Что нужно для проведения обряда?
Любой магический обряд требует подготовки, его нельзя проводить просто потому, что этого очень захотелось. А так как отливка оловом очень энергозатратна, то требуется привести свои мысли и тело в надлежащий порядок.
За десять дней (можно за неделю) до проведения обряда нужно соблюдать самый строгий пост: не есть мяса, животных жиров, пить алкогольные напитки, сквернословить, заниматься сексом.
За день до ритуала нужно отказаться от пищи, позволить себе только немного чёрного хлеба и чистой воды. Уром в день проведения ритуала принять душ или сходить в баню, надеть чистое бельё (желательно из натуральных волокон).
Температуры плавления
Температура плавления бронзы напрямую зависит от наполняемости химическими элементами сплава. Ведь в качестве легирующих компонентов могут выступать тугоплавкие элементы. Так, максимальная температура для разлива бронзы составляет 1350 °С.
Маркировка легирующих элементов, добавляемых в сплавы меди:
- алюминий (А);
- бериллий (Б);
- железо (Ж);
- кремний (К);
- марганец (Мц);
- никель (Н);
- свинец (С);
- селен (О);
- титан (Т);
- цинк (Ц).
Для деления бронзовых сплавов пользуются двумя определениями – это оловянистые и безоловянистые бронзы. Температура плавления пригодного для литья, в зависимости от ее химического состава приведена в таблице.
| Сплав, обозначение | Температура для литья, °С |
| БрОФ4-0,25 | 1300 |
| БрОЦ4-3 | 1250 |
| БрОЦС4-4-4 | 1200 |
| БрАЖ9-4 | 1200 |
| БрА9Мц2Л | 1150 |
| БрА10Ж8Л | 1190 |
| БрА11Ж6Н6 | 1185 |
| БрАЖС7-1,5-1,5 | 1150 |
| БрС3О | 975 |
| БрА5 | 1200 |
| БрКН1-3 | 1050 |
| БрБНТ1,7 | 1050 |
| БрАМц10-2 | 1150 |
| БрКМц3-1 | 1150 |
| БрМц5 | 1150 |
| БрБ2 | 1100 |
| БрСН60-2,5 | 1100 |
Это далеко не полный перечень литейных бронзовых сплавов.
Если плавка бронзы производится в домашних условиях, то особое внимание следует обращать на температуру плавления сплава. Оловянистым бронзам не требуется преодолевать тысячеградусный порог
Им достаточно 900°С — 950 °С. Безоловянистым сплавам уже требуется 950 °С — 1100 °С.

Детали, получаемые из бронзы методом центробежного литься
При выплавке бронзовых деталей стоит учитывать их высокую вязкость. Поэтому для качественного литья нагревать их следует выше температуры плавления примерно на 100 градусов. Бронзы обладают минимальной усадкой, которая не превышает 1,5%. Данная характеристика является преимуществом перед латунями и позволяет получать фасонные отливки.
Для сравнения можно посмотреть на температуру плавления латуней. Выделяются две категории латуней – это двухкомпонентные и многокомпонентные латуни. В состав двух компонентных сплавов кроме меди входит цинк. Его количество влияет на температуру плавления, которая находится в диапазоне 880°С — 965°С.
Для» много компонентных температурные режимы повышаются до 895 °С — 1070 °С из-за ввода легирующих компонентов с высокой температурой плавления.
Как подготовить форму для отлива оловом?
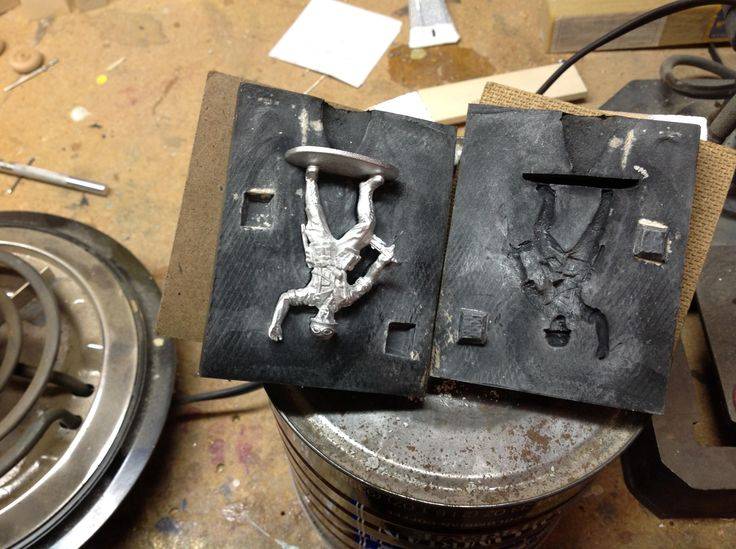
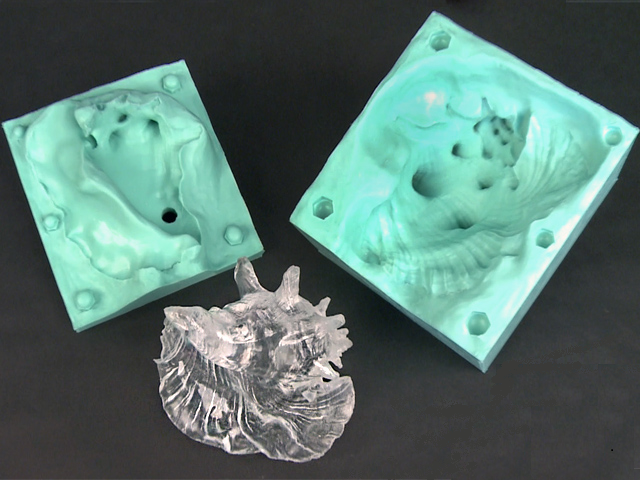
 Самым важным этапом, который влияет на весь ход отлива оловом, и получившегося результата, считается изготовление формы правильного размера. У данной фигурки обязательно должен быть правильный и точный до мелочей разъём, поскольку он помогает во время процесса доставания отливку, и при этом никак не навредить форме фигурки. Как правило, форму для отлива изделий и фигурок из олова делают с разборной конструкции так, чтобы она состояла из двух отдельных частей.
Самым важным этапом, который влияет на весь ход отлива оловом, и получившегося результата, считается изготовление формы правильного размера. У данной фигурки обязательно должен быть правильный и точный до мелочей разъём, поскольку он помогает во время процесса доставания отливку, и при этом никак не навредить форме фигурки. Как правило, форму для отлива изделий и фигурок из олова делают с разборной конструкции так, чтобы она состояла из двух отдельных частей.
Для произведения этого процесса правильно следует отдать предпочтение гипсу или силикону. Но при выборе материала следует обратить на несколько основополагающих факторов. При производстве фигурок, которые отливаются в силиконовой форме, потребуется множество расходного материала и времени, поскольку этот материал долго схватывается, а иногда и вовсе вулканизируется.
Кроме того, на рынке строительных материалов можно найти специально разработанный герметик, который разработан для того, что им можно было залить на модель или изделие. После чего, он застынет, и в результате чего получится форма для заливки, которую можно применять несколько раз в первоначальном виде и функциональности. В таком варианте, когда при эскизе было учтено лишь маленькое количество деталей, то такую форму для отлива необходимо изготавливать со специальным вкладышем.
Во время производства фигуры следует обратить особенное внимание, что она должна иметь несколько каналов для прохода воздуха. Следует отметить, что от размера этого канала для воздуха, через которое происходит залив олова в ранее приготовленную форму, напрямую зависит скорость заполнения формы. Любой человек, который сталкивается с отливом олова знает, что металл ни в коем случае не должен поступать медленными темпами, поскольку он будет слишком быстро остывать, и полностью не заполнит все полости формы
Любой человек, который сталкивается с отливом олова знает, что металл ни в коем случае не должен поступать медленными темпами, поскольку он будет слишком быстро остывать, и полностью не заполнит все полости формы.
Для проведения отливки две раздельные области формы крепко соединяют вместе, и кладут в области между листом фанеры. Но следует проверить, что лист фанеры должен быть толщиной приблизительно в двенадцать миллиметров. После того, как крепление произошло, части следует перетянуть при помощи тугой резинки.
Этапы отлива олова.

После того, как подготовительные работы были проведены, можно приступать к разогреву олова. Заливать сплав можно, только когда на верхней поверхности образовалась плёнка жёлтого цвета. Но нельзя допускать, чтобы металл перегрелся, тогда на поверхности появится плёнка синего или даже фиолетового цвета.
Производить залив олово следует тоненькой струйкой, и одновременно слегка стучать по форме, чтобы там не образовывался воздух. При отливе всегда следует учитывать все требования и правила безопасности, чтобы не допустить образования ожогов.
После того, как форма полностью наполнилась жидким оловом, следует подождать до того момента, пока металл полностью не засохнет.
После высыхания изделие следует аккуратно достать из формы при помощи щипцов. Вначале следует открыть форму, чтобы не повредить изделие.
Первоначально изделие может иметь некоторые недочеты и дефекты, поэтому следует провести дополнительные очистительные обработки. Следует аккуратно и тщательно убрать возможные вкрапления, которые представляют собой лишние части металла, которые затекает в маленькие швы между половинками формы. Проще всего, вкрапления и подтёки можно спилить. А швы следует отшлифовать при помощи наждаки мелкого сечения.
-
Если фигура сложная, и состоит из нескольких мелких элементов, то лучше всего спаять их между собой при помощи паяльника.
Когда изделие полностью готово, его следует промыть в растворе с содой, а после тщательно отчистить при помощи щётки с тонкими щетинками.
Для окраски изделия из олова подойдут акриловые краски.









Какие тонкости следует учесть при отливе оловом фигурок?
Правильное проведение отлива оловом во многом зависит от условий, которые были выбраны для проведения процедуры. Средний показатель температуры плавления составляет 231 градус по Цельсию. А вот наивысшая точка приблизительно доходит до 2300 градусов по Цельсию
Такая температура может быть получена и в домашних условиях, но следует обращать внимание на правила и технику безопасности
При промышленном производстве фигурок тотемных животных и духов следует использовать специально разработанные литейные машины центробежной силы.
Техника безопасности
При отливке грузил на открытом огне следует соблюдать требования пожарной безопасности. Держите по близости воду, чтобы затушить потенциальный очаг возгорания. НИ В КОЕМ случае не лейте её в ёмкость со свинцом.
Помещение должно быть хорошо проветриваемым, в идеале — иметь вытяжку. Процесс плавки не стоит оставлять без присмотра, но нужно подобрать плотную одежду. Обязательны длинные рукава и перчатки, чтобы защитить руки от ожогов, если свинец брызнет.
Убедитесь, что рядом с плитой, костром или электротигелем нет горючих веществ и легковоспламеняющихся предметов. Особенно это относится к одежде. Кроме того, из неё очень сложно вывести химический запах свинца.
Как сделать олово в домашних условиях? Пошаговый процесс литья
Сегодня олово — привычный металл. Однако в 16-17 векахоно было довольно редким и ценным, поэтому Россия покупала его в другихстранах. Олово использовалось для покрытия железных изделий для предохраненияих от ржавчины.
Из этого металла русскими умельцами создавалась посуда срельефными узорами, поскольку мягкое, податливое олово легко поддавалосьобработке резцом. После отлива изделия мастер декорировал его затейливыморнаментом или гравированной надписью.
Сегодня Московский Исторический музейимеет различные образцы посуды из олова, которая сохранилась с давних времён.
Кратко о податливом олове
Металлическое олово имеет такую структуру кристаллов, чтопри его сгибании кристаллы металла хрустят в результате трения друг о друга.Этот хруст является отличительным признаком чистого олова от его сплавов,которые при изгибе звуков не издают.
Наносить разные декоративные покрытия на основе олова иликакого-либо сплава, сделанного из него, возможно и в домашних условиях.
Приэтом может возникнуть вопрос, как сделать олово самостоятельно? Добывается онос помощью электрохимических способов травления с использованием раствораэлектролита, который потребуется изготовить своими руками, применив для этогочистое олово и его соли.
Каким должен быть металл для литья
Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.
Неудивительно, что именно чугун стал излюбленным материалом литейщиков. А все потому, что у этого сплава превосходная текучесть, из-за чего работать с ним относительно просто. Сталь далеко не столь текуча, а потому для полного заполнения формы (чтобы не было каверн и пустот) приходится прибегать к самым разным ухищрениям.

В простейшем случае, когда требуется домашнее литье металла, сырье расплавляют и маленькими порциям выливают в воду: так, в частности, можно изготовить грузила для рыбалки. Но данный метод сравнительно широко используется даже в оружейной промышленности! С вершины специальной башни, по очертаниям напоминающую градирню, также дозировано начинает выливаться расплавленный металл. Высота сооружения такова, что до земли долетает идеально сформованная капелька, уже остывшая. Именно так производится в промышленных объемах дробь.
Принимаем олово, оловянные припои
Олово (лат. Stannum; обозначается символом Sn) — пластичный ( при деформации на изломе хрустит), ковкий и легкоплавкий блестящий металл серебристо-белого цвета, иногда имеет желтый отлив. Олово образует две аллотропические модификации: ниже 13,2 °C устойчивое α-олово (серое олово) с кубической решёткой типаалмаза, выше 13,2 °C устойчиво β-олово (белое олово) с тетрагональной кристаллической решеткой. Олово используется как безопасное, нетоксичное, коррозионностойкое покрытие в чистом виде или в сплавах с другими металлами.
Главные промышленные применения олова — в белой жести (лужёное железо) для изготовления тары пищевых продуктов, в припоях для электроники, в домовых трубопроводах, в подшипниковых сплавах и в покрытиях из олова и его сплавов. Важнейший сплав олова — бронза (с медью). Другой известный сплав — пьютер — используется для изготовления посуды. Для этих целей расходуется около 33 % всего добываемого олова.
До 60 % производимого олова используется в виде сплавов олова с медью, медью и цинком, медью и сурьмой (подшипниковый сплав, или баббит), с цинком (упаковочная фольга) и в виде оловянно-свинцовых и оловянно-цинковых припоев.
НАШ ПРАЙС-ЛИСТ
Многие пункты приема готовы купить олово, но только наша фирма может предложить выгодную и честную цену в соответствии с современным состоянием рынка металлов.
Мировая потребность в олове, цена которого довольно высока, и его сплавах постоянно растет, появляется в огромных количествах и лом олова.
На этом фоне особое значение приобретает его вторичная переработка, тем более появились фирмы, подобные нашей, которые могут купить олово захорошую цену. Мы уже длительное время занимаемся приемом олова, помогая снабжать им пищевую, радио и автомобильную промышленность.
ООО «ВеКо» купит олово. Цена высокая!
Различают несколько основных марок производимого олова. Различие связано с содержанием основного элемента и наличием посторонних примесей. Соответственно, различаются и сферы применения. Металл олово бывает марок: ОВЧ000, ОВЧ00, 01ПЧ, О1, О2, О3, О4. Первые две марки имеют высокую чистоту содержания — 99,99 и 99,94% олова, соответственно, и находят применение в полупроводниковой технике. О1, О2, О3, О4 используются при изготовлении жести, припоев, кухонной утвари и поличения сплавов олова. Здесь содержание металла составляет от 99,6% до 99,9%
Одной из наиболее распространенных марок является О1ПЧ. металла олова — 99,91%, остальное примеси железа, меди, мышьяка, висмута. Выпускается, как правило, в виде чушек, прутка, оловяноного листа.
Мы принимаем олово содержащееся в оловянных изделиях, олово марки 01ПЧ, куски белой жести,оловосодержащие отходы, оловянную проволоку, посуду, различные изделия из олова Реже встречается олова кусок, которое, как правило, является отходом различных производств.
Немного теории
Что есть игра? Дети, развиваясь, копируют взрослую жизнь, которая их окружает. Для моделирования они используют игру. Основным элементом игры являются персонажи из окружающего мира. Персонажи олицетворяются фигурками. Девочки предпочитают куклы, мальчики — солдатиков. По сути, солдатик это та же кукла, только с оружием в руках, т.е.

![2.4. оловянное литье. технико-технологические сведения. основы дизайна. художественная обработка металла [учебное пособие]](https://lab-metr.ru/wp-content/uploads/c/a/2/ca244c640a7c97dc3762b0daeb6baea9.jpeg)








если Барби дать в руки дробовик — получится солдатик, а если кошелёк Кена, то — ну сами понимаете… Иными словами, когда ребенок (я намеренно не указываю пол ребёнка, А.Ц.
) моделирует, как Барби разводит Кена на халявную выпивку в баре ночного клуба, это игра в куклы.
А когда Барби при помощи дробовика отнимает все деньги Кена в тёмном переулке или грабит банк, в котором Кен работает управляющим — это уже игра в солдатики? Ещё один сюжет: Барби с подругами при помощи автоматических винтовок, гранат и Кена с миниганом радикально защищает бездомную лисичку-песца от преступной группировки браконьеров. Это всё ИГРА.
Игра с включением ролевых элементов. Два последних сюжета используют военную атрибутику. Становятся ли они от этого тем, что мы называем словом «WARGAMES»?
Немного истории
Давайте попробуем проследить, откуда взялся сам термин «WARGAMES». В нашей истории всё началось в период Нидерладской буржуазной революции (Восьмидесятилетняя война). Это XVI век. 17 провинций устроили революцию за освобождение от власти Испанкой короны.
Для тех, кто не в курсе, историческая справка: на тот момент Испания была самым сильным государством в Европе и Америке (нынешний аналог на территории бывшего СНГ — Россия).
Против неё выступили обыкновенные, сейчас мы называем это словом сепаратисты (возьмём для примера Сибирь, которой вдруг приспичило отделиться, создать независимое государство и начать самостоятельно торговать своимии ресурсами).
Мало того, что приспичило, но у неё это, к примеру, получилось.
В результате открытого военного противостояния сепаратисты победили и создали своё/свои государства. Сами понимаете, что для современников это было своеобразным культурным шоком. Что же обеспечило им победу непосредственно на поле боя, т.е. военное превосходство. Это был новый боевой порядок.
Он взял фигурки солдатиков, с их помощью смоделировал принципы действий отдельных подразделений на поле боя. Затем были смоделированы тактические принципы взаимодействия самих подразделений. Всё это было переведено на язык военных команд, и написан устав.
Армия, обученная по этому уставу, обеспечила тактическое превосходство на поле боя над лучшей армией Европы. В общем, произошла очередная революция в военном деле. Как следствие, идея обучать будущих полководцев основам тактики при помощи моделирования прижилась при дворах европейских монархий.
Почему именно там? А кто является потенциальным главнокомандующим в любой монархии? Наследник престола. А как проще всего объяснить тактику мальчишке? Наглядно демонстрируя действия при помощи солдатиков. В результате при дворах европейских монархов стали возникать первые коллекции солдатиков.
Причём к ним применим именно термин «КОЛЛЕКЦИЯ», потому что они воссоздавали армию государства, которой придётся командовать. При определённом желании можно добавить армии «вероятного противника». Поскольку время идёт, а армии меняются, совершенно стихийно получалось, что каждому новому принцу создавали свою уникальную коллекцию.
Стало правилом хорошего тона, чтобы у каждого уважающего себя монарха была своя «детская» армия, и новая армия, которую он дарил своему сыну. Вот отсюда и пошло выражение «солдатики — королевское увлечение».
Это уже «WARGAMES»? Нет. Это всего лишь мода и снобизм. Монархи соревновались в понтах, и коллекции были безумно дорогими, являясь атрибутом статуса, но никак НЕ игрой. Тем более — игрой массовой.
Дворяне, естественно, стремились подражать своим монархам и заказывали аналогичные коллекции, но попроще, поменьше и подешевле. Дальше статусов дело не двигалось. Игра не выходила за стены дворцов.
Нюрнберг. Одному из мастеров приходит в голову идея лить из олова фигурки солдатиков и всех прочих атрибутов к ним (дома, деревья, гражданских, но солдатиков в первую очередь). Фигурки делают плоскими. Так появляется классическая «плоская Нюрнбергская миниатюра». Фигурки получаются дешёвыми и их можно поставить «на поток», т.е. сделать много, обеспечивая тем самым потенциальный спрос.
Литье
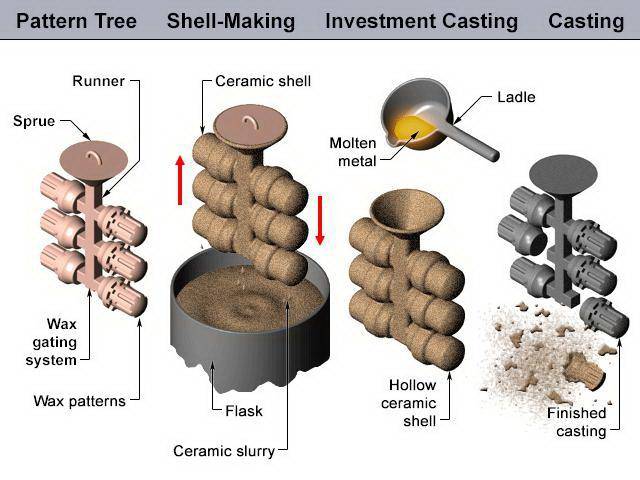
Теперь заготовка готова для выплавления воска из пресс-формы. Ее помещают на 10 минут в автоклав, заполненный горячим паром. Воск растапливается и из оболочки полностью вытекает. На выходе получаем керамическую форму, полностью повторяющую форму детали.
Когда керамо-песчаная форма затвердеет, проводят литье металлов по выплавляемым моделям. Предварительно форму нагревают 2-3 часа в печи, дабы она не потрескалась при заливке раскаленных до 1200 ˚C металлов (сплавов).
В полость формы поступает расплавленный металл, который в дальнейшем оставляют остывать и твердеть постепенно, при комнатной температуре. Для остывания алюминия и его сплавов требуется 2 часа, для сталей (чугуна) – 4-5 часов.
Оборудование для изготовления сувенирных фигурок-миниатюр
В зависимости от предполагаемых масштабов производства фигурок-миниатюр вам понадобятся:
- Специальные формы для оловянных или пластмассовых изделий (рекомендуется использовать на начальном этапе организации бизнеса). В основном, используется в домашних условиях, без привлечения специалистов.
- Термопласт-автоматы различных модификаций, позволяющие выпускать фигурки большими партиями.
- Технология 3D-печати. Самый перспективный вариант на сегодняшний день, но у него есть существенный недостаток – высокая стоимость. Большинство аналитиков, занимающихся данными вопросами, утверждают, что очень скоро данная технология вытеснит другие методы производства фигурок.
Кроме перечисленных способов изготовления сувенирных фигурок, существует огромное количество альтернативных методов, но, как правило, все они сводятся к обычной «заливке» форм, а меняются только наименования материалов, используемых для этих целей.
Общие сведения
Технология литья серебра
В заводских условиях для литья серебра используются индустриальные технологии и дорогостоящее оборудование. Это требует дополнительного использования редки и довольно опасных компонентов, а так же значительного количества электроэнергии. Но традиционные технологии, которые известны человечеству уже более нескольких тысячелетий отлично подходят для литья металла в условиях мастерских или дома. Самая распространенная технология – это литье по выплавляемым моделям, литье с помощью специального воска для моделирования, в качестве формы могут выступать глиняно-песчаные смеси или гипс.
Серебро для создания украшений можно купить в банках или в ювелирных магазинах в виде слитка металла. В этом случае будут вы точно будете уверены в его составе и выбранной пробе металла. Можно использовать и старые изделия из серебра – ложки, ювелирные изделия, но в этом случае дополнительно придется провести очистку материала от примесей других металлов, это может быть свинец, медь или что-то еще. Очистку проводят путем плавки металла в тигле с добавлением соды, буры и селитры. Селитра имеет свойство окисления и связывания неблагородных металлов. Бура и сода переводят окисленные и связанные металлы в состояние жидкого шлака, а серебро остается на дне в виде слитка.
Литье из олова

Олово – это легкоплавкий металл. Он занимает пятидесятое место в таблице Менделеева. Он довольно широко распространен в природе, в частности, руду для его производства активно добывают в море Лаптевых.
Олово
Человек начал применять олово еще в бронзовом веке. В частности, его использовали для получения бронзы. В наши дни его используют в качества припоя, покрытий и пр. Кроме этого, олово применяют в ювелирном деле и при изготовлении игрушек, например, оловянных солдатиков и пр.
Инструменты и материалы для литья
Олово практически идеальный материал для выполнения литья и в домашних, в промышленных условиях. Какие будут нужны материалы и инструменты для производства формы и выполнения литья. Для изготовления формы потребуется герметик и гипс. Из первого будет изготавливаться сама оснастка, а гипс потребуется для изготовления каркаса, в который будет установлена технологическая оснастка.




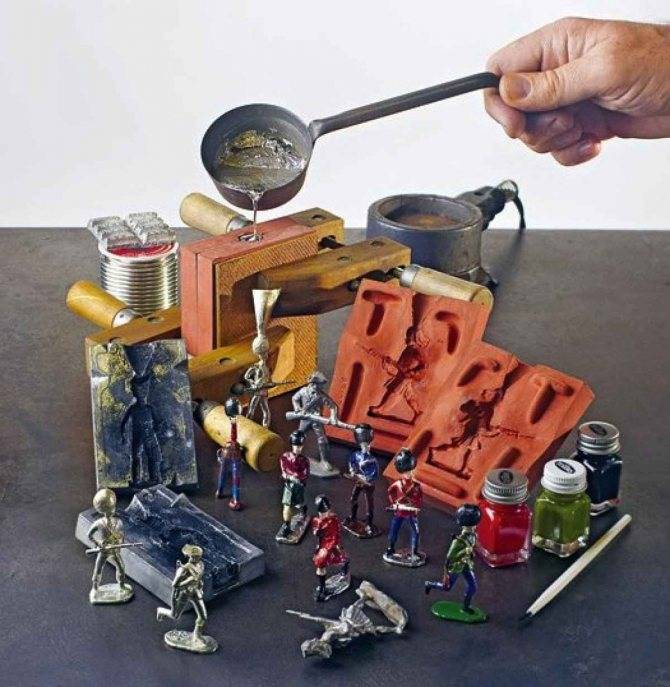




Инструменты для литья из олова
Кроме, названных материалов потребуется несложный слесарный инструмент – напильники с разным сечением, плоскогубцы, паяльник и пр.
Для изготовления литьевой оснастки применяют такие материалы, как гипс или силикон. Все зависит от детали и ее назначения. К самой простой можно отнести гипсовую. Для ее изготовления понадобится коробка из дерева, некоторое количество гипса и кусок металлической трубки.
Создание оснастки выполняется в несколько шагов:
- Приготовление гипсовой смеси. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заранее приготовленную коробку и разравнивают.
- Для получения полуформы необходимо взять деталь и наполовину погрузить ее в приготовленный гипс. Аналогичную операцию необходимо выполнить со второй половиной детали. В результате будут получены 2 полуформы.
- Полуформы надо соединить, или скрепить с помощью замков или просто стянуть тугой резинкой. В то место, через которое будет заливаться расплав олова надо вставить приготовленную металлическую трубу.
В принципе литьевая оснастка готова к работе. Расплав олова можно спокойно заливать в полученную форму.
В чем отличие гипсовых форм от других – главное они имеют меньшую стойкость. Если их поверхность не подготавливать, то такая оснастка может выдержать один – два цикла.
Основные способы литья олова
В промышленных условиях существует несколько технологий позволяющих быстро и эффективно изготавливать отливки из олова и его сплавов.
Самым популярным можно назвать литье в центробежной машине.
Суть этого метода довольно проста, расплавленный металл, через систему литников подается в формы, расположенные вокруг одной оси и вращающиеся с определенной скоростью. Их вращение обуславливает создание центробежной силы, которая прижимает поступающий металл внутри формы.
Перед заливкой на рабочие поверхности могут быть нанесены составы, облегчающие выемку готовой отливки из формы.
Литье олова в домашних условиях
Как уже отмечалось, литье из олова в домашних условиях используют для получения рыболовных снастей, фигурок, например, солдатиков и пр.Порядок выполнения отливки из олова выглядит следующим образом:
- Изготовление формы.
- Литье изделия.
- Механическая обработка отливки.
Для выполнения литья олова в домашних условиях понадобится:
- Кухонная плита;
- Олово.
- Форма для отливки.
- Напильник, скальпель и некоторые другие несложные инструменты.
Оснастку, выполненную из алюминия или силикона, можно использовать по нескольку раз.
Для получения качественного результат придется потратить много времени, при этом желательно иметь определенные художественные навыки. После того как фигурка будет отлита ее желательно раскрасить.
Для этого применяют акриловые краски. Для того чтобы она хорошо легла фигурку перед началом работы необходимо обезжирить.