Устройства со штриховой плоскостью
Главные части — винтовые, микрометрические детали. Перемещаемая поверхность для измерения (торец винта) соединена с барабаном для отсчета. Его оборот равняется шагу резьбы болта. Стандартным считается шаг в 0,5 мм, барабанный элемент имеет 50, 100 штрихов. Цена отсчетного штриха — 0,01 мм, 0,05 мм. Чем точнее резьбовой элемент (изготавливают с максимальной точностью), тем лучше работает прибор. Микрометрический элемент является отдельной измерительной деталью — головкой.
Она есть в МК разных устройств и типов: нутромерных, глубиномерных, стационарных конструкций. Это главный измерительный узел. В нем болт двигается с барабанным элементом относительно твердо фиксируемой планки с закруткой. Узел чаще оборудован двумя шкалами: круговая (под дробные) и линейная вида (для счета полных вращений болта).
Линейная плоскость со штрихами есть снаружи на стебле. Цена шкаловой черты равняется шагу болта, если он 0.5 мм, то наносят два шкаловых участка со штрихом в 1 мм, они подвинуты вместе на 0,5 мм.
Диапазон винта определяет длину шкалы (обычно это 25 мм). Круговая шкала имеется на скосе барабанного элемента, его торец — указатель для линейной плоскости. Для круговой плоскости указатель — продольная черта на линейной.
Барабан имеет диаметр под деление в 1 мм. Под дробные размерная сетка по кругу иногда использует нониус такой же, как и в штангенциркуле с отсчетом без параллакса.
Нониус имеет размер черты 0,001 мм, его применение целесообразно для считываемых долей сетки, когда она ниже погрешности хода.
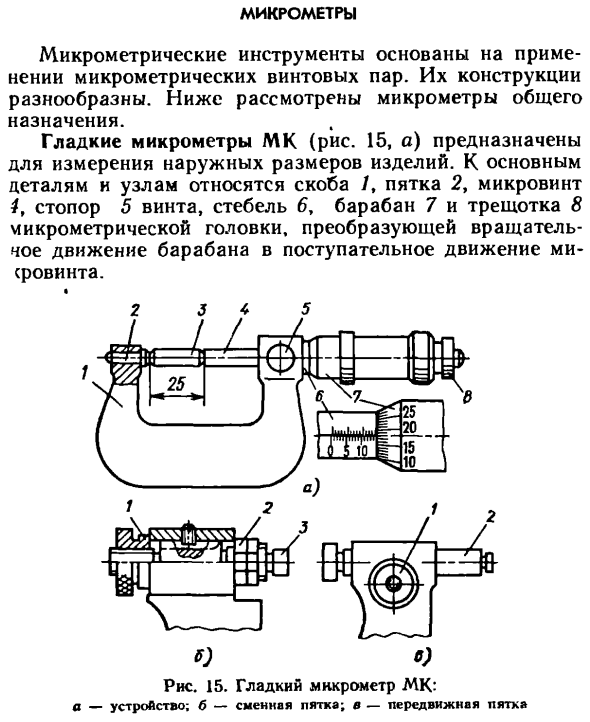
Стабилизирует усилия при измерении специальная конструкция микрометра (барабанная трещотка, фрикцион). Конструкция имеет устройство, стопорящее болт. Плоскости для замеров — параллельные торцевые плоскости на микрометрическом болте с пяткой (она напротив головки), стандартная их ширина — 8 мм. Есть приборы с 100 мм размером, а диаметр рабочих плоскостей делают меньшим (6,5 мм). Приборы с границей снизу от 25 мм имеют установочную меру.
В большинстве цена штриха — 0,01, 0,05 мм, нониус — 0,001 мм. Под диаметры больше 500 мм есть тип микрометра со скобами из трубчатых деталей, изготовленных способом сваривания. Их снабжают теплоизоляцией. Скобы есть с границей замеров в 100 мм, они снабжены сменными концами. Длина может приращиваться на 25 мм, границы их замеров — до 1500 мм. Погрешность для них вычисляют формулой: U = ±(6 + L/75) мкм, где L-максимальная граница замеров в миллиметрах.
Устройство и применение микрометров
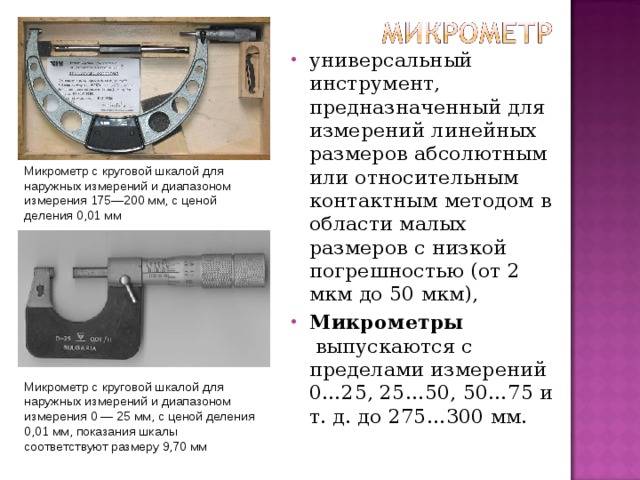
Как универсальный измерительный инструмент применение микрометра возможно в любой области, где необходимо определение линейных размеров с точностью от 2 мкм. Это, в первую очередь, механическая обработка деталей, точная сборка узлов и механизмов, настройка работы промышленного оборудования и мн. другое.
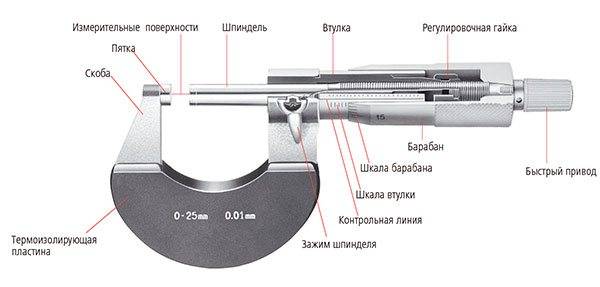
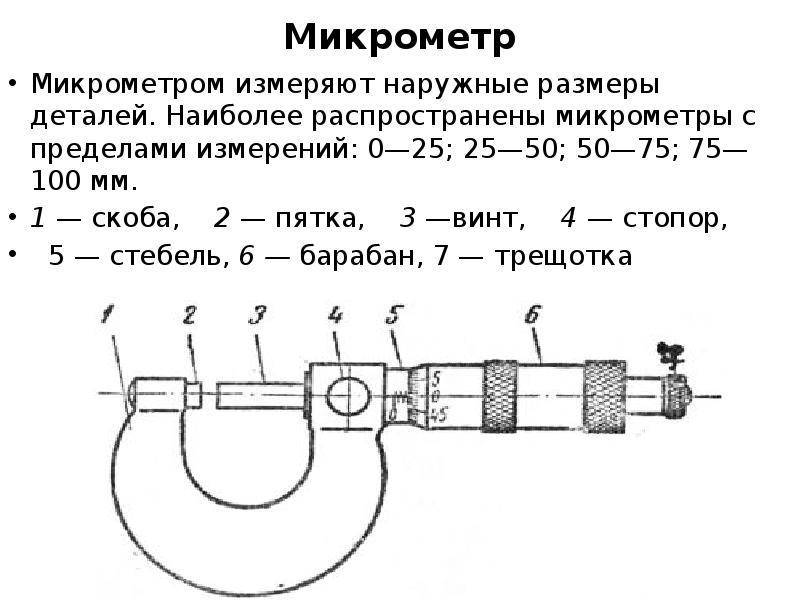
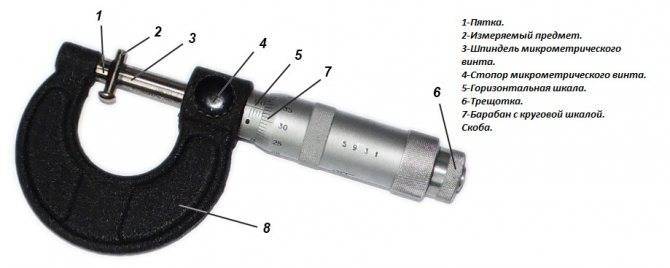
Устройство микрометра достаточно простое, в конструкцию инструмента входит всего три основных элемента:
- Рама в виде полукруга оснащенная опорной стойкой (1) для фиксации измеряемой детали.
- Ручка, оснащенная трещоткой (6), неподвижным стеблем (4) со шкалой и измерительным барабаном (5).
- Винт (2) с неподвижной гайкой (3) для измерения линейных величин.
Замер с помощью микрометра выполняется посредством перемещения винта в неподвижной гайке. По углу оборота винта и определяется перемещение и рассчитывается линейный размер. Количество полных оборотов указано на стебле, доли – по круговой шкале на барабане. Инструмент также оснащен устройством кольцевой гайкой для фиксации.
Для обеспечения точности измерений передвижение микрометрического винта не должно превышать 25 мм. Поэтому микрометры выпускаются в пределах 0–25, 25–50 мм и т. д., до 300 мм, с дальнейшим шагом 100 мм. – 300–400, 400–500 и т. д.
Рейтинг цифрового измерителя 2018
Если потребитель ищет отличный цифровой микрометр с трещоткой, тогда он будет выбирать между Mitutoyo 293 — 340 — 30 и Mahr Federal 40EWR. Хотя оба они построены по самым высоким стандартам, модель Mitutoyo обладает большей степенью точности. Из диапазона измерения около 200 мм микрометр Митутойо является точным до невероятно тонких 3 микрометров. 40EWR с точностью до 7 микрометров для аналогичного диапазона.
Другими словами, если нужна выдающаяся точность, лучше Mitutoyo 293 — 340 — 30 не бывает. Но если не нужны более 7 микрометров точности для измерений, полностью подойдут соотношением цены и производительности MahR Federal’s 40EWR, поэтому этот прибор больше будет частить в запросах.
Прогрешность при измерении микрометром
Суммарная погрешность измерения с помощью микрометра состоит из следующих составляющих:
- погрешностей микрометрической головки;
- отклонения от плоскостности и от параллельности плоских измерительных поверхностей винта и пятки (при различных углах поворота микрометрического винта и при его стопорении) . При эксплуатации микрометров отклонения от параллельности измерительных поверхностей винта и пятки приводят к различной погрешности для разных форм измеряемых деталей(плоских, цилиндрических, сферических) . Также различными будут деформации этих деталей под действием измерительного усилия;
- деформации скобы микрометра под действием измерительного усилия;
- погрешности установочных мер;
- существенной составляющей погрешности измерения микрометрами (особенно микрометрами больших размеров) является температурная погрешность, вызываемая как разностью температур измеряемой детали и микрометра, так и нагревом микрометра, а иногда и контролируемой детали, теплом рук контролера(для уменьшения последней погрешности в микрометрах для измерения размеров свыше 50 мм предусмотрены теплозащитные накладки) ;
- погрешность, возникающая у электронных микрометров из-за ошибок емкостного преобразователя.
Пределы допускаемой погрешности микрометров приведены в Таблице 1
. Указанные значения погрешностей установлены в зависимости от диапазона измерений.
Предел допускаемой погрешности микрометрической головки (при выпуске ее в качестве отдельного изделия)
оговоренГОСТ 6507-78 «Микрометры с ценой деления0,01 мм . Технические условия» в виде предельной погрешностиδ= ±4 мкм . Правильно было бы нормировать погрешность расстояний между двумя любыми точками — амплитудную погрешность, как это предусмотрено рекомендациямиИСО 3611-1978 , так как механизм головки при установке барабана на нуль может занимать различные положения и при этом значение погрешности в каждой отдельной точке будет зависеть от положения нулевой точки.
Предельно допустимая погрешность G
микрометра в любой точке диапазона измерений(25 мм) указана вТаблице 1 .
Таблица 1
| Диапазон измерения,мм | Предельно допустимая погрешность G ,мкм | Отклонение от параллельности и плоскостности винта и пятки,мкм |
| 0 – 50 | 4 | 2 |
| 50 – 100 | 5 | 2 |
| 100 – 150 | 6 | 3 |
| 150 – 200 | 7 | 4 |
| 200 – 250 | 8 | 4 |
| 250 – 300 | 9 | 5 |
| 300 – 350 | 10 | 5 |
| 350 – 400 | 11 | 6 |
| 400 – 450 | 12 | 6 |
| 450 – 500 | 13 | 7 |
Указанная в таблице предельно допустимая погрешность G
включает в себя погрешность микрометрической головки, погрешность от прогиба скобы микрометра и погрешность от неровностей и непараллельности измерительных поверхностей.
Проверка и калибровка микрометров
Калибровку и поверку микрометров осуществляют с помощью концевых мер длины в нескольких точках в диапазоне измерений согласно ISO 3611:2010, DIN 863 и ГОСТ 6207-90
. Концевые меры подбирают таким образом, чтобы была возможность предельную погрешность измерения G микрометра во всех точках диапазона измерения. Например, рекомендуемые размеры концевых мер длины для проверки микрометров –3,1; 6,5; 9,7; 12,5; 15,8; 19,0; 21,9 и 25 мм .
Для проверки отклонений плоскостности и непараллельности измерительных поверхностей микрометра (торца винта и пятки)
необходимо три или четыре плоскопараллельных оптических стеклянных пластины с градацией по высоте в1/4 или1/3 шага микровинта(0,5 мм) . Это обеспечивает проверку с трех или четырех положениях при полном повороте микровинта. Для проверки пластину устанавливают между пяткой и торцом винта. Аккуратно перемещая пластину между измеряемыми поверхностями, определяют наименьшее количество интерференционных колец или полос на одной измерительной поверхности. К этому числу прибавляют количество колец или полос на другой измерительной поверхности. При длине волны света примерно640 нм ширина одной интерференционной полосы составляет320 нм(0,32 мкм) .
***
Микрометрический глубиномер
Микрометрический глубиномер состоит из базирующей опоры, в которой закреплен микровинт с диапазоном измерения 25 мм
, и сменных измерительных вставок разной длины. Общий предел измерения глубиномера до300 мм . Глубиномеры также как и микрометры выпускаются с механической шкалой и с электронным цифровым отсчетом. Цена деления глубиномера –0,01 мм . Отклонение от плоскостности базирующей опоры –2 мкм . Допуск длины измерительных вставок±(2 + L/75) , гдеL – длина вставки. Погрешность измерения с самой маленькой вставкой –5 мкм .
Конструкция инструмента и его применение
Чтобы узнать, как пользоваться микрометром, необходимо сначала разобраться с конструктивными особенностями этого инструмента. Конструктивно он напоминает штангенциркуль, но с незначительными отличиями во внешности. Одно из самых главных отличий — это непонятная система исчисления, которая отображена на цилиндрическом основании. Многих вводит заблуждение такая конструкция, и возникает желание отказаться от проведения измерительных процедур. Однако все намного проще, и в материале подробно описан принцип использования микрометра для вычисления минимальных значений измеряемой детали.
Рассматриваемый тип измерительного прибора состоит из целого ряда составных элементов. К таковым элементам относятся следующие детали:
- Скоба или основание, в котором размещается измеряемая деталь. Кстати размеры скобы бывают разными, что определяет возможность измерения деталей соответствующих размеров
- Пятка — это неподвижная часть (губка) на скобе, которая служит в качестве зажимного устройства при измерении деталей
- Подвижный винт или губка — он отвечает не только за прижим детали, но и за отображение соответствующих сведений, что зависит от размера детали
- Зажим — расположен на скобе, и служит для фиксации подвижной губки в соответствующем положении. Этот зажим нужен для того, чтобы при снятии замеров губка не сместилась со своего положения
- Шкала стебля — имеет горизонтальное расположение, и состоит из двух частей, разделенных линией. Нижняя часть отвечает за показания целого числа в миллиметрах, а верхняя за десятые доли. Прямая линия служит для проведения расчетов по нониусной шкале
- Барабан — цилиндрическая подвижная деталь, которая перемещается вместе с подвижной губкой. На барабане нанесена по окружности нониусная шкала (ее еще называют круговой), по которой определяются сотые и даже тысячные доли миллиметров
- Трещоточный узел — это механизм, который позволяет плотно зафиксировать деталь в губках, но при этом исключить ее деформирование. Трещотка выставлена на соответствующую силу момента, поэтому при плотном соединении подвижной губки со стенкой измеряемой детали, происходит ее прокручивание
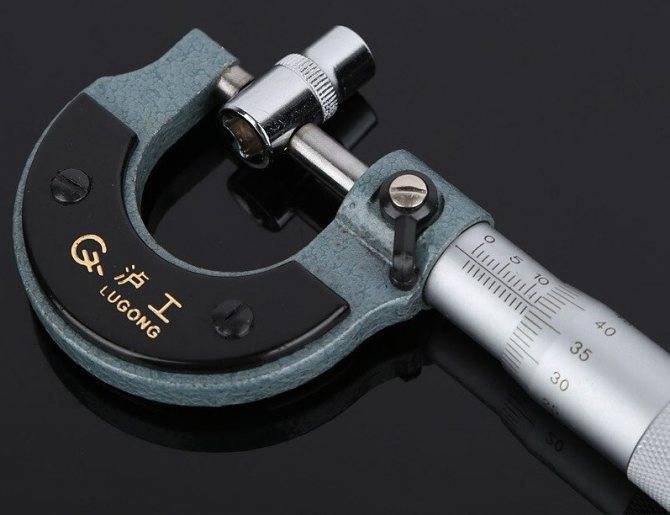
Прибор имеет простую конструкцию. В зависимости от видов, конструкция может несколько отличаться, однако один из первых измерителей был обычный прибор, как показано на фото выше. Такие устройства пользуются спросом и сегодня, и встречаются довольно часто в разных сферах. В домашнем хозяйстве микрометр также необходим, так как часто возникает необходимость измерить диаметр поршня или размер мелких деталей. Многие даже не знают, что можно измерять этим прибором, поэтому стоит разобраться.
Особенности и сравнение типов микрометров
Цифровой микрометр имеет сильные преимущества перед другими видами, что сделало его популярным на рынке. Но есть и недостатки, которые нужно иметь в виду при выборе. Перечислим основные преимущества.
- Он удобен и прост в использовании, позволяет делать точные замеры.
- Считывание показаний с дисплея без необходимости высчитывать деления по обычной шкале значительно ускоряет работу.
- Есть и дополнительные возможности. Некоторые приборы имеют цифровое меню настройки параметров измерения. Кроме того, они могут хранить в памяти множество значений и сравнивать их между собой. Эта функция даёт возможность произвести ряд замеров и сравнить показатели намного быстрее и удобнее. Аналогичной функцией обладает один из типов механических микрометров – рычажный, но это его основное предназначение, и для других целей он не подходит (в отличие от электронного). Вы можете рассматривать покупку этого инструмента, если ваша главная рабочая потребность состоит в серийных измерениях каких-то деталей и сравнении значений.


Перейдём к недостаткам.
Батарейки разряжаются со временем, их необходимо заменять
Необходимо соблюдать осторожность во время работы, чтобы не повредить экран. Датчик также может быть выведен из строя случайным ударом
Приборы, оснащённые электроникой, имеют меньший срок эксплуатации, чем механические, а стоят дороже.
Устройство цифрового микрометра

фото:устройство электронного микрометра
В качестве основных деталей, входящих в состав измерительного устройства, стоит отметить:
- Скоба, которая задает предел измерений, и на которой иногда встречается теплоизоляционная накладка;
- Пятка, выполненная из твердосплавного материала;
- Микровинт из твердосплавного материала;
- Зажимающее устройство, фиксирующее показания в одном положении;
- Барабан;
- Трещотка;
- Стебель;
- Электронное устройство, считывающее показания;
- Цифровое табло, в некоторых случаях с матовым покрытием для уменьшения бликов.
Принцип работы микрометра
Измерения проводятся путем определения отдаления микровинта от пятки. В нулевом положении они полностью сомкнуты. Но с каждым поворотом барабана микровинт отдаляется от нее. Перемещение винта прямопропорционально вращению барабана и равняется 0,5 мм на один полный поворот. При помещении в измерительную область заготовки, эти две детали плотно упираются в нее, для чего нужно приложить усилия. Полученное значение и будет размером детали. Микропроцессор микрометра определяет все передвижения микровинта и передает их на табло, так что пользователю ничего не нужно рассчитывать самостоятельно.







Как пользоваться микрометром
Измерение диаметра микрометром, а также определение линейных размеров проводится по определенным правилам. В первую очередь, устройство следует протереть сухой тряпкой, в особенности, измерительные поверхности. Далее следует сделать быструю поверку при помощи эталона. Как правило, он имеет известный размер и достаточно только узнать соответствие. С учетом того, что речь идет об электронном устройстве, это занимает совсем мало времени. Это же помогает проверить работоспособности устройства и ход винта.
После окончания подготовительных операций можно приступать к измерениям. Какой бы у микрометра диапазон измерений не был, в начальном положении его следует поставить на ноль. Затем следует отвести микровинт на такое положение, чтобы заготовка смогла пролезть в измерительную область. Затем следует сдвинуть поверхности и прижать их к заготовке с силой в несколько Ньютон. В таком случае измерительный инструмент выдаст максимально точные размеры. После использования его следует выключить и снова протереть тряпкой.
Производители
- Standard GAGE (Китай-Швейцария);
- Tesa (Швейцария);
- Микротех (Украина);
- ПК ГТО (Россия);
- Mitutoyo (Япония);
- Came To (Южная Корея);
- S-Line;
- JTC (Тайвань).
- Force (Тайвань).
Виды микрометров по области применения
По области применения выделяют следующие виды микрометров.
Гладкие микрометры
Их обычно применяют для измерения плоских и крупных предметов. Чаще всего при помощи таких микрометров определяют диаметры деталей и их сечения.
Фотография №1: гладкий микрометр
Микрометры-нутромеры
Основная задача таких приборов — измерение внутренних диаметров изделий. Такие микрометры чаще всего применяют в токарном деле для контроля изменения внутренних диаметров деталей в процессе обработки.
Фотография №2: микрометр-нутромер
Микрометры для горячего проката
Это специализированный инструмент, по внешнему виду и конструкции значительно отличающийся от традиционных измерительных приборов данного типа. Этот микрометр имеет колесо с разметкой. С его помощью измеряют толщины изделий при их прокатывании через щипцы.
Фотография №3: микрометр для горячего проката
Микрометры для измерения расстояния между зубцами (зубомеры)
Эти приборы имеют специальные конические насадки, предназначенные для измерения ширины пазов, а также размеры зубчатых колес или шестеренок. Инструменты калибруют по деталям, имеющим эталонные размеры.
Фотография №4 микрометры для измерения расстояния между зубцами (зубомеры)
Двухшкальные микрометры
Такие микрометры еще называют предельными. Предназначены для измерения габаритов сложных деталей.
Фотография №5: двухшкальные микрометры
Трубные микрометры
Основные задачи таких микрометров — измерение толщин труб и их износа. Такими приборами чаще всего пользуются при проверках представители управляющих компаний.
Фотография №6: трубные микрометры
Отличительная черта таких микрометров — наличие специальных насадок, позволяющих измерять бугристые и неровные поверхности. Это актуально, если трубы, к примеру, покрылись ржавчиной.
Резьбомерные микрометры
Имеют специальные насадки для измерения глубины дюймовых и метрических резьб.
Фотография №7: резьбомерный микрометр
Микрометры для измерения толщин листов
С их помощью измеряют толщины заготовок из листовых материалов (металлопрокат, полипропилен и пр.). Могут иметь узкие и удлиненные насадки. Изделия первого типа предназначены для измерения узких листов, а второго — вытянутых и широких.
Фотография №8: микрометр для измерения толщин листов
Канавочные микрометры
Имеют специальные щупы. Их вставляют в канавки, углубления, отверстия и ямы для измерения их габаритов.
Фотография №9: канавочный микрометр
Проволочные микрометры
Эти узкоспециализированные приборы предназначены для измерения диаметров шариков в подшипниках и проволок.
Фотография №10: проволочный микрометр
Призматические микрометры
С поомощью таких микрометров измеряют, к примеру, такие инструменты, как лезвия и ножи.
Фотография №11: призматический микрометр
Разновидности
В зависимости от особенностей формы детали, проверяемый размер требует своей конфигурации прибора. Метрические инструменты делят на наружные, нутромеры и глубиномеры.
Наружный охват
Различают по целевому назначению следующие типы:
- гладкие (измерение наружного диаметра);
- листовые (толщина ленты, листа);
- для проволоки;
- трубные (толщина стенки);
- зубомерные (нормаль зуба колеса);
- измерение перемещений.
Удерживать надо за скобу, чтобы одновременно видеть показания на шкале. Ось микрометра выдерживается так, чтобы губки сохраняли свою параллельность при охвате резьбы.
Нутромер
В отверстиях, пазах, выборках, проточках используют микрометр для внутренних измерений, у которого губки расходятся. Его комплектуют набором сменных штанг и концевых шариков разного Ø для увеличения диапазона возможных размеров. При том же ходе винта измеряют допуски у деталей с Ø 150 см и больше.
Микрометрические головки для внутреннего измерения
Инструмент для определения внутреннего диаметра начинает отсчет не от 0, как у наружного варианта, а от 5 мм (в некоторых моделях 1,2 см). Установка показаний так же производится микрометрическим винтом.
Глубиномер
Замер глубины проточки выполняется измерительным стержнем, который вращением головки на стебле опускается до упора с поверхностью. Положение стержня фиксируют, вынимают, считывают положения шкал относительно друг друга. Деления нанесены в обратном порядке, так как винт до достижения упора выкручивается. Глубина отверстий для работы прибора до 30 см.
Микрометрический глубомер Vogel
Пошаговая инструкция по использованию микрометра
Процесс измерения сводится к вращению барабана до соприкосновения пятки и плоской измерительной поверхности винта с габаритами предмета.
Чтобы не оставить без внимания ни один нюанс проведения измерений, приведем подробную инструкцию по использованию микрометра.
При пользовании цифровым микрометром трудности в снятии показаний обычно не возникают. Поэтому при описании процесса будем рассматривать прибор классической конструкции.
Этап первый. Проверка показаний
Желательно осуществлять не только при покупке нового прибора, но и каждый раз перед проведением измерений.
Для проверки показаний микрометра с диапазоном измерений от 0 до 25 мм нужно вращать барабан до смыкания измерительных плоскостей при отсутствии детали. Чтобы проверить показания микрометров с большим диапазоном, нужно использовать концевую меру, входящую в комплект прибора.
Барабан должен полностью закрыть шкалу, нанесенную на стебле. Говоря более точно, торец барабана должен остановиться четко на нулевой отметке стебля. А нулевая отметка шкалы барабана должна остановиться напротив продольного штриха.






Если неточность показаний обнаружена в магазине, от покупки стоит отказаться. Если показания сбились в процессе эксплуатации, можно пойти одним из двух путей решения проблемы:
- Если микрометр предназначен для домашнего использования, можно провести регулировку самостоятельно.
- Если микрометр производственный и его показания считаются официальными при изготовлении, контроле и сдаче деталей, регулировку следует поручить специально уполномоченным лицам или организациям.
Самостоятельная регулировка проводится по следующему алгоритму:
- Микрометрический винт фиксируется стопорным устройством при соединенных измерительных плоскостях или при зажатой между ними концевой мере.
- Барабан разъединяется с микрометрическим винтом. Для этого следует воспользоваться специальным ключом, входящим в комплект прибора. В некоторых моделях достаточно просто отвернуть трещотку вращением против часовой стрелки.
- Нулевой штрих на барабане совмещается с продольным штрихом на стебле.
- Проводится сборка прибора в обратном порядке.
- Осуществляется новая проверка показаний.
- В случае необходимости регулировка повторяется.
https://youtube.com/watch?v=refwC-OgWIo
Этап второй. Фиксация детали измерительными поверхностями
Для получения точного результата измерений и предотвращения поломки микрометра вследствие неправильного обращения следует придерживаться простых рекомендаций:
- Удерживая деталь вплотную к пятке, вращением барабана подвести измерительную плоскость микрометрического винта близко к габариту детали. Не следует прилагать усилий.
- Дальнейшее вращение можно осуществлять только через трещотку. Серия щелчков трещотки подскажет, что измерительные поверхности соприкоснулись с деталью, а показания прибора соответствуют измеряемому габариту.
Этап третий. Снятие показаний
Показания начинают снимать с крупного разряда, а заканчивают — мелким.
Цены делений у разных микрометров могут отличаться, поэтому перед снятием показаний нужно ознакомиться с прибором. Для полной уверенности в правильности проведения измерений желательно прочитать паспорт.
В качестве примера возьмем наиболее широко распространенный гладкий микрометр МК25 с ценой деления 0,01 мм:
Снимаем показания шкалы стебля. Цена деления — 0,5 мм
Важно помнить: если деление не видно, искомый размер определяется предыдущим открытым делением.
Снимаем показания шкалы барабана. В рассматриваемом приборе цена деления барабана — 0,01 мм. Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Цифры на барабане показывают сотые доли миллиметра.
Суммируем показания шкал стебля и барабана.
Мы довольно подробно рассмотрели, как пользоваться микрометром. Видеоурок по его использованию поможет более наглядно раскрыть тонкости проведения измерений.
Типы микрометров
В зависимости от назначения и конструкции различают приборы следующих типов:
- МК — наиболее известные микрометры гладкие. Применяются для измерения наружных размеров.
- МЛ — листовые. Предназначены для измерения толщины листов и лент. Снабжены циферблатом.
- МТ — трубные. Предназначены для измерения толщины стенок труб.
- МЗ — зубомерные. Позволяют измерять общие нормали цилиндрических зубчатых колес. Это важный вид контроля качества изготовления зубьев.
- МГ — микрометрические головки. С их помощью измеряют перемещение.
- МП — микрометры, предназначенные для измерения толщины проволоки.
https://youtube.com/watch?v=XS3SS_sZppI
Поверка
Поверка осуществляется согласно методическим указаниям МИ 782−85.
Знание методики поверки важно не только для специалиста, проводящего ее, но и для работника, который пользуются средством измерения и стремится быть квалифицированным. Может показаться, что при бытовой эксплуатации микрометра знания о поверочных операциях не нужны, но это не так. Отклонение от нормы отдельных контролируемых параметров заметно невооруженным глазом
Отклонение от нормы отдельных контролируемых параметров заметно невооруженным глазом
Может показаться, что при бытовой эксплуатации микрометра знания о поверочных операциях не нужны, но это не так. Отклонение от нормы отдельных контролируемых параметров заметно невооруженным глазом.
Среди этих параметров:
- отклонение от плоскостности измерительных поверхностей;
- отклонение от параллельности измерительных поверхностей;
- перекос плоской измерительной поверхности винта.
Появление таких отклонений должно насторожить и побудить к принятию решения о необходимости ремонта измерительного прибора.
Теперь, обладая обширной информацией по проведению измерений с помощью микрометра, по его устройству и способам контроля качества его показаний, можно быть уверенным, что любые вопросы о микрометре, как пользоваться им — в том числе, никогда не застанут врасплох.
Как пользоваться микрометром
Микрометрами измеряют размеры деталей с точностью до десятых и сотых долей миллиметра. По виду инструмент напоминает штангенциркуль. Но от него микрометр отличается универсальностью и повышенной точностью.
Со стороны кажется, что это очень сложный прибор. Но это только на первый взгляд. Пользоваться различными типами микрометров может научиться каждый. Расскажем об этом в данной статье.
Примеры применения
Видео, как пользоваться микрометром 0-25 и как пользоваться микрометром 25-50, помогает понять, что вращение трещотки производится по часовой стрелке, а показания снимаются без удаления измеряемого изделия из зазора между пяткой и измерительным стержнем.
Как правильно пользоваться микрометром: пример измерения. Выполняются следующие действия:
- торцевые поверхности недвижного и неподвижного стержней сводятся плотно друг к другу, до исчезновения видимого зазора;
- считываются показания обеих шкал: они должны совпадать, и находиться на нулевой отметке;
- микрометрический винт должен вращаться свободно, без заеданий;
- перемещение измерительного стержня должно быть прямолинейным, а его торец – гладким, без загрязнений и посторонних частиц.
Резьбовой механизм – как пользоваться? Последовательность отсчёта – всегда строго определённая: вначале устанавливают целое число миллиметровых делений по нижней шкале, а затем – микронных, по верхней. Для удобства отсчёта на корпусе скобы имеется вертикальная риска.
https://youtube.com/watch?v=ypPNNlR-JJQ
Как пользоваться микрометром призматическим (Именно такие изделия и производятся в цифровом варианте)? Отличия несущественны, они сводятся к тому, что измерительная скоба имеет вид не дуги окружности, а прямоугольной в плане рамки. При этом следует проверять степень зарядки аккумуляторной батареи, питающей дисплей. Если напряжение недостаточно, экран дисплея либо не светится вовсе, либо светится весьма тускло. Пользоваться таким инструментом нельзя.
Микрометр F50 для измерения толщины плоских материалов
Как пользоваться часовым микрометром? Здесь в качестве микронной отсчётной шкалы выступает стрелка, вращающаяся по циферблату, и показывающая мантиссу измеряемой величины. Действие такого прибора аналогично индикатору часового типа ЛИЗ, причём с той же точностью.






Если специалист хорошо знает, как пользоваться микрометром, то он сможет с высокой точностью спроектировать, изготовить и заменить многие из высокоточных деталей машин, приборов и механизмов.
Обслуживание и эксплуатация
Существуют следующие правила эксплуатации метрических нутромеров:
- Нельзя вывертывать винты установочной меры. Иначе могут измениться размеры меры.
- Нутромер требуется держать на участках, обеспечивающих его минимальный прогиб. Дистанция между штихмасом и измерительными поверхностями должно составлять 1/5 от измеряемой длины.
- Нельзя вынимать измерительные стержни из корпусов.
- Для сохранения чистоты инструмента необходимо его периодически обрабатывать спиртовыми растворами или растительным маслом.
- Требуется избегать перетяжки удлинителей и головки.
При длительной эксплуатации штихмаса происходит загустение смазки. На поверхности микрометрического нутромера скапливается большое количество пыли.
Для смены смазки требуется полностью разобрать инструмент. Разборка штихмаса осуществляется посредством откручивания удлинительного стержня. Необходимо смазать микровинт, торцы и иные измерительные поверхности устройства. Рекомендуется использовать смазочные жидкости, улучшающими противокоррозионные свойства металлов.

Хранить инструмент нужно в специальном футляре, изготовленном из искусственной кожи, древесины или металлических материалов. Футляры должны иметь выемки, отверстия или гнезда для размещения отдельных частей измерительного прибора. Прибор нужно хранить в сухом помещении с температурой не более 25 °C. Нельзя хранить нутромер в помещениях, где в воздухе содержится большое количество примесей и агрессивных газов.
Транспортировать измерительные приборы нужно в крытых ящиках или контейнеров. Транспортировка осуществляется в соответствии с правилами перевозки грузов для различных транспортных средств
При транспортировании микрометрических нутромеров важно, чтобы в упаковке влажность составляла не более 98 %, температура воздуха – не более 35 °С
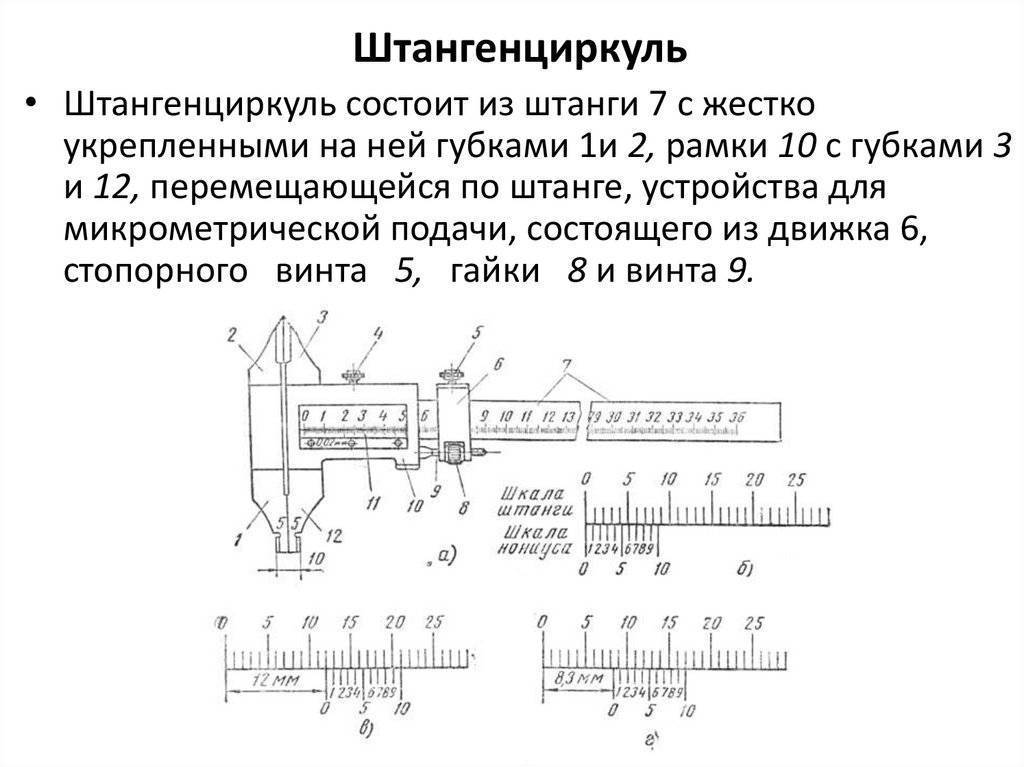
Чтение показаний по шкале Нониуса
https://i.imgur.com/vIkI0fZ.png Микрометрический наконечник, показывающий 0, 276 дюйма. На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
Как прочитать внешний микрометр с градусом 0, 0001 (с использованием дополнительной шкалы Нониуса).
Многие приборы включают в себя шкалу Нониуса в дополнение к обычным шкалам. Это позволяет производить измерения в пределах 0, 001 миллиметра на метрических микрометрах или 0, 0001 дюйма на дюймовых микрометрах. Дополнительная цифра получается путём нахождения линии, которая лучше всего совпадает с линией на барабане. Номер этой совпадающей строки представляет дополнительную цифру.
Горизонтальная шкала отмечена градуировкой каждые 0, 025 (25-тысячных). Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Является 1. 1551 дюйма или может быть прочитан как одна тысяча пятьсот пятьдесят одна десятая тысяча дюймов. Другой пример в дюймах с использованием микрометра размером от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
Подведение итогов
Проверяются неточности плоскостности-параллельности торца болта с пяткой при помощи трех, четырех плоскопараллельных оптических пластинок из стекла, вертикально градуированных в 1/4 или 1/3 хода микроболта (0,5 мм). Так, проверятся 3 или 4 места с полным его поворотом.
Чтобы осуществить поверку микрометра, плоскость фиксируют между пяткой и винтовым торцом. Сдвигая ее между измеряемыми плоскостями, определяют минимальное количество интерференционных колец на одной такой плоскости.
К числовому результату добавляют количество колец второй измерительной плоскости. Если световая волна имеет 640 Нм, то ширина одной полоски будет около 0, 32 мкм. Рекомендуется использовать под поверку калибрование сертифицированные меры.
Надо учесть, что МК имеют хорошую прослеживаемость при поверке погрешности или калибровке по сертифицированным мерам.
МК — это достаточно универсальный прибор. Его выпускают с усовершенствованными видами конструкций рабочих элементов, благодаря которым можно замерять детали различных нестандартных размеров, например, зубчатые поверхности.