Деревянные модели
Древесина имеет малую плотность, хорошо поддается обработке, удерживают лак и краски, способны к склеиванию, имеют низкую стоимость. Но древесина имеет неоднородное строение, способно поглощать и испарять влагу. Некоторые из этих недостатков возможно устранить при помощи сушки и обработки.
Какие породы дерева применяют ? Липа, ольха, сосна, береза, клён, дуб. Для обработки дерева применяют: круглопильные, ленточнопильные, токарные, фуговальные, рейсмусовые, фрезерные, шлифовальные, шипорезные станки. По точности изготовления модели делят на 3 класса: I,II,III. Точность обуславливается величиной отклонения размера.
Покрытие моделей огнеупорной оболочкой
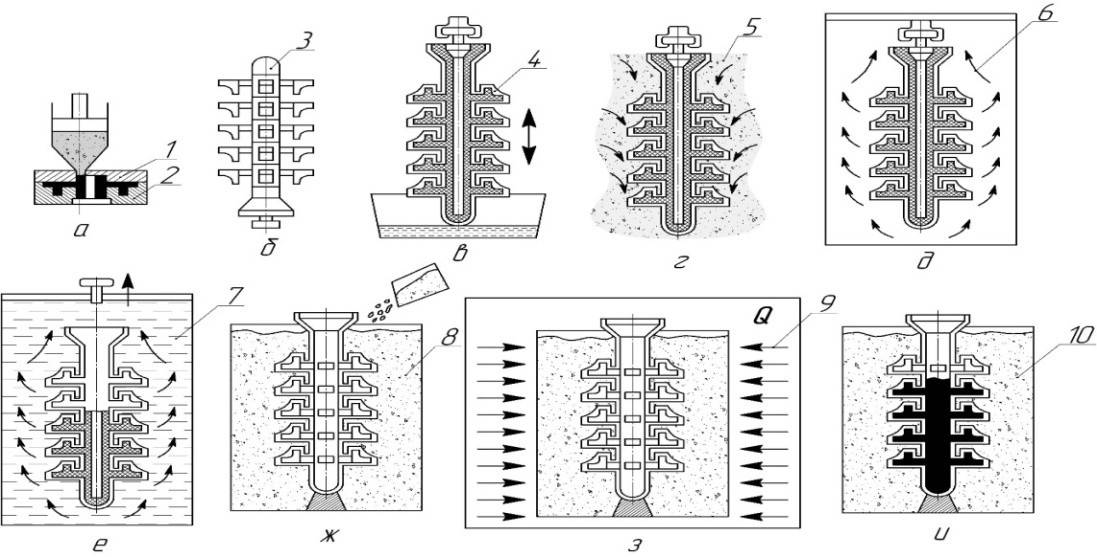
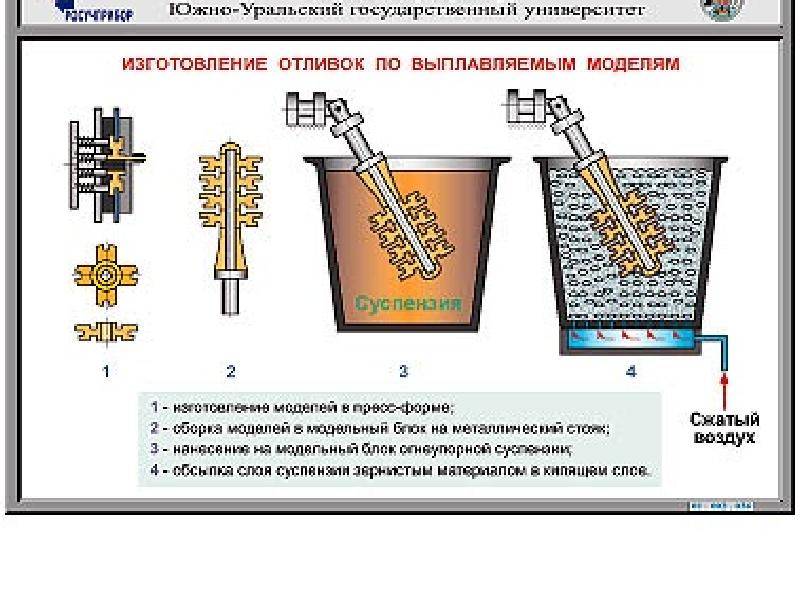
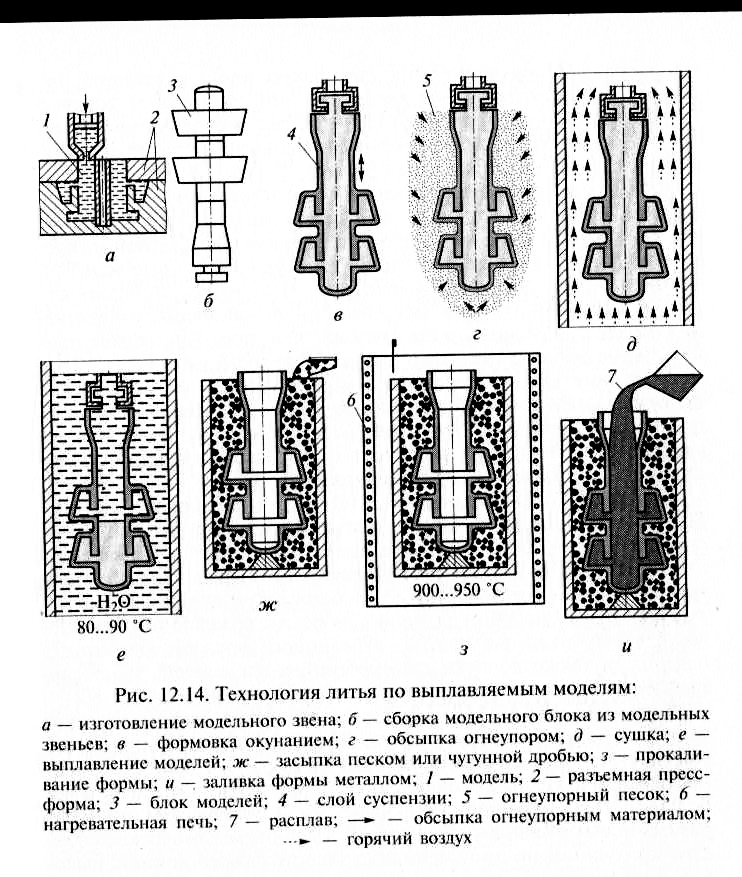
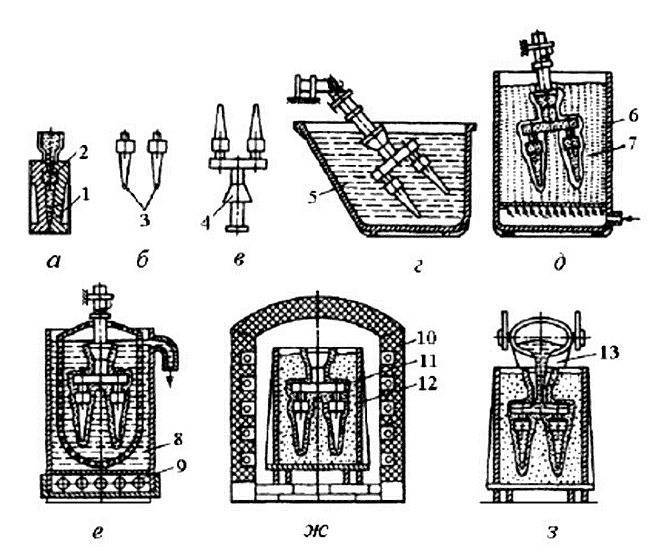
Модельный блок погружают в керамическую суспензию, налитую в емкость (рисунок 2.5, г), с последующей обсыпкой кварцевым песком в специальной установке (рисунок 2.5, д). Используемая керамическая суспензия состоит из огнеупорных материалов (пылевидный кварц, тонкоизмельченный шамот, электрокорунд и другие материалы) и связующего (гидролизованный раствор этилсиликата).
Затем модельные блоки сушат 22,5 ч на воздухе или 20 – 40 мин в среде аммиака. На модельный блок наносят 46 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
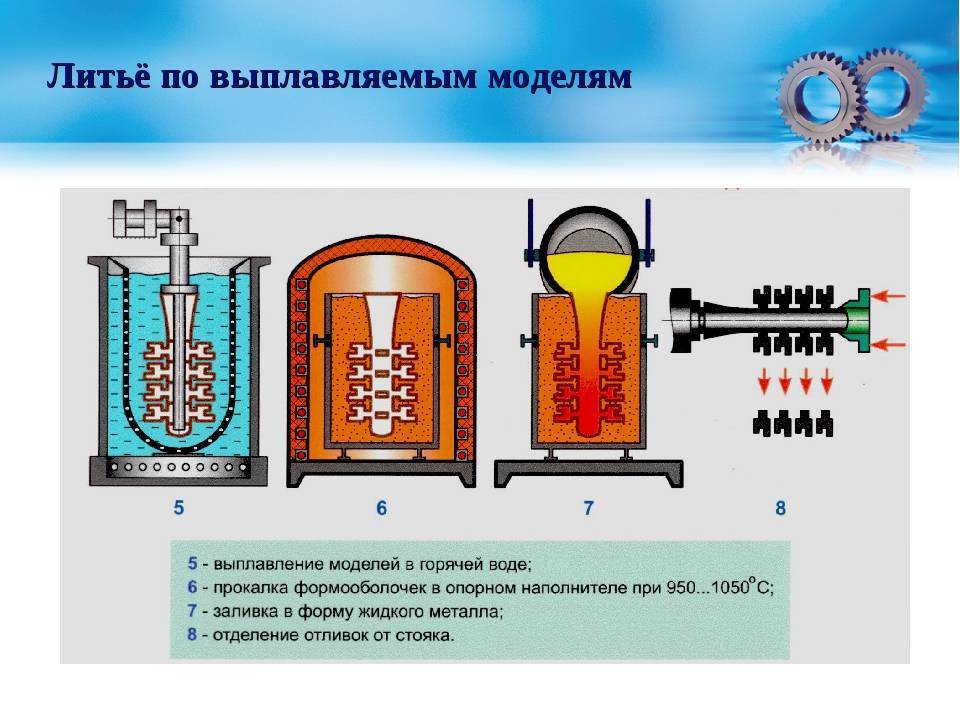
Выплавление модельного состава из форм производят в горячей воде (80 – 90°С) (рисунок 2.5, е). При выдержке в горячей воде в течение нескольких минут модельный состав расплавляется, всплывает на поверхность ванны, откуда периодически удаляется для нового использования.
Совмещенный гидролиз
При совмещенном гидролизе одновременно проводятся процессы гидролиза и приготовления раствора огнеупорного покрытия при весьма интенсивном механическом перемешивании материалов ( при 2500 – 3000 об/мин. Пропеллера мешалки).
В бак гидролизатора заливают необходимое количество этилсиликата и растворителя, перемешивают их в течении 2-3 мин. Засыпают пылевидный кварц и перемешивают 5 – 10 мин, заливают подкисленную воду и все перемешивают 60 мин. Бак непрерывно охлаждается холодной водой.
Интенсивное перемешивание создает равномерное распределение частиц в растворе. Связующее располагается на частицах пылевидного кварца более тонкой пленкой, улучшается взаимодействие его с ним.
Что создает большую подвижность ( меньшую вязкость) получаемого раствора. При сохранении необходимой вязкости раствора можно ввести в него большее количество пылевидного кварца, что, в свою очередь, уменьшает расход связующего и ускоряет сушку.
Прочность огнеупорного покрытия увеличивается в 2-3 раза, что позволяет изготовлять более крупные отливки или экономить этилсиликат, применяя более разбавленные растворы (с меньшим содержанием SiO2 – до 10 – 14 %).
При совмещенном гидролизе целесообразно применять непрокаленный пылевидный кварц. Так как он оказывает на этилсиликат каталитическое действие (ускоряет гидролиз), что позволяет исключить необходимость выдерживания получаемого раствора перед его употреблением.
Ускоряет сушку каждого слоя огнеупорного покрытия. Вредное влияние находящегося в маршалите железа (обычно 0,3 – 0,4 %) устраняют введением в раствор серной кислоты в количестве, соответствующем количеству железа с некоторым избытком; при этом железо переводят в соединение FeSO4.
Ускоряющее действие непрокаленного пылевидного кварца и повышение прочности покрытия при совмещенном гидролизе позволили осуществить его без растворителя.
При этом смешивают 45% этилсиликата и 55% воды с добавлением на 1л ее 3,5г соляной кислоты плотностью 1,18г/см3
Для придания раствору необходимой стабильности и 0,9 г концентрированной серной кислоты для перевода железа, имеющегося в пылевидном кварце, в соединение FeSO4.
В конечном гидролизованном растворе будет содержаться 12-15% SiO2, 0,6-08% HCl, 0,5-0,7 % H2SO4. Раствор покрытия состоит из 28-30% жидкой составляющей и 70-72 % пылевидного кварца.
В мешалку заливают подкисленную воду и вводят пылевидный кварц; полученную смесь перемешивают0,5 – 1 мин до однородного состояния.
Вливают этилсиликат и перемешивают при 2800 об/мин не менее 45 мин с охлаждением мешалки водой и поддержанием температуры реакции гидролиза не более 30°С.
В процессе перемешивания проверяют вязкость раствора, которая должна быть равна 70-100сек, и при необходимости ее корректировки добавляют пылевидный кварц (после каждого добавления перемешивают 3-5 мин).
Вязкость раствора для моделей с тонкими пазами и глубокими отверстиями малого сечения может быть несколько меньшей.
Перед использованием раствор огнеупорного покрытия проверяют на смачивание моделей погружением в него образца из применяемого модельного состава.
При недостаточном смачивании модели (обнажении ее поверхности) в раствор вводят 0,05 0,1 вес % поверхностно-активного вещества ОП-7 с последующим перемешивании около 2 мин.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Сложности начальной стадии эксплуатации.
Полный цикл производства оболочек на водной основе начался после серии успешных предпроизводственных испытаний отливок, которые заведомо сложно изготовить с помощью системы покрытия на спиртовой основе. Тем не менее, появились проблемы с отливками, изготовление которых ранее не представляло сложностей. К примеру, возникли затруднения с выполнением пазов и отверстий при использовании методов на водной основе. Кроме того, наблюдалась повышенная склонность к образованию пузырей и связанных с этим проблем литниковых остатков. Указанные сложности на первоначальном этапе были устранены за счет выполнения «первого окунания» вручную, а не с помощью автоматики, а также за счет использования методов предварительного смачивания. Тогда REMET воспользовалась случаем и разработала усовершенствованное связующее с целью исключить необходимость применения этих методов. Стремление REMET к непрерывному совершенствованию и повышению удовлетворенности клиентов, а также этические нормы сервисного обслуживания уровня мирового лидера создали компании репутацию лучшего поставщика подобных решений. Новая система также спровоцировала рост проблем с усадкой/разрывами, возникающих в результате большей прочности. Их удалось решить за счет усовершенствования конструкции литника и новых методов контроля суспензии. По иронии судьбы, эта большая прочность также оказалась источником главного преимущества REMASOL: сокращения количества слоев оболочки и снижения расхода материалов. Все встретившиеся сложности удалось преодолеть за счет изменения методов производства оболочек. Этот опыт подчеркивает необходимость первоначальных испытаний по всей товарной линейке литейных компаний, осуществляющих переход к системе производства на водной основе.
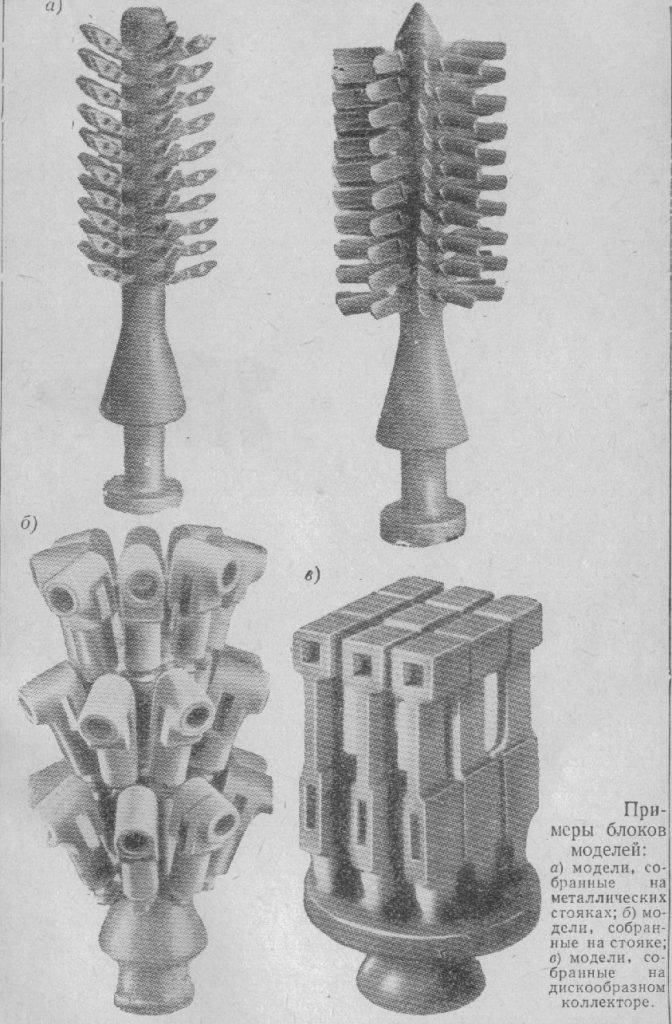
Примеры внедрения

Производство турбины гидроагрегата на Тушинском машиностроительном заводе. Модель собрана из сегментов, напечатанных на 3D-принтере
Технология QuickCast находит активное применение в различных отраслях. В России ее используют, среди прочих, крупные предприятия авиационной промышленности («Салют», «Сухой», УМПО), энергетического машиностроения (Тушинский машиностроительный завод), научные центры (НИАТ, НАМИ).
Литейная технология подразумевает переход металла из одного агрегатного состояния в другое – из твердого в жидкое и опять в твердое. Такому же принципу отвечает и метод литья пластиков. Приведем пример, очень хорошо иллюстрирующий, как аддитивные технологии помогают решать проблемы в этой области.
ОАО «Концерн «Океанприбор» (Санкт-Петербург) производит системы связи для Военно-Морского Флота РФ, в том числе оборудование с большим количеством мелких элементов, например, разветвитель – один из основных компонентов новой гидроакустической антенны. Для быстрого прототипирования при изготовлении литьевых деталей концерн использует 3D-принтер.
На 3D-принтере выращивается литьевая форма, которая затем заливается силиконом. В силиконовую форму можно заливать любой другой материал, в данном случае это полиуретан. В результате предприятие получает своего рода форму для форм – не просто прототип, а опытный образец, готовый к использованию.
Благодаря 3D-принтеру срок создания антенны удалось сократить до трех недель. Реализация проекта с применением стандартных методов потребовала бы нескольких месяцев.




Вот как выглядит весь процесс изготовления литьевой формы разветвителя:
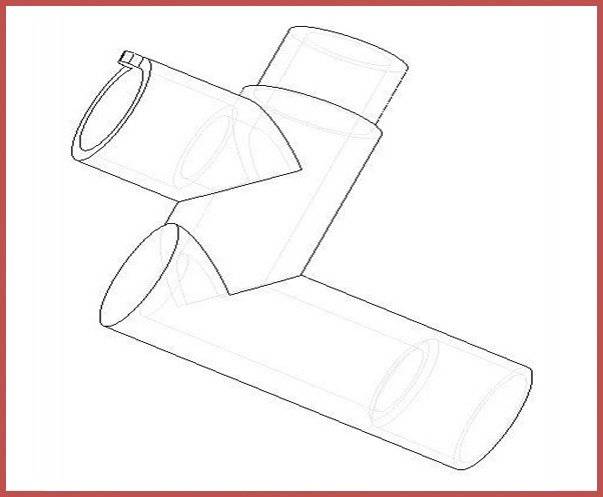
3D-модель разветвителя
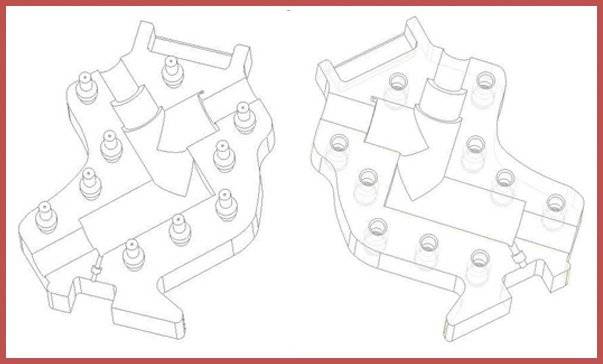
3D-модель литьевой формы из двух частей

Мастер-форма, напечатанная на 3D-плоттере

Процесс заливки силиконом
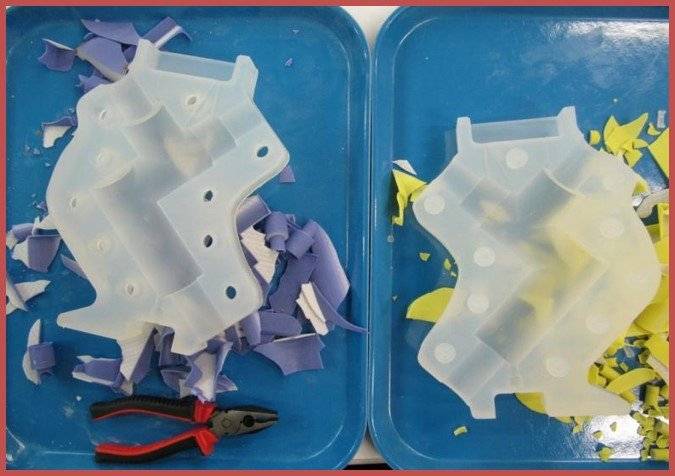
Извлечение формы. Силиконовая форма в точности повторяет геометрию изделия.

Сборка заливочной формы. Поскольку изделие имеет внутренние полости, они оформляются стержневой оснасткой. В форму вкладывается стержень, состоящий из трех частей. Конструкция собирается и ставится вертикально. Через трубку и штуцер (внизу) в полость заливается полиуретан.

Процесс заливки полиуретаном

Извлечение готовой детали. Остается форма, которую можно использовать еще несколько сотен раз.
Создание литьевых форм и прототипирование с помощью 3D-печати в концерне «Океанприбор»
Статья опубликована 11.08.2017 , обновлена 21.10.2022
Составные элементы мини-завода и их технические характеристики
Российская предлагает организовать «под ключ» мини-литейный завод для осуществления литья металла кокильным способом. Такой комплекс может работать с алюминием, медью, сталью и их сплавами. На станках можно отливать изделия любой формы и конфигурации благодаря возможности самостоятельно изготавливать формы-матрицы.

Литейная машина фирмы KURTZ
В комплект мини- входит следующее оборудование:
- отражательная печь – она необходима для плавления металла. Технические характеристики: вариант энергоносителя – газ, электричество, отработанное топливо, солярка;
- энергопотребление – 1 баллон газа на 20 часов работы или 30 кВт/ч;
- емкость бункера – до 1 т;
- производительность – до 600 кг/ч;

Отражательная печь для литейного мини завода
- кокильный станок – необходим для непосредственной отливки изделий. Он может быть двух видов: однопозиционный – для изделий, которые не имеют обратных углов. Форма может раскрываться только в одну сторону;
- многопозиционный – предназначен для деталей сложных форм, кокиль раскрывается вверх и вниз.

Кокильная машина 82А505 Технические характеристики:
- потребляемая мощность – до 2,5 кВт/ч;
- оказываемое усилие на сжатие – до 190 т;
кокиль – форма для будущих изделий – при необходимости ее может изготавливать компания по индивидуальным чертежам.
Плюсы отлитых деталей
Достоинством метода производства изделий по моделям является возможность использовать экономически выгодную неразрушающую технологию для изготовления номенклатуры единичной, серийной или массовой продукции с высокими требованиями по точности размеров и чистоте отделки. Выплавляемые легкоплавкие модели для деталей мелкой формы, сложной конфигурации и крупных изделий изготавливаются из органических материалов:
- парафина;
- церезина;
- стеарина;
- торфяного битума;
- полистирола;
- канифоли;
- буроугольного воска;
- полиэтилена;
- озокерита и пр.
При выборе модельного состава учитывается комплекс физических свойств материала. Выплавляемые модели должны соответствовать следующим требованиям:
- плавкостью при температуре от 60С до 100С;
- минимальной усадкой и расширением;
- хорошей текучестью;
- механической прочностью;
- минимальным показателем зольности и прилипания к предметам и рукам;
- химической инертностью;
- экологической безопасностью;
- возможностью повторного использования;
- хорошей адгезией с облицовочной жидкостью;
- возможностью механизации и автоматизации процесса;
- экономным расходом металла.
Технологический процесс по выплавляемым моделям позволяет изготавливать детали из легированной и углеродистой стали, цветного сплава или чугуна. Способом литья металла в оснастку изготавливается кокиль, штамп, пресс-форма, стержневая или формовочная оснастка, детали автомобилей и стрелкового оружия. Получение отливок в разъемной керамической форме (шликере) производится в несколько этапов:
- заливка в опоку суспензии;
- отвердение формы;
- извлечение полученной модели из полусферы;
- термическое прокаливание полуформы;
- сборка и заливка полуформ расплавленным металлом.

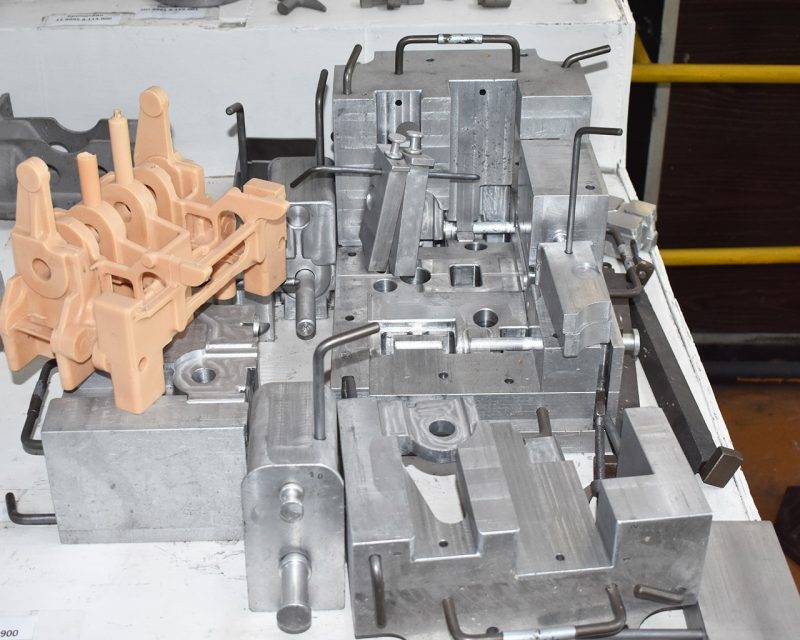
Изготовление пресс-форм
Для производства уникальных изделий макет готовят, вырезая из куска модельного материала вручную или по шаблонам. Модели, имеющие форму тел вращения, изготавливают также на токарных станках. В последнее время получает все более широкое распространение метод 3D-печати моделей. Он подходит как для одиночных макетов, так и для небольших серий.

Стоимость современного промышленного 3D-принтера все еще высока, однако благодаря легкости перенастройки с одного изделия на другое он может стать эффективным инструментом изготовления моделей в случае большого количества разнородных заказов малых серий.
Для того чтобы изготовить большое количество одинаковых макетов, изготавливают матрицу из гипса, резины, силикона или металла. Рабочие макеты производят, в свою очередь, путем отливки в матрицу. По конструкции пресс-форма должна быть обязательно разборной, чтобы обеспечить возможность изготовления заданного количества моделей. Выбранный материал также должен обеспечивать такую возможность, поэтому к нему предъявляются такие требования, как прочность, плотность, низкая шероховатость, химическая инертность по отношению к макету. Вещество пресс-формы должно также обладать минимальной адгезией к макету для обеспечения легкости извлечения готовых макетов и соблюдения размеров
Важное свойство пресс-формы — ее прочность и износоустойчивость, особенно при крупных сериях
Услуги по литью воска по выплавляемым моделям в China-Roche Industry
Вы дизайнер, ювелир или производитель и вам нужна услуга литья по выплавляемым моделям для нашего продукта? Позвольте Roche Industry решить эту важную, но деликатную задачу за вас. Мы являемся одной из самых авторитетных компаний по литью литейных изделий в Китае, которой вы можете полностью доверять.
Мы предоставляем нашим клиентам специализированные услуги по литью металлов по выплавляемым моделям. Под этим мы подразумеваем, что мы настраиваем услуги для полного удовлетворения ваших конкретных промышленных потребностей.
У нас есть целый ряд высокотехнологичного оборудования, способного эффективно выполнять любое сложное литье. Это подтверждается группой экспертов по литью по выплавляемым моделям, которые полностью посвящены удовлетворению потребностей клиентов.
Мы всегда готовы выполнить работу, независимо от масштабов проекта. Просто свяжитесь с нами, чтобы получить услуги литья по выплавляемым моделям премиум-класса в Китае.
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, – это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.
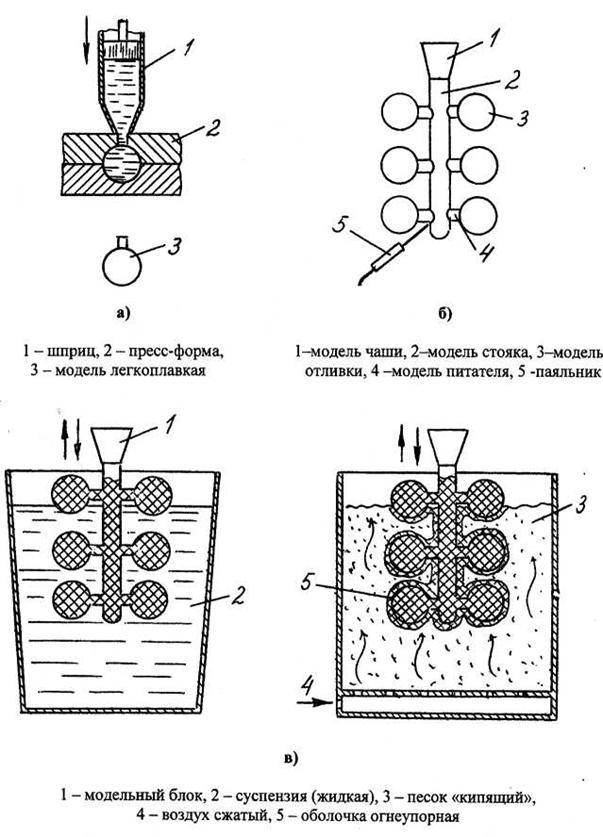
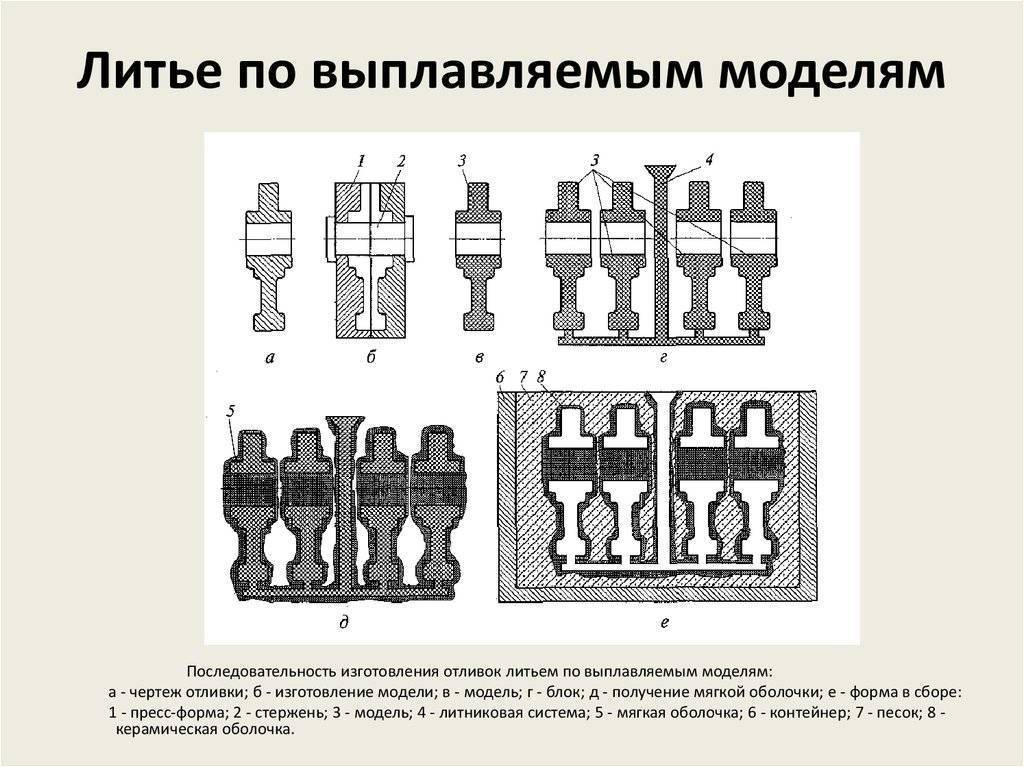
Основные этапы литья по выплавляемым моделям
- Создается образец модели.
- Образец присоединяется к центральному литнику.
- Образец и центральный литник несколько раз опускают в огнеупорный материал, создавая форму вокруг образца.
- Образец удаляется из огнеупорной формы. Форма готова для заливки металлом.
- Металл заливается в форму.
- После охлаждения материал формы удаляется посредством механической обработки, химической очистки или растворения в воде.
- Части отрезают от центрального литника и слегка зачищают.
Создание новой продукции, и в особенности литейных деталей, – самая трудоемкая и дорогостоящая часть технологического процесса. В стандартном производстве для новой итерации изделия часто требуется и новая литейная оснастка, поскольку модернизировать существующую либо слишком затратно, либо невозможно.
Аддитивные технологии недаром называют революционными: они позволили сократить сроки изготовления изделий для опытного производства в разы и даже десятки раз. К примеру, прототип блока цилиндров автомобильного двигателя можно напечатать на 3D-принтере всего за две недели, тогда как его производство традиционными методами занимает полгода. 3D-печать не только экономит время, но и позволяет вырастить модели и формы любой сложности. У литья в этом смысле возможности ограничены.
Когда речь идет о точности детали, применение 3D-печати также не имеет себе равных. Наибольшее распространение эта технология получила в ювелирном деле, стоматологии, приборостроении – в тех отраслях, где в приоритете небольшие размеры и сложная геометрия изделия. При изготовлении таких объектов, как мелкие детали машин, ювелирные изделия, стоматологические протезы или имплантаты, востребована особо высокая точность и качество отливок.

Фото 1. Модели, созданные на восковом 3D-принтере
Литье в холодно-твердеющие смеси (ХТС)
Литье ХТС — процесс производства форм из специальных холодно-твердеющих смесей, в компонентный состав которых входит глина, затвердители, песок, полимерные смолы. Засчет применения только натуральных материалов обеспечивается экологическая инертность, получаемых отливок.




Основными преимуществами такого метода выступают:
- Невысокая стоимость оснастки и оперативные сроки ее производства;
- Высокий уровень прочности, изготавливаемых форм;
- Возможность применения технологии для изготовления любых отливок из разных металлов;
- Высокая точность, производимых элементов.
При этом готовые элементы практически не имеют дефектов, что гарантирует их качеству и соответствие размерам.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Модельные комплекты (оснастка) — литье в песчаные формы
Модельным комплектом называется технологическая оснастка, в том числе приспособления, которые формируют рабочую полость литейной формы; она включает в себя модели литниковой системы, модельные плиты, стержневые ящики, шаблоны сборочные и контрольные, а также литейную модель – приспособление, при помощи которого в литейной форме получается отпечаток, размерами и конфигурацией соответствующий необходимой отливке.
При изготовлении модели обязательно предусматривают припуски на механическую обработку готовой отливки, эти припуски закладываются при проектировании в чертеже отливки. Также размеры модели должны превышать размеры отливки на размер литейной усадки используемого при литье сплава. Эти и многие другие технологические особенности должны быть учтены специалистами при проектировании.
Литейные модели бывают разъемные и неразъемные, состоящие из двух или нескольких частей. По материалу изготовления модели бывают, в основном, пластмассовые, металлические и деревянные, так как модель должна быть одновременно прочной и жесткой, но легкой
Деревянные модели, с целью избежания коробления, изготавливают из отдельных склеенных брусочков, при этом важно разное направление волокон дерева
Модели из дерева имеют свои преимущества – простота изготовления, умеренная стоимость, небольшой вес, и недостатки – малый срок службы, коробление, гигроскопичность, неоднородность структуры. Модели из металла используются при производстве отливок в больших количествах, в массовом производстве. Такие модели более долговечны, имеют более точную рабочую поверхность, однако они подвержены окислению и имеют очень большую массу. В зависимости от специфики работы такой оснастки и требований к условиям ее эксплуатации модели изготавливают из различных сплавов – на основе алюминия, стали, бронзы, латуни и чугуна. Пластмассовые модели сочетают в себе достоинства металлических и деревянных моделей, так как обладают небольшой массой, хорошей точностью, прочные, не поддаются короблению, устойчивы к воздействию влаги. Как правило, изготавливаются пластмассовые модели из составов на основе формальдегидных и эпоксидных смол.
В последнее время литье в песчаные формы применяется на производстве редко, большей частью, на крупных заводах авиационного, машиностроительного и автомобилестроительного производства. Как следствие, конструкторов и технологов, специализирующихся по этому виду литья, немного. В коллективе нашего предприятия имеются специалисты, обладающие опытом работы в этой достаточно сложной сфере.
Основную сложность составляет наличие большого количества стержневых ящиков, отъемных частей, а также необходимость создания двухсторонних моделей. Мы можем изготавливать металломодельную оснастку из алюминия и из стали. На такой оснастке можно лить цветные и черные металлы и сплавы, а также чугун.
Особенности техпроцесса
Сущность ЛВМ заключается в том, что силиконовая или восковая модель выплавляется из заготовки путем нагревания, а освободившееся пространство заполняют металлом (сплавом). Техпроцесс имеет ряд особенностей:
- При изготовлении формовочной смеси широко используют суспензии, состоящие из огнеупорных мелкозернистых материалов, скрепляемых связующим раствором.
- Для заливки металлов (сплавов) применяют неразъемные формы, получаемые путем нанесения на модель огнеупорного покрытия, его сушки с дальнейшим вытапливанием модели и прокаливанием формы.
- Для отливок используются одноразовые модели, так как они разрушаются в процессе изготовления форм.
- Благодаря мелкозернистым огнеупорным пылевидным материалам обеспечивается достаточно высокое качество поверхности отливок.
Область применения технологии
Область применения данного метода – изготовление отливок массой от нескольких граммов до десятков килограммов. Это корпуса и элементы приборов, режущий и медицинский инструмент, детали для авто, фото и видеотехники, швейного и текстильного оборудования, для выполнения некоторых элементов художественного литья, а также в ювелирной отрасли.
Выплавляемые модели изготавливают в пресс-формах из парафиновых, восковых, стеариновых составов, включающих жирные кислоты. Данные составы характеризуются высокой эластичностью, полностью заполняют все полости и дают четкий отпечаток.
Использование технологии литья открывает перед инженерами огромный потенциал, дающий возможность проектировать сложные тонкостенные конструкции, соединять единичные детали в компактные цельнолитые узлы. При этом значительно уменьшается масса и размеры изделий, создаются нестандартные элементы, необходимые в процессе ускоренного развития технического прогресса, усложняются конструкции, видоизменяются, усовершенствуются и корректируются многие комплектующие и узлы. Со временем модифицировался и состав отливок. В некоторых случаях требовалось создание жаропрочных сплавов, которые удалось получить, в результате использования никеля.
Опоки
Набивку формы вокруг модели производят в металлической раме или опоке. Опоки изготовляют из стали, чугуна или алюминиевых сплавов. Для удержания формовочной земли внутри крупная опока имеет ребра. Как правило, формовку производят в двух парных опоках. В одной набивают нижнюю часть формы, в другой – ее верхнюю половину.
Для облегчения выхода газов при заливке металла в форму в стенках опоки делают вентиляционные отверстия. Опоки соединяются друг с другом центрирующими штырями и скрепляются скобами, или сверху на опоку ставят груз, чтобы предотвратить возможный подъем опоки заливаемым металлом. Так как набивка в опоки формовочной смеси происходит при повышенном давлении, опоки должны быть прочными. На рис. 146 представлена металлическая литая опока.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Оборудование для литья
При выполнении работ, связанных с литьем по выплавляемым моделям, нужны знания и специальное оборудование. Это оригинальные и компактные системы, необходимые для качественного заполнения литейной формы с оптимальной скоростью и получения металла необходимой плотности. Их работа исключит образование пустот и неметаллических включений, что значительно повысит качество и эксплуатационные характеристики будущих изделий.
Каждая литая деталь – это оригинальная конструкция, требующая наличия самостоятельной литниково-питающей системы (ЛПС) для отдельной отливки. Вместе с этим они имеют много общего – размеры стенок, узлов, соединений. Это дает возможность для использования типичных конструкций ЛПС и формирования стандартных методов расчета.
В процессе производства используются автоматы для приготовления модельного состава и изготовления элементов. Это агрегаты для приготовления смесей, линии для охлаждения пресс-форм, установки для приготовления покрытия, бойлерклавы для удаления составов, оборудование для обжига керамических форм, гидравлические молоты и т.д.
Компьютерное моделирование в САМ ЛП LVMFlow
Для моделирования была использована отливка корпуса задвижки с диаметром проходного горизонтального канала 3 1⁄16 дюйма, изготовленная из низколегированной стали 35ХМЛ, применяемой на ВМЗ для производства запорной арматуры. Температура заливки составляла 1590±10°С, температура заформованной керамической оболочки перед заливкой изменялась в пределах 500−850 °C. Масса залитого блока составляла порядка 520 кг, время заливки — от 60 до 120 сек.
Процесс создания керамической оболочки в программе LVMFlow упрощен до минимума: технологу требуется лишь указать (с учетом количества слоев) толщину будущей керамической оболочки (рис. 4).
Рис. 4. Модель керамической оболочки | Рис. 4. Модель керамической оболочки | Рис. 4. Модель керамической оболочки |
Процесс заполнения формы расплавом и последующая кристаллизация отливки «Корпус» рассчитывались в течение 53 часов (процессор Pentium IV 2,8 ГГц, оперативная память — 1 Гб). Процесс компьютерного моделирования (без учета времени на предварительный прогрев формы), в зависимости от требуемой точности результатов, занимает от 30 до 60 мин. В итоге было рассчитано распределение температурно-фазовых полей процесса заполнения формы расплавом, а также полей скоростей, давления; выявлено расположение дефектов усадочной природы (усадочная пористость, микропористость).
Процесс заполнения формы расплавом представлен на рис. 5. В зависимости от начальной температуры формы, при заливке происходит резкое падение температуры расплава. Большая высота формы и особенности литья по выплавляемым моделям накладывают ограничения на конфигурацию ЛПС.
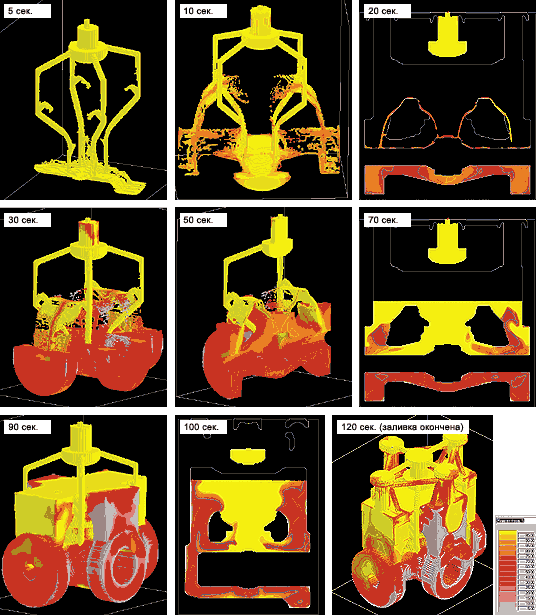
Рис. 5. Количество жидкой фазы (время от начала заливки)
Распределение температуры в отливке и форме для некоторых этапов, начиная от момента начала заливки, приведено на рис. 6.
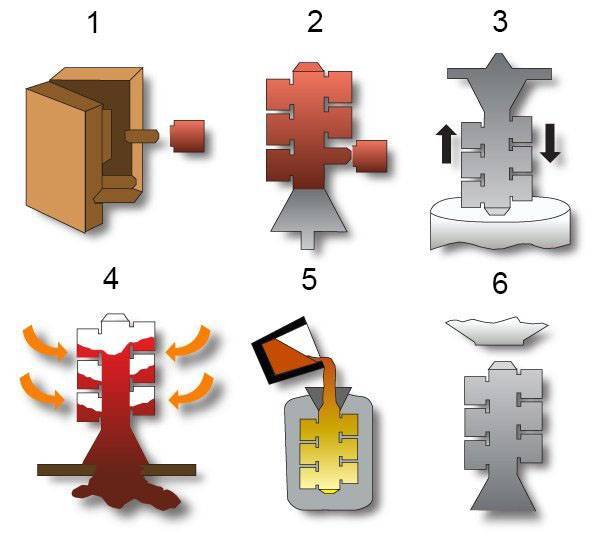
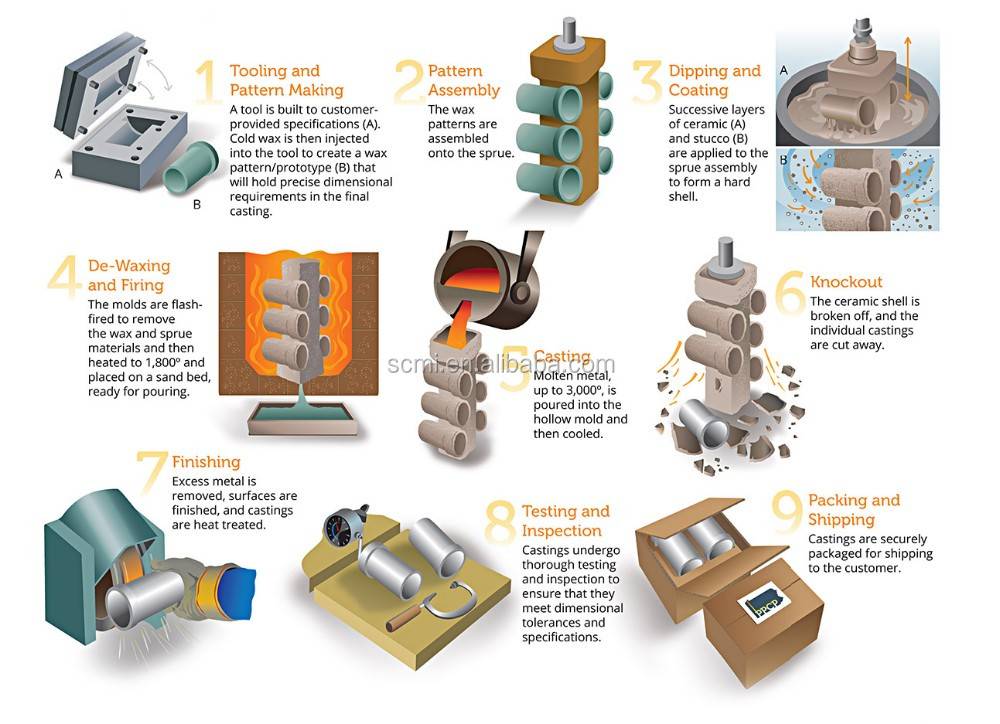
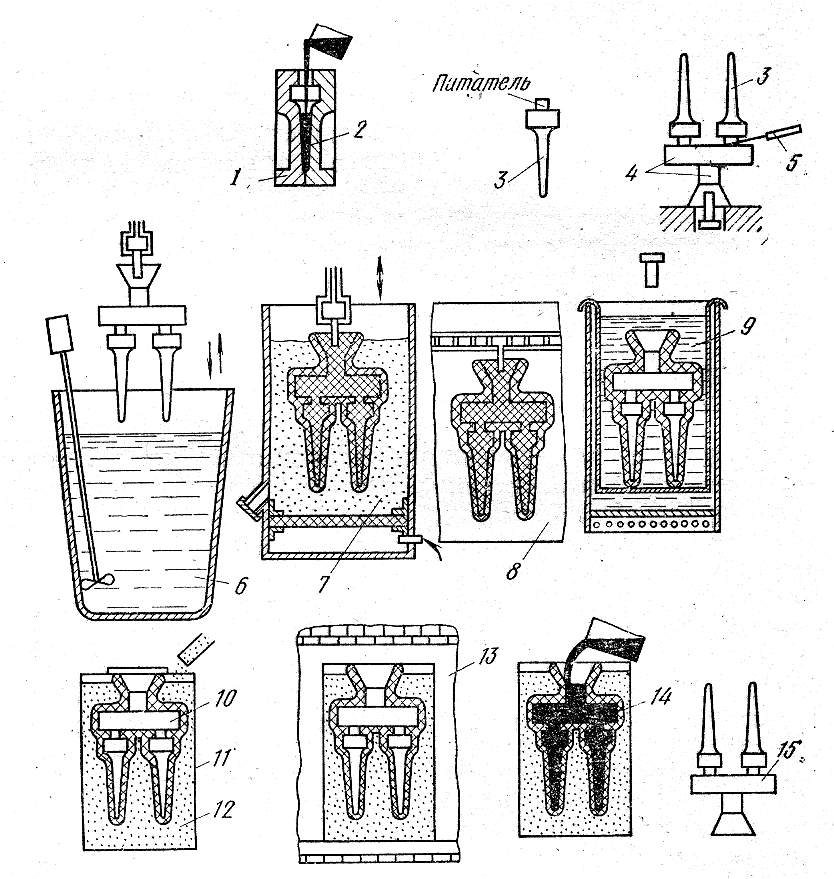

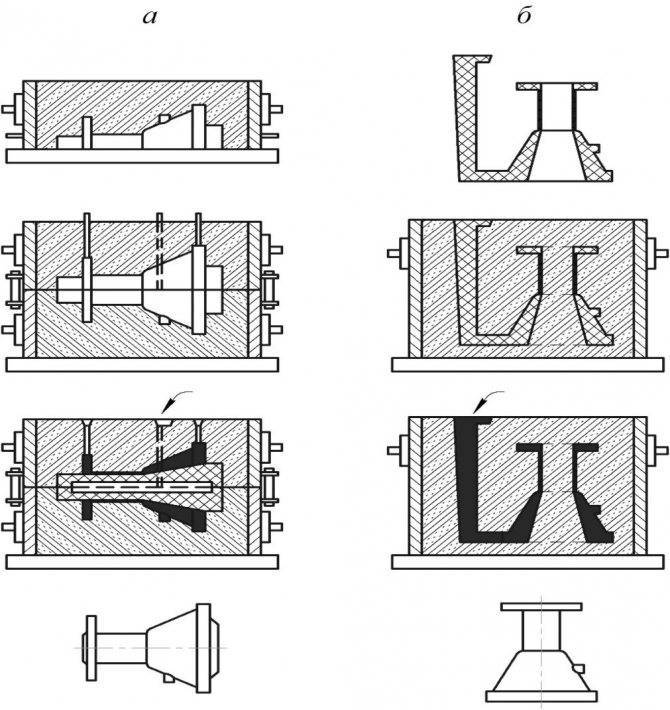
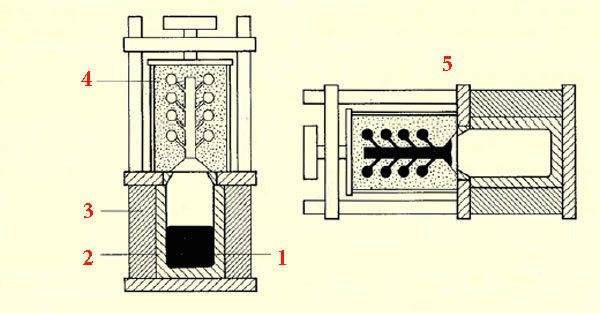

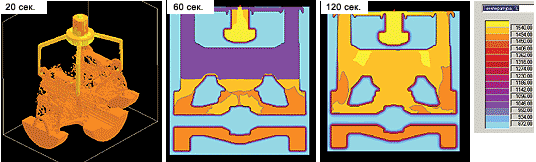
Рис. 6. Температурно-фазовые поля отливки
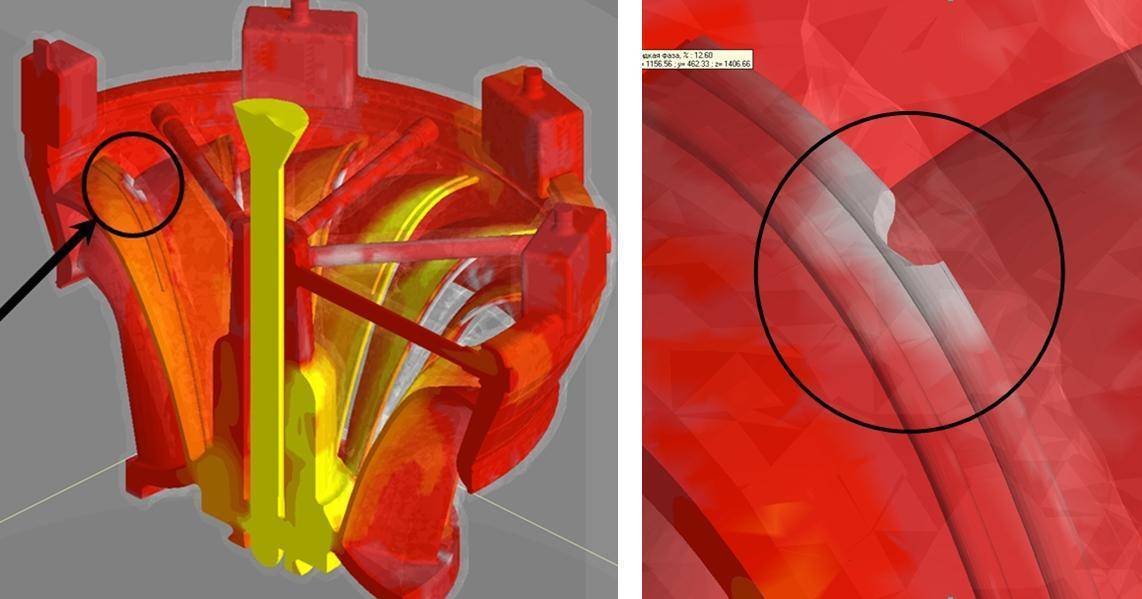
Итоговое распределение дефектов представлено на рис. 7. Массивные прибыли позволили почти полностью удалить из тела отливки дефекты усадочного характера. Однако анализ полученных данных показал наличие дефектов типа «усадочная пористость» в зоне «глухого кармана» и нижней части центрального фланца, что свидетельствует о недостаточности питания этих тепловых узлов жидким металлом.
| |
Рис. 7. Дефекты усадочного характера | |
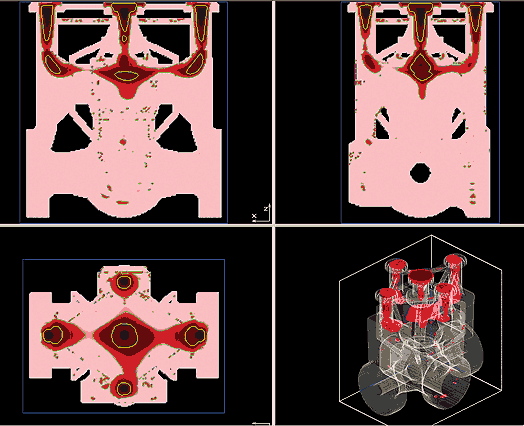
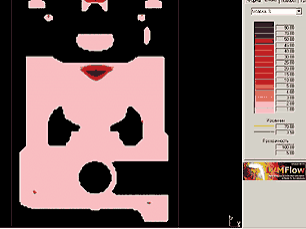
Прогноз микропористости (рис. 8) показал наличие «опасных» участков в горизонтально расположенных стенках отливки. Расчет микропористости ведется на основе критерия Нийяма и требует адаптации результатов в соответствии с особенностями технологии производства. В целом картина распределения мест пониженной плотности металла соответствовала натурным испытаниям.
Рис. 8. Участки возможного появления микропористости | Рис. 8. Участки возможного появления микропористости |
Нержавеющая сталь
Этот тип стали считается сложнолегированным и имеющим высокую устойчивость к воздействию воды и воздуха и в других агрессивных средах. Подобная устойчивость объясняется наличием на поверхности металла тончайшей плёнки в виде неудаляющихся окислов, которая образуется в процессе контакта с агрессивной средой.
Чтобы металл был произведён максимально качественно, при изготовлении отливок в оболочковых формах требуется следить за возникновением кристаллических дефектов на поверхности и избегать внутреннего напряжения металла. Наш завод в работе с данным металлом с помощью высокоточного оборудования и опытнейших специалистов способен избежать подобного вида деформаций и изготовить надёжные и прочные отливки.
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
 Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +120С…+150С или в горячей воде 90С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
 На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 900С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 900С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.

Выводы
Компьютерное моделирование процесса кристаллизации отливки «Корпус» с применением САМ ЛП позволило:
- выявить места появления и процесс формирования дефектов;
- отследить в реальном времени изменение температурно-фазовых полей процесса кристаллизации;
- получить распределение векторов скоростей, давлений;
- сформировать рекомендации по оптимизации ЛПС;
- получить данные по распределению потока жидкого металла и движению шлаковых частиц в отливке.
Таким образом, была обеспечена возможность в кратчайшие сроки провести оптимизацию литниково-питающей системы без проведения доработки модельной оснастки, создания керамической оболочки, заливки и механической обработки детали, а продолжительность процесса отработки технологии получения годных отливок была сокращена с 30 до 3−5 дней, т.е. в 6−10 раз.
Использование программы LVMFlow позволяет технологу-литейщику визуализировать процессы, происходящие при формировании отливки, оперативно внести изменения в технологию, оптимизировать литниково-питающую систему и обеспечить получение отливки с требуемой плотностью металла, работающей в условиях агрессивных сред и высоких давлений.