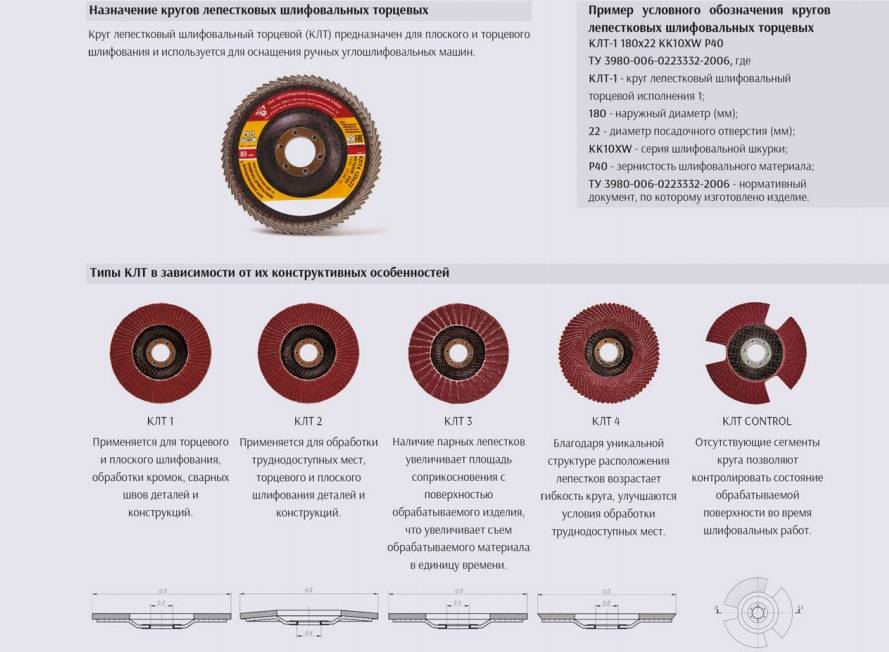
Особенности маркировки шлифовальных изделий
Производство кругов выполняется согласно ГОСТу, соответственно их маркировка также регулируется нормативными актами. Обычно основными критериями для маркировки абразивных кругов являются:
- Шлифматериал – это крошка особого материала, которая отличается высокой прочностью и хорошими шлифовочными свойствами.
- Величина диска – характеризирует диаметр круга.
- Размер зерен – от него напрямую зависит степень обработки. Чем зерна крупнее, тем интенсивнее и грубее стирается обрабатываемая поверхность. Крупная зернистость применяется, когда необходимо быстро снять большое количество материала и отрезать большой кусок от детали. Мелкая обычно используется для тонкой обработки, шлифовки и сглаживания углов.
- Тип диска – зависит от особенностей профиля нового наждачного круга. На сегодняшний день выделяют 39 различных видов профилей.
- Степень твердости – этот показатель никак не связан с твердостью абразивной крошки, он характеризирует способность связующего материала удерживать на своей поверхности зерна и препятствовать их отрыванию в процессе обработки.
- Связующее вещество – указывает на материал, выступающий в качестве основы круга. Связующее вещество необходимо для формирования круга из крошки.
- Класс неустойчивости – от него зависит точность обработки поверхности. Чем неустойчивость выше, тем ниже качество работы. Причиной этого чаще всего выступает неправильная форма круга, неравномерное распределения связующего материала и смещение посадочного места относительно геометрического центра круга.
- Структура – указывает на соотношение количества абразива и связующего материала, наличием пор в составе, характер расположения зерен и однородность их распределения.
- Оптимальная скорость вращения – рассчитывается зависимо от предназначения наждака, его структуры, особенностей используемого материала и формы. Ее рекомендуется придерживать для достижения оптимального результата.
5 Типы связки и классы – керамические, бакелитовые или вулканические?
Связка – это показатель скрепления между собой различных абразивных зерен. Современные шлифовальные круги различных производителей характеризуются тремя видами связок: керамическая (К), бакелитовая (Б), вулканическая (В). Керамическая связка представляет собой смешанные и измельченные в различных пропорциях кварц, песок, глину и другие материалы. Круги по ГОСТ 2424 с керамическим типом связи обладают высокой прочностью и устойчивой формой, однако они не рекомендуются для применения при силовом шлифовании металла, когда во время шлифовки образуется ударная нагрузка.
 Круг для шлифовки металла
Круг для шлифовки металла
Бакелит – это искусственная смола. Круги с таким типом связки обладают высокой эластичностью и термостойкостью. Чаще всего, бакелит при производстве шлифовальных кругов применяют с добавлением графита или с другими упрочняющими элементами. Бакелитовые и керамические связки используются в 95 % случаев при производстве качественных шлифовальных дисков. Вулканическая связка состоит преимущественно из каучука и используется в отдельных отраслях обработки.
Маркировка по классу точности абразивного инструмента необходима для выбора оптимального шлифовального круга. Существует три класса кругов, каждый из которых применяется в той или иной области. Диски класса “А” предназначены для использования на высокоточном электрическом оборудовании, на автоматизированных линиях. Класс “Б” – более универсальный вариант абразива, который применяется при проведении работ по шлифовке. Класс “АА” изготавливается из высококачественных абразивных материалов, имеет практически идеальную геометрию и форму, а также высокую степень связки и структурность.
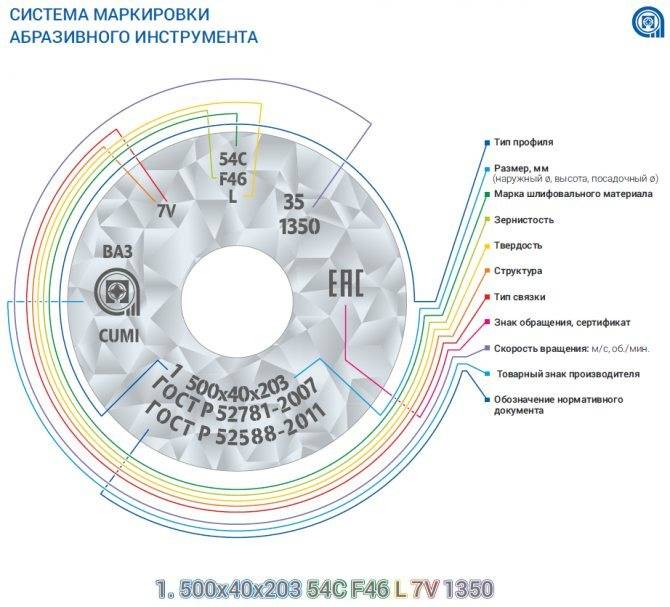
Основные виды абразивных инструментов
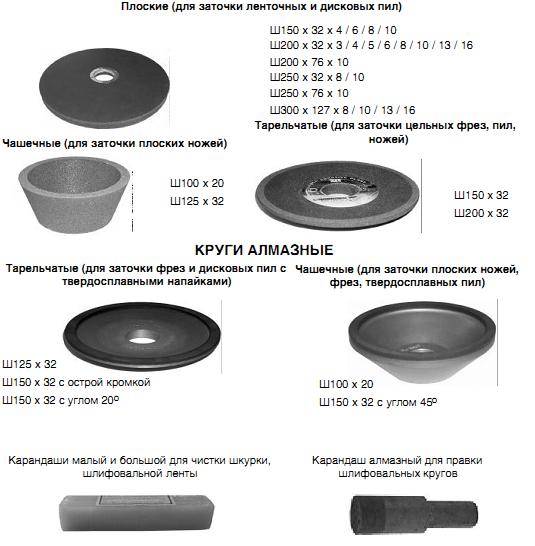
Абразивные инструменты, предназначенные для шлифования, в зависимости от геометрической формы разделяют на шлифовальные круги, головки, сегменты, бруски, шлифовальные ленты и шкурки. Каждый вид инструмента имеет свои особенности, обусловленные назначением инструмента, конструкцией станка, выполняемой операцией, материалом заготовки и требованиями к обработанной детали.
Шлифовальными кругами называют абразивные инструменты, представляющие собой тела вращения и имеющие сквозное осевое отверстие, предназначенное для крепления круга на шпинделе станка.
Шлифовальными головками называют абразивные инструменты, представляющие собой тела вращения, имеющие несквозное отверстие. Головку наклеивают на шпильку, один конец которой изготовляют гладким или с накаткой и устанавливают в отверстие головки, а другой зажимают в патроне станка.
Брусками и сегментами называют абразивные инструменты (или их часть), имеющие одинаковый профиль поперечного сечения по всей длине. Бруски и сегменты не вращаются вокруг своей оси при работе. Бруски предназначены для закрепления в специальных патронах или головках и применяются в виде единичного инструмента или в собранном виде. Шлифовальные сегменты крепятся обычно на переходных фланцах, которые устанавливают затем на шпиндель станка. Бруски, кроме того, применяют для ручной обработки при отделочных и заточных операциях.
Лентами и шкурками называют абразивный инструмент, представляющий собой тонкую гибкую основу с закрепленным на ней слоем абразивного зерна. Шлифование лентами и шкурками производится или вручную, или на специальных станках.
Типы шлифовальных кругов и их основные размеры регламентированы ГОСТ 2424—83, который предусматривает ряд типов и несколько сотен типоразмеров. На рис. 13.1 приведены формы сечения и условное обозначение типов шлифовальных кругов. Шлифовальные круги с диаметром отверстия от 1 до 13 мм можно наклеивать на шпильку. Шлифовальные круги с диаметром отверстия от 6 до 20 мм и наружным диаметром до 100 мм закрепляют на шпинделе или оправке станка винтами или гайками. Круги с посадочным отверстием от 10 до 32 мм и наружным диаметром от 32 до 250 мм закрепляют на шпинделе или оправке фланцами. Круги с диаметром отверстия от 32 до 508 мм крепят на переходных фланцах винтами или гайками. Круги формы К наклеивают на переходные фланцы.
Рис. 13.1 Формы сечений шлифовальных кругов: а — прямого профиля (ПП);, б — с двусторонним коническим профилем (2П), в — с коническим профилем (3П), г — с выточкой (ПВ), д – с коническои выточкой (ПВК), е — с двусторонней выточкой (ПВД), ж — с двусторонней конической выточкой (ПВДК), з — специальный (ПP), и — кольцевой (К), к — чашечный цилиндрической (ЧЦ), л — чашечный конический (ЧК), м – тарельчатый (Т). н — с двусторонней выточкой и ступиней (ПВДС); D — наружный циамегр, H — высота, d — диаметр посадочного отверстия
При креплении кругов необходимо между опорными поверхностями абразивного инструмента и деталями зажимных устройств устанавливать прокладки из картона, резины, войлока или кожи для более равномерного распределения давления на круг.
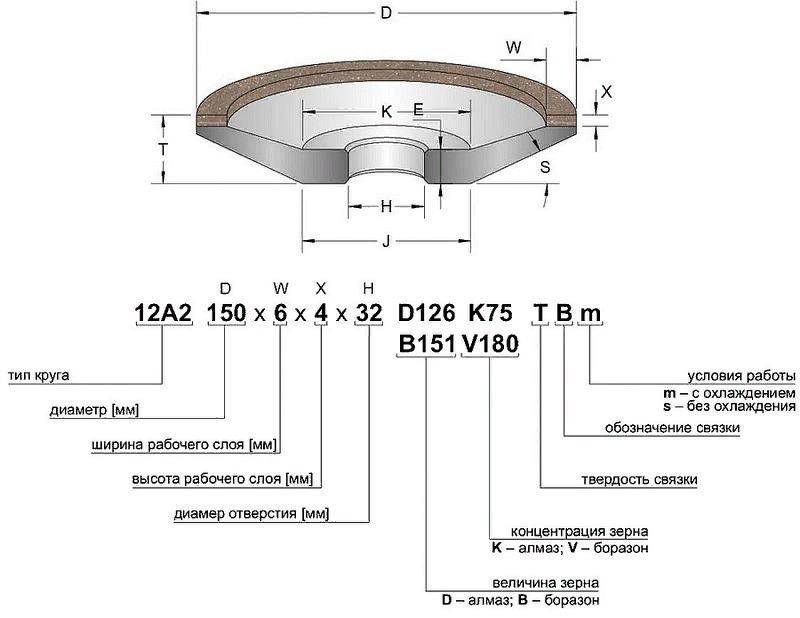
Алмазные и эльборовые шлифовальные круги классифицируют по ГОСТ 24747—81. В зависимости от формы корпуса, формы и расположения алмазо- и эльборосодержащего слоя, а также от модификации корпуса устанавливают определенные обозначения формы кругов (табл. 13.1).
13.1. Обозначения форм алмазных кругов
Первые одна или две цифры (с 1 по 15) в обозначении характеризуют форму сечения корпуса; следующие одна или две буквы (А, АН, В, С, СН, D, DD, Е, ЕЕ, F. FF, G, GG, Н, J, L, LL, М, Р, Q, QQ, R, S, V, Y, U) — форму сечения абразивосодержащего слоя; последующие один или два цифровые и буквенные индексы (1, 1P, 1R, 1V, 1X, 2, 3, 4, 4V, 4X, 5, 5V, 5X, 6, 6V, 6X, 7, 8, 9, 10) обозначают расположение абразивосодержащего слоя на корпусе, а следующие за ними (В, С, Н, Т, М) — модификацию корпуса. При маркировке алмазных и эльборовых кругов индексы модификации корпуса можно опускать.
13.2. Применение основных типов шлифовальных кругов
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.



Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Как определиться со значением зернистости?
Несколько стандартов определения зернистости делают установление этой величины не самым простым занятием. Чтобы упростить задачу, была разработана специальная таблица зернистости шлифовальных кругов. В ней приводится обозначение зернистости по ГОСТ 3647-80, а также по ГОСТ 9206-80 (для алмазной крошки) и средний размер абразивных частиц в микронах. Благодаря этому покупатели могут без труда подобрать зернистость шлифовального круга с различным типом маркировки изделия.
Таблица соотношений зернистости шлифовальных кругов
| Обозначение по ГОСТ 3647-80 | Обозначение по ГОСТ 9206-80 (алмазные порошки) | Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и < | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и < | |||
| 0,3/0 | 0,3 и < | |||
| 0,1/0 | 0,1 и < |
Чтобы выбрать оптимальное значение зернистости шлифовального диска, необходимо принимать во внимание:
- величину снимаемого припуска,
- заданную шероховатость поверхности и другие факторы.
Например, если необходимо уменьшить шероховатость поверхности, то потребуется выбирать круг с меньшей зернистостью. Далеко не всегда целесообразно выбирать круг со слишком мелким зерном, так как в этом случае может происходить прижог обрабатываемого материала и засаливание самого круга. Не стоит забывать и о том, что использование круга с мелким зерном влечет за собой снижение производительности механической обработки материала.
Из чего изготавливается абразивный диск на болгарку
УШМ или углошлифовальная машинка — это уникальный инструмент, способный заменить множество ручных приборов, как например, ножовки по дереву и металлу. Многофункциональность болгарки достигается за счет применения расходных материалов — отрезные, шлифовочные, полировочные, зачистные и тому подобное. Самыми популярными являются отрезные диски по металлу. Меньшей популярностью пользуются насадки для пиления древесины, так как болгарка — это далеко не самый подходящий инструмент для работы с этим материалом.
Абразивный диск состоит из двух основных составляющих — это армирующий слой, который находится в толще насадки, а также электрокорунд или карбид-кремния. Электрокорунд или карбид-кремния применяется в виде зерен (мелких и крупных), которые методом спекания соединяются с армирующим слоем. В качестве армирующего слоя используется бакелит или вулканит. Чем отличаются бакелитовые и вулканитовые круги по металлу, их достоинства и недостатки, выясним далее.
https://youtube.com/watch?v=f62j0b7TCyE
Как выбрать абразивный круг
Чтобы выбрать абразивный круг, обратите внимание на его маркировку. Первостепенное значение имеет сфера применения изделий
Бывают насадки для промышленных установок и ручных инструментов. Для работы в бытовых условиях вам потребуется второй вариант. Остальные моменты, связанные с выбором, рассмотрим отдельно.
Зернистость абразива
Размер частиц на полотне варьируется в диапазоне 12–4000 мкм. Обозначается на круге в виде особой маркировки. Общепринятая система шифрования — FEPA. Показатель зернистости в таблице обозначен индексом F. Чем меньше числовое значение, тем больше частицы по размеру.
Есть три основных размера зернистости:
- крупная (F16–24);
- средняя (F30–60);
- мелкая (F70–220).
Крупные частицы абразива позволяют с максимальной быстротой нарезать металл, бетон и другие твердые элементы. Однако для тщательного вырезания кромок и пазов необходима мелкозернистая насадка.
Диаметр круга
Диаметр круга должен совпадать с размером режущего инструмента. В продаже есть изделия диаметром 80–500 мм. Бытовые машинки выпускаются под круги диаметрами 115, 125, 150, 180 и 230 мм. Чем больше размер изделия, тем проще распилить толстую деталь из металла.
Фотография № 3: Абразивные диски разных диаметров
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
Фотография № 4: Абразивный круг на дрель
Вид обрабатываемого материала
Лучшие абразивные круги — те, которые подходят под обрабатываемый материал. Информация об этом будет дана рисунками на поверхности в виде камня, бетона, керамики, металла и т. п. Есть также универсальные изделия, которые подходят для работы с разными покрытиями.
Скорость вращения
Обратите внимание на расчетную скорость вращения насадки. Она должна быть чуть выше той, на которой работает шлифовальная машина
Об этом параметре говорит цвет полоски на изделии:
- зеленая — 100 м/с;
- красная — 80 м/с;
- желтая — 63 м/с.
Плотность круга
На выбор абразивного круга влияет его структура (плотность). Этот параметр показывает, на каком расстоянии друг от друга находятся зерна. Конкретный вид засыпки выбирают по плотности обрабатываемого материала. Всего есть три варианта структуры:
- закрытая — для металлов и агрессивного шлифования;
- полуоткрытая — для цветных металлов, ЛКМ, пластика;
- открытая — для обработки древесины.
Приведем конкретные примеры. Круг PS18EK с насыпкой открытого типа подходит для обработки древесины, снятия ржавчины, краски, шпатлевки. Насадка PS22K полуоткрытого типа предназначена для шлифовки металла и твердой древесины. Изделие PS21FK с плотной засыпкой подходит для обработки нержавеющей стали.
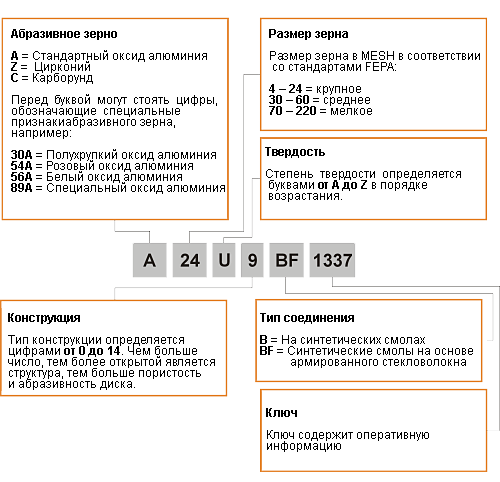
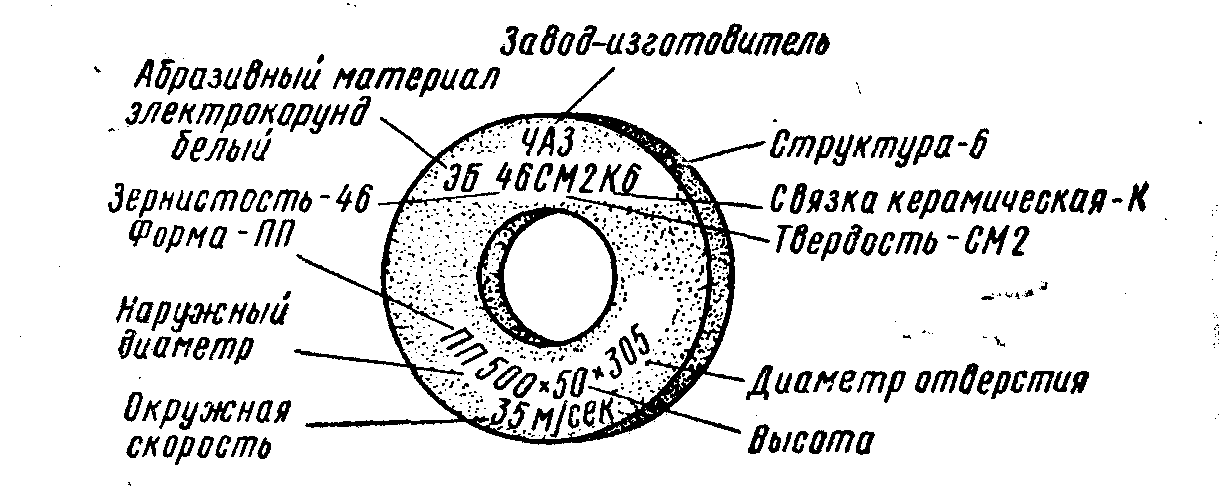
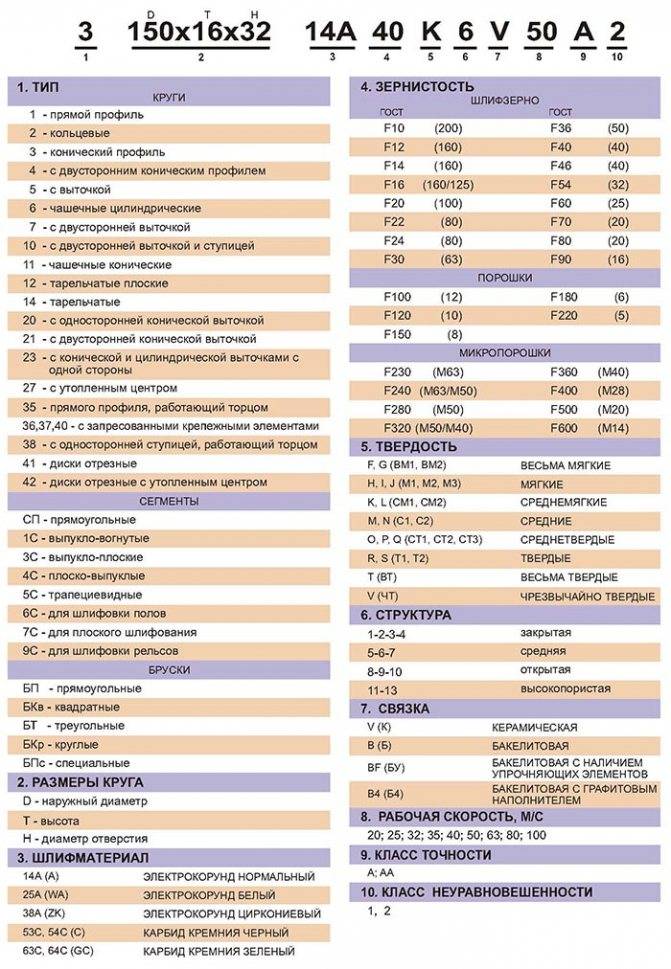
Маркировка абразивных кругов
Полная маркировка, которую наносят на абразивные круги, содержит следующую информацию:
- тип круга;
- габаритные размеры (высота и диаметр);
- абразивный материал;
- класс зернистости;
- уровень твердости;
- структура материала;
- вид связующего элемента;
- скорость вращения;
- класс точности.
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
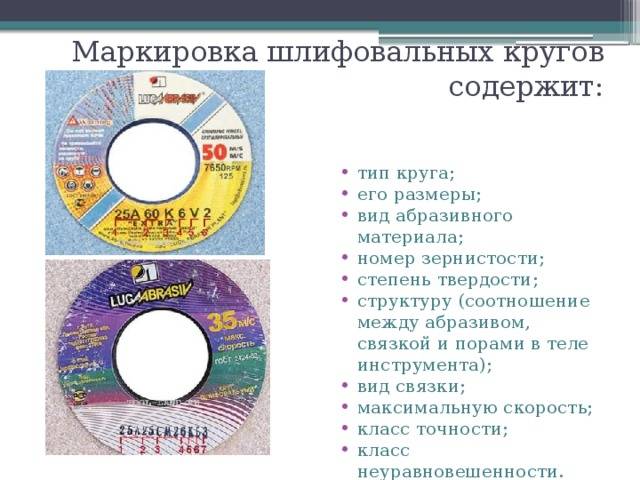

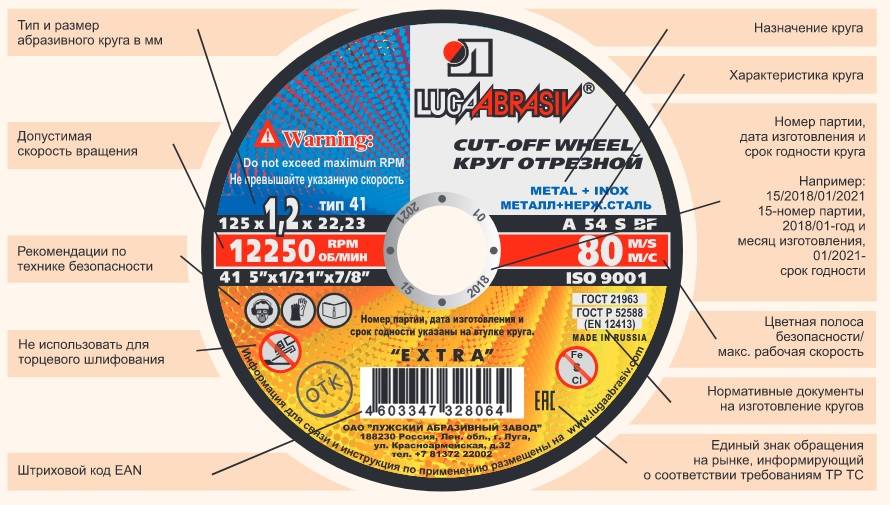


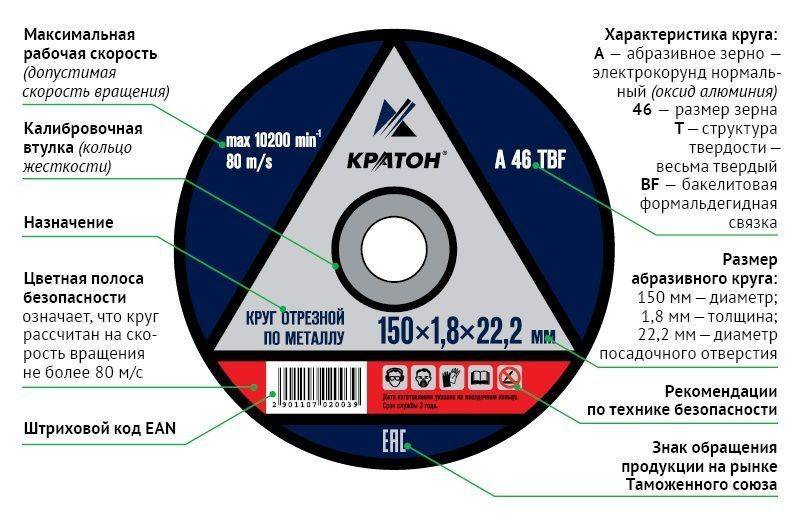
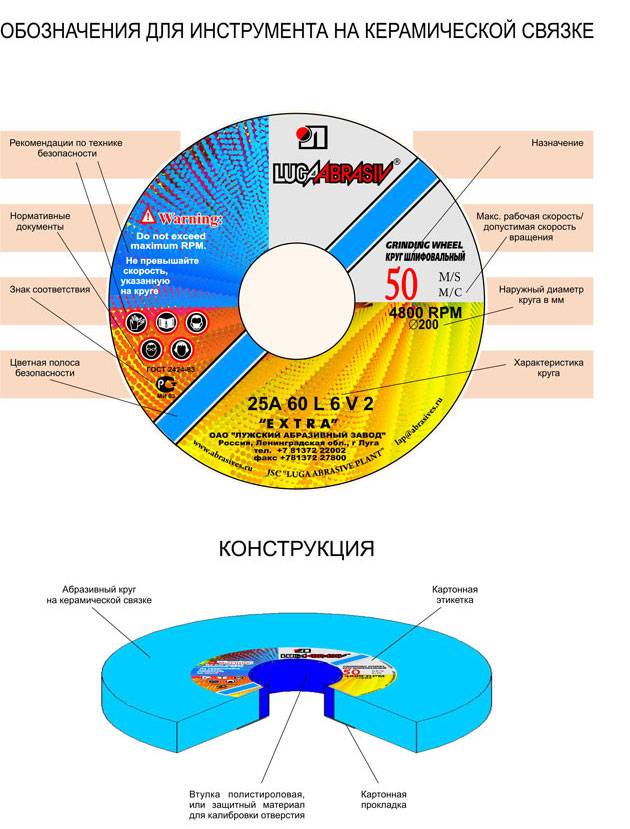
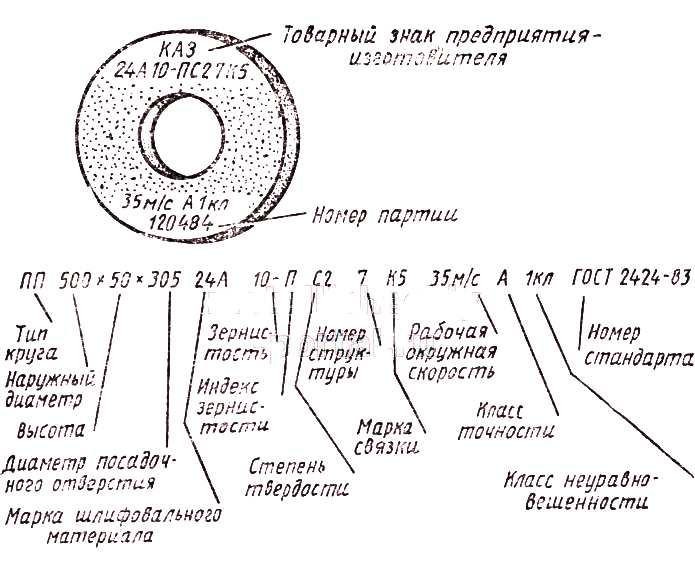
Изображение № 2: Маркировка на абразивном диске
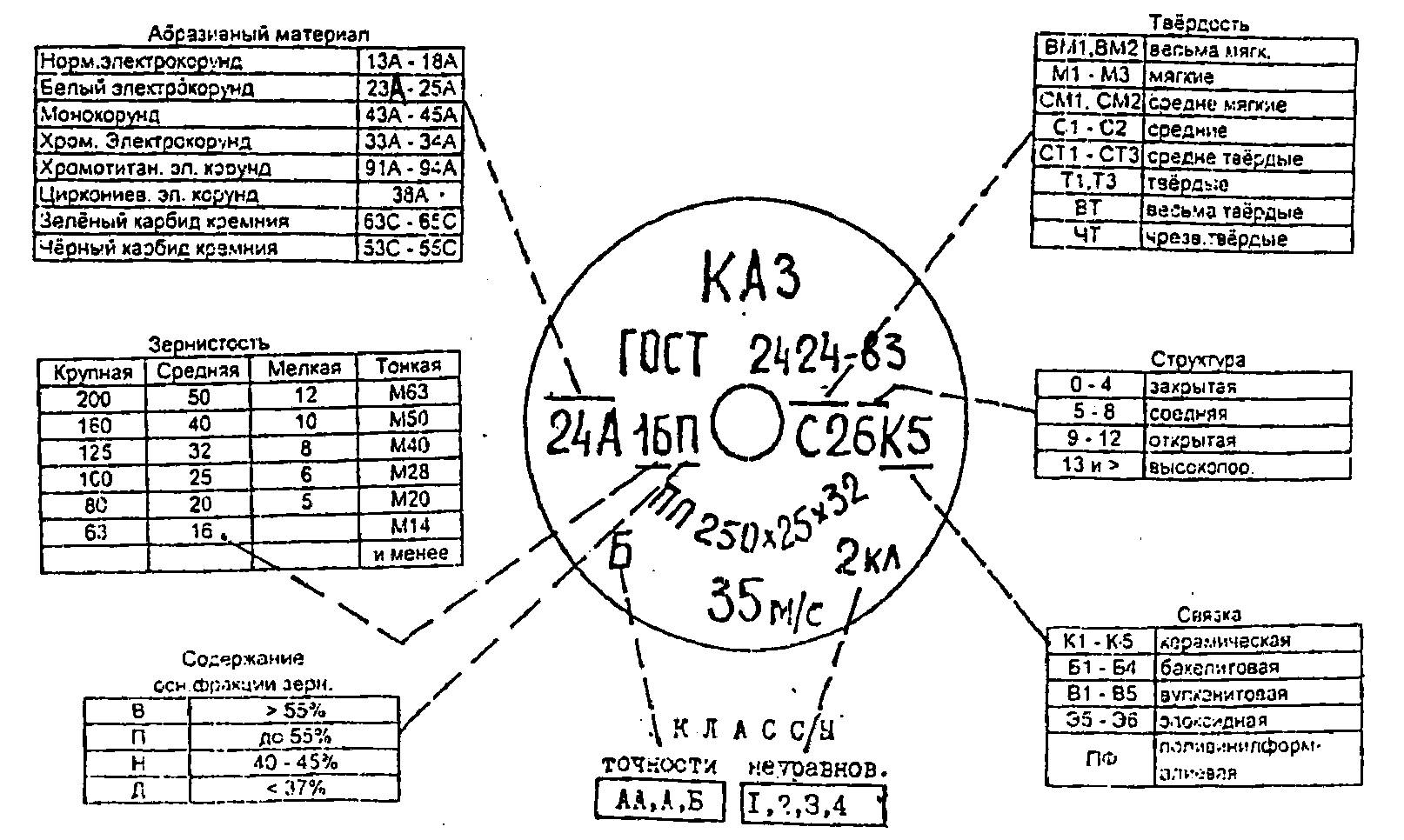
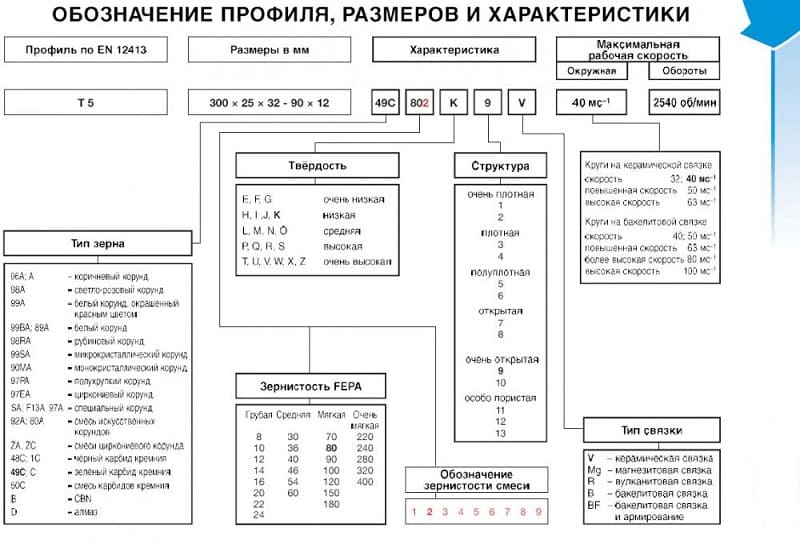
Маркировка кругов наносится по разным редакциям ГОСТов, поэтому в шифрах есть отличия по твердости, плотности и другим параметрам. Для понимания маркеров просмотрите таблицу, размещенную ниже.
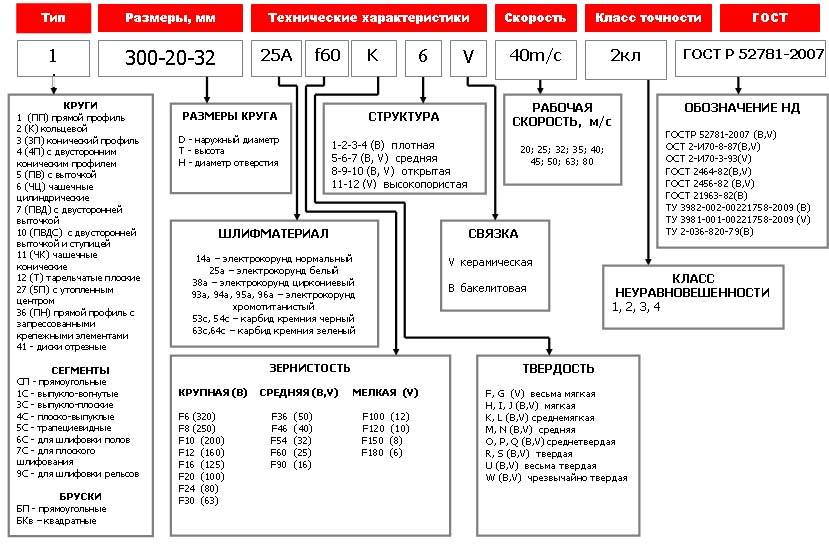
Изображение № 3: Таблица с маркировками зернистости (ГОСТ, FEPA)
Далее приведем варианты расшифровки для двух кругов.
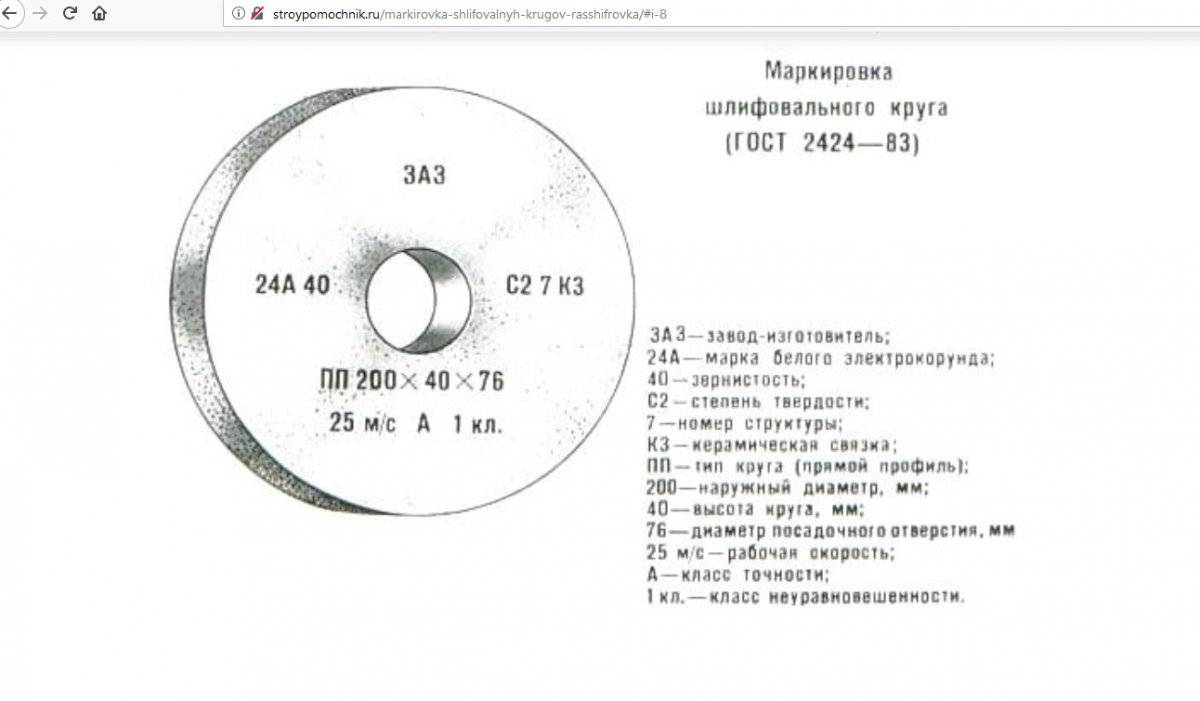
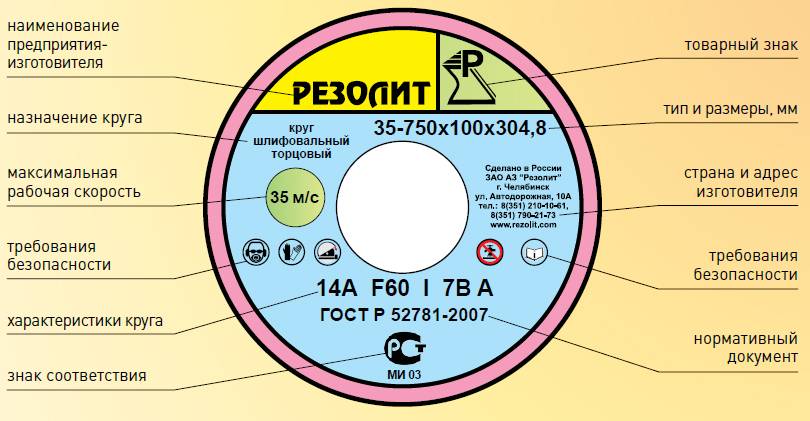
Фотография № 5: Расшифровка диска 1
- Абразивный материал: 25А — белый электрокорунд.
- Зернистость: 60, то есть 800–630 мкм.
- Твердость: К — средняя.
- Структура: 6 — средняя.
- Связующий элемент: V — керамика.
- Класс неуравновешенности: 2.
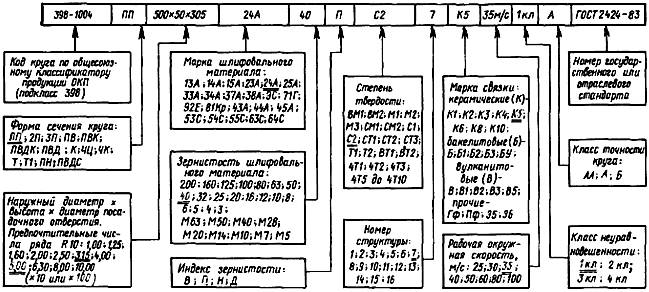
Фотография № 6: Расшифровка диска 2
- Абразивный материал: 14А — нормальный электрокорунд.
- Зернистость: 36–30, то есть 525–625 мкм.
- Твердость: Q-U — средняя/твердая.
- Связующий элемент: BF — бакелит с уплотнителем.
- Класс неуравновешенности: 1.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
Originally posted 2018-04-06 09:22:34.
Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
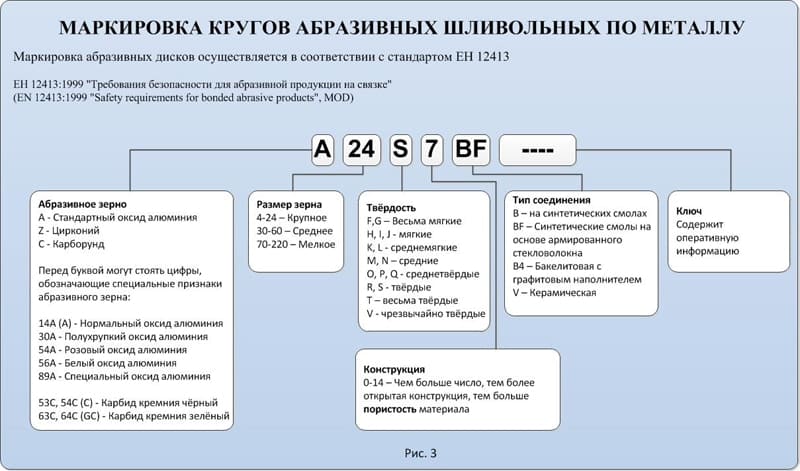
Кодировка
Спецификация круга закодирована четырьмя символами, латинскими буквами и цифрами:
первая буква обозначает материал крошки абразива: АS — белый электрокорунд, он подходит для работы по нержавеющей стали, потому что в сплаве практически нет хлора, серы и железа, повышающих температуру резки; А — электрокорунд; С — карбид кремния — такими кругами режут кафель и камень, но не металл; цифра — обозначает количество абразивных зерен на единицу площади. Чем больше цифра, тем мельче размер частиц. Для резки стали берут зерна покрупнее — 24, 30; для работы по мягким цветным металлам более мелкие — 60 или 40; латинская буква — это твердость связки. Первые буквы алфавита — самые мягкие связки, чем дальше от начала — тем жестче
Самые мягкие связки подбирают для обработки наиболее твердых металлов! Это важное соотношение нужно знать при выборе расходного материала для болгарки. Во время резки изношенные частицы отпадают и в работу вступают новые, еще не затупленные. При слишком жесткой связке отрезной диск «засаливается»: греет металл, режет тяжело
Вместе с тем, круг с чересчур мягкой связкой стачивается быстрее; последняя латинская буква (или пара) — это название связующего материала, чаще всего — бакелит. Обозначается как BF
При слишком жесткой связке отрезной диск «засаливается»: греет металл, режет тяжело. Вместе с тем, круг с чересчур мягкой связкой стачивается быстрее; последняя латинская буква (или пара) — это название связующего материала, чаще всего — бакелит. Обозначается как BF.
Как выбрать отрезной круг для болгарки главные критерии и рекомендации
Почему к выбору отрезного диска по металлу нужен соответствующий подход? Ведь именно этот вид насадки является одним из самых опасных. Его опасность в том, что в процессе работ расходный материал может разрушиться, что становится причиной серьезных последствий. Какие последствия могут возникнуть, каждый понимает, поэтому для исключения таких случаев, кроме работы в экипировке и защитных средствах, нужно научиться правильно выбирать абразивные круги под болгарку.

Тип инструмента, для которого нужен расходный материал. Это может быть не только болгарка, но и стационарное оборудование, станки, спецтехника
Срок службы
Именно на этот показатель нужно обратить внимание в первую очередь
Зернистость или размер фракций абразивных частиц — чем меньше число зернистости, тем крупнее фракция, как на наждачных кругах. Чем больше фракция, тем грубее обработка, но при этом меньше затрачивается времени на рез
Наружный диаметр диска и размер посадочного кольца
Толщина диска — чем меньше значение, тем выше безопасность и быстрее достигается результат
Количество оборотов — указываемое значение на диске не должно превышать величины, которая указана в технических характеристиках УШМ
Обычно УШМ имеют максимальную скорость вращения от 9 до 11 тысяч оборотов в минуту
Тип армирующего слоя — бакелит или вулканит
Материал, для которого предназначена насадка — металл, алюминий, нержавейка или универсальный
Немаловажно обратить внимание на наличие ГОСТа, а также знаков качества, которые подтверждают, что насадка не является подделкой. Актуальный стандарт, по которому производятся отрезные круги по металлу ГОСТ 21963-2002. Не стоит покупать самые дешевые расходные материалы наряду с дорогими, так как часто именно цена играет решающую роль, отражаюсь на качестве и безопасности
Не стоит покупать самые дешевые расходные материалы наряду с дорогими, так как часто именно цена играет решающую роль, отражаюсь на качестве и безопасности.
https://youtube.com/watch?v=r0qePQ_44B0%3F
Это интересно! Обратить внимание нужно на производителя. Сегодня выпускаются насадки разных фирм — Hilti, Bosch, Makita, Metabo, Hitachi, Expert, Luga, Зубр и другие
Кстати, насадки марки Luga (их еще называют «луга»), признаны самыми надежными, эффективными и производительными.
Тип абразивного материала
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят:
- Электрокорунд. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. В работе с ним можно добиться более ровной и гладкой поверхности.
- Карбид кремния. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид. Область применения – работа с твердыми сплавами, фарфором и мрамором.
- Эльбор. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами.
- Алмаз. Еще один твердый вид абразивных кругов. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности.
Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд. Существуют и другие типы известных абразивов:
- нормальные электрокорунды (13-16А);
- белые (23-25А);
- хромистые (33 и 34А);
- титанистый только один (37А);
- циркониевый тоже один (38А);
- монокорунды (43-45А);
- черный карбид кремния (53 и 54С);
- зеленый карбид кремния (62-64С).
Общие сведения
Абразивный шлифовальный инструмент фактически представляет разновидность резцового металлообрабатывающего оборудования. Рез осуществляется с помощью большого числа твёрдых частиц. Видов шлифкругов очень много, о некоторых имеют понятие только те, кто с ними сталкивался. К примеру, в авиастроении и космической отрасли используется специальный инструмент. Однако выполняет он ту же работу, что и остальные подобные приспособления.
Для различных покрытий имеется своя разновидность шлифовочного круга. С их помощью обработке поддаются стальные, чугунные изделия, сплавы цветных металлов и кованные принадлежности. Специальная оснастка есть для работы со стеклом, керамикой и кирпичом. Наиболее распространённые абразивные инструменты, находящиеся в применении к настоящему времени представлены:
- Кругами.
- Головками.
- Фрезами, или шарошками.
- Сегментами.
- Брусковыми приспособлениями.
После обработки таким оборудованием оставшиеся шероховатости определяются классами А, Б и АА. Лучшее качество шлифовки, обозначаемое буквами АА, достигается на высокоточных станках.