручную, станок нужно выключать на 1-2дня. Все механизмы установки контролируются узлом ЧПУ, который контролирует насос, открывает и закрывает водяной и абразивный клапаны, а также отвечает за перемещение опоры и режущих головок. Процесс струйной резки абсолютно пожара — и взрывобезопасный.
Оборудование для гидрорезки
Называют «непыльным». Действительно, стружки фактически нет, вернее, они сразу вымывается водой, получается очень ровный и чистый срез, который, в большинстве случаев, даже не требует шлифовки. Технологический процесс построен на природном явлении водоемов – эрозии, то есть способности размывать берега, при этом обтачивая камни, корни деревьев. Суть остается прежней, но чтобы многократно ускорить воздействие, в жидкость добавляют абразив.
Такая смесь выпускается струей очень высокого напора. Давление доходит до 6 тысяч атмосфер, при этом развивается скорость, которая в три раза превышает распространение звуковой волны в воздухе, – 800-1000 метров в секунду. Две основные задачи оборудования:
- отрыв и вымывание частиц материала заготовки;
- моментальное охлаждение и очищение.
Устройство станка, который режет водой
Классический аппарат имеет множество узлов:
- корпус – обычно состоит из металла, как наиболее износостойкого и долговечного материала, благодаря нему, он достаточно массивный;
- емкость для воды – крупная, обычно не меньше двух кубических литров, но может быть больше;
- мощный насос – он выполняет важную функцию, нагнетает высокое давление и направляет жидкость из резервуара в место объединения двух компонентов;
- прочные шланги – соединяют все узлы;
- отсек для хранения и подачи абразивных частиц;
- смеситель;
- инструмент – он регулирует мощность струи, ее ширину, направление;
- плоскость, на которой расположена заготовка и будет происходить работа;
- блок управления.
Большинство станков оснащены ЧПУ, инженер только руководит процессом с помощью пульта, но не занимается резкой вручную. Это удобно – нет негативного воздействия на обслуживающего машину человека и при этом достигается отличная точность. Еще одно достоинство ЧПУ – возможность использования программ для автоматизированного проектирования, на которых можно создавать проект в формате, совместимым с блоком управления.
Особенности устройства основных узлов
Уникальность установки заключается во многих отличиях, начиная с рабочего стола. Вместо привычной плоскости здесь представлена ванна с неглубокими бортами. Она оснащена ребрами для захвата и фиксации заготовки, они быстро снимаются и накладываются. Также емкость быстро набирается жидкостью, а затем сливается. Постоянное нахождение металла в водной среде позволяет избавить производство от шума и пыли. Емкость, которая содержит абразивные частицы, легко вынимается, имеет функцию пополнения даже в ходе работы, а также оснащена датчиками, контролирующими количество смеси.
Очень важна система перемещения инструмента. Она поставлена на ремни, которые двигают резак по линейным плоскостям. используются именно ремешки, а не цепи, так как они более невосприимчивы к влаге, а также у нечаянному попаданию абразива. Дополнительное преимущество – их легко менять при износе. Подробнее об устройства посмотрим на видео:
Ручное оборудование для водно-абразивной резки
Некоторая категория гидроабразивных устройств подразумевает управления оператором, так как не оборудована ЧПУ. В этом случае угол и другие характеристики оператору нужно устанавливать своими руками. Поскольку часть работы все-таки приходится делать самостоятельно, то показатель комфорта и удобства эксплуатации этого станка далек от идеала. Но здесь есть и свои преимущества, которые состоят в нескольких факторах, и они в некотором смысле, становятся решающими при выборе станков:








- На ручном гидроабразивном станке может работать оператор без специального образования;
- Установки без ЧПУ гораздо дешевле;
- Оборудование имеет все нужные технические характеристики, которые дают возможность получить изделия с простыми формами;
- Ручные станки отличаются небольшим набором функций и простой управления, с их регулировкой можно вполне справиться своими руками;
- Качественный и ровный срез, возможность резать под углом, получение простых фигур и раскрой материала с четкими геометрическими формами – все эти функции можно использовать на любых материалах, в числе которых медь, стекло и сталь.
Эксплуатационные характеристики и расходные материалы
Процесс резки с использованием гидроабразивного станка выполняется под большим давлением, что значительно сокращает срок эксплуатации рабочих элементов.

Рис. 3 Установка гидроабразивной резки (оснащенная системой ЧПУ).
Эксплуатационные сроки использования элементов станка:
- трубка, подающая абразивный материал (час.) – 250;
- уплотнители для режущей головки (час.) — 500;
- решетка координатная (час.) — 150;
- сопло специальное водяное (час.) — 60;
- трубка, подающая смесительная (час.) — 80;
- уплотнители для мультипликатора (час.) — 200;
- мини бункер (час.) — 250;
- масло (час.) — 2000;
- соль для смягчения используемой воды — по норме;
- песок абразивный — по норме;
- смазка — по норме.
Преимущества и недостатки резки с использованием абразива и воды
Оценить эффективность, производительность и точность гидроабразивной резки можно даже по видео такого процесса. Между тем существуют не только визуально оцениваемые преимущества данной технологии, к которым относятся:
- исключение нагрева обрабатываемой детали (отсюда невозможность ее деформации и, соответственно, высокая точность резки);
- широкий функционал оборудования, с помощью которого можно решать задачи даже самой высокой сложности;
- отсутствие необходимости в дополнительных работах по доработке полученных изделий;
- универсальность, которой обладает любой станок для гидроабразивной резки (с его помощью можно как резать резину, пластик, камень или металл, так и сверлить отверстия в различных материалах);

Гидрообразивная резка мрамора
высокая скорость, точность и экономичность процесса;
исключительная безопасность процесса, в том числе его взрыво- и пожаробезопасность;
возможность резки деталей большой толщины, в том числе и трубчатого сечения.
Насколько бы эффективным и эффектным ни был процесс гидроабразивной резки (см. видео в конце статьи), есть у этой технологии и недостатки. В частности, к ним можно отнести следующие.
- При резке образуется конусность кромки отрезаемой детали. Особенно такой недостаток заметен при резке деталей большой толщины. Чтобы не допустить появления этого дефекта, необходимо использовать специальные автоматизированные устройства, корректирующие угол наклона сопла в процессе обработки.
- На гидроабразивных станках обрабатывают как толстостенные, так и тонкостенные детали с одной скоростью, что несколько снижает рентабельность применения такой технологии. Чтобы увеличить рентабельность, тонкие детали разрезают сразу по несколько штук, складывая их в пачку.
Использование гидроабразивной резки особенно целесообразно в тех ситуациях, когда необходимо разрезать сложные детали с особо высокой точностью, затрачивая при этом минимальное количество времени.
Применения в различных отраслях
Применение обработки с помощью воды практически не имеет границ. Но изготовить такие аппараты своими руками чрезвычайно сложно, поэтому использование в домашних условиях маловероятно.
В оборонной промышленности
Гидроабразивное оборудование обеспечивают высокую точность резки при работе со сложными композитными материалами, пуленепробиваемым стеклом, бронированными листами, титаном, сплавами. Для разрезания утилизируемых старых снарядов и работы со взрывчатыми веществами такая технология является наиболее безопасной.
В стекольной промышленности
Для резки зеркального, простого, ламинированного, узорчатого, ударопрочного, бронированного и армированного стекла гидроабразивные станки являются оптимальными. Они позволяют изготавливать стеклянные изделия всевозможных форм. Из этих элементов создаются витражи, панно, элементы декора и другие предметы.
В строительстве
В строительной отрасли гидроабразивная технология применяется для решения следующих задач:
- демонтаж различных конструкций;
- резка материалов (керамогранита, натурального камня, плитки и пр.);
- производство декоративных инкрустированных элементов;
- создание фигурных и сложных резов на трубах.
В машиностроении
Станки гидроабразивной обработки применяют в машиностроении для выполнения следующих операций:
- резка листового металла, пластика, композитных материалов и сверхпрочных сплавов;
- снятие фасок на обрабатываемых деталях перед выполнением сварочных работ;
- изготовление с высочайшей точностью элементов и деталей сложной конфигурации;
- удаление дефектов термической обработки (окалины, наплывов и др.).
В автомобильной промышленности
Гидроабразивное оборудование в автомобилестроении применяется в следующих целях:
- изготовление различных пластмассовых деталей (приборных панелей, бамперов и др.);
- раскрой элементов декора салона автомобиля (фальшпотолков, ковриков и пр.);
- вырезка кузовных элементов из тонкого металла;
- производство трехмерных деталей со сложным конструктивом;
- раскрой многослойных стекол для автомобилей (триплекс).
В резинотехнической промышленности
Технология гидроабразивной обработки является отличным решением для работы с резиной разной плотности и толщины (до 300 мм). Резка происходит при достаточно низких температурных показателях (не более 90°C), поэтому не меняется структура самого материала и края не оплавляются.
В электротехнической промышленности
В электротехнической области станки для гидроабразивной резки находят применение для:
- производства деталей из слюды и композитных материалов;
- резки электротехнической стали, трансформаторного железа, меди и всевозможных сплавов;
- раскроя аморфных металлов;
- работы с резиной, пластиком, целлюлозой.
В авиационной и аэрокосмической промышленности
Гидроабразивные станки стали незаменимы для выполнения следующих задач:
- изготовление пространственно сложных деталей из титана, алюминия, циркония и разных сплавов;
- раскрой композитных материалов без нарушения структуры и расслоения;
- производство элементов со сложным контуром;
- выполнение замкнутых сложных вырезов в листовых заготовках.
В инструментальном производстве
Использование гидроабразивной технологии в инструментальном производстве позволяет осуществлять обработку стали, сплавов, а также материалов, обладающих повышенной твердостью. С помощью такого оборудования изготавливаются элементы пресс-форм, штампы, различный монолитный мелкий инструмент, сложные детали и технологическая оснастка.

Система приводов станка
Станок оснащен консольной конструкцией с приводом ременного типа для перемещения осей. Привод ременных передач прост в эксплуатации, легко заменяется при поломки и идеально приспособлен для обработки на станках гидроабразивной резки, так как устойчив к воздействию абразивного материала на подвижные части привода.
Для увеличения точности перемещения режущей головки на станок устанавливают линейные индуктивные датчики, что позволят достичь точности позиционирования ±0,001 мм. Перемещение происходит по направляющим линейного типа, что позволяет обеспечить высокую точность позиционирования, плавность хода и сокращение времени на перемещения.
Выносной пульт с маховиком
Для работы на станке удобным является использование маховика и выносного пульта. Это устройство позволяет выполнять поправку или настройку, максимально качественно и быстро.
Бак с абразивом
Устройство бака позволяет пополнять абразив даже во время работы гидроабразивного оборудования, что позволяет значительно сэкономить время.
Бак оснащен датчиками уровнем используемого материала.
Аппарат контролирования постоянного зазора струи резки
Этот аппарат при помощи специального датчика контролирует оптимальное расстояние между обрабатываемым материалом и соплом, в результате этого получается наиболее качественный рез и не позволяет столкнуться подающему смесь соплу с материалом, тот который мы обрабатываем.
Поворотная голова
Угол поворота головы позволяет поворачивать в 2-х плоскостях с наибольшим углом наклона до 65 градусов, что практически позволяет выполнить снятие фаски, изогнутую плоскость, и для компенсации конуса во время обработки. При обработке сложных плоскостей машина работает с 5-ю координатами.







Система сканирования материала
В процессе обработки деталей на станках гидроабразивной резки появляется проблема, связанная с неровной поверхностью обрабатываемого материала.
Для устранения этой проблемы, на оборудование возможна установка лазерной или ультразвуковой системы сканирования материала. Данная система производит сканирование материала перед обработкой с определенным интервалом, что предоставляет возможность поддерживать заданный зазор в процессе обработки материала и помогает обеспечить высокую точность обработки. При изготовлении маленьких деталей возможно сканирование только точек вреза.
Датчик контроля количества абразива
Контрольный датчик подачи абразива позволяет выполнить проверку подаваемого абразивного материала и количество во время обработки, что предполагает произвести рез без постоянного присутствия рабочего у станка, и даже остановить процесс обработки в результате попадания в режущую головку посторонних предметов или материалов, таких как остатки материала мешка или иной фракции. Спектр возможных значений задается оператором со стойки ЧПУ и в процессе обработки может быть изменён.
Устройство удаления абразива
На ГАО возможна установка системы для удаления отработанного материала и абразивных частиц, которая состоящая из насоса и бака отстойника. Характерной особенностью этой системы является использование мембранного насоса, который максимально прост в обслуживании и подходит для работы в агрессивной среде. Для простоты работы емкость для использованного абразива оснащена быстросъёмными разъёмами для присоединения шлангов и приспособлена для перемещения краном, тельфером или погрузчиком.
Устройство загрузки материала
Гидроабразивные оборудования оснащаются различными приспособлениями для загрузки обрабатываемого материала. Чаще всего применяются кран-балки с тельферами, с механическими или вакуумными захватами; гидравлические и пневматические подъёмные механизмы с регулируемыми рычагами, поддерживающими материал в наиболее важных точках.
Гидроабразивная резка как незаменимый элемент современного производства
 Современные гидроабразивные станки широко используются в самых различных сферах человеческой деятельности. При этом области применения постоянно расширяются, а модернизация системы позволяет выполнять самую сложную работу. Подобным образом работает и пескоструйный инструмент, который предназначается для качественной и быстрой шлифовки поверхностей.
Современные гидроабразивные станки широко используются в самых различных сферах человеческой деятельности. При этом области применения постоянно расширяются, а модернизация системы позволяет выполнять самую сложную работу. Подобным образом работает и пескоструйный инструмент, который предназначается для качественной и быстрой шлифовки поверхностей.
В свою очередь, гидроабразивный метод позволяет достичь высочайшей точности выполнения раскроя и отсутствия вредных процессов, которые характерны для традиционных способов обработки. В частности, тепловые и механические воздействия лишь иногда проходят без деформации областей, которые окружают место реза. Однако, чтобы достичь успешных результатов приходится вкладывать большие средства для приобретения расходного материала. Но чем выше качество таких частиц, тем успешнее будет результат.
Устройство и принцип работы
Станки для гидроабразивной резки металла состоят из следующих узлов и компонентов:
- корпуса, внутри которого размещены силовые, электронные компоненты, а снаружи расположен защитный кожух, установлена станина;
- насоса для создания струи воды под высоким давлением;
- координатного стола для установки, крепления заготовки;
- бака для заливки воды;
- трубопровода для подачи воды под высоким давлением от насоса к соплу;
- ёмкости для абразивного материала;
- дозирующей системы, позволяющей добавлять в поток воды абразив;
- рабочей головки с соплом;
- привода, перемещающего головку над рабочей поверхностью;
- датчика, обеспечивающего соблюдение расстояния от сопла до поверхности обрабатываемого материала;
- ёмкости для гашения струи, а также сбора смеси отработанной жидкости с абразивом, материалом заготовки.
Для обеспечения непрерывной работы оборудования в баке для абразивных материалов устанавливаются специальные датчики, позволяющие контролировать следующие параметры:
- количество поступающего материала;
- уровень заполнения бака абразивом;
- попадание постороннего предмета в рабочий инструмент, выполняющий аварийный останов работы станка.
Ванна, в которой выполняется резка, имеет следующие особенности:
- нержавеющие съёмные опоры;
- быстро заменяемые рёбра для поддержки заготовки;
- система контроля уровня воды, позволяющая выполнять резку деталей, полностью погружённых в неё.
Принцип действия станка:
- При включении питания насос прямого действия начинает формировать поток воды, направляемый по трубопроводу к соплу.
- Вода при прохождении через сопло ускоряется до 1–1,2 км/с, а затем попадает в камеру, в которую подаётся абразивный материал, захватывая его.
- Готовая смесь воды и абразива подаётся в специальную рабочую головку, а затем под высоким напором выходит из неё, соприкасается с поверхностью заготовки, прорезает её.

Принцип действия гидроабразивной резки
Ванна станка
Несущие части станка выполнены из сталей не подвергающихся коррозии и могут легко быть поменяны в случае их поломки и выхода из строя. Для базирования, обрабатываемого материала, на несущие опоры закрепляют быстросъемные ребра, это дает возможность максимально защищать детали станка от воздействия гидроабразива.
Для защиты от образующейся пыли и шума в рабочей зоне, ванна станка оборудована системой быстрого наполнения и удаления воды, что позволяет выполнять резание материала, полностью погружённого в воду. Пыль которая образуется в результате работы станка, оседает в жидкости, при этом уровень шума при резании составляет не более 70 Дб.
Что такое гидроабразивная резка
Как явствует из самого названия данного процесса, гидроабразивная резка связана с двумя основными компонентами: водой («гидро» – от греч. hydor вода) и абразивом, в роли которого в данном случае выступает гранатовый песок.
Производится такая резка специальным станком, принцип работы которого вкратце можно описать следующим образом. Вода подаётся в мультипликатор – насос высокого давления, который сжимает её под давлением в 4000 атмосфер (и выше). После чего она проходит сквозь водяное сопло тонкой струёй (0,2-0,3 мм в диаметре) и попадает в смесительную камеру. В ней вода смешивается с вышеупомянутым абразивом и выходит через высокопрочное сопло (диаметр которого будет зависеть от требуемого диаметра струи – он может быть от 0,6 до 1,2 мм). Из данного сопла струя подаётся со скоростью порядка 1000 м/сек прямо на поверхность того материала, который подвергается резке.
Таким образом, резка производится струёй воды, смешанной со сверхпрочными микрочастицами, которая подаётся под очень высоким давлением. Эта технология обладает целым рядом преимуществ, за счёт которых данный вид обработки материалов обрёл широкую популярность, позволяющую открыть на гидроабразивной резке рентабельный бизнес.