Контроль конических поверхностей
Конусность наружных поверхностей измеряют шаблоном или универсальным угломером. Для более точных измерений применяют калибры-втулки (рис. 4.38), с помощью которых проверяют не только угол конуса, но и его диаметры. На обработанную поверхность конуса карандашом наносят две-три риски, затем на измеряемый конус надевают калибр-втулку, слегка нажимая на нее и поворачивая ее вдоль оси. При правильно выполненном конусе все риски стираются, а конец конической детали находится между метками А и В.
При измерении конических отверстий применяют калибр-пробку. Правильность обработки конического отверстия определяется (как и при измерении наружных конусов) взаимным прилеганием поверхностей детали и калибра-пробки. Если тонкий слой краски, нанесенный на калибр-пробку, сотрется у малого диаметра, то угол конуса в детали велик, а если у большого диаметра — угол мал.
Как обрабатывают центровые отверстия
Цикл изготовления и ремонта валов предусматривает наличие центровальных отверстий на их торцах. Эти технологические углубления необходимы для качественного крепления и избежание биений при вращении вала. Центровальные отверстия изготавливаются особо тщательно, с соблюдением высоких технологий.
Отверстия для центровки располагаются строго на одной оси. Оба конусных отверстия на их торцах должны быть абсолютно одного размера, какими бы ни были сечения шеек на краях вала. В противном случае снижается качество обработки и повышается износ отверстий для центровки.
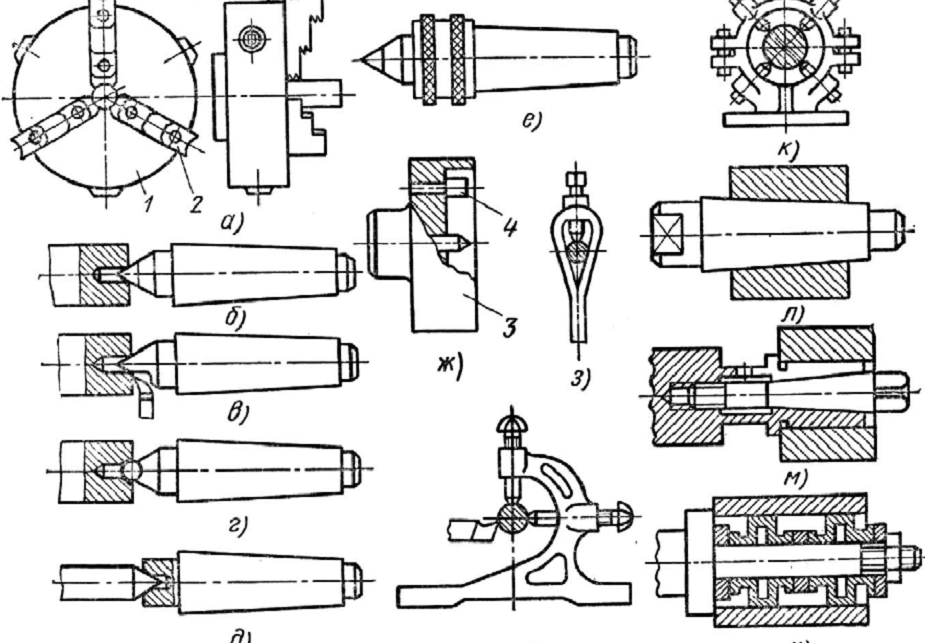
Рис. 5. Центровые отверстия:
а – незащищенные от повреждений;
б – защищенные от повреждений
Образец центровальных отверстий показан на рис. 5. Максимальную популярность получили центровки, где угол конуса равняется 60˚. При изготовлении тяжелых валов применяют отверстия с углами 75˚ либо 90˚. Во избежание упирания вершины центра в обрабатываемую деталь, в центровальных отверстиях вытачивают цилиндрические выточки диаметром d.
Фаска, выполненная под углом 120˚, защищает центровые отверстия, используемые много раз, от повреждений и забоев (рис. 5, б). Центровые отверстия небольших деталей обрабатывают различными способами. Заготовка вала крепится в патроне с самоцентровкой, в пиноль задней бабки помещают патрон для сверления, имеющий центровочный инструмент.
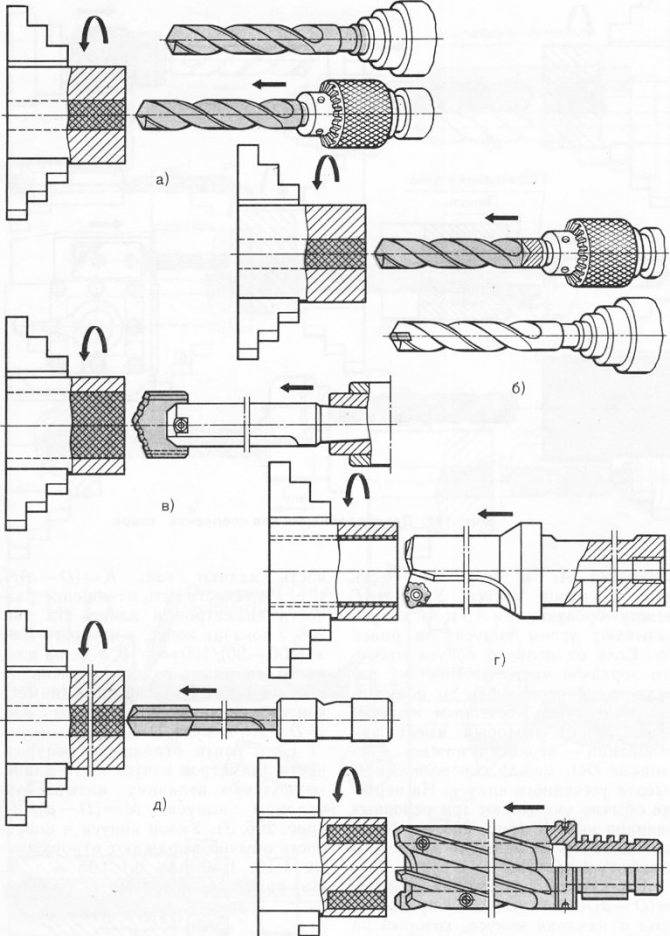
Сверлом для цилиндрических отверстий выполняют начальный этап изготовления центровых отверстий больших сечений (рис. 6, а). Последующие этапы обработки выполняются однозубой (рис. 6, б) либо многозубой зенковкой (рис. 6, в). Центровые отверстия сечением 1,5…5 мм изготавливаются с помощью комбинированных сверл. Они могут быть либо с предохранительной фаской, либо без нее (рис. 6, г, д).
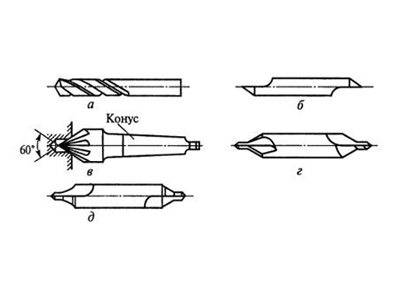
Рис. 6. Центровые инструменты:
а – цилиндрическое сверло; б – однозубая зенковка; в – многозубая зенковка; г – комбинированное сверло без предохранительной фаски; д – комбинированное сверло с предохранительной фаской
Обрабатывая вал на предмет изготовления центровых отверстий, его подвергают вращению. Подача осуществляется ручным способом. Предварительно подрезается с помощью резца обрабатываемый торец. Размер углубления для центровки контролируют инструментами: шкалой пиноли либо лимбом маховика задней бабки.
Предварительной разметкой на валу добиваются соосности изготавливаемых центровых отверстий. Если заготовка длинная, в момент зацентровки ее поддерживают с помощью люнета. Разметку центровых отверстий производят с помощью угольника. Разметив заготовку, накернивают места для центровых отверстий.
Валы с сечениями шеек, не превышающими 40 мм, накернивают при помощи специального устройства (рис. 7), не используя предварительную разметку. Корпус 1 одной рукой ставят на торец вала 3. Ударяя молотком по кернеру 2, получают отметку центра отверстия.
Рис. 7. Приспособление для накернивания центровых отверстий без предварительной разметки:
1 – корпус; 2 – кернер; 3 -вал
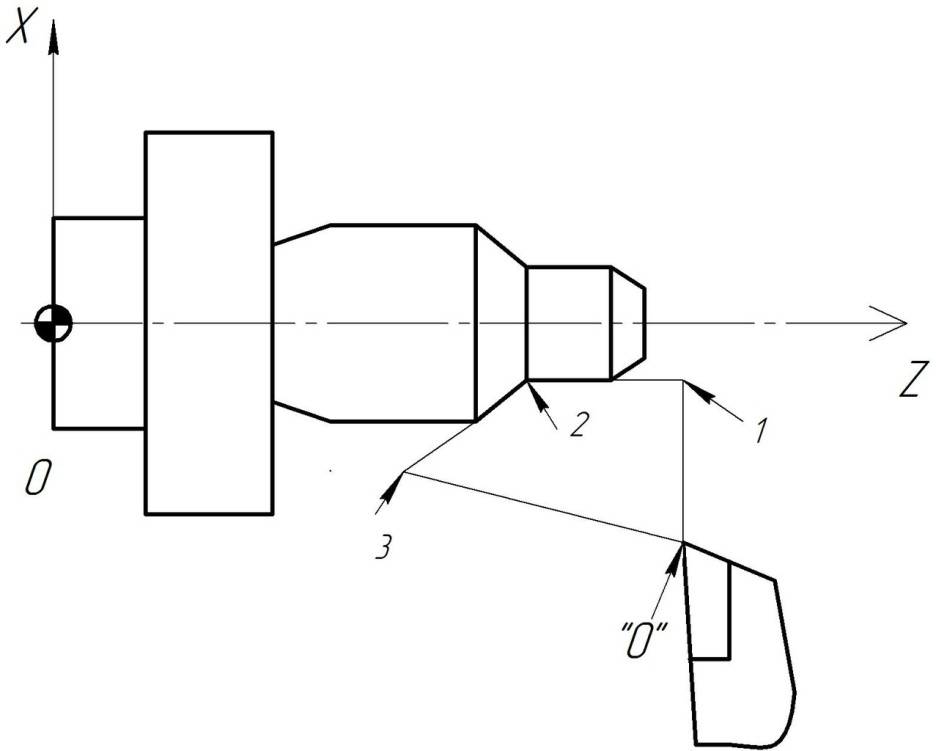
Центровые отверстия с неравномерным износом либо с повреждениями подвергаются исправлениям с помощью резца. Для осуществления операции каретка суппорта станка, находящаяся сверху, поворачивается на угол конуса.
Как на токарном станке выточить конус?
Токарный станок позволяет точить детали различной геометрии. Однако лучше всего начинать с создания конуса. Для этого потребуется:
- сам токарный станок;
- упорный резец;
- поворачиваемый суппорт точной продольной подачи.
Естественно, стержень-заготовка (ёлочка) уже должна быть должным образом подготовлена для проточки головки на конус. Работу рекомендуется выполнять на исправном оборудовании. В Интернете можно найти интересные предложения по продаже (цена договорная) — https://stankosib.ru/b-u-stanki-prodazha.
Настройка станка для проточки конуса

В зависимости от ТЗ станок настраивается на конкретный угол. Делается это при помощи ослабления гаек крепления. Как правило, на станке уже имеется необходимые насечки, которые позволят выставлять угол быстро и точно.
После завершения настройки станка гайки необходимо снова максимально затянуть. Это сделать необходимо, так как в противном случае в местах сочленения будут возникать негативные вибрации, которые осложнять процесс изготовления.
Если Вы решили выточить конус на заводском станке, весьма вероятно, что суппорт будет двигаться очень нехотя. Это происходит из-за того, что клинья вставлены в упоры. Опять же подобное решение применяется для минимизации негативных вибраций во время работы станка.
Некоторые технические нюансы
Стоит отметить, что при задании базового угла при помощи резца с отогнутой головкой можно добиться значительной экономии по времени. После того, как на заготовке задан базовый угол, можно только править его, а не протачивать сначала.
После того, как основная часть работы завершена рекомендуется поверхность вновь созданной детали обработать при помощи напильника или крупной наждачной бумаги. Это позволит удалить оставшиеся после резца заусенцы.
Строго говоря, по технике безопасности работы за токарным станком напильник использовать запрещается. Но опытные мастера могут позволить себе незначительное нарушение.
Гораздо важнее соблюдать другие обязательные правила: рабочее место всегда должно быть в чистоте (не допускается присутствие металлической стружки), глаза должны быть защищены при помощи пластиковых очков, токарь обязан работать в спецовке.
Соблюдая эти правила можно минимизировать риски возникновения чрезвычайных ситуаций (снизить уровень травоопасности на производстве).
Узнайте о том, какие виды рельсовых скреплений сегодня имеются на рынке.
Ниже прилагается подробная видеоинструкция создания конуса на токарном станке:
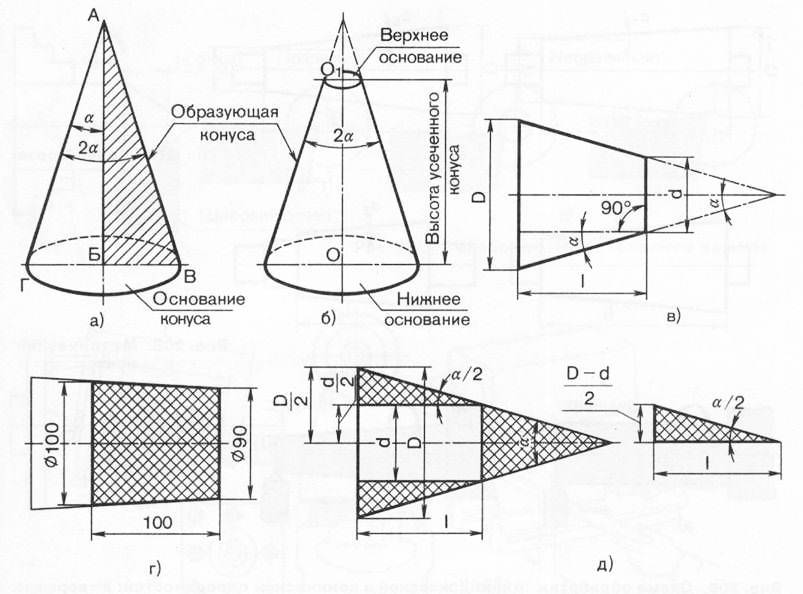
Обозначение конусности на чертеже
При создании технической документации должны учитываться все установленные стандарты, так как в противном случае она не может быть использована в дальнейшем
Рассматривая обозначение конусности на чертежах следует уделить внимание следующим моментам:
- Отображается диаметр большого основания. Рассматриваемая фигура образуется телом вращения, которому свойственен диаметральный показатель. В случае конуса их может быть несколько, а изменение показателя происходит плавно, не ступенчато. Как правило, у подобной фигуры есть больший диаметр, а также промежуточной в случае наличия ступени.
- Наносится диаметр меньшего основания. Меньшее основание отвечает за образование требуемого угла.
- Рассчитывается длина конуса. Расстояние между меньшим и большим основанием является показателем длины.
- На основании построенного изображения определяется угол. Как правило, для этого проводятся соответствующие расчеты. В случае определения размера по нанесенному изображению при применении специального измерительного прибора существенно снижается точность. Второй метод применяется в случае создания чертежа для производства неответственных деталей.
Простейшее обозначение конусности предусматривает также отображения дополнительных размеров, к примеру, справочную. В некоторых случаях применяется знак конусности, который позволяет сразу понят о разности диаметров.

Выделяют достаточно большое количество различных стандартов, которые касаются обозначения конусности. К особенностям отнесем следующее:
- Угол может указываться в градусах дробью или в процентах. Выбор проводится в зависимости от области применения чертежа. Примером можно назвать то, что в машиностроительной области указывается значение градуса.
- В машиностроительной области в особую группу выделяют понятие нормальной конусности. Она варьирует в определенном диапазоне, может составлять 30, 45, 60, 75, 90, 120°. Подобные показатели свойственны большинству изделий, которые применяются при сборке различных механизмов. При этом выдержать подобные значения намного проще при применении токарного оборудования. Однако, при необходимости могут выдерживаться и неточные углы, все зависит от конкретного случая.
- При начертании основных размеров применяется чертежный шрифт. Он характеризуется довольно большим количеством особенностей, которые должны учитываться. Для правильного отображения используется табличная информация.
- Для начала указывается значок конусности от которого отводится стрелка и отображается величина. Особенности отображения во многом зависит от того, какой чертеж. В некоторых случаях наносится большое количество различных размеров, что существенно усложняет нанесение конусности. Именно поэтому предусмотрена возможность использования нескольких различных методов отображения подобной информации.
На чертеже рассматриваемый показатель обозначается в виде треугольника. При этом требуется цифровое значение, которое может рассчитываться при применении различных формул.
Читать также: Не является составной частью металлического рубанка
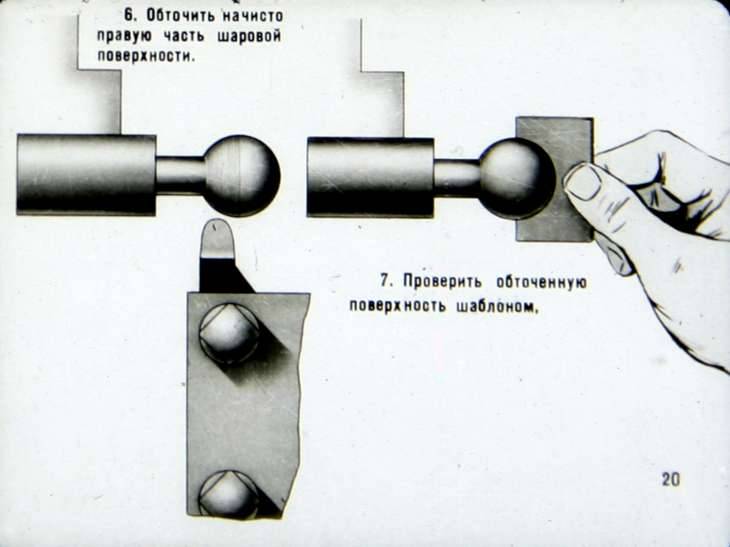
Обработка поверхностей с конусностью
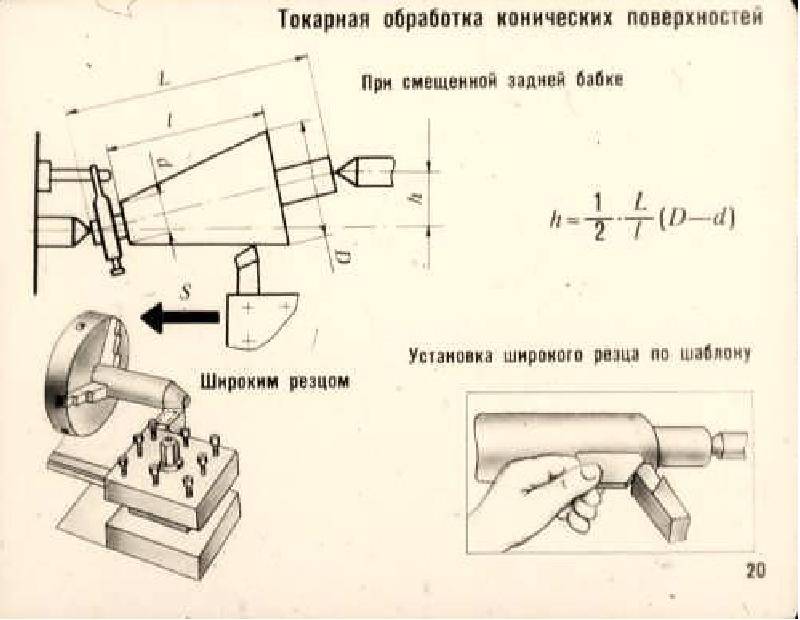
В производстве часто приходится производить обработку валов, у которых конструктивно заложены конические переходы между диаметрами шеек. При длине конусной поверхности не более 50 мм, ее протачивают широким резцом. Резец при этом должен быть с углом уклона режущей кромки, аналогичным углу уклона конуса на изготовленном изделии. Движение подачи с резцом – поперечное.
Чтобы снизить деформации плоскости, образующей конус, ликвидировать погрешности, влияющие на угол уклона конуса, кромку резания режущего инструмента закрепляют вдоль оси заготовки. Если режущая кромка резца имеет длину, превышающую 15 мм, при обработке появляются вредные вибрации.
Вибрации увеличиваются при следующих условиях:
- увеличение длины заготовки;
- уменьшение диаметра обрабатываемой детали;
- меньше угол уклона конуса;
- близкое расстояние конуса к центру заготовки;
- увеличение вылета резца;
- слабое закрепление резца в штатном положении.
Воздействие вредных вибраций негативно сказывается на качестве обработки. На поверхности возникают следы, неровности, шероховатости. Благодаря использованию резцов с широкой режущей частью вибраций удается избежать. В этом случае радиально направленное усилие при резании способно нарушить настройки резца, изменив угол уклона.
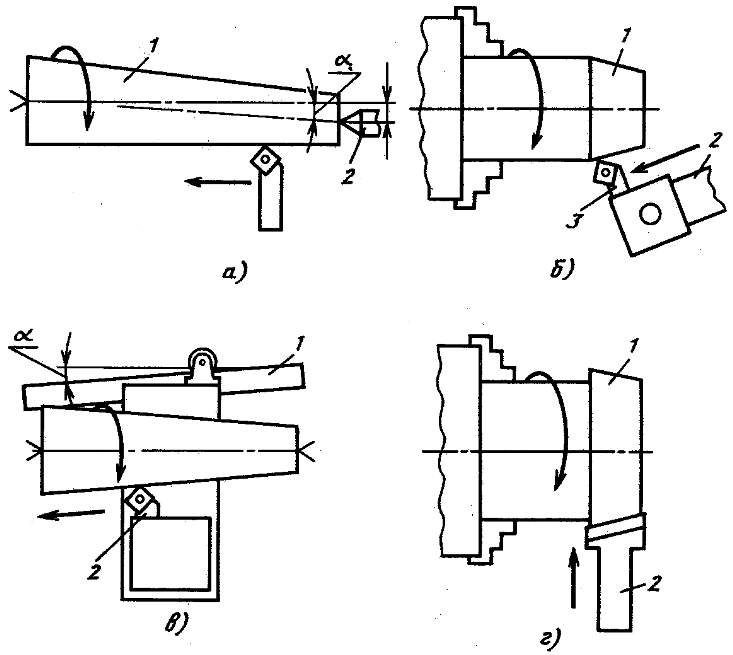
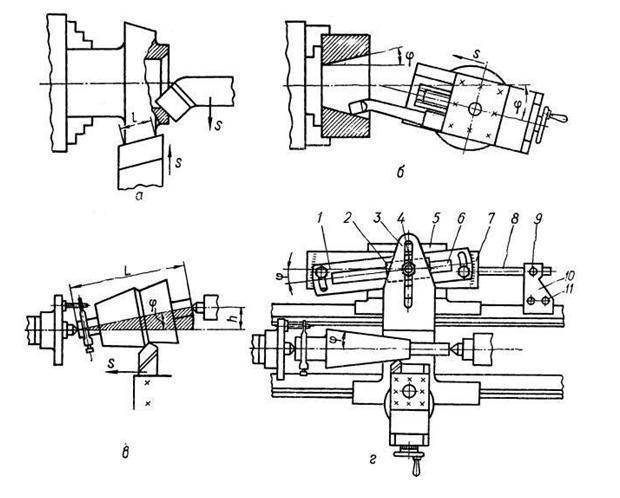
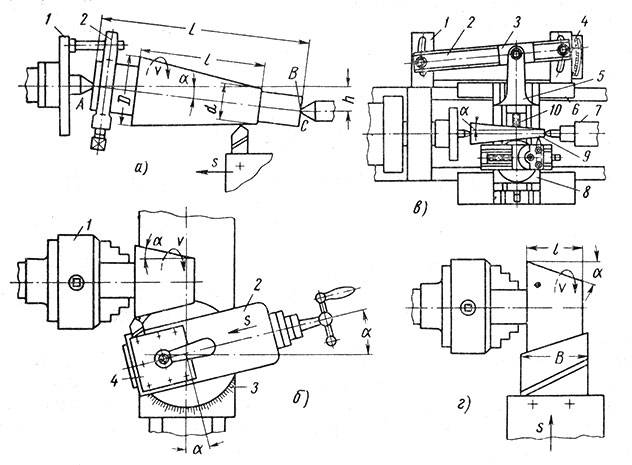
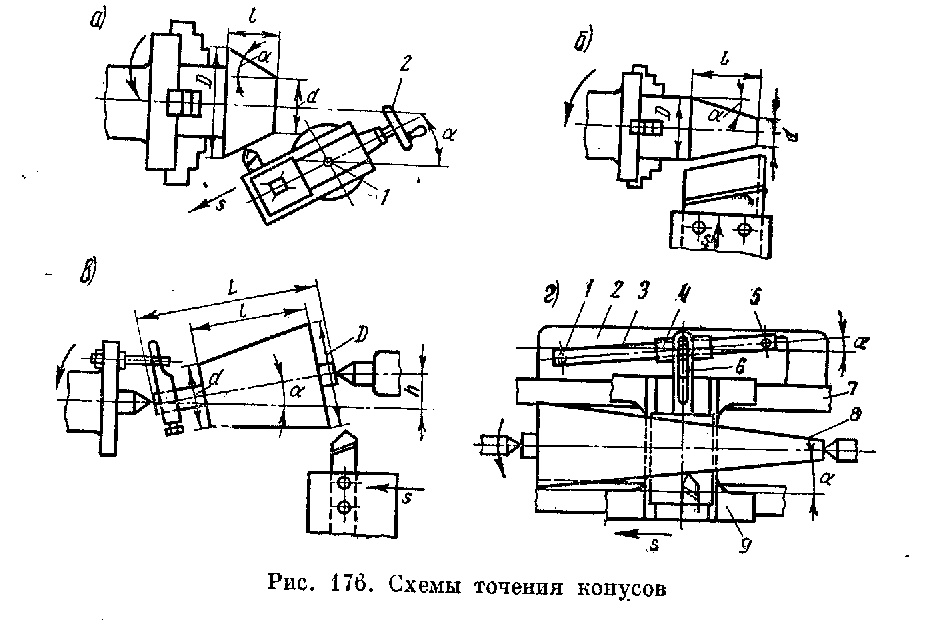
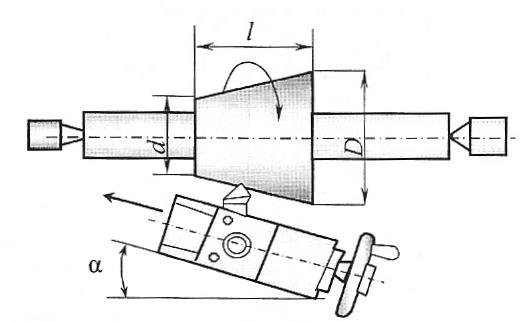
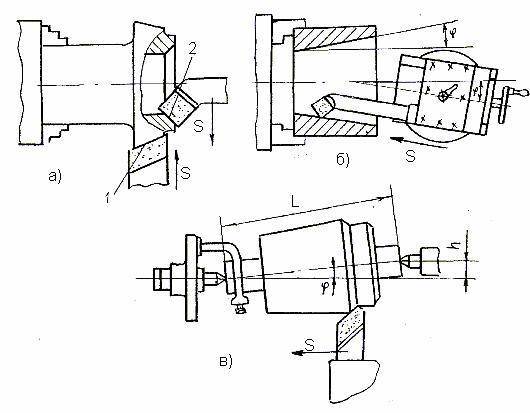
Конуса со значительными наклонами обрабатываются с поворотом верхних салазок суппорта и держателя резца на угол α (рис. 2). Он равняется углу конуса, который обрабатывается. Рукояткой салазок перемещается резец. Ручная подача имеет свои недостатки. Главный из них – неравномерность движения.
Иногда из-за этого на поверхностях возникают шероховатости. Чистота обработки зависит от квалификации исполнителя. Данный способ приемлем для конусов с длинами, равнозначными ходу верхних салазок.
Рис. 2. Обработка конической поверхности путем поворота верхних салазок суппорта:
2α – угол конуса; α – угол наклона конуса
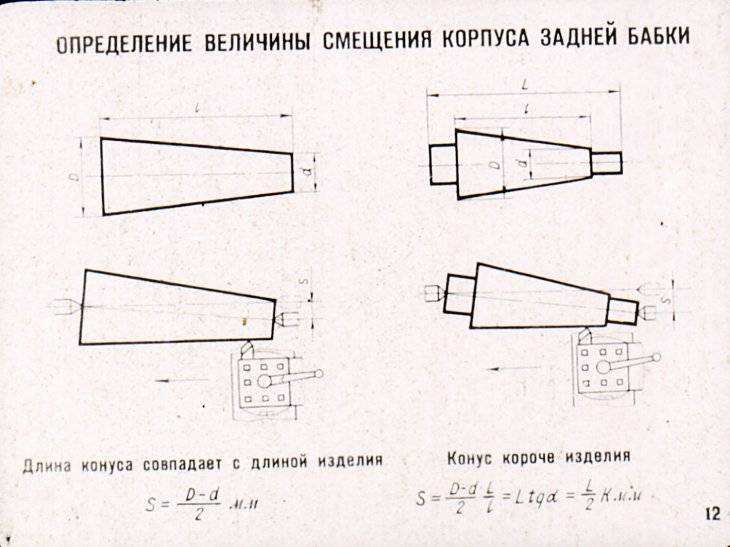
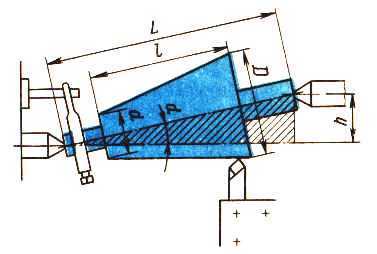
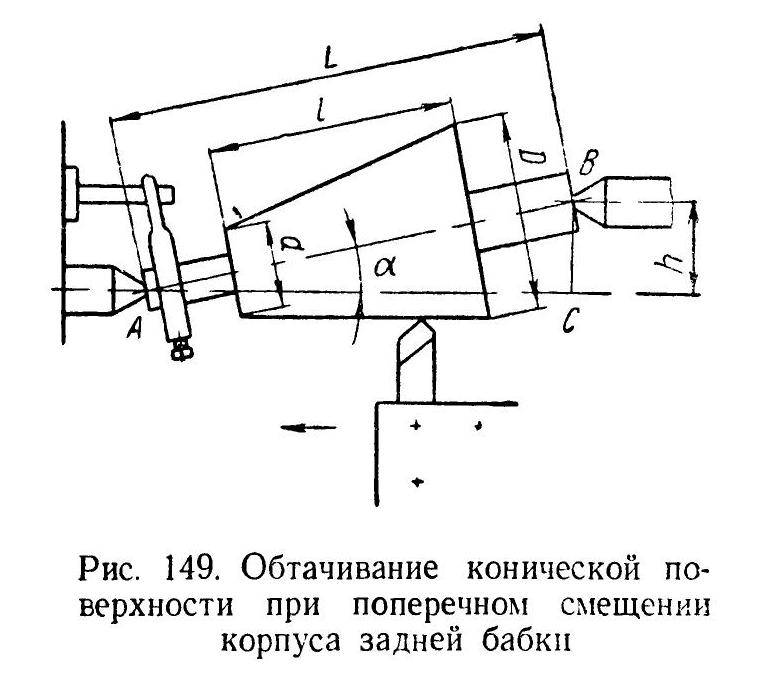
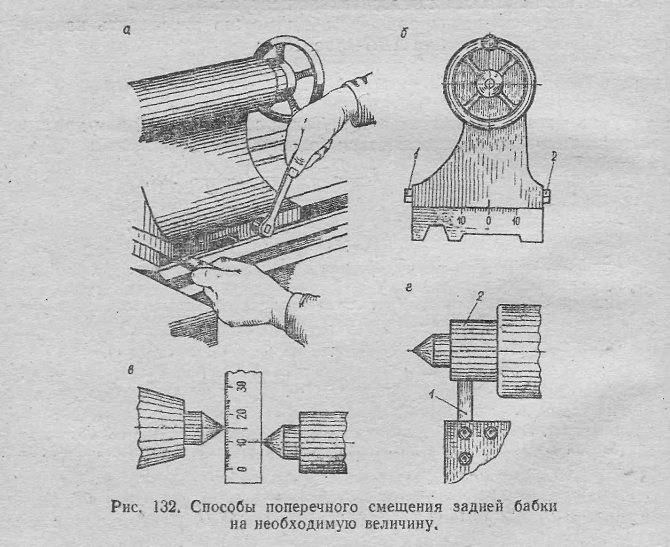
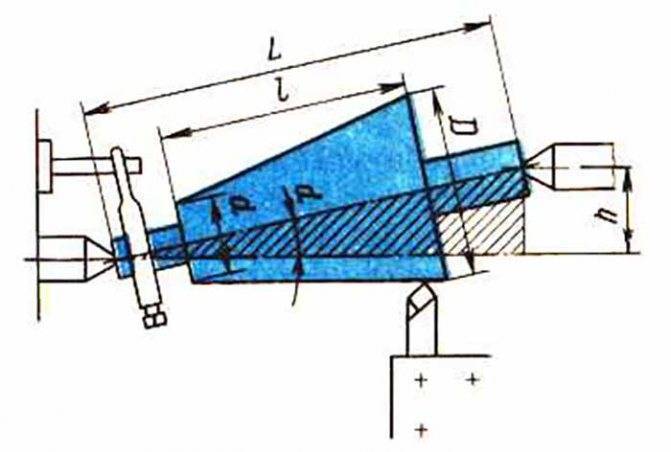
Смещением задней бабки станка производится обработка конусных плоскостей с углом α=8…10˚ и увеличенными длинами (рис. 3).
Рис. 3. Обработка конической поверхности путем смещения задней бабки:
d и D – меньший и больший диаметры; l – расстояние между плоскостями; L – расстояние между центрами: h – смещение заднего центра; α – угол уклона конуса
H=Lsinα.
Если углы небольшие, sinα ≈ tgα.
h≈L(D-d)/(2I), где L – промежуток между центрами, D – большое сечение, d – малое сечение, I – промежуток между поверхностями.
В случае, если L=I, то h=(D-d)/2.
Сдвиг задней бабки контролируется по градуировке на краю плиты опоры напротив маховика. С торца задней бабки также имеются метки. Каждое деление равно 1 мм. Если шкала отсутствует, сдвиг рассчитывают по обыкновенной линейке, которую прикладывают к плите опоры.
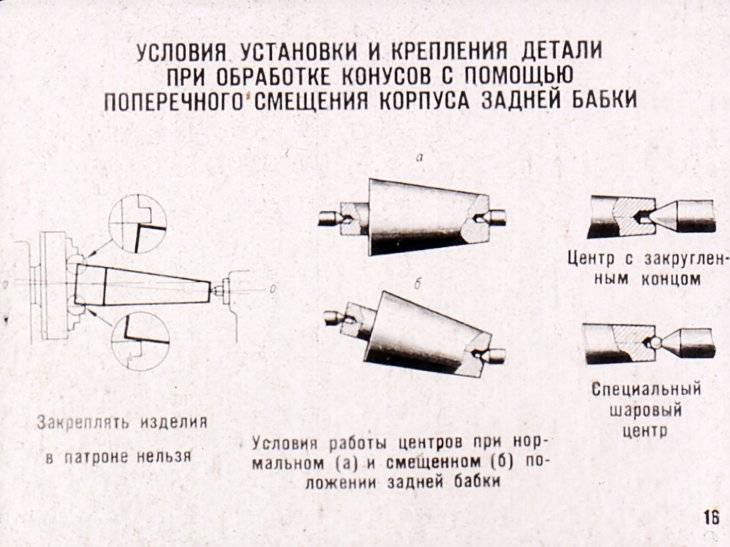
Чтобы достичь соответствия конусности для потока изделий, которые обрабатываются данным методом, параметры деталей и отверстия для центровки должны иметь минимум погрешностей. Смещающиеся центры станка при работе провоцируют износ центровочных отверстий обрабатываемых деталей.
Рекомендуется сначала подвергнуть обработке плоскости конусов, после этого поправить отверстия для центровки. В конце окончательно проточить заготовку чистовым способом. Чтобы избежать разбивания отверстий для центровки и снижения износа центров, целесообразно работать, используя закругление вершин.
Регулярно использованным методом обработки конических плоскостей являются копиры. Плита 7 с копировальной линейкой 6 (рис. 4) закрепляется на станине. По линейке двигается ползун 4. Тягой 2 при помощи зажима 5 он подсоединен к суппорту 1. Чтобы суппорт без труда передвигался поперек, откручивается болт поперечной подачи.
От движения суппорта 1 вдоль станка резец приобретает двойное перемещение: поперек за линейкой-копиром и вдоль за суппортом. На движение в поперечном направлении влияет угол поворота линейки 6 по отношению к оси 5 поворота. Поворотный угол копира контролируют по шкале плиты 7, крепя линейку с помощью винтов 8.
Подачу резца на нужную глубину врезания осуществляют с помощью ручки передвижения салазок суппорта вверху. Внешние конические плоскости подвергают обработке проходными резцами.
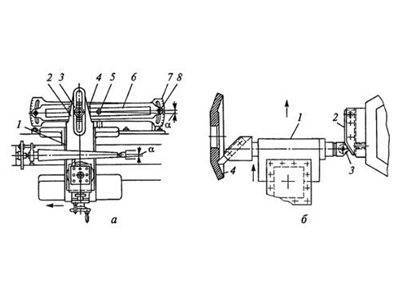
Рис. 4. Обработка конической поверхности с применением копирных устройств:
а – при продольном перемещении суппорта: 1 – суппорт; 2 – тяга; 3 – зажим; 4 – ползун; 5 – ось; 6 – копирная линейка; 7 – плита; 8 – болт;
б – при поперечном перемещении суппорта: 1 – приспособление; 2 – копир; 3 – копирный ролик; 4 – внутренняя коническая поверхность; α – угол поворота копирной линейки
Значение конусности
Рассматривая конусность следует учитывать, что этот показатель напрямую связан с уклоном. Этот параметр определяет отклонение прямой лини от вертикального ил горизонтального положения. При этом конусность 1:3 или конусность 1:16 существенно отличается. Определение уклона характеризуется следующими особенностями:
- Под уклоном подразумевается отношение противолежащего катета прямоугольного треугольника к прилежащему. Этот параметр еще называют тангенс угла.
- Для расчета примеряется следующая формула: i=AC/AB=tga.
Рассчитать этот показатель можно самым различным образом, наибольшее распространение получила формула K=D/h. В некоторых случаях обозначение проводится в процентах, так как этот переменный показатель применяется для определения всех других параметров.
Способы точения конуса, обработка фасонных поверхностей
Точение конусаФасонное точение
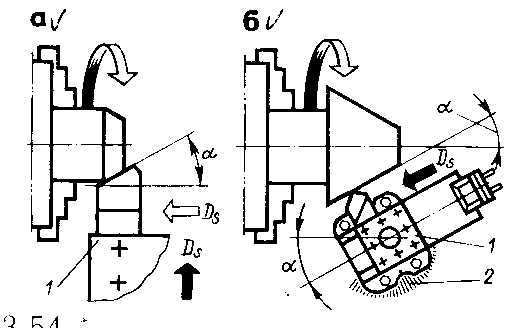
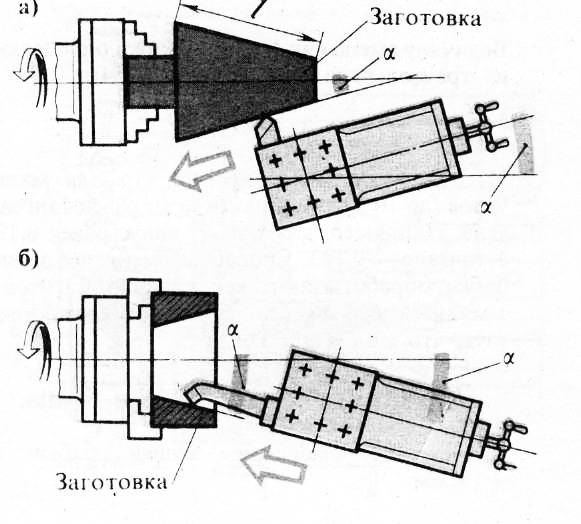
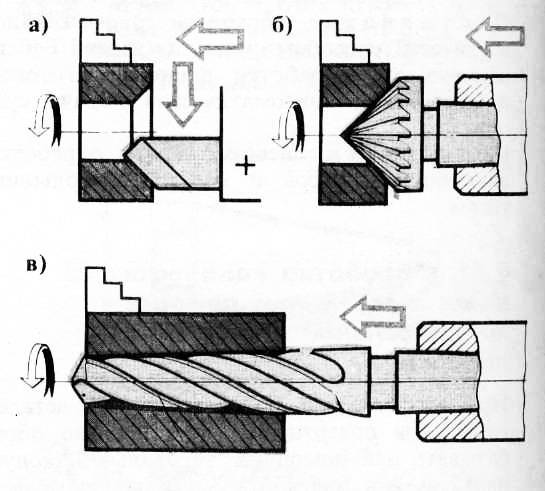
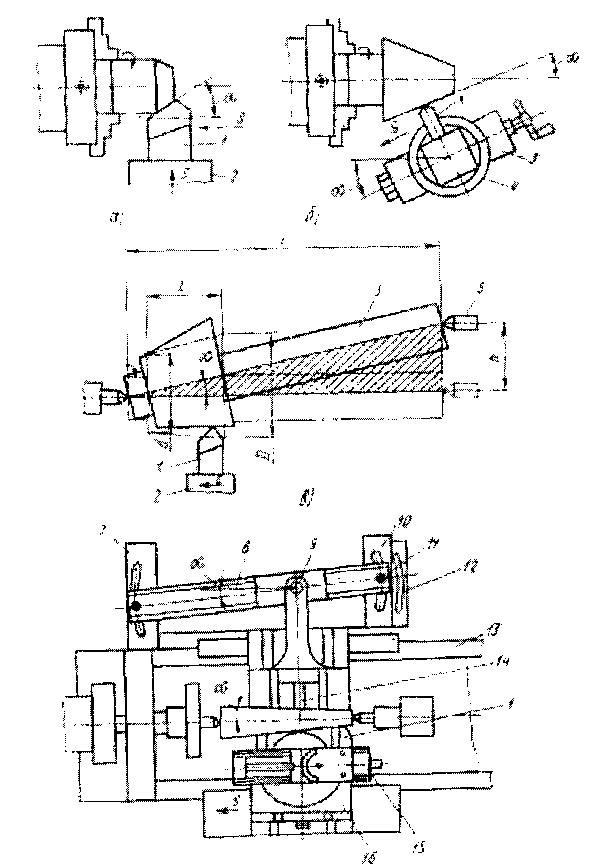
Обработка конических поверхностей на токарных станках производится тремя способами.
Первый способ
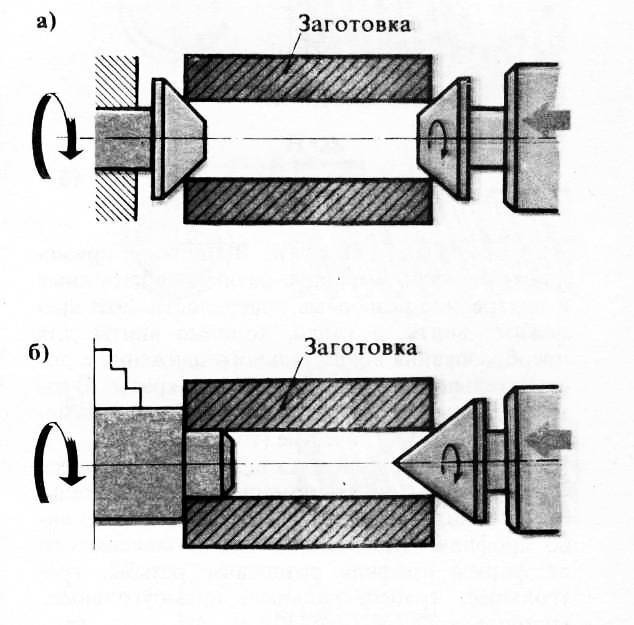
Первый способ заключается в том, что корпус задней бабки смещают в поперечном направлении на величину h (рис. 15, а). Вследствие этого ось заготовки образует определенный угол а с осью центров, а резец при своем движении обтачивает коническую поверхность. Из схем видно, что
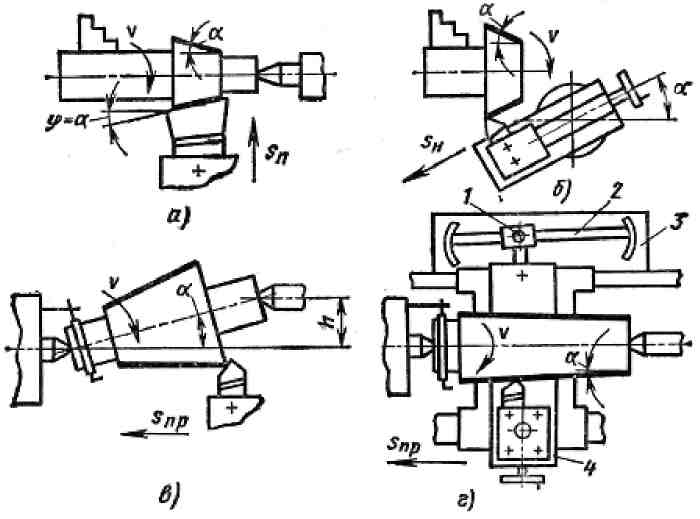
h = L sin a; (14)
tgα=(D-d)/2l; (15)
Решая совместно оба уравнения, получим
h=L((D-d)/2l)cosα. (16)
Для изготовления точных конусов этот способ непригоден вследствие неправильного положения центровых отверстий относительно центров.
Второй и третий способ
Второй способ (рис. 15, б) заключается в том, что резцовые салазки поворачивают на угол а, определяемый уравнением (15). Так как подача в этом случае осуществляется обычно вручную, данный способ используют при обработке конусов небольшой длины. Третий способ основан на применении специальных приспособлений, имеющих копировальную линейку 1, укрепленную на задней стороне станины на кронштейнах 2 (рис. 15, в). Ее можно устанавливать под требуемым углом к линии центров. По линейке скользит ползун 3, соединенный через палец 4 и кронштейн 5 с поперечной кареткой 6 суппорта. Винт поперечной подачи каретки разобщен с гайкой. При продольном перемещении всего суппорта ползун 3 будет двигаться по неподвижной линейке 1, сообщая одно-
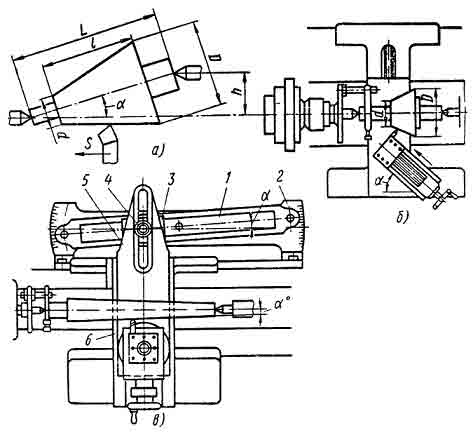
Рис. 15. Схемы обработки конических поверхностей
временно поперечное смещение каретке 6 суппорта. В результате двух движений резец образует коническую поверхность, конусность которой будет зависеть от угла установки копировальной линейки, определяемого уравнением (15). Этот способ обеспечивает получение точных конусов любой длины.
Обработка фасонных поверхностей
Если в предыдущем копировальном устройстве вместо конусной линейки установить фасонную, то резец будет перемещаться по криволинейной траектории, обрабатывая фасонную поверхность. Для обработки фасонных и ступенчатых валов токарные станки иногда оснащают гидравлическими копировальными суппортами, которые располагают чаще всего на задней стороне суппорта станка. Нижние салазки суппорта имеют специальные направляющие, расположенные обычно под углом 45° к оси шпинделя станка, в которых и перемещается копировальный суппорт. На рис. 6, б была показана принципиальная схема, поясняющая работу гидравлического копировального суппорта. Масло от насоса 10 поступает в цилиндр, жестко связанный с продольным суппортом 5, на котором находится поперечный суппорт 2. Последний соединен со штоком цилиндра. Масло из нижней полости цилиндра через щель 7, находящуюся в поршне, поступает в верхнюю полость цилиндра, а затем в следящий золотник 9 и на слив. Следящий золотник конструктивно связан с суппортом. Щуп 4 золотника 9 прижимается к копиру 3 (на участке ab) при помощи пружины (на схеме не показана).
При этом положении щупа масло через золотник 9 поступает на слив, а поперечный суппорт 2, вследствие разности давлений в нижней и в верхней полостях, перемещается назад. В тот момент, когда щуп окажется на участке be, он под действием копира утапливается, преодолевая сопротивление пружины. При этом слив масла из золотника 9 постепенно перекрывается. Так как площадь сечения поршня в нижней полости больше, чем в верхней, давление масла заставит перемещаться суппорт 2 вниз. На практике встречаются самые различные модели токарных и токарно- винторезных станков, от настольных до тяжелых, с широким диапазоном размеров. Наибольший диаметр обработки на советских станках колеблется от 85 до 5000 мм при длине заготовки от 125 до 24 000 мм.
Передняя бабка токарного станка своими руками
Передняя бабка для токарного станка без проблем изготовляется самостоятельно.
Для этой цели понадобится:
- Деревянная доска.
- Фанера, толщиной десять миллиметров.
- Тонкий лист металла, который разрезается специальными ножницами.
Переднюю бабку намного проще изготовить своими руками, если основой данного устройства составляет обычная ненужная дрель. После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось.
Середину передней и середину задней бабки нужно обязательно надежно закреплять, это крайне необходимо. Для задней бабки необходимо заранее установить рамки возможностей оборачивания по оси и жесткое закрепление на месте.
Мощность электрического мотора следует подбирать самостоятельно, опираясь на предназначение токарного устройства. Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали.
Как выточить на токарном станке конус
Как выточить конус на токарном станке
Токарные станки применяются для точения заготовок во время ее точения путем использования специальных резцов. При наличии определенного опыта выточить можно не только детали обычной формы, но и, к примеру, коническую поверхность. Для создания конуса следует иметь определенные навыки работы на токарном станке.

Точение конуса
Поворот верхних салазок суппорта
Провести процесс точения конуса можно, воспользовавшись следующей рекомендацией:
- Берем заготовку и закрепляем ее в шпинделе, а также задней бабкой. Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.
- Обработка может проводиться только при соблюдении техники безопасности путем использования средств индивидуальной защиты.
- Выбираем скорость резания на токарном станке. Обработка конических поверхностей может проводиться со скоростью, которая выбирается в зависимости от стойкости режущей кромки и твердости материала. Если точных данных, которые позволяют рассчитать скорость резания нет, следует идти испытательным путем – от меньших значений к большим.
Установленной заготовке нужно придать цилиндрическую форму. Для этого используется проходной резец, сначала ведется черновая обработка для снятия большого количества ненужного металла. Обработка возле кулачков проводится отогнутым резцом.
Изготовление точных деталей происходит в два прохода: черновая и чистовая обработка. На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.
Для создания небольших конических поверхностей верхняя часть суппорта поворачивается на определенный угол, который должен быть равен половине угла конуса у вершины.
Подобным образом можно провести создание конических поверхностей без использования специального приспособления.
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
Конусная линейка
Некоторые токарные станки оснащаются специальными конусными линейками. Подобное приспособление позволяет проводить обработку наружных и внутренних поверхностей, когда угол наклона не превышает 12 градусов. Сделать конусную форму в этом случае можно путем сочетания продольной и поперечной передачи.
https://youtube.com/watch?v=HysW_hx6pZ0
При использовании линейки можно подобрать угол, который будет создан при одновременном движении суппорта в продольном и поперечном направлении. Правильный угол выдерживать на протяжении всего времени позволяет специальная линейка.
Использование широкого углового резца
Довольно простым способом, при помощи которого на токарном станке можно получить конусную поверхность, является использование углового резца. При его помощи можно создать конус небольшой длины, режущая кромка должна быть прямой. Угол конуса можно корректировать путем заточки кромки или установки его под определенным углом к заготовке.
Точение конуса резцом
Все вышеприведенные способы требуют наличия определенных навыков работы на токарном станке. В некоторых случаях, для крупносерийного производства, изготавливают специальные копиры. Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Технология обработки
Принцип работы — постепенное снятие стружки с заготовки с помощью станка и ручных инструментов.
Станина должна располагаться параллельно телу. Не следует нагибаться над рабочим местом, отходить от него далеко. Оптимальное расстояние — длина предплечья. Высота установки — на уровне локтя.

Нужно соблюдать время работы, делать перерывы через каждые 20–30 минут.
Первичная обработка болванки производится захватом инструмента сверху, сомкнув пальцы снизу. Так надежно удерживается грубое изделие при высоких оборотах токарного станка.
Обрабатывать обточенную деталь удобнее нижним захватом. Это положение обеспечивает более точное движение инструмента при финишной корректировке.
Этап 1: делаем заготовки
Действия:
- Нужно взять брусок любой породы дерева. Его размеры должны незначительно отличаться от габаритов предполагаемого изделия.
- Топором заготовке придается форма цилиндра. Крепить к станку целиковый брусок не рекомендуется: велик риск получить травму от отлетевших крупных кусков древесины.
- Обозначается место, где будет произведено вытачивание формы (центр вращения).

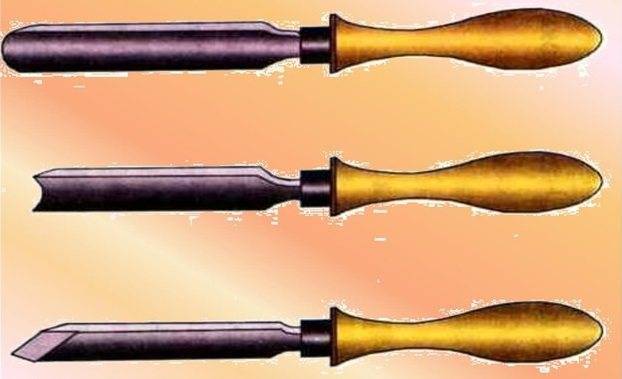
Этап 2: выбор стамески
Для обработки болванки требуется 3 стамески:
- Желобчатая. Ее полукруглая форма подходит для снятия грубого верхнего слоя с заготовки.
- Желобчатая полукруглая вогнутая. Для подготовки изделия к финишной отделке.
- Косая. Помогает вытачивать конусы, подрезать торцы, производить чистовую обработку.
Резьбу по дереву начинают с заточки стамесок, других режущих инструментов.
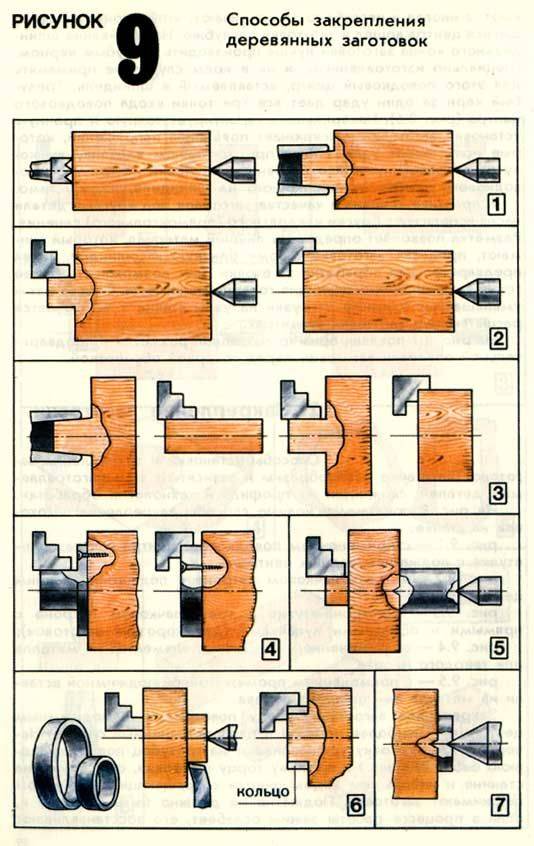
Этап 3: фиксация заготовки
На всех станках предусмотрено место для крепления обрабатываемой детали. Зачастую крепежом выступает шестигранник с шипами. Чтобы заготовка не выпала из механизма при работе, рекомендуется с помощью стамески сделать в ее торцах углубления в местах прилегания шипов.

Опорную скобу подручника (поддержку для руки) устанавливают на расстоянии 5 мм от болванки и немного выше оси вращения. По мере стачивания объема заготовки подручник приближают к поверхности изделия, подкручивают задний шпиндель станка через каждые 5–10 минут.