3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
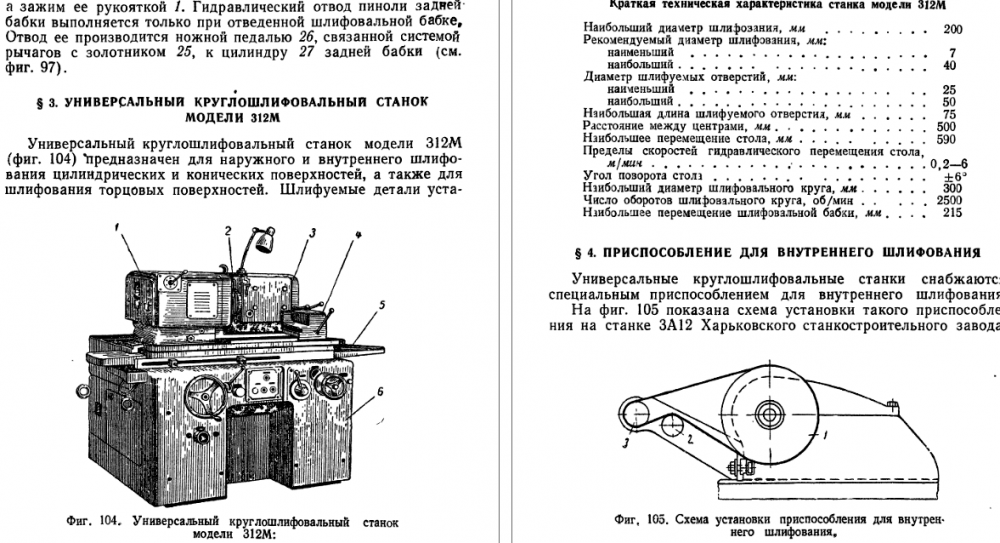
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.



Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
Классификация и расшифровка шлифовальных станков
Шлифовальные станки имеют широкую номенклатуру и отличаются по назначению, устройству, конструктивным параметрам, универсальности, степени автоматизации, точности и виду инструмента.
По степени универсальности металлорежущие станки подразделяют на универсальные для обработки деталей широкой номенклатуры в единичном и мелкосерийном производстве; специализированные для обработки однотипных деталей различных размеров в крупносерийном и массовом производстве; специальные для обработки деталей одного типоразмера в массовом производстве.
Все металлорежущие станки, в том числе и шлифовальные, в соответствии с ГОСТ 8 — 82Е изготовляют пяти классов точности; Н — нормальной; П — повышенной; В — высокой; А — особо высокой; С — особо точные.
По массе различают станки легкие — массой до 1 т, средние — массой до 10 т, тяжелые — массой свыше 10 т. Особо тяжелые станки массой свыше 100 т называют универсальными.
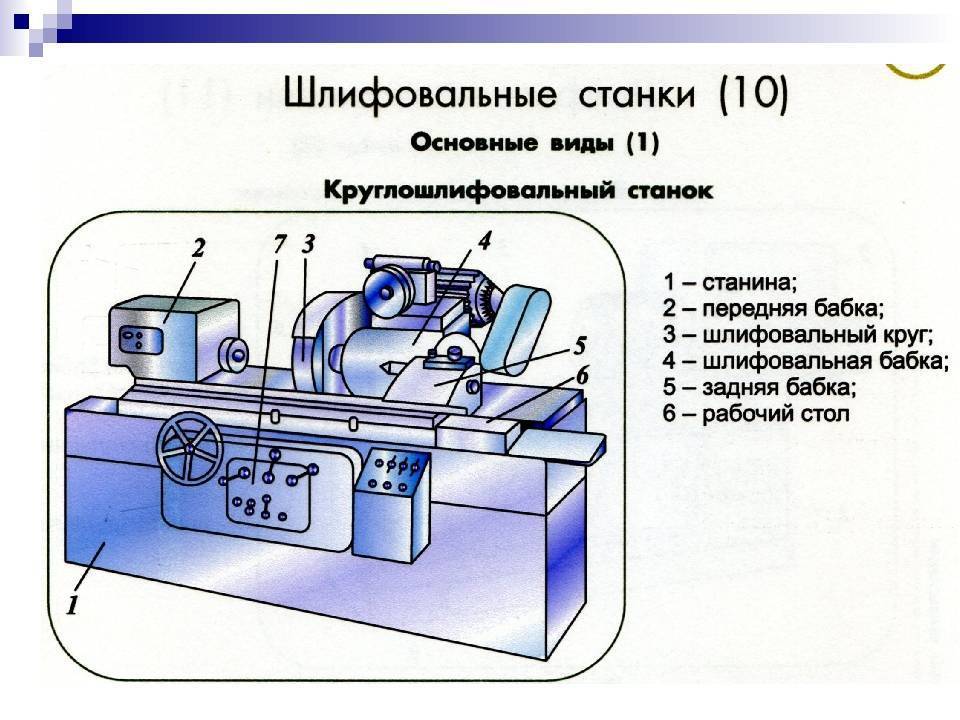
Круглошлифовальные станки
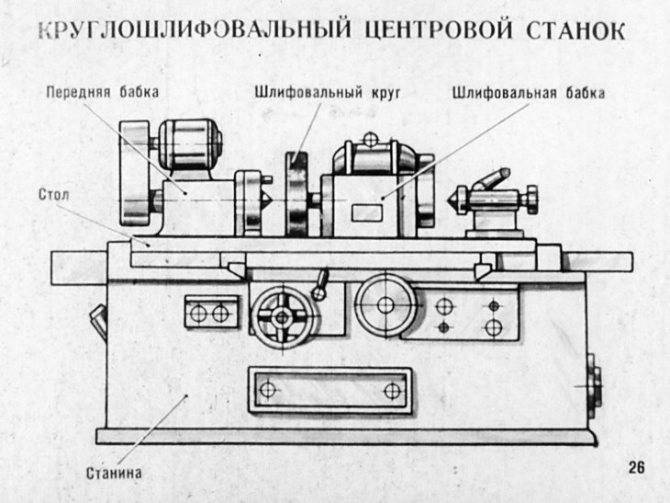
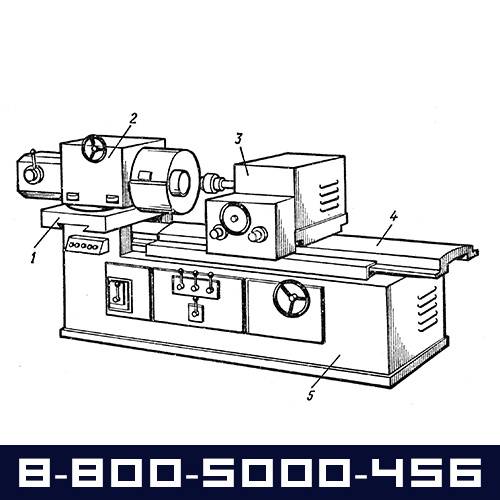
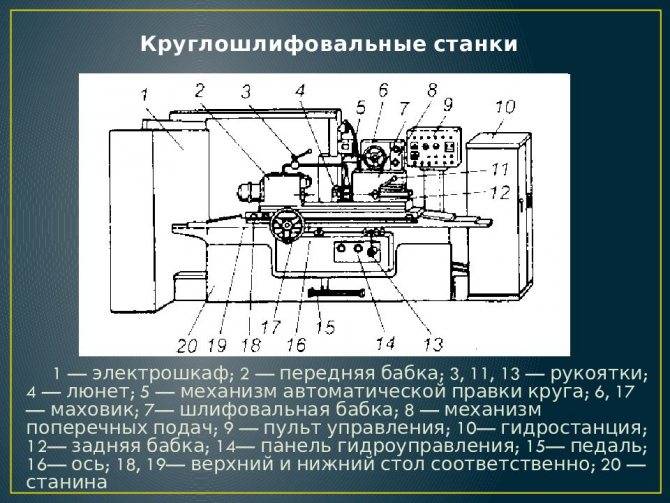
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1).
Технические характеристики станка мод. 3М151Ф2
| Максимальный размер устанавливаемой заготовки, мм: | |
| диаметр | 200 |
| длина | 700 |
| Частоты вращения заготовок, с–1 | 0,83…8,33 |
| Скорость шлифовального круга, м/с, не более | 50 |
| Рабочие подачи шлифовальной бабки, мм/мин: | |
| для предварительной обработки | 0,2…0,12 |
| окончательной | 0,1…0,6 |
| доводочные | 0,02…0,12 |
| Скорость, м/мин: | |
| быстрого подвода шлифовальной бабки | 1,7…0,93 |
| перемещения стола, м/мин (число ступеней 10) | 0,05…5 |
| Габаритные размеры, мм | 4950x2400x2170 |
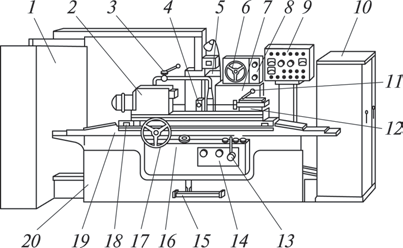
Рис. 1. Круглошлифовальный центровой станок модели 3М151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 12 — задняя бабка; 14 — панель гидроуправления; 15 — педаль; 16 — ось; 18, 19 — верхний и нижний столы соответственно; 20 — станина
Станок комплектуют специализированным устройством ЧПУ. Ввод УП выполняют посредством декадных переключателей. В управляющей программе размеры задают в абсолютных значениях. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (координата Х) выполняют и корректируют при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (координата Z) осуществляют прибором осевой ориентации.
Пользующийся повышенным спросом универсальный круглошлифовальный полуавтомат особо высокой точности мод. 3У12АФ11 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патроне, на планшайбе или цангах в условиях мелкосерийного и серийного производства.
| Технические характеристики универсального круглошлифовального полуавтомата, особо высокой точности мод. 3У12АФ11 | |
| Наибольший диаметр устанавливаемого изделия, мм | 200 |
| Наибольшая масса устанавливаемого изделия, кг | 20 |
| Наибольшая длина устанавливаемого изделия, мм: | |
| наружного шлифования | 450 |
| внутреннего шлифования | 75 при dотв = 50 мм |
| Суммарная мощность установленных электродвигателей, кВт | 10,29 |
| Габаритные размеры, мм, не более: | |
| без выносного оборудования | 2260x780x1680 |
| с выносным оборудованием | 3600x2260x2040 |
| Масса, кг: без выносного оборудования | 3500 |
| с выносным оборудованием | 4400 |
Значительным спросом пользуются круглошлифовальные станки, технические характеристики которых приведены в табл. 2.
Таблица 2. Технические характеристики круглошлифовальных станков
| Модель | Диаметр обработки, мм | Длина заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| КШ-3 СNC с ЧПУ | 200 | 400 | 10,0 | 2300x1760x1603 | 1850 |
| ВШ-152ВИ | 200 | 1000 | 9,0/11,0 | 2950x2295x2150 | 6000 |
Станок для наружного шлифования с ЧПУ типа CNC модели EJ 30 был разработан с учетом современного уровня технологии шлифования. Практический опыт в круглом шлифовании, новейшие принципы конструирования и современные технологии с использованием ЧПУ типа CNC были предельно точно применены к конкретным требованиям, предъявляемым специалистами к шлифовальным станкам.
Компоновка станков удовлетворяет любым задачам по шлифованию в единичном или серийном производстве. Это иллюстрируется следующими данными.
Технические данные станка модели EJ30
| Высота центров, мм | 150 |
| Диаметр обрабатываемой детали, мм | 290 |
| Длина зажима, мм | 800 |
| Длина шлифования, мм | 800 |
| Масса заготовки между центрами, кг | 80 |
| Узел шлифовального шпинделя | |
| Диаметр шлифовального круга, мм: max | 400 |
| min | 290 |
| Ширина шлифовального круга, мм | 63 |
| Мощность привода, кВт | 7,5 |
| Окружная скорость, м/с | 45 |
| Расположение шлифовального круга. | Слева |
| Характеристики станка | |
| Абразив | Корунд |
| Поперечная подача | Ось Х, ЧПУ типа CNC |
| Продольное движение | Ось Z, ЧПУ типа CNC |
| Точность позиционирования оси поперечной подачи, мм | 0,0001 |
| Масса станка, кг | Около 7000 |
| Габариты без системы охлаждения (Ш Г В), мм | 3,550×2,850×2,100 |
Примечание. Указаны максимальные величины.
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.

Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Листогиб своими руками. Профессиональный
На что обратить внимание при выборе круглошлифовального станка
На стадии подбора оборудования необходимо обратить внимание на стандартную комплектацию и возможности его модификации. В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC
В стандартную комплектацию входят:
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
В качестве дополнительного оборудования станка поставщик предлагает следующие элементы:
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
Шлифовка (шлифование) — способ обработки детали до установленных размеров. Для этого используются абразивные материалы, нанесенные на шлифовальные круги. Круглошлифовальные портативные станки для работы по металлу имеют множество вариантов исполнения, как способ с ручным управлением, так и способ с системами ЧПУ (3у10а, серия станков Studer и др.).
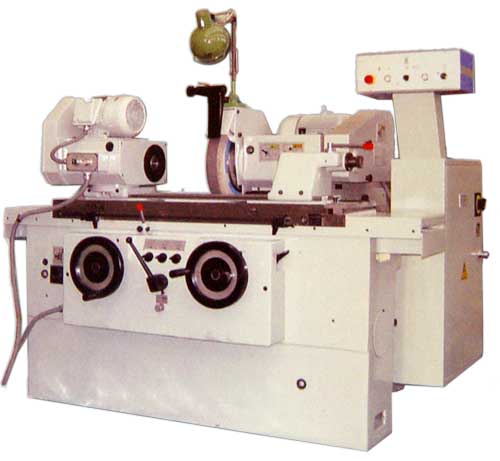


Круглошлифовальные станки широко распространены в производственных предприятиях, которые занимаются выпуском продукции большими, средними, малыми сериями и даже единичными экземплярами. Универсальный круглошлифовальный станок имеет назначение для шлифования цилиндрических и конических деталей как внутри, так и снаружи.
Как правило, деталь попадает на такой станок для заключительной обработки, при которой обеспечивается высокая точность контроля по параметрам и чистоте поверхности.
Основные параметры станков
Если вы соберетесь купить круглошлифовальный станок, нужно будет учитывать его тип. Он влияет на несколько важных параметров. Главные параметры станков данного типа:
- Размеры устанавливаемого центра. Если модель бесцентровая, тогда важным параметром является размер стола.
- Диаметр круга и скорость вращения. Универсальные станки сгодятся для получения деталей различной формы, они могут быть конусными.
В паспорте агрегата указана вся информация. Чертеж с паспортом позволяют определить какие характеристики он имеет. Чертежи составляются по ГОСТу, как и паспорт.
Выбирая станок данного типа, нужно обращать внимание на его схему. Она отражает все особенности
Для определения важных моментов требуется изучить чертежи и паспорт, составленные по государственному стандарту.
Станок 3Б12. Круглошлифовальный. Руководство по эксплуатации.
Данное руководство «3Б12. Круглошлифовальный станок. Руководство по эксплуатации» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж и установка
Паспорт станка
- Общие сведения
- Спецификация органов управления
- Основные технические данные станка
- Механика станка
- Данные о комплектации станка
Краткое описание конструкции и работы станка
- Спецификация
- Общая компоновка станка
- Особенности отдельных узлов станка
- Механизм ручного перемещения стола
- Шлифовальная бабка
- Передняя бабка
- Салазки
- Задняя бабка
- Механизм периодической подачи
- Масляный бак
Электрооборудование станка
- Общие сведения
- Описание работы электросхемы станка
- Спецификация покупного оборудования
- Блокировки
- Защита
- Указания по эксплуатации и обслуживанию электрооборудованию станка
Гидрооборудование станка
- Техническая характеристика насосовГидропривод станка
- Движение стола
- Автоматическая периодическая подача шлифовальной бабки
- Блокировка механизма ручного перемещения стола Блокировка шлифовальной бабки при внутреннем шлифовании
- Смазка направляющих станины
- Разгрузка насоса
- Указания по обслуживанию гидропривода
Смазка станка
Подготовка станка к первоначальному пуску
Настройка и наладка станка и режим работы
Регулирование станка
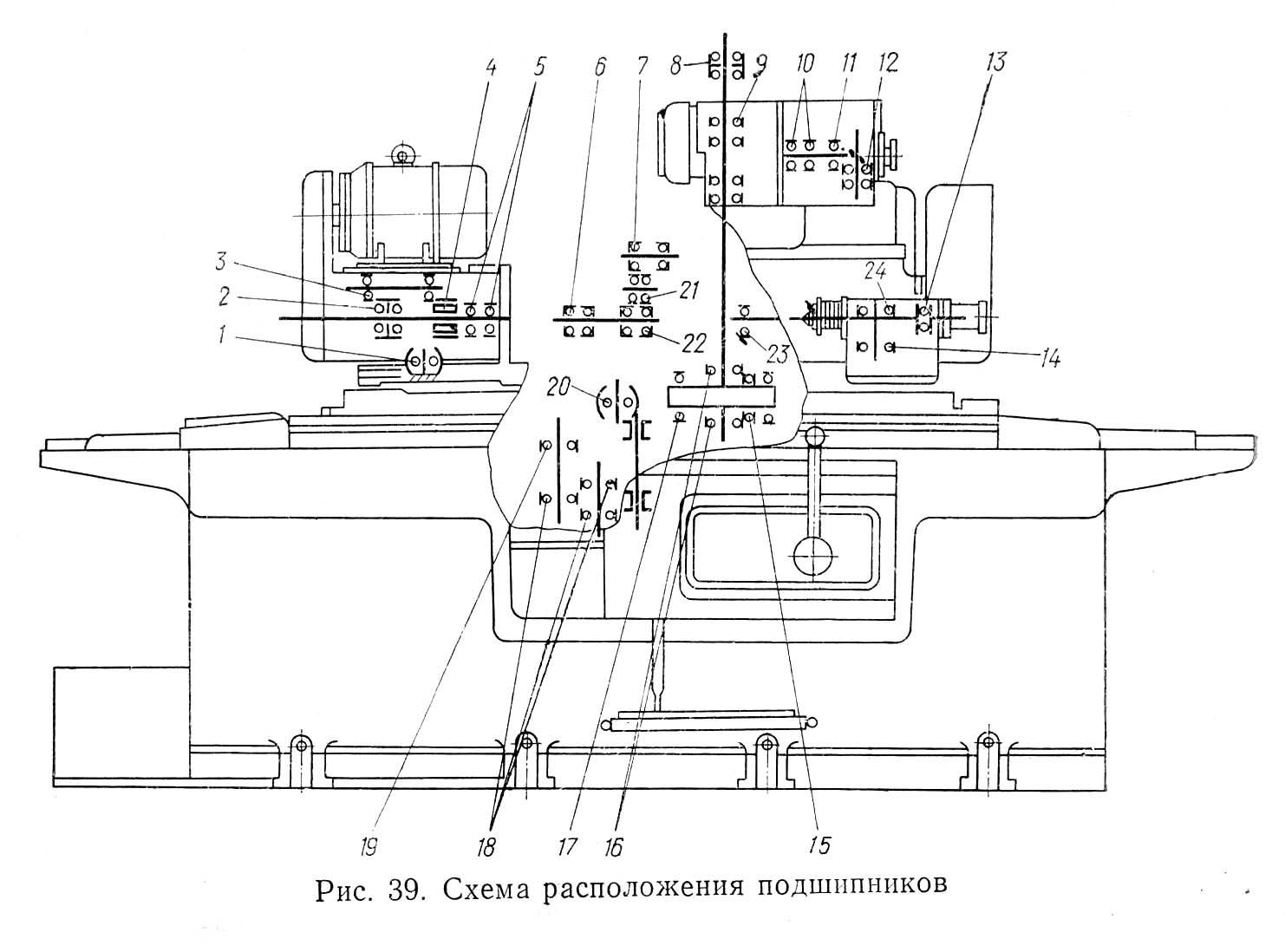
Спецификация подшипников качения
Сведения о приспособлениях
Особенности разборки и сборки станка при ремонте и техническая документация по ремонте
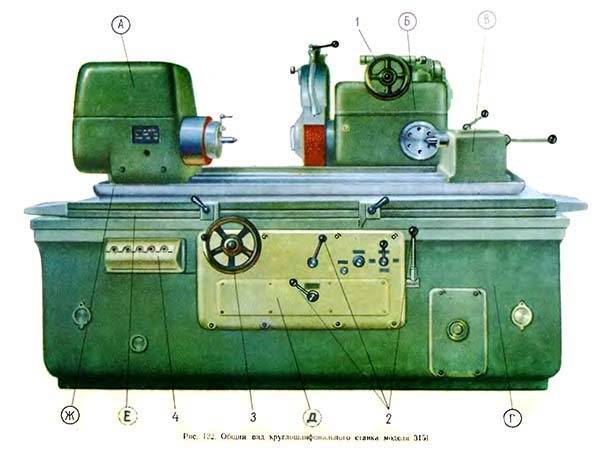
Общая компоновка станка
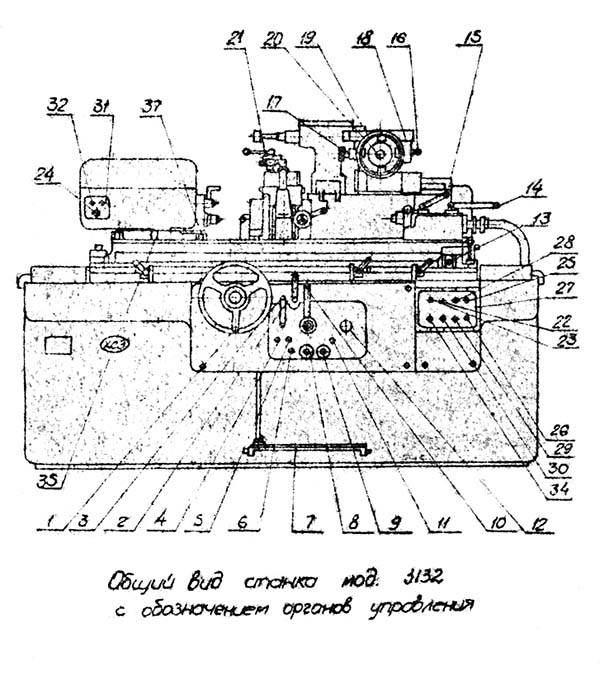
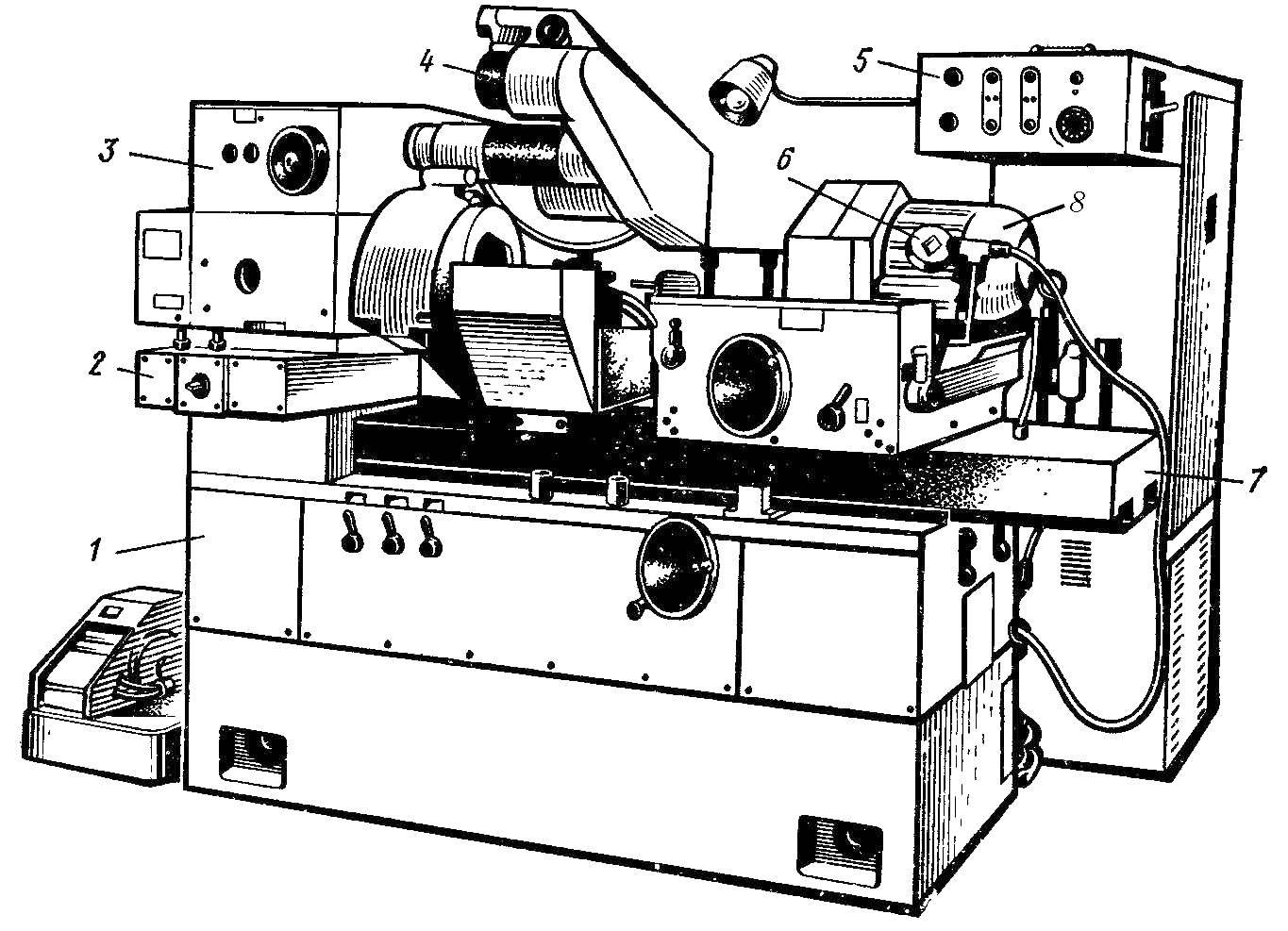
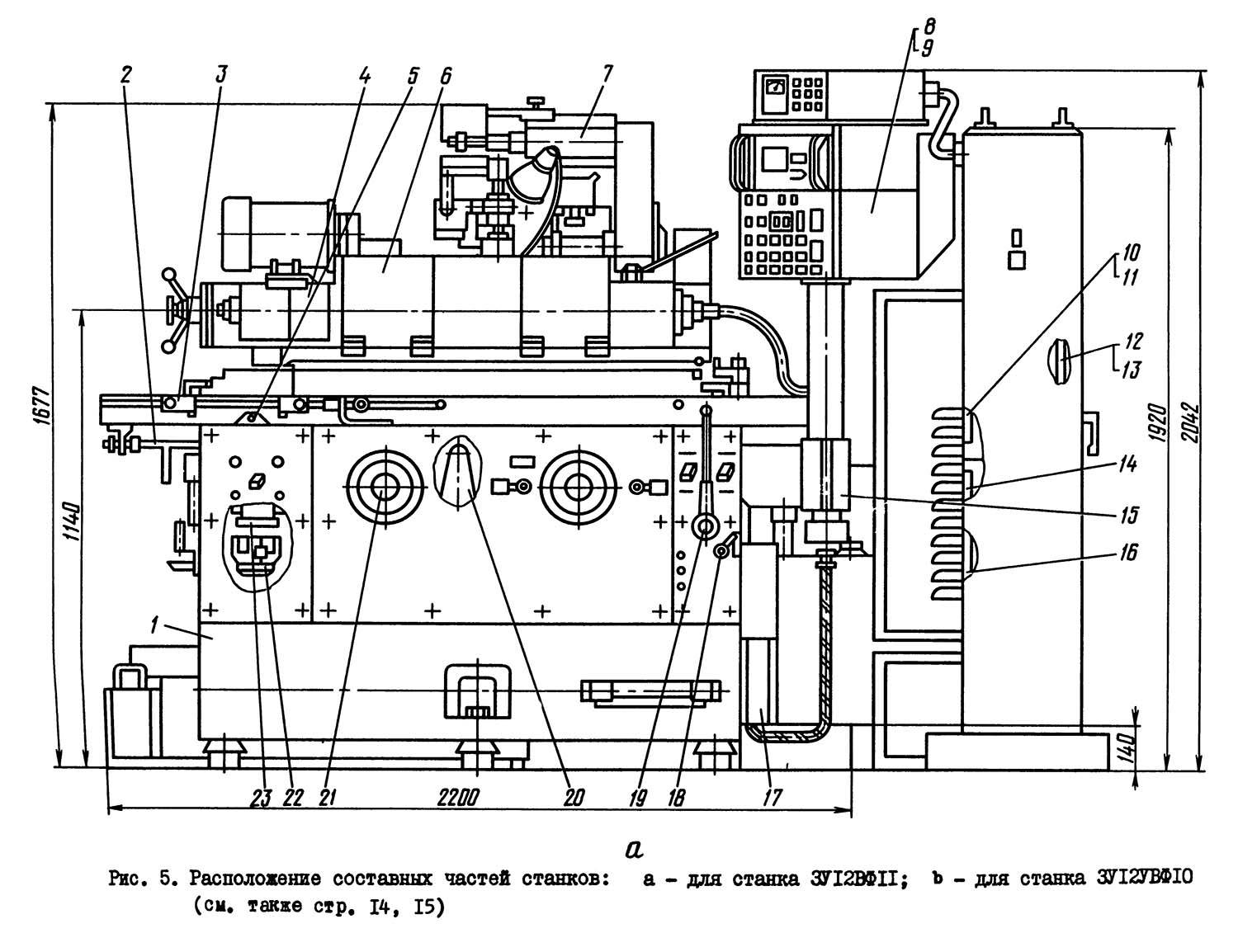
На станине I (см. рис. I), имеющей в плане Г-образную форму, размещается на продольных направляющих стол 5, несущий на себе бабку изделия 6 л заднюю бабку 13. На стол могут быть установлены различные приспособления.
Сзади стола на станине установлены нижние салазки 22 с роликовыми направляющими, перпендикулярными к направляющим стола, по которым перемещаются верхние салазки 19 с поворотной шлифовальной бабкой 12. На шлифовальной бабке монтируется приспособление для внутреннего шлифования II с откидным кронштейном внутришлифовального шпинделя 10. В передней части станины под фартуком размещаются механизмы ручного перемещения стола 34 и подачи 33 шлифовальной бабки, а также гидроаппаратура приводов стола и механизма подачи.
Отдельно от станка, в Г-образной выемке станины и сзади станка располагаются агрегаты: установка подачи охлаждения 24, станция гидропривода 27 с электрошкафом 17 и установка смазки шлифовального шпинделя 31.
Станина станка 3К12
Станина, выполненная в виде ребристой чугунной отливки I (рис. 5), имеет V-образную и плоскую направляющие скольжения 3, по которым перемещается стол. Подача смазки к направляющим контролируется визуально с помощью глазка — маслоуказателя 4.
Фартук 2 станины состоит из трех отдельных кожухов. По всей длине фартука проходит лоток для сбора утечек с гидроаппаратов. Верхняя плоскость станины состоит из ряда наклонных поверхностей для слива охлаждающей жидкости. Транспортируют станину» как и весь станок, в сборе с помощью грузовых крюков 5.
Гидроцилиндр рабочего стола 3К12
Гидроцилиндр монтируется на станине между направляющими (рис. 6). К опорам 4 и 8 подводится масло. Поршень 7, перемещаясь в трубе 6, через шток 5 передает движение столу. Ложный (нерабочий) шток 9 служит для уравнивания скоростей прямого и обратного хода.
Воздух из цилиндра выпускается через трубки 3 и колодки 2 в момент открывания пробки I.
Стол станка 3К12
Стол (рис. 7) состоит из верхнего (поворотного) 4 и нижнего стола 2. Для поворота служит рукоятка 9, черев винт перемещающая рейку, взаимодействующую с зубом фиксатора 6. Точный поворот отсчитывается указателем 10 по индикатору 7. После поворота стол фиксируется планками 3 и 8. На нижнем столе в Т-образном пазу устанавливаются упоры 5 реверса гидропанели. Снизу крепится кронштейн I для зацепления со штоком гидроцилиндра и рейка II для перемещения стола вручную. На столе может быть установлен брызгозащитный щиток 12.
В корпусе I (рис.
Бабка шлифовальная
Шлифовальная бабка состоит из двух корпусов: нижнего поворотного I (рис. 9) и верхнего перемещающегося 7, на котором установлен электродвигатель 6 привода шлифовального круга. Во вкладышах 3 монтируется шпиндель 5. Смазка шпинделя контролируется автоматически (см. описание электрооборудования) я визуально через глазок 4.
На левом конусе шпинделя монтируется во фланцах шлифовальный круг 8, помещенный в защитный кожух 9 с регулируемым козырьком 2.
На правом конусе шпинделя монтируется клиноременный шкив 14 (может также применяться поликлиноременная передача).
Устройство и конструктивные особенности
Устройство круглошлифовальных станков зависит от рабочих материалов и качественных требований к готовым изделиям. Выделяют следующие классы точности аппаратов:
- повышенной точности;
- высокой точности;
- особо высокой точности.
Рассмотрим особенности конструкции различных аппаратов и наиболее распространенные варианты компоновки.
Рабочие узлы
Независимо от типа исполнения основными элементами круглошлифовальных станков являются:
- станина;
- рабочий стол;
- шлифовальная и передняя бабки;
- механизмы управления.
В передней бабке монтируется привод к шпинделю, в шлифовальной – к кругу.
Главным элементом механизма управления является кнопочная станция. За ручное перемещение рабочего стола и шпиндельной бабки отвечают маховики, управление которыми осуществляется с помощью следующих рукояток и упоров:
- быстрая подача передней бабки;
- перемещения пиноли;
- регулировка скорости рабочего стола;
- отключение автоматического хода и реверса стола.
Помимо вышеперечисленных узлов и деталей, важную роль играют следующие элементы:
- Шлифовальная бабка. Отличается жесткостью конструкции. В зависимости от компоновки станка может представлять собой неподвижный или перемещаемый элемент. В нем расположен шпиндель, устанавливаемый на гидродинамические или другие опоры.
- Балансировочный механизм. Снижает колебательные процессы во время рабочего цикла. Существуют модели как с ручной, так и с автоматической балансировкой станка.
- Механизм правки рабочего инструмента. Регулирует форму контактного инструмента и поддерживает его функциональные возможности.
- Узел подачи. Отвечает за перемещение шлифовального круга.
- Задняя бабка. Является одним из элементов конструкции станков, для которых рабочим расположением заготовки является установка в центрах.
- Люнеты. Специальные опоры для работы с деталями большой длины.
Возможные варианты компоновки
Наиболее распространенными способами компоновки круглошлифовальных станков являются:
- патронная;
- центровая;
- бесцентровая.
Важный фактор – наличие второго стола. В бесцентровых моделях башмак является неподвижным элементом.

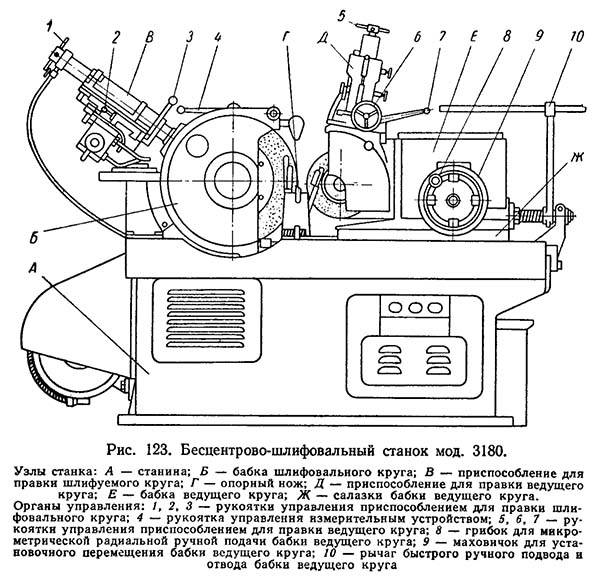

Модели с неподвижным ножом нашли свое применение на автоматических сборочных линиях. Их ценят за высокие качественные характеристики, ведь такая компоновка обеспечивает стабильность расположения оси заготовки независимо от состояния шлифовального инструмента станка. Конструкция такого оборудования отличается высокой технологической сложностью за счет подвижной бабки и механизма для ее перемещения.
Правила эксплуатации
При работе с фрезерно-центровальным оборудованием следует контролировать легкость перемещения стола ручной подачей
При эксплуатации следует обращать внимание на вибрацию. Если она появилась и отличается сильными колебаниями, то рекомендуется застопорить станок и проверить надежность крепления фрезы и заготовок. При работе следует соблюдать технику безопасности, поскольку фрезерно-центровальный станок относится к опасному оборудованию
При работе следует соблюдать технику безопасности, поскольку фрезерно-центровальный станок относится к опасному оборудованию.
Для черновой обработки металлических заготовок применяется узкоспециализированное оборудование со специфическим набором функций. Фрезерно-центровальные станки используются для промышленного производства и в мелких цехах, а также в домашних мастерских.