Различаем оцинкованную и неоцинкованную стали
И нержавейка, и оцинковка характеризуются хорошей стойкостью против коррозии, поэтому при небольших сроках эксплуатации сооружений (до 10 лет) меньшая цена оцинкованной стали может стать решающим выбором. Иное дело, если конструкция рассчитывается на менее длительное время применения, и возникает резон использовать обычную сталь. В таких случаях может потребоваться отличить оцинкованную сталь от неоцинкованной.
Разницу между обычной и оцинкованной сталью поможет установить простой тест:
- Готовим раствор из трёх частей поваренной (не йодированной!) соли и одной части тёплой воды.
- Окунаем в раствор чистую тряпку/тканевую салфетку и протираем ею поверхность испытуемой стали.
- Выдерживаем образец в течение суток в обычном помещении при комнатной температуре (на солнце оставлять нельзя).
- Осматриваем образец: если на нём не проявляются следы ржавчины, а фактура поверхности неоднородна на обработанных и необработанных участках, то перед вами – оцинкованная сталь.
Области применения оцинкованных конструкций
- Строительные работы разного профиля: дорожное, мостовое, строительство зданий и сооружений.
- Нефтедобыча и нефтепереработка.
- Газодобывающая и газоперерабатывающая промышленность.
- Энергетическая сфера.
- Связь.
- Автомобилестроение.
- Сельское хозяйство и другие направления.

Метод применим для конструкций, которые эксплуатируются в разных условиях
- Опоры высоковольтных линий передач.
- Опорные металлические конструкции мостов, трубопроводов.
- Различное оборудование.
- Задвижки и запоры гидротехнических систем.
- Каркасы домов и заграждений.
- Сваи, поддерживающие перекрытия различного типа.
- Лестничные ступени и пролеты.
- Трубы различных систем, в том числе вентиляционных.
- Корпуса кораблей.
- Памятники и архитектурные сооружения.
Виды и технологии цинкования
На текущий момент цинкование производится несколькими способами, и конкретный метод выбирается с учетом назначения и размеров деталей, технологических возможностей как модернизируемых, так и вновь создаваемых предприятий, наличия соответствующего технологического оборудования, квалификации инженерно-технического и основного производственного персонала:
- холодное цинкование;
- горячее цинкование;
- гальваническое цинкование;
- газотермическое цинкование;
- термодиффузионное цинкование.
Ниже рассмотрена каждая из технологий цинкования, а также приведена информация о ее достоинствах и недостатках.
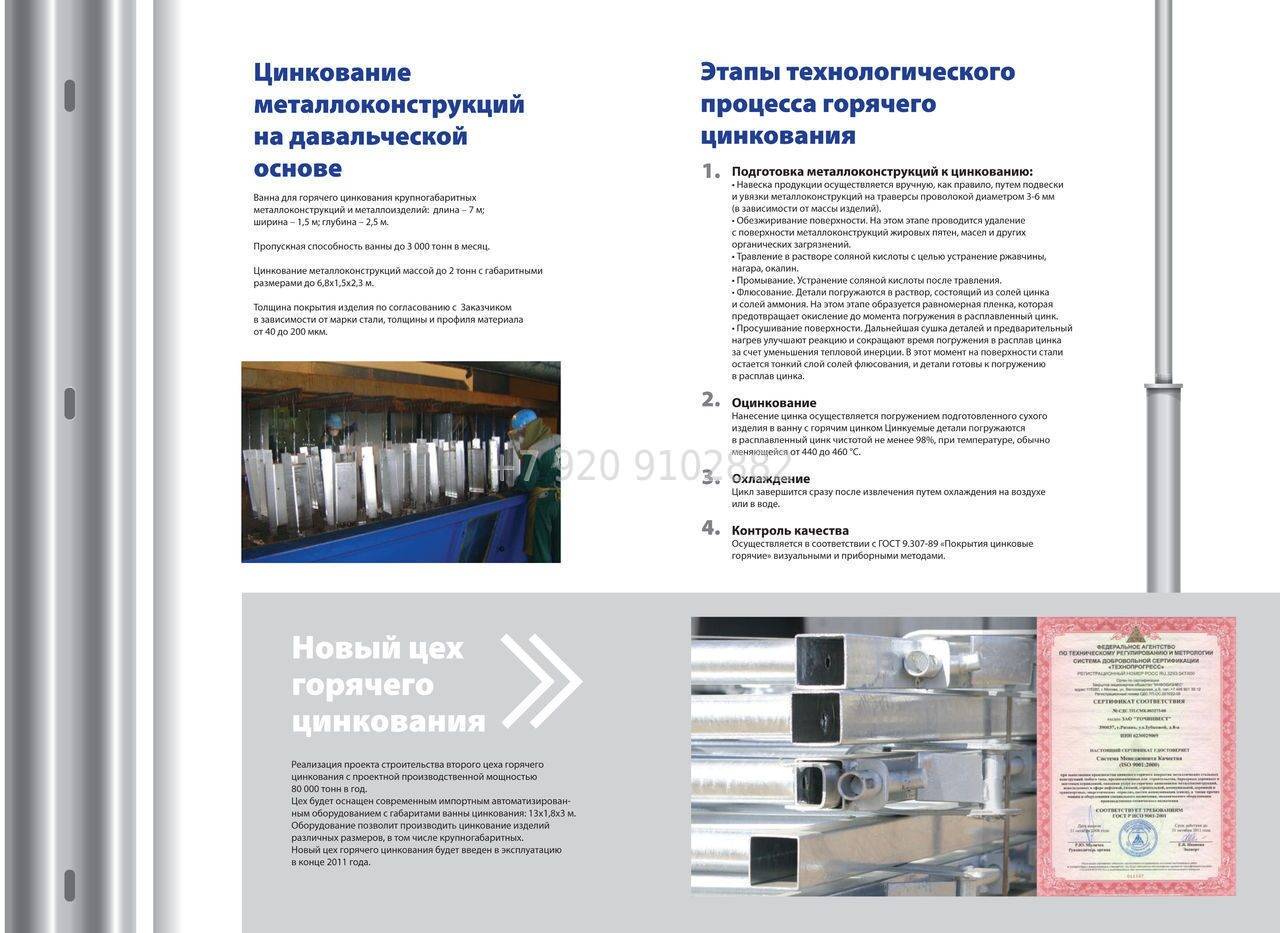
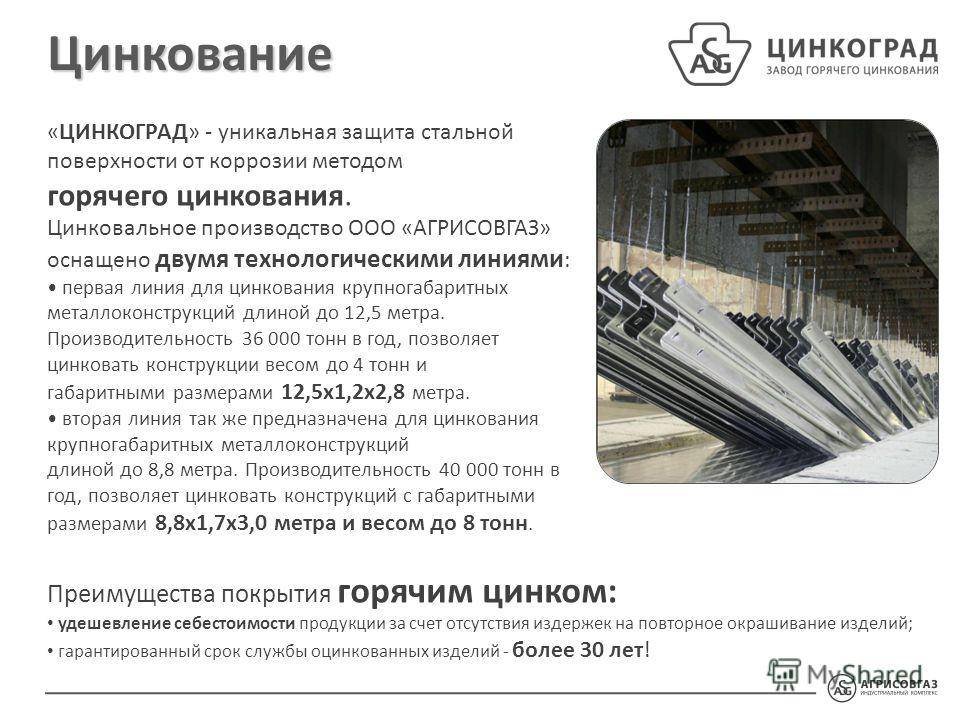
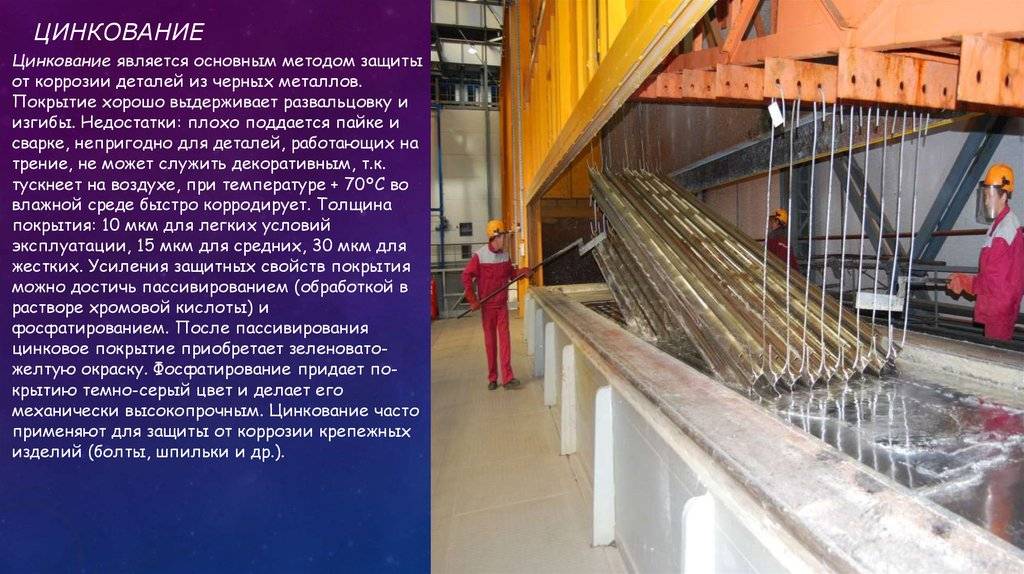
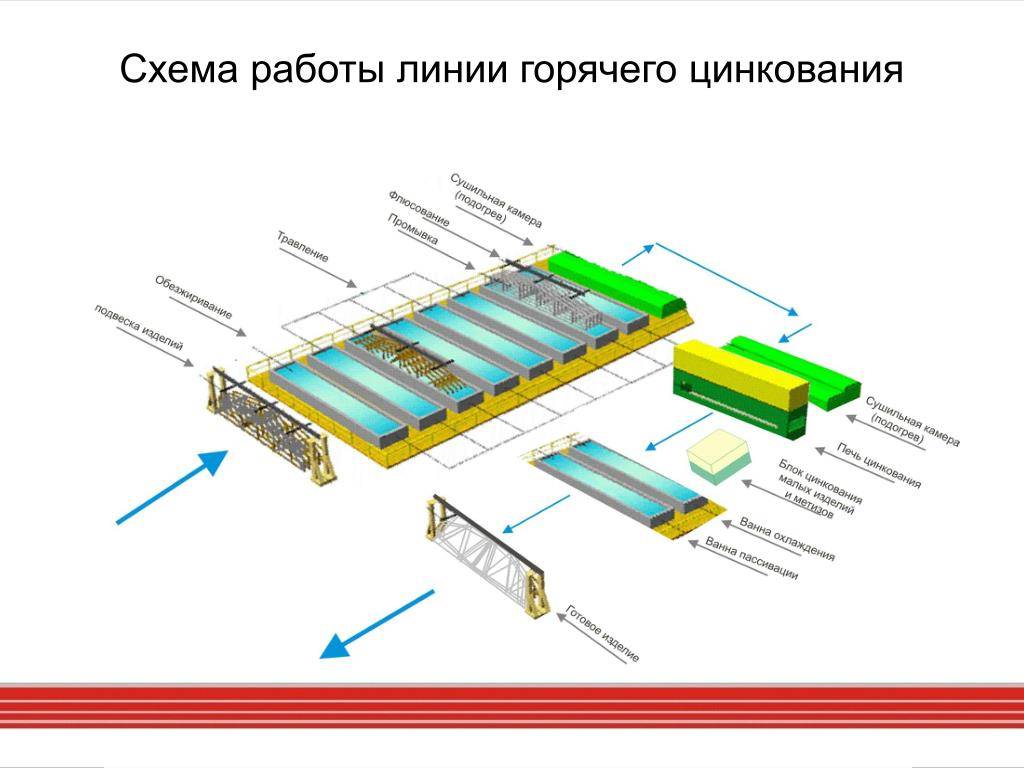
Горячее цинкование
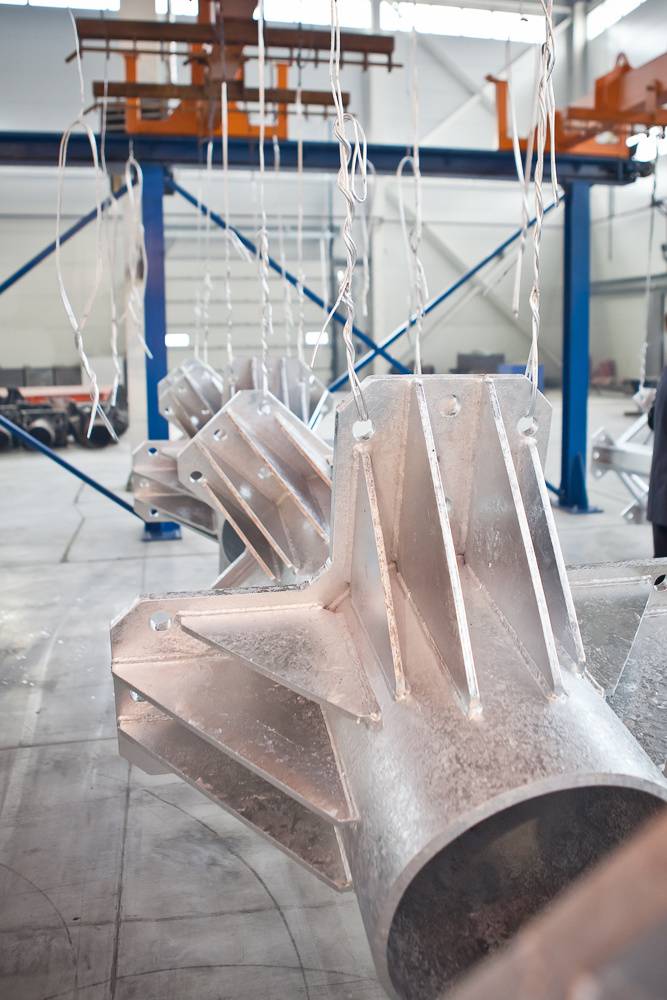
Технология горячего цинкования предусматривает покрытие металла (обычно железа или стали) слоем цинка для защиты от коррозии путём окунания изделия в ванну с расплавленным цинком при температуре около 460°C. Под атмосферным воздействием чистый цинк (Zn) вступает в реакцию с кислородом (O2) и формирует оксид цинка (ZnO), с последующей реакцией с диоксидом углерода (CO2) и формированием карбоната цинка (ZnCO3), обычно серого матового, достаточно твёрдого материала, останавливающего дальнейшую коррозию материала.
Высокое качество нанесенного покрытия, которое сможет защитить металл от коррозии на срок от 20 до 50 лет, можно получить только в случае правильной подготовки и обработки металлических поверхностей при строгом соблюдении последовательности технологического процесса.
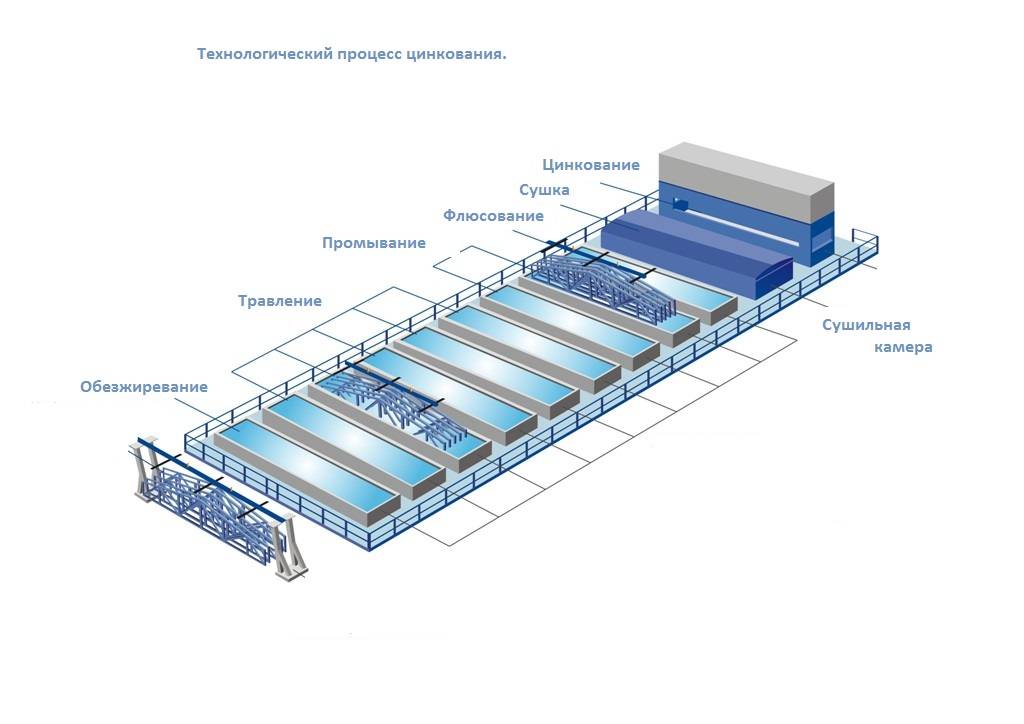
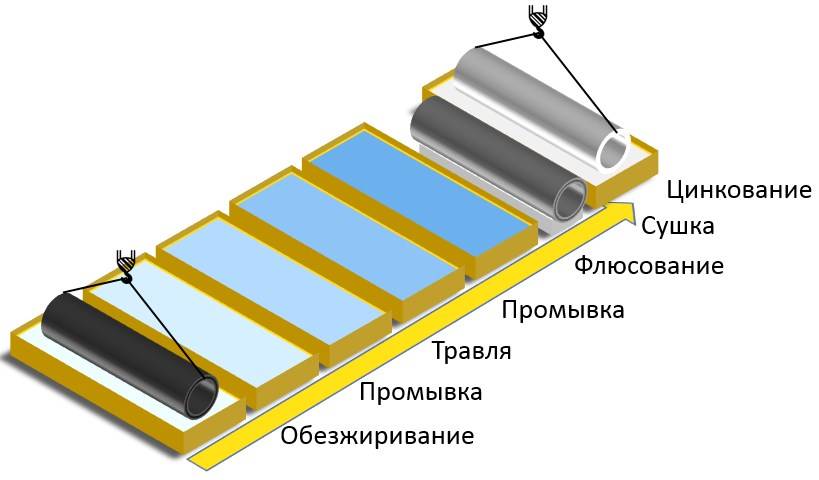
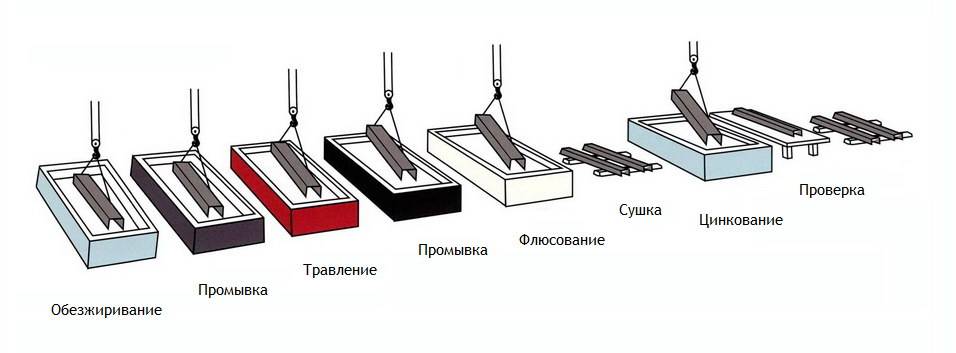
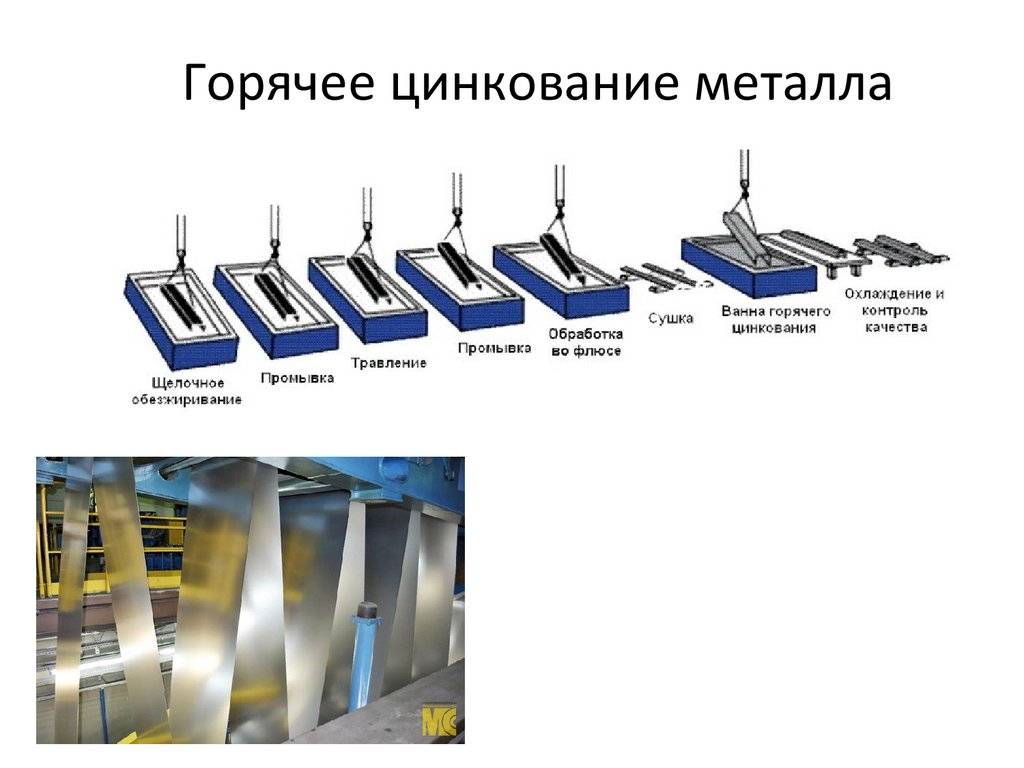
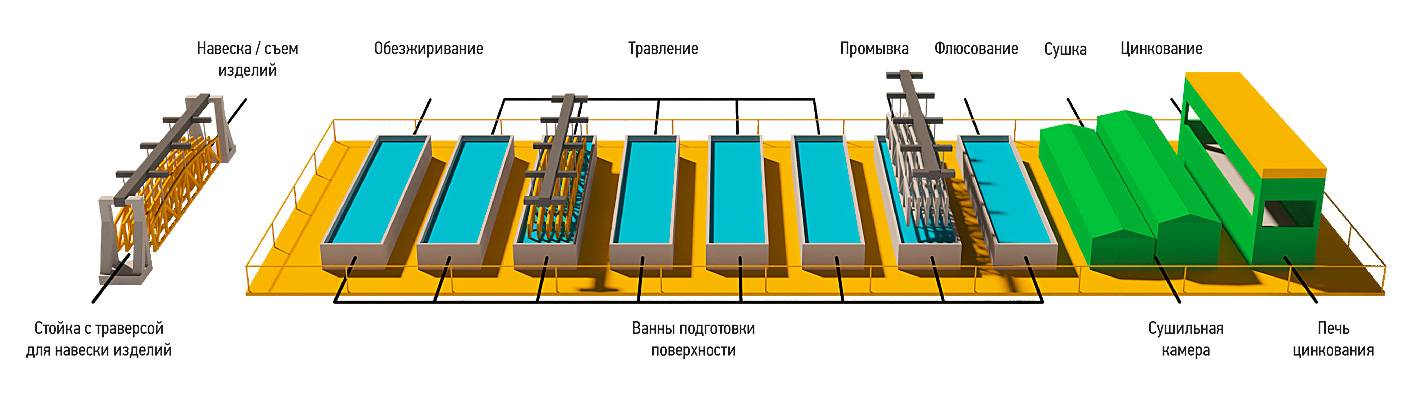
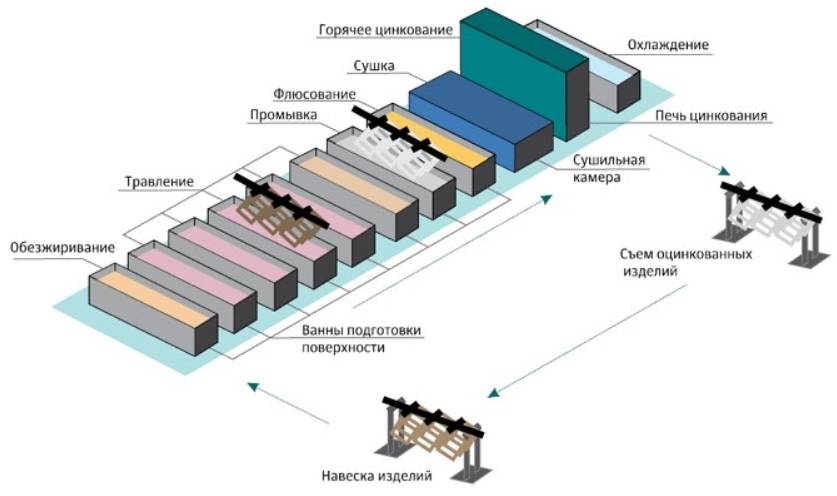
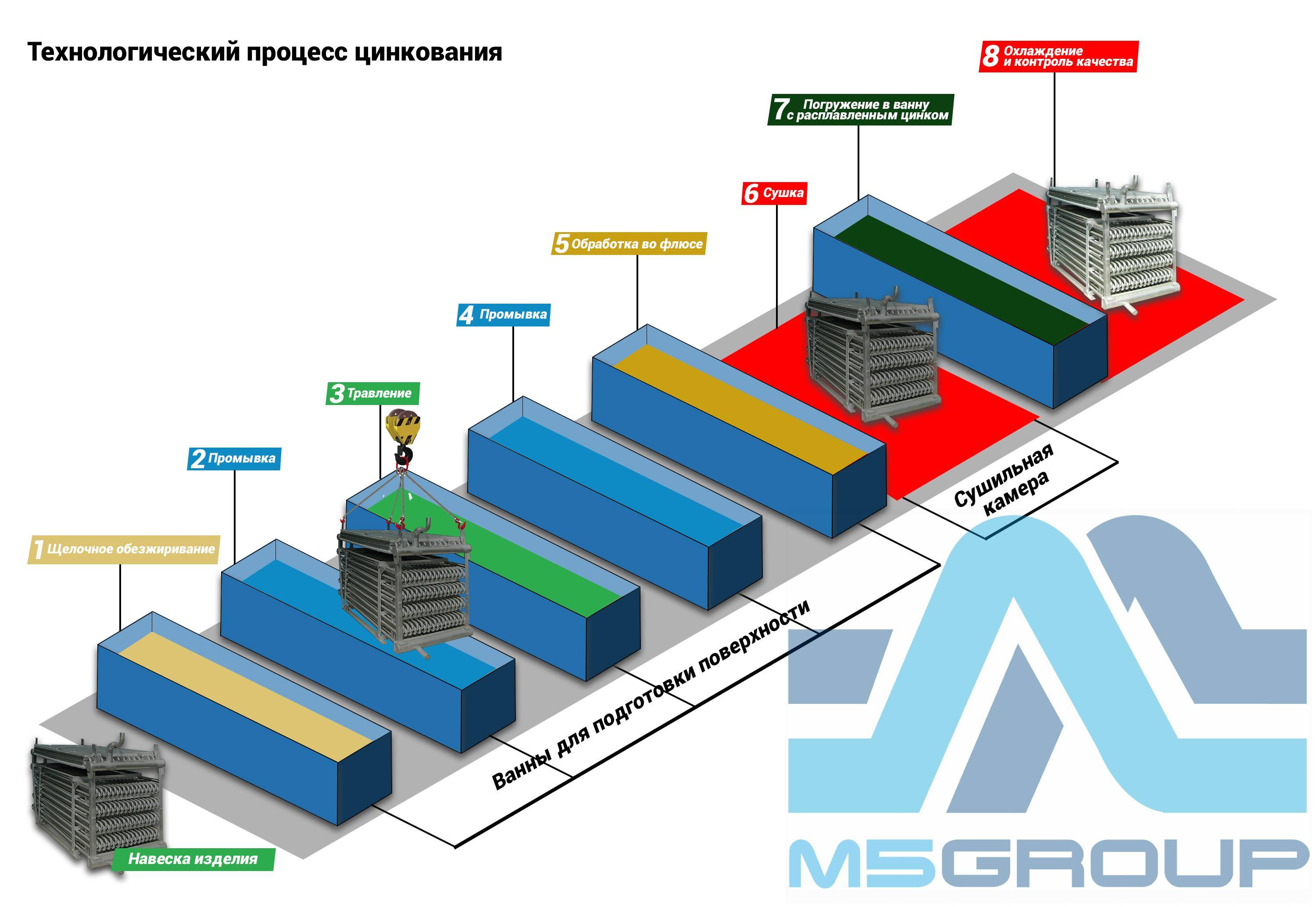
Последовательность технологических этапов цинкования горячим способом приведена на нижеследующем рисунке.
Детальное описание каждого из технологических процессов приведено ниже.
Обезжиривание
Процедура удаляет с поверхности деталей загрязнения (например, масла). Проводится при температуре от 60°C до 80°C с применением обезжиривающих реагентов, выбор которых определяется в зависимости от вида загрязнения. Обезжиривание исключает расслоение цинкового покрытия после его нанесения.
Промывка
Удаление с поверхности изделий пены и жирных составов, которые оседают на металле после ванны обезжиривания.
Травление
Очистка поверхностей изделий путем удаления с них ржавчины (при хранении в недопустимых условиях) или окалины (образуется после горячей обработки). Операция проводится в температурном режиме от 20°C до 25°C с применением соляной кислоты в концентрации 120 – 210 г/л. Благодаря этому обеспечивается высокая растворимость хлоридов железа. Чтобы предупредить водородное насыщение и добиться удаления с поверхности только гидроксилов и окислов, раствор соляной кислоты рекомендуется дополнять ингибиторами.
Повторная промывка
Чтобы нейтрализовать остаточные следы кислоты, а также для удаления солей, требуется повторная промывка деталей. Применение сразу нескольких промывочных ванн оптимизирует процесс промывки и одновременно сократить расход воды.
Флюсование
Это заключительный процесс подготовки поверхности деталей, на которых при промывке могли вновь появиться оксиды железа. Флюсование предупреждает последующее окисление металла за счет образования на поверхности пассивированной пленки флюса, а также гарантирует высокую степень смачиваемости расплавленным цинком.
Обработка проводится при температуре 60°C с использованием концентрированного раствора флюса 400 – 600 г/л, состав которого включает хлорид аммония и хлорид цинка. Очистка выполняется с добавлением перекиси водорода, которая постоянно осаждает соли трехвалентного железа на дно ванны. Впоследствии осадок поступает в систему отстаивания и фильтрации.
Предварительный нагрев и сушка
На данном этапе с поверхности изделий удаляются остатки влаги, что позволяет исключить выплескивание цинка парами воды при обработке пустотелых элементов в момент погружения деталей в печь и их деформации. Операция способствует нагреву металла до 100°C, увеличивая эффективность печи, экономит энергию и снижает себестоимость цинкования.
Поскольку сушка занимает больше времени, нежели горячее цинкование металла, целесообразно в сушильной печи предусмотреть минимум 2 камеры.
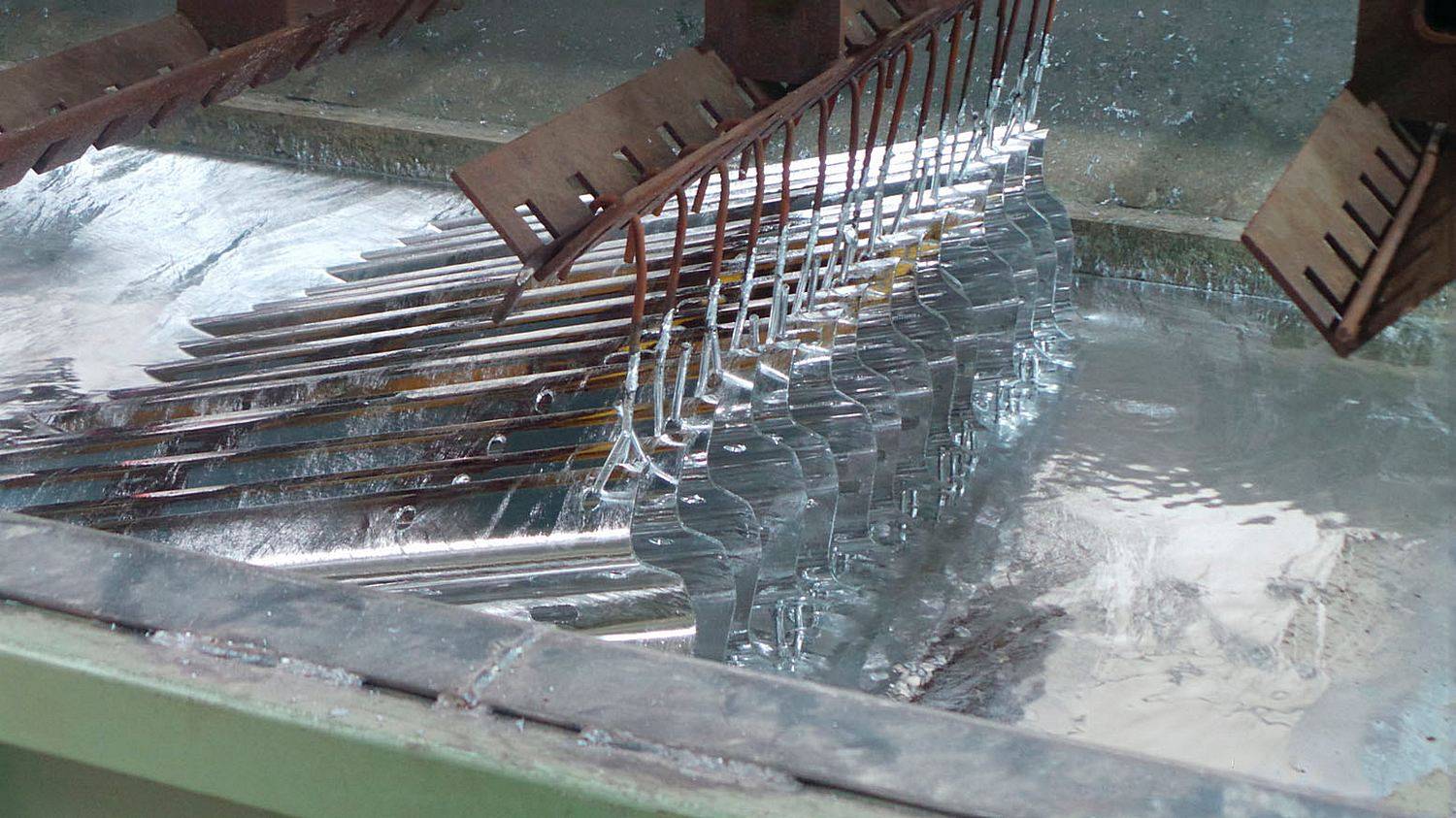
Цинкование
Цинковый сплав наносят на поверхность металла при температуре от 445°C до 460°C, что уменьшает появление оксидов, штейна и других образований. Вытяжка отходящих газов происходит благодаря системе аспирации и фильтрации.
Охлаждение
Чтобы горячий цинк остыл, перед упаковкой детали охлаждают естественным путем (на открытом воздухе). Процедуру проводят на местах хранения проката, совмещенных с участком ОТК.
Горячее цинкование подразделяется на «сухое» и «мокрое» в зависимости от состояния и вида флюса, а также от того сухая или влажная поверхность детали при погружении его в цинковый расплав. При «мокром» цинковании мокрые травленые стальные листы погружают в цинк через расплавленный флюс, находящийся на поверхности ванны. При цинковании «сухим» методом детали после травления и промывки погружают в раствор флюса, который находится в отдельной ванне. На выбор способа цинкования влияет вид цинкуемого изделия, требования к толщине и пластичности цинкового покрытия. «Мокрый» способ чаще всего применяют для цинкования штучных изделий, а «сухой» – для цинкования крупногабаритных деталей, стальных конструкций, а также для непрерывного цинкования полосы и проволоки.
Преимущества горячего цинкового покрытия
- Пирогенные свойства цинка существенно снижают риск возгораний. Полученное методом горячего цинкования покрытие значительно превосходит в этом отношении специальную краску или пластик;
- В результате погружения металлического элемента в расплавленный цинковый раствор возникает сложная химическая реакция, способствующая формированию сплава железа и цинка. Вновь образованное покрытие намного глубже проникает в труднодоступные участки, придает конструкции устойчивость к физическим воздействиям;
- Незначительные повреждения цинкового покрытия (например, царапины) не снижают его защитных свойств, металл по-прежнему будет предохранен от коррозийных процессов даже в поврежденном месте;
- Значительное увеличение, по сравнению с другими методами обработки, срока службы изделия и его надежности.
предлагает услугу горячего цинкования по низким ценам в Москве и Московской области. Качество работ обусловлено обязательным выполнением следующих условий.


Во-первых, предварительно изделие подвергается пескоструйному очищению, обезжириванию и кислотному травлению.
Во-вторых, обрабатываемая поверхность покрывается флюсом.
В-третьих, строго соблюдается последовательность технологических действий и технических требований обработки от начала процесса до выемки изделия из ванны с расплавленным цинком.
Проделанная работа
В ходе реализации проекта специалистами компании ИВЕСС выполнен комплекс работ по проектированию и изготовлению оборудования и применены технические решения, позволившие выполнить все установленные требования Заказчика:
- Оказана помощь Заказчику в определении требований к производственной линии и технологии с учетом производительности, номенклатуры, габаритных размеров и массы изделий, типов покрытия, методов обработки и производительности;
- Разработаны и применены оптимальные проектно-технологические и конструкторские решения, направленные на минимизацию расходов сырья, материалов, тепловых и энергетических ресурсов;
- Спроектирован и передан на изготовление Заказчику комплект специализированной технологической оснастки;
- Разработана технология и технологический процесс гальванопокрытий: подобраны составы рабочих растворов и электролитов процессных ванн с указанием производителей реагентов, режимы ведения процесса, требуемые расходы энергоносителей, предоставлены рекомендации по количеству рабочего персонала линии с указанием квалификации;
- Выполнены конструкторские работы по созданию основного и вспомогательного емкостного оборудования с применением специализированных программ, что обеспечивает оптимальную конструкцию гальванических ванн, согласно международным стандартам качества;
- Разработана требуемая конструкторская и технологическая документация;
- Разработаны и предоставлены Заказчику требования к строительной части проекта;
- Выполнено изготовление и комплексное оснащение технологического оборудования с применением конструкционных материалов и комплектующих ведущих мировых производителей;
- Разработано программное обеспечение автоматизированной системы управления производственной линией;
- Выполнены монтажные и пуско-наладочные работы, ходовые и производственные испытания оборудования линии, проведено обучение производственного персонала.
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
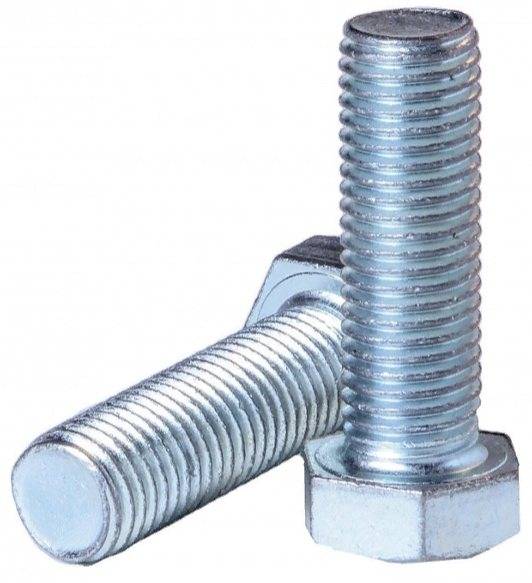
Производство оцинкованных болтов
Технология покрытия болтов горячим цинком включает ряд этапов. Коротко рассмотрим их.
- Подготовительный этап. С поверхности крепежных элементов тщательно удаляется грязь и оставшееся от предыдущих технологических операций масло. Делается это путем погружения стальных болтов в кислый либо щелочной обезжиривающий раствор.
- Процесс горячего оцинкования. Корзина с крепежными деталями на 5 – 10 минут помещается в емкость с расплавленным цинком, имеющим температуру около 460°С. После оцинкования для избавления излишков этого металла с болтов используется центрифуга.
- Охлаждение. Оцинкованные детали затем подвергаются закаливанию в воде, либо охлаждаются на воздухе. Последний вариант более положительно сказывается на состоянии поверхности крепежных элементов.
- Контроль качества. Специалисты ОТК по завершению процедуры оцинкования проводят следующие действия: — осматривают болты; — проверяют толщину нанесенного защитного слоя; — проверяют качество поверхности.
В результате горячего оцинкования болты становятся матово-серого цвета. Толщина покрытия, созданного по такой технологии, колеблется в диапазоне 40…60 микрометров.
Завод горячего цинкования: новое оборудование и дедовские секреты
— Для России это новая технология?
— Не новая, но и не отработанная. В Европе этот метод применяют уже более 100 лет, а в России – лишь около 10 лет. Дело в том, что в СССР металл для защиты от ржавчины предпочитали не цинковать, а красить. Считалось, что это проще и дешевле. Это не всегда дешевле и уж точно не надежнее. В итоге у нас цинковать начали не так давно, хотя предприятий, занимающихся этим в России уже достаточно много.
— А где может применяться горячее цинкование?
— Где угодно – в любых металлических изделиях, которые по габаритам помещаются в ванну с цинком. На Западе вообще цинкуют все, что возможно, – от садовых скамеек до строительных металлоконструкций. Наших строителей пока не обязывают использовать оцинкованные детали, но, я думаю, это уже не за горами. Вообще, эта технология в ближайшие годы в России получит самое широкое применение.
Дедовские секреты из Германии
— Ваше предприятие привнесло в отрасль что-то новое в пределах России?
— Да. У нас, прежде всего, свой подход к оборудованию. Горячее цинкование – это три технологических элемента: подъемные механизмы, линия химподготовки металла и, собственно, ванна для цинка. В мире нет ни одного производителя, который делал бы все это сразу, причем, качественно. В России предпочитают обращаться к итальянским инжиниринговым компаниям, которые подбирают уже готовые решения.
В итоге получается, что в таком комплексе или что-то не работает или характеристики не соответствуют заявленным. Мы пошли другим путем – объехали множество заводов в Европе, сами занимались инжинирингом и нашли немецкое оборудование. Там три разных производителя, но все они из Германии. Как ни странно, техника оказалась дешевле итальянской, но нас устраивает больше.
— Помимо оборудования, есть какие-то новшества?
— Да, есть еще кадровый вопрос. Как вы понимаете, в России этому никого нигде никогда не учили, и специальностей таких нет. Те, кто этим занимается, все осваивали сами. Мы же пригласили руководителя производства из Германии – у него за плечами 20-летний собственный опыт и знания, накопленные за более чем 100 лет использования технологии в Европе.
Этот человек владеет такими «дедовскими секретами». С его помощью мы, например, научились оцинковывать металлические кабель-каналы. Они тонкие и при погружении в ванну с цинком обычно деформируются. Вот как раз опыт немецкого специалиста и подсказал, как этого избежать.
— Вы рассчитываете перенять опыт за счет одного человека?
— Согласно контракту, он не только руководит производством, но и обучает других людей. Мы сейчас как раз подбираем двух первых кандидатов, которые в течение года будут у него учиться. Таким образом, мы сформируем круг компетентных специалистов, которые, в свою очередь, будут работать и учить других.
Оцинковка для «Газпрома»
— Зачем вообще группе понадобился завод горячего цинкования?
— Основная продукция «ЭЛСИ» – опоры для линий электропередач. Это металлические конструкции и, согласно требованиям наших заказчиков, таких как «Газпром» и «Роснефть», они должны быть защищены от коррозии методом горячего цинкования. Никаких красок, никакого цинкования другими способами – этого они не принимают.
Требования к надежности покрытия и контролю основного металла
Проверке подлежат 2 – 5% продукции из партии, но не меньше 3-х единиц. Контролю продукции единичного производства подлежат все изделия. Перед нанесением защитного покрытия указанные изделия проходят проверку на предмет соответствия нормам, которые предъявляются к конструкции и качеству поверхности основного металла.
Полуфабрикаты (трубный прокат, проволока и т.д.) подлежат входному контролю, предполагающему проверку деталей на соответствие нормам, которые предъявляются к конструкциям и качеству поверхности основного металла, а также требованиям, которые регламентируют нормативно-технические документы на поставку.
После нанесения проводится проверка цинкового покрытия по нескольким параметрам таким, как толщина, внешний вид и прочность сцепления. Проверке подлежат все партии товара (под партией понимают единицу груза, который включает одно и более единиц с идентичными параметрами, которые относятся к одному заказу). При этом контролю подлежат изделия, на которые слой цинка нанесли в течение одной рабочей смены с погружением в одну и ту же ванну.
Контроль прочности сцепления и толщины покрытия выполняется в отношении следующего металлопроката:
- Сварные механизмы в объеме до 5% от партии, но не меньше 1 единицы;
- Части стальных деталей в объеме до 1% от партии, но не меньше 2 единиц;
- Крепежные элементы с резьбой в объеме до 0.5% от партии, но не меньше 3 единиц.
Для проведения проверок используются методы статистического контроля горячего цинкования по ГОСТ 18242. В России действуют следующие стандарты ГОСТ Р 50779.71-99 и ГОСТ Р ИСО 2859-1-2007.
Проверку толщины оцинкованного покрытия по металлографической методике контроля разрешено выполнять только на одном изделии из партии.
Конструкции, на которых проверка выполнялась с применением разрушающих методов, допускается представлять к приемке по завершению работ по восстановлению покрытия.
Проверке внешнего вида оцинкованного покрытия подлежат все 100% изделий.
Контроль толщины покрытия
Проверка этого параметра осуществляется до проведения дополнительной обработки покрытия (использование консервационных смазок, хроматирование, др.). Для проведения неразрушающего контроля используются специальные измерительные приборы, в которых допустимая доля погрешности не превышает ±10%.






Контроль толщины слоя проводится только на поверхностях без резьбы и накатки на расстоянии минимум 5 мм от углов, ребер, соединительных участков и отверстий. Проверка толщины покрытия на элементах и узлах с резьбовым соединением для крепежа осуществляется на торцах гаек и головках болтов.
Если результаты проверки были неудовлетворительными, согласно требованиям ГОСТ, проводится повторный контроль указанных параметров. При этом тестированию подлежит удвоенное количество изделий. Если повторный контроль также дал отрицательные результаты, браком считается вся партия деталей.
Проверка содержимого ванны при проведении горячего цинкования выполняется по требованию клиента. Процедура проводится до извлечения деталей из ванны.
Холодное цинкование металлоконструкций
Оцинковка холодным способом представляет собой покрытие металлоконструкции специальными средствами, основной составляющей которых является цинк. В результате образуется цинковое покрытие, обладающее защитными антикоррозийными свойствами.
Существует 2 вида холодного оцинковки:
- Гальваническое. Процесс нанесения цинкового слоя происходит путём электролиза. Таким способом можно получить покрытие толщиной не более 20 мкм. Зачастую изделия, обработанные гальванической оцинковкой, используются в неагрессивной среде.
- Обработка цинкосодержащим грунтом. Смесь состоит из большей части цинкового порошка (примерно 80%) и наполнителя. При данном способе возможно получить цинковый слой толщиной 50 мкм. Холодное цинкование незаменимо для нанесения покрытия на крупногабаритные конструкции, где по техническим причинам невозможно обработать поверхность горячим цинком. К таким изделиям относятся мосты, нефтепроводы, железнодорожные конструкции и т. д.
Чем различается холодное и горячее цинкование?
Подведем итоги, в чем разница горячей и холодной обработки цинком:
Способ защиты от коррозии. При горячей оцинковке конструкции погружаются в специальные ванны. Холодное цинкование можно осуществлять инструментами для лакокрасочных смесей, к примеру, валики, пульверизаторы, кисти.
Температура. Для обработки горячим цинком обязательно нужна высокая температура. Цинк расплавляется до 460 градусов, после чего в него погружают изделия. Холодное цинкование происходит при комнатной температуре.
Внешний вид. При горячем цинковании затруднительно сохранить эстетический внешний вид металлоконструкций. На изделии образуются наплывы цинковых смесей. Такой способ не подойдет для декоративных целей. Холодное цинкование предполагает аккуратное нанесение кисточкой или другими атрибутами для лакокрасочных материалов
При осторожном равномерном нанесении слоя можно добиться улучшенного внешнего вида. Кроме того, цвет, получаемый при холодном цинковании, выглядит более презентабельно.
Удобство нанесения
Металлические изделия, обрабатываемые горячим цинкованием, помещаются в специальные ванны определенных размеров. Если металлоконструкции крупных габаритов, для изделия подойдет только холодный способ, не требующий специальных технических приспособлений.
Горячее цинкование подходит для изделий, нуждающихся в мощной защите. Обработанные расплавленным цинком изделия имеют длительные сроки эксплуатации. В обычной среде металлоконструкции могут прослужить до 120 лет. На предприятиях в условиях жесткой эксплуатации, обработанные изделия не теряют первозданного вида в течение 65 лет. Метод горячего цинкования не приемлем в целях придания декоративности конструкции и для крупногабаритных изделий.Возможно Вас так же заинтересуют следующие статьи:
- Горячее оцинкование
- Рекомендации по дизайну изделий, подготовленных к горячему цинкованию
- Доменный процесс печи
- Зависимость толщины покрытия от скорости погружения в ванну
- Законы Фика | Основы диффузии
comments powered by HyperComments
Методы цинкования металла
Существует несколько методик цинкования металла, которые имеют своими особенностями. Выбранный метод существенно влияет в той или иной степени на получаемый результат, так как в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
Методы цинкования отличаются между собой следующими свойствами:
Толщиной защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
Равномерностью толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, для опоры ЛЭП не имеет значение, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих отверстия, резьбу и фаски – равномерность слоя цинка крайне важна.
Прочностью удержания защитного покрытия на металле — этот параметр сильно зависит от того, каким методом было выполнено цинкование. Так, например, при рассмотренном далее горячем цинке, он не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
Внешним видом оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
Стойкостью к механическим повреждениям — чем данный параметр выше, тем дольше продержится защита на изделиях, которые подвергаются тем или иным физическим нагрузкам и агрессивным факторам.
Способностью к самовосстановлению — это способность зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
Коррозионной устойчивостью — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.

В современной промышленности наибольшей распространённостью различают следующие технологии цинкования:
Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Рассмотрим основные достоинства, недостатки и технологию горячего цинкования
Цинкование металла своими руками
Методы цинкования в своем большинстве — это производственные способы, требующие промышленного оборудования и специальной обработки металла.
Некоторые из них доступны умельцам в мастерских. Чаще всего говорят о «гаражном цинковании, поскольку именно они нуждаются в восстановлении деталей и узлов автомобилей.
Наиболее доступный метод – холодная оцинковка.
Существует возможность гальванической обработки деталей. Она позволяет формировать на поверхности изделий узоры и декоративные элементы.
Гальваническое цинкование своими руками
Для работы с таким методом необходим электролит. Это может быть хлорид цинка (ZnCl), соляная кислота (HCl), Сульфат цинка (ZnSo4)
Составы требуют максимума осторожности, химические компоненты имеют тенденцию взрываться или вступать в непредвиденные реакции
Цинковый состав предполагает добычу цинка из солевых батареек, металлических оцинкованных предметов, предохранителях советского производства, или покупку на авто- или радиорынке.
Как работать:
Ванной может стать пластиковая или стеклянная ёмкость.
Анод – пластина из цинка с подведенным плюсовым зарядом.
Обрабатываемая деталь играет роль катода. Она должна быть подготовлена – очищена, обезжирена, активирована. Её располагают равноудаленно от анода.
Источник питания- аккумулятор, блок питания








Предосторожность заключается в том, чтобы не допускать активного кипения. При спокойном процесс длительная гальванизация обеспечит толстый защитный слой цинка.
Холодное цинкование своими руками
Для работы методом холодной оцинковки пригодятся:
- Шлифовальная машинка или металлическая щетка.
- Растворитель.
- Строительный миксер или дрель с насадкой
- Инструмент для покрытия: краскопульт, кисть или что-то подобное.
- Состав для цинкования.
- Защитный костюм.
Последовательность работы:
- Очистка поверхности или удаление прежнего покрытия механически или химическим способом, удаление пыли сжатым воздухом. Обезжиривание.
- Рабочий состав готовят к работе: перемешивают, при необходимости разбавляют.
- Нанесение состава на открытом воздухе в несколько слоев, давая высохнуть в течение 1-2 часов.
- Когда покрытие высохнет окончательно можно наносить финишную краску, лак или эмаль.
Ряд препаратов для холодного цинкования продается в соответствующих магазинах.
Часть из них устойчива к нефтепродуктам, растворителям, агрессивным средам.
Некоторые варианты специально «заточены» на защиту автодеталей от коррозии, другие направлены на повышение защиты легированной стали.
При выборе обращают внимание на диапазон температур и прочностные свойства
- ЗАЩИТНЫЕ ЦИНКОВЫЕ ПОКРЫТИЯ: СОПОСТАВИТЕЛЬНЫЙ АНАЛИЗ СВОЙСТВ, РАЦИОНАЛЬНЫЕ ОБЛАСТИ ПРИМЕНЕНИЯ. Е. Проскуркин ГП «НИТИ», Украина журнал «Национальная металлургия» сентябрь, октябрь 2005 г.
- Ф.Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987.
- Хасуй А. Техника напыления. Перевод с японского Масленникова С. Л.. М. Изд-во Машиностроение. 1975 г.
- Статья на Википедии про цинкование