Станина устройства
Отливка с направляющими в форме призмы – это станина. Слева можно увидеть два отверстия, с помощью которых осуществляется монтаж переднего узла. Снизу тоже два отверстия. С их помощью аппарат можно надежно зафиксировать на столешнице. Выемка Т-образной формы гарантирует установку заднего узла в заранее выбранном направлении.
Установить суппорт можно с помощью вертикальной направляющей. Узел 02-00, именуемый передней бабкой, крепится с помощью пары шпилек на направляющие станины. После сборки деталей необходимо стянуть части конструкции при помощи гайки.
Корпус настольного станка с обеих сторон закрыт крышками. Кроме того, они снабжены прокладками, которые предназначены предотвратить утечку масла из корпуса.
На конце шпинделя консольно установлен трехступенчатый шкив, передающий вращение от электрического двигателя. Происходит это посредством синтетического плоского ремня. Передний конус изготовлен конусом Морзе КМ 2, задний корпус же, предназначенный для оправки устройства заточки, установлен под углом 40 градусов. Посадочный диаметр – 10 А. С помощью 1д601 можно обрабатывать тончайшие прутики, диаметр которых не достигает 10 мм.
Особенности конструкции
По своим возможностям станок 1Д601 не отличается от оборудования промышленного типа. Конструкция также состоит из основных узлов и агрегатов, характерных для универсального токарного станка. Но при этом есть особенности конструкции, которые характерны исключительно для этого агрегата и обуславливают его технические характеристики.
Станина устройства
Это отливка с призматическими направляющими. Слева у станины есть отверстия для крепления шпиндельной бабки. Призматические направляющие позволяют совпасть оси шпинделя с осью задней пиноли. Для установки суппорта имеется вертикальная направляющая.
Передняя бабка
Крепится с левой части станины и держится на двух шпильках. Внутри передней бабки установлен шпиндель на опорных подшипниках со сквозным отверстием для подачи прутков. Слева расположен трехступенчатый шкив, который соединен со шкивом электродвигателя плоским ремнем. На правой стороне передней бабки установлен патрон с 3 кулачками. Диаметр патрона – 8 см.

Суппорт
Состоит из двух основных элементов – продольных салазок и поперечных с установленным на них резцедержателем. В самом начале обработки суппорт крепится в необходимую позицию с помощью гайки и болта.
Задняя бабка
Упорная бабка расположена на направляющих в правой части станка. Перемещается данный узел на требуемые позиции вручную. Движение пиноли осуществляется также вручную при помощи специального маховичка.
Стол и привод
Станок устанавливается на столе и закрепляется при помощи двух шпилек, шайб и гаек. для привода применяется однофазный электродвигатель мощностью 180 кВт с наличием трехступенчатого шкива. При помощи перестановки двигателя осуществляется контроль над натяжением ремня.

Устройство станка
Передняя часть токарного станка, сделанная в виде тумбы, на самом деле является коробкой передач. На верхней плоскости тумбы есть глазок для контроля масла. Если во время работы масло бьёт фонтанчиком, значит, насос работает правильно и обеспечивает смазку трущихся деталей. На передней панели бабки установлены два рычага переключения скоростей, которые расположены по краям. Правый рычаг понижает обороты шпинделя, имеет четыре положения: оптимальные обороты для точения. высокие обороты для чистовой обработки цилиндрической поверхности. Промежуточное положение для нарезания резьбы резцом или плашкой. Левый рычаг переключения скоростей имеет шесть положений, соответственно, шесть скоростей.
Между рычагами переключения скоростей расположены два других рычага для настройки операции нарезания резьбы. Конструкция станка позволяет нарезать правую и левую резьбу.
Внизу передней бабки расположена коробка подач, оборудованная двумя рычагами. Рычаг слева переключает подачи и вид резьбы. Расположенный справа служит для настройки подачи суппорта в зависимости от глубины резания и твёрдости обрабатываемого материала. Станок к 62 оборудован двумя двигателями: главный и ускоренной подачи. Передний фартук оборудован двумя маховиками:
- один для подачи вдоль станины;
- второй — для подачи поперёк.
Основные узлы
Вращающийся шпиндель токарно-винторезного станка 1к62 обеспечивает обработку поверхности заготовок цилиндрической и конической формы.
Суппорт выполняет продольное и поперечное движение резцедержателя с резцом для снятия стружки, нарезания резьбы, торцевания или отрезания заготовки. Установленный привод механизма подач служит для настройки режимов нарезания резьбы. С помощью передачи винта-гайки осуществляется поперечное движение резцедержателя.
На передней бабке установлены рычаги управления станком. Чтобы изменять режимы резания, установлен механизм переключения скоростей вращения шпинделя. Направление движения изменит специальная фрикционная муфта и реверсивный механизм.
Фартук служит для изменения режимов подач, а для управления есть рычаги на передней бабке. Механизм фартука выполняет подачу суппорта при точении и нарезании резьбы.
Главный параметр, определяющий габарит токарного станка является высота от плоскости станины до оси вращения шпинделя. Эта высота составляет половину наибольшего диаметра детали, которая может быть обработана над станиной. Наибольший диаметр изделия над станиной и расстояние между патроном и пинолью задней бабки определяют его возможности и входят в основные технические характеристики станка 1к62. Токарь перед работой проверяет размеры заготовки, согласно приведённой характеристике.
Станок оборудован дополнительным электродвигателем мощностью один киловатт для ускоренного движения каретки суппорта, включается нажатием специальной кнопки, расположенной с торца рычага управления. Во время сверлильных работ можно механически подавать заднюю бабку со сверлом, присоединив её к суппорту.
Технические характеристики
Масса токарного станка к62 составляет 2,5 тонны.
Габариты:
- длина — 2500 миллиметров;
- ширина — 1200 миллиметров;
- высота — 1500 миллиметров.
Максимальный диаметр заготовки над суппортом станка составляет 224 миллиметра. Заготовка для обработки не более 1500 миллиметров в длину. Обороты шпинделя 2420 оборотов в минуту.
Токарно-винторезный станок — сложная технологическая машина, у которой 24 скорости вращения шпинделя и 48 подач суппорта. Органы управления расположены на передних панелях коробок скоростей и подач.
Чтобы установить заданную частоту вращения шпинделя, надо заранее отключить фрикцион и выключить электродвигатель, а затем перемещением рукоятки установить требуемый диапазон частот (например, 630…2000, 50…160). Перемещать рукоятку переключения скоростей следует плавно, без рывков, добиваясь фиксации её в каждом из четырёх положений, устанавливая заданные обороты шпинделя (например, 630 оборотов в минуту).
Токарный станок 1д601: технические характеристики, преимущества
Аппарат, позволяющий вести обработку заготовок из металла, древесины или пластика, которая может выполняться в центрах или в патроне. Достоинства — легок и удобен в работе.
Надежный и компактный токарный станок 1д601 больше всего подходит для бытового использования и создания единичных образцов деталей из дерева, металла или пластмассы. Несмотря на скромные габаритные размеры, эта модель способна выполнять обработку с классом точности Н, причем это качество не утрачивается даже после многолетней эксплуатации. Во многом это объясняется сочетанием надежной кинетической схемы и традиционной компоновкой конструкционных узлов.
Подробнее об устройстве и спецификациях оборудования
Далее мы рассмотрим, из каких основных частей состоит настольный токарный станок 1д601 и кратко опишем каждую из них.

Начнем со станины. Она имеет направляющие призматического типа, по которым движется ЗБ (для ее фиксации в требуемом положении используют паз Т-образной формы) и суппорт. Крепление ПБ происходит посредством пары отверстий. Направляющие означенного типа выполняют одну очень важную функцию: благодаря им пиноль ЗБ и ось шпинделя в точности совпадают, обеспечивая необходимое качество обработки.
Передняя бабка — элемент, обеспечивающий движение (вернее, вращение) заготовки. Опорами расположенного здесь шпинделя выступает пара шарикоподшипников радиально-упорного типа. В конце шпиндельной бабки находится трехступенчатый шкив, который передает движение через ременную передачу на шпиндель. Источником этого «движения» выступает электрический силовой агрегат. Кстати говоря, вот этот трехступенчатый шкив дает возможность устанавливать 3 различных скорости на шпинделе (оборотов в минуту):
Сверление отверстий, поддержание особо длинных заготовок, а также точение деталей в центрах были бы немыслимы без такого элемента, как задняя бабка. Ее пиноль свободно перемещается по станине благодаря движению маховика и винту типа М6х1. Конус ЗБ выполняется под оправку патрона для сверления и имеет спецификацию Морзе КМ1. Зажим ее пиноли возможен при помощи специальной рукоятки.






При помощи гаек и болтов на станине крепится и суппорт. Изменение положения его салазок выполняется благодаря передаче (механической) типа винт—гайка. На верхних салазках есть пазы в форме литеры «Т», при помощи которых фиксируется головка резца. Чтобы вести обработку деталей конусообразной формы, необходимо повернуть суппорт (поворотную его часть) на требуемый угол. Сделать это несложно.
В качестве электропривода на означенную модель оборудования устанавливается однофазный ДВЕ-071-4. Мощности в 0.18 киловатта вполне хватает для выполнения необходимых производственных операций. Примечательно, что изменить натяжение передачи (ременной) можно во время кратковременной остановки движка. Так, в частности, сначала отпускаются гайки. Затем происходит натяжение синтетического ремня до нужного положения. Последний шаг — затяжка гаек. Все, оборудование снова готово к работе.
Основные спецификации описываемой модели представлены в таблице ниже:
| Максимальный диаметр обрабатываемой заготовки над суппортом над плоскостью станины | мм мм | 75 125 |
| l заготовки (наибольшая) | мм | 180 |
| Перемещение пиноли max | мм | 35 |
| Главный привод | кВт | 0.18 |
| Сквозное отверстие шпинделя (D) | мм | 10.2 |
| Перемещение суппорта (продольное) | тип | только вручную |
| Масса устройства | кг | 30 |
| Габаритные размеры | мм | 680 на 200 на 220 |
Обратив внимание на последние две позиции таблицы, становится очевидным тот факт, что устройство можно легко разместить не только в мастерской или в гараже, но даже в городской квартире. Нет комментариев. Нет комментариев
Нет комментариев
1Д601 Настольный токарный станок. Назначение, область применения
Настольный токарный станок 1Д601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применениятокарного станка 1Д601 — школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1Д601 позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Шпиндель станка 1д601 получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М27х3 для установки промежуточного фланца с токарным патроном
Основные характеристики токарного станка 1д601
Производитель: Кироваканский завод прецизионных станков, г. Кировокан (сегодня г. Ванадзор). Токарный станок 1Д601 производился в 1971-1976 по ГОСТ 7599-72.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 125 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 75 мм;
- Расстояние между центрами — 180 мм;
- Наибольшая длина обтачивания при одной установке суппорта — 55 мм;
- Питающая сеть — 220 В;
- Электродвигатель привода шпинделя — однофазный АВЕ-071-4; 0,180 кВт; 1400 об/мин;
- Вес станка — 30 кг.
Передняя бабка и шпиндель токарного станка 1д601
- Конец шпинделя резьбовой — М27х3 мм
- Стандартный диаметр токарного трехкулачкового патрона — Ø 80 мм
- Диаметр сквозного отверстия в шпинделе — Ø 10,2 мм;
- Наибольший диаметр обрабатываемого прутка — Ø 10 мм;
- Внутренний (инструментальный) конус шпинделя — Морзе 2;
- Обороты шпинделя — 700, 1400, 2800 об/мин;
- Передняя опора шпинделя — радиальные шарикоподшипники № 46205 2 шт;
- Задняя опора шпинделя — радиальный шарикоподшипник № 205 1 шт;
- Смазка подшипников — густая смазка ЦИАТИМ-201 ГОСТ 6257;
- Торможение шпинделя — нет;
Токарный станок 1Д601: технические характеристики, паспорт, схемы
Настольный токарный станок 1Д601 позволяет работать с деталями небольших размеров. Увидеть такое оборудование можно в частных мастерских, а также в учебных классах школ и техникумов.
Основное преимущество – комфорт при работе и возможность обрабатывать заготовки в центре и в патроне.
Описание и назначение агрегата
Рассматриваемое оборудование легко выполняет основные работы по обработке заготовок из металла, дерева и пластмассы. Основные операции, которые доступны на данном станке:
- расточка и проточка отверстий цилиндрических и конических;
- подрезание торцов;
- отрезка детали от заготовки;
- сверление.
Также оборудование подходит для ряда других работ. Используется любителями токарного дела в домашних условиях и для развития трудовых навыков у молодежи.
Технические характеристики настольного токарного станка по металлу
Станок 1Д601 имеет следующие основные технические характеристики:
- максимальная длина заготовки, обрабатываемой в центре – 18 см;
- максимальный ход пиноли – 5.5 см;
- число оборотов шпинделя – 700-2800 об/мин;
- 3 ступени на шкиве главного привода;
- электродвигатель мощностью 180 кВт;
- диаметр заготовки, обрабатываемой над станиной – 12.5 см;
- диаметр болванки, обрабатываемой над суппортом – 7.5 см.
По сравнению с другими настольными станками, данное оборудование имеет более низкий класс точности и не подходит для слишком тонких и точных работ. Но благодаря малому весу, возможности ремонта, а также различной модернизации, данное оборудование пользуется огромной популярностью у специалистов.
Станина устройства
Это отливка с призматическими направляющими. Слева у станины есть отверстия для крепления шпиндельной бабки. Призматические направляющие позволяют совпасть оси шпинделя с осью задней пиноли. Для установки суппорта имеется вертикальная направляющая.
Задняя бабка
Упорная бабка расположена на направляющих в правой части станка. Перемещается данный узел на требуемые позиции вручную. Движение пиноли осуществляется также вручную при помощи специального маховичка.
Стол и привод
Станок устанавливается на столе и закрепляется при помощи двух шпилек, шайб и гаек. для привода применяется однофазный электродвигатель мощностью 180 кВт с наличием трехступенчатого шкива. При помощи перестановки двигателя осуществляется контроль над натяжением ремня.
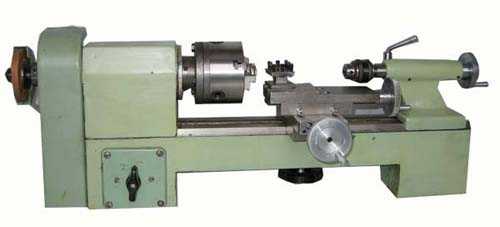
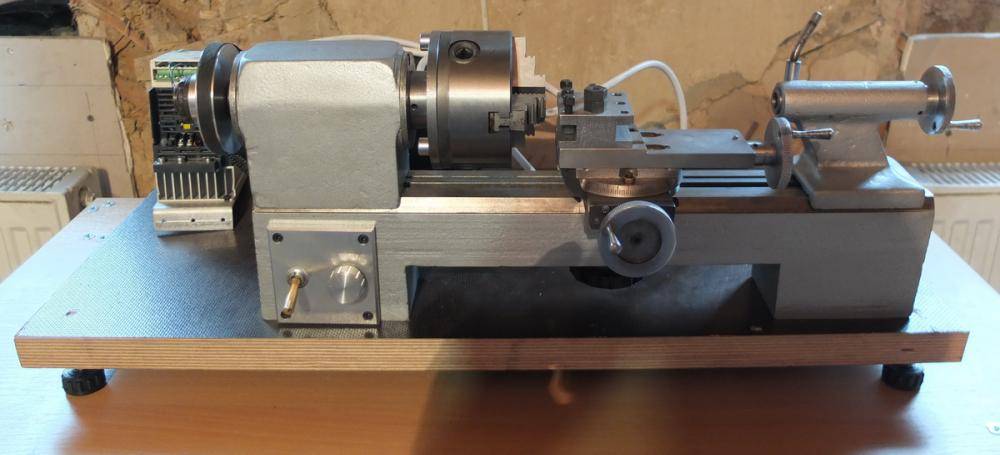
Конструкция токарного станка
Токарный станок 1Д601 имеет традиционные состав и компоновку основных узлов и агрегатов. Все его механизмы (кроме электродвигателя) смонтированы на литой чугунной станине. На ее верхней плоскости расположены призматические направляющие, на которые помещаются обе бабки и суппорт, а на нижней находятся два отверстия для надежного крепления станины к столу. Отдельно от станка устанавливается электродвигатель, вращение которого передается шпинделю посредством ременного шкива.
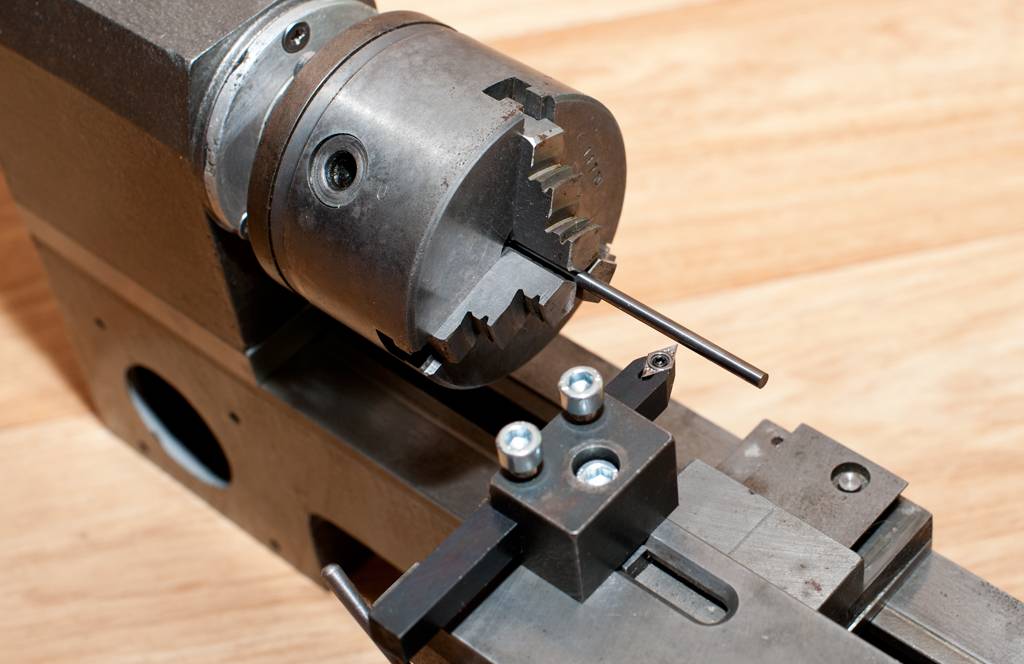
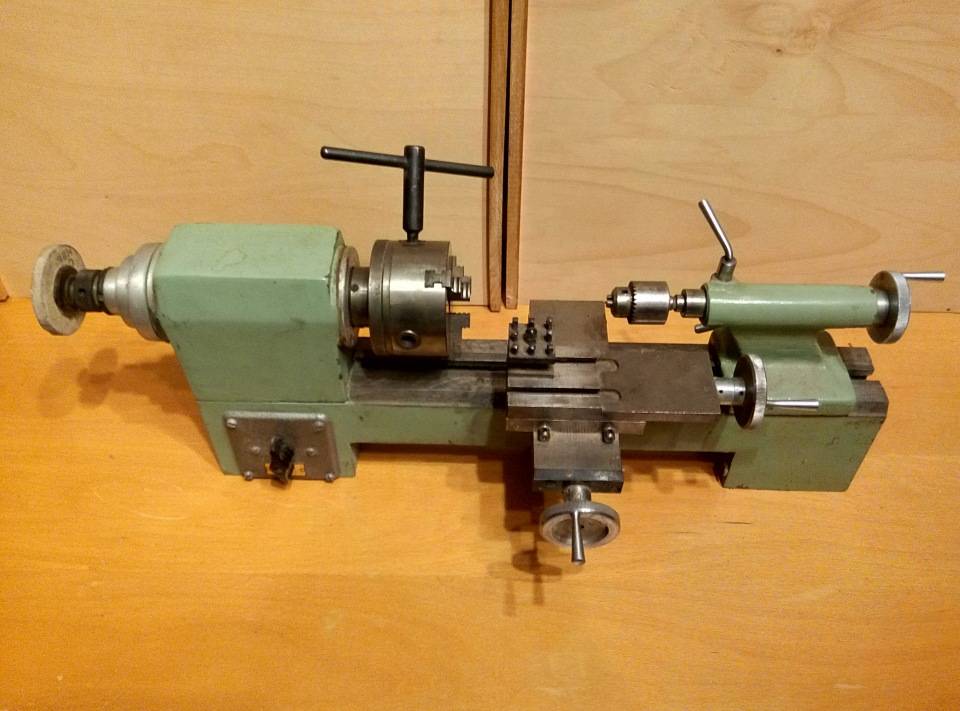
Передняя бабка
Передняя бабка смонтирована на направляющих с левой стороны станины, и крепится к ней двумя шпильками. Внутри бабки на опорных подшипниках установлен шпиндель со сквозным отверстием для подачи прутка. На левой оконечности шпинделя крепится трехступенчатый шкив, соединенный со шкивом электродвигателя плоским ремнем, а на правой — трехкулачковый патрон диаметром 80 мм.
Задняя бабка
Задняя бабка расположена на направляющих в правой части станка. Она передвигаться вручную по направляющим в требуемую позицию и фиксируется на время обработки с помощью эксцентрика с рукояткой, расположенной с обратной стороны ее корпуса. Движение пиноли задней бабки осуществляется вручную с помощью маховичка. При выполнении обточки длинномерных деталей в конус пиноли вставляется центр, а при сверлении и нарезание резьбы метчиком — сверлильный патрон.
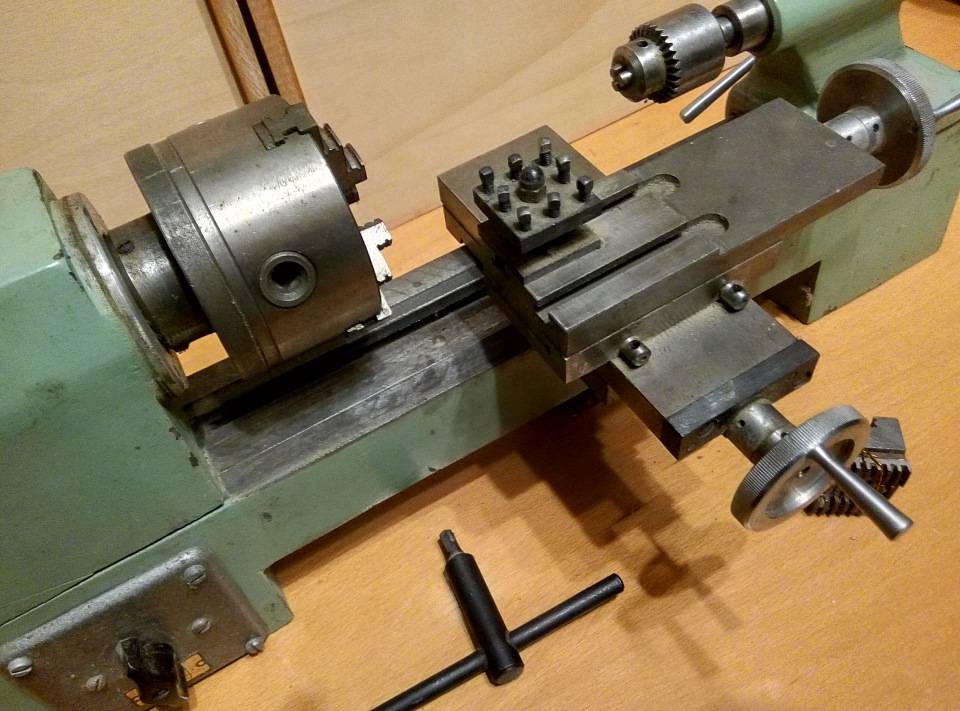
Суппорт
Основные конструкционные элементами суппорта токарного станка 1Д601 — это продольно перемещаемые по направляющим станины нижние салазки и установленные поперечно к ним верхние салазки с резцедержателем. Перед обработкой детали суппорт устанавливается в нужную позицию вручную и крепится на ней с помощью болта и гайки. Поперечная и продольная рабочие подачи осуществляются вращением маховичков, при этом максимальная длина хода ограничена размером ходовых винтов салазок (60 мм в поперечном направлении и 65 мм — в продольном). Для точения конусных поверхностей предусмотрен поворот верхних салазок на требуемый угол по шкале с точностью 4°.
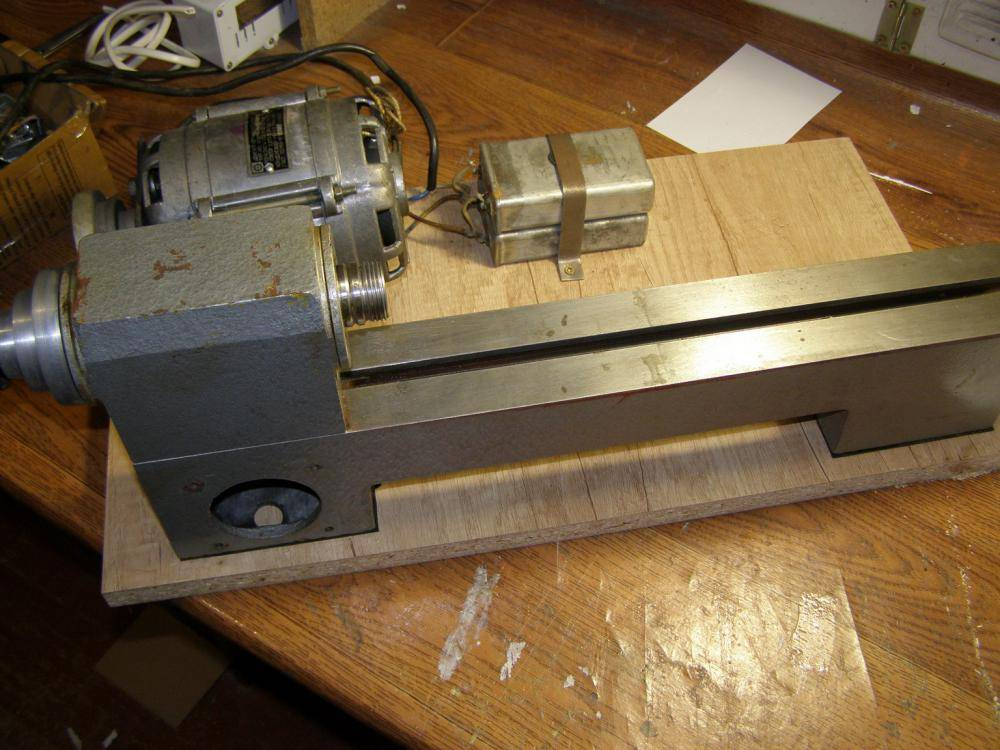
Стол и привод
В соответствии с «Руководством по эксплуатации» токарный станок 1Д601 должен крепиться к столу с помощью двух шпилек с гайками. Знатоки этого токарного оборудования предлагают и другой «настольный» вариант: установка и закрепление станины на стальной плите толщиной 10 мм, что повышает жесткость конструкции и снижает вибрацию.
Вращение шпинделю станка передается от однофазного электродвигателя с трехступенчатым шкивом. Для изменения ступени шкива необходимо расфиксировать двигатель (ослабить гайку крепления), сдвинуть его в сторону станины, ослабить ремень, переставить его на другую ступень, а затем натянуть, сдвинув двигатель обратно, и закрутить гайку крепления.
Электрическая схема
Электрооборудование токарного станка 1Д601 немногочисленно и включает в себя четыре штатных элемента:
- электрический однофазный асинхронный двигатель мощностью 180 Вт;
- конденсатор пусковой обмотки электродвигателя 4 мкФ 600 В;
- пакетный выключатель;
- вилка для подключения к домашней электросети.
По условиям эксплуатации 1Д601 должен быть обязательно заземлен, поэтому с правого торца станины находится винт заземления. Пользователи сами оснащают станок осветительной лампой, а иногда ставят двигатели повышенной мощности. Последняя модернизация не всегда безопасна, так как при закусывании резца более мощное вращение может повредить суппорт или даже вырвать кусок станины (у этих станков не лучшее качество металла).






1Д601 универсальный настольный токарный станок
Для обработки деталей из металла, пластиковых болванок, деревянных заготовок применяется токарный станок по металлу 1д601. Использование этого прибора позволяет работать с небольшими размерами деталей, причем достоинством проведения этих операций считается максимальный комфорт. Рабочую установку можно устанавливать в любом помещении, подойдут даже учебные школьные классы и частные ремонтные мастерские.
Токарный станок 1Д601
Общая информация
Любая модель рабочего станка 1д601 не имеет трудностей в эксплуатации, при ознакомлении с инструкцией работы токарный станок по металлу 1д601 подойдет в качестве обучающей установки для школьников. Узловые агрегаты характеризуются высокой надежностью, стабильностью функционирования и одновременной простотой сборки. Даже при возникновении комплексных неполадок допускается как частичный ремонт, так и комплексная замена отдельных элементов.
Паспорт 1д601 отличается массой показателей, которые имеют небольшие величины: вес, общие габариты, скорость работы. Устройство станка также упрощено, но при желании допускается модернизация навесными дополнительными модулями.
Скачать паспорт (инструкцию по эксплуатации) станка 1Д601
Узловые агрегаты станка
В паспорте модели 1д601 значится несколько узловых агрегатов, которые обеспечивают его функциональность. В инструкции по эксплуатации приводятся подробные правила работы с отдельными модулями. Настольный токарный агрегат состоит из следующих главных узлов:
- Небольшая по размерам станина, позволяет легко транспортировать устройство.
- Подвижная бабка, расположенная спереди станка.
- Удерживающий суппорт.
- Задняя бабка агрегата.
- Привод.
Дополнительным оснащением считаются лимбы станка 1д601, отвечающие за точное смещение заготовки относительно главного резца. При работе с использованием лимбов необходимо правильно просчитывать требуемые числовые значения, поскольку их градуировка может отличаться. Для этого следует сверяться с паспортом токарного станка, где четко прописаны величины смещения.
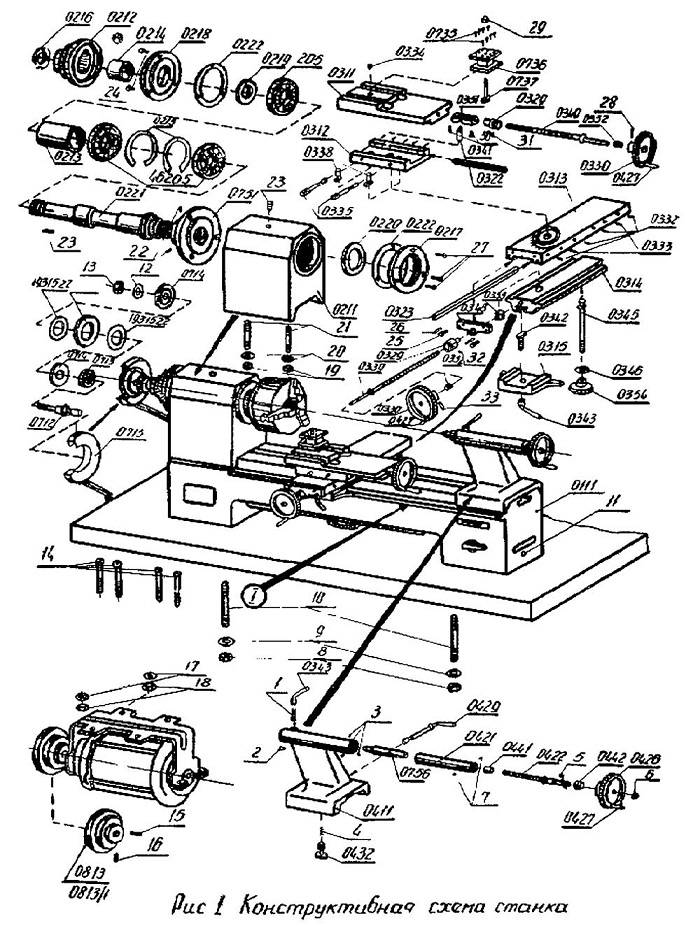
Конструктивная схема станка
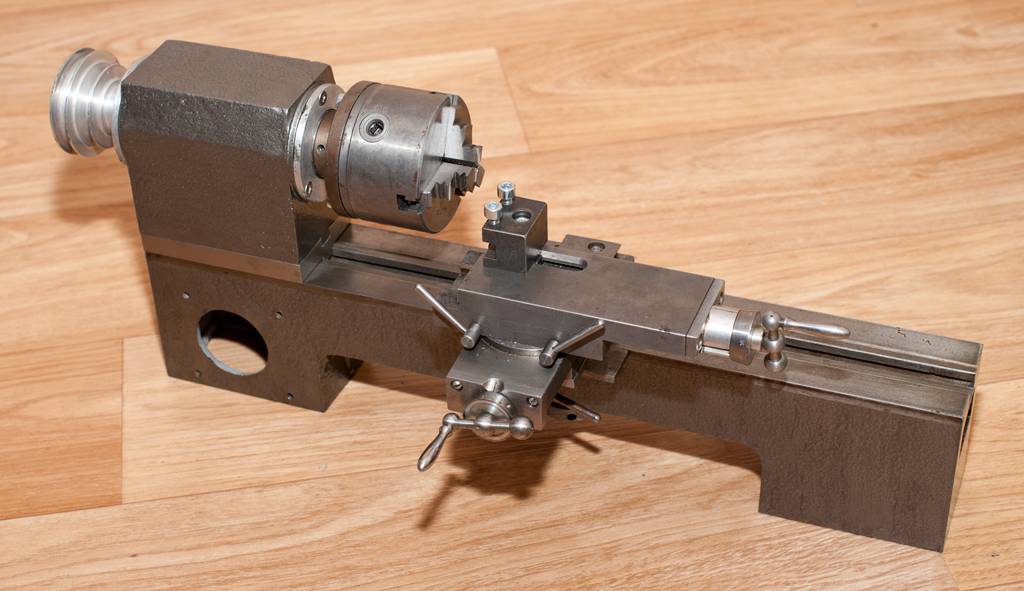
Станина модели 1д601
Описание главного узла токарной установки следует начинать с небольшого общего веса этого элемента конструкции. Станина всегда отягощала паспорта токарных установок, что для многих частных мастерских становилось камнем преткновения. Благодаря небольшому размеру и минимальной массе среди аналогов возможно совершать филигранную обработку небольших болванок.
Функциональное предназначение – основа для движения суппорта, также по направляющим призматического типа перемещается задняя бабка. Такая форма направляющих обеспечивает бесперебойную работу подвижных элементов.
Передняя бабка
Этот элемент имеет средние эксплуатационные вес ы, инженеры не стали наделять его функциональностью, но сделали полностью готовым для осуществления вращательных движений заготовки. Серьезной недоработкой первых моделей станков этого типа была недостаточно подвижная передняя бабка, что серьезно ухудшало скорость работы и возможности этого процесса. В прошлых моделях использовались простейшие электрические схемы, что также выступало определенным ограничением.
Электрическая схема станка
Более совершенные электросхемы позволили существенно повысить производительность. Тонкости электрического оснащения также указываются в паспорте установки.
Привод
Достоинством силового агрегата станка считается оптимальная мощность и возможность работать с несколькими скоростями. Существует 3 различные по количеству оборотов заготовки скорости:
- Скорость минимального прямого вращения – 700 об.
- Вращение на 2 скорости достигает величины оборотов в 1400.
- Максимальная производительность привода – 2800 оборотов.
В техническом перечне характеристик можно ознакомиться с кинематической схемой, точных размерах смещений болванок, модификациями каждой отдельной запчасти к установке.
Преимущества
Главными достоинствами универсальной токарной установки серии 1д601 признаны:
- Небольшая масса.
- Простота и комфорт в строении и эксплуатации.
- Отличная сборка и высокая надежность каждого узлового агрегата в отдельности.
- Долговечность.
- Широкий спектр обработки заготовок для личного бытового применения.
В некоторых школах такие модели токарного оборудования функционируют по сегодняшний день.
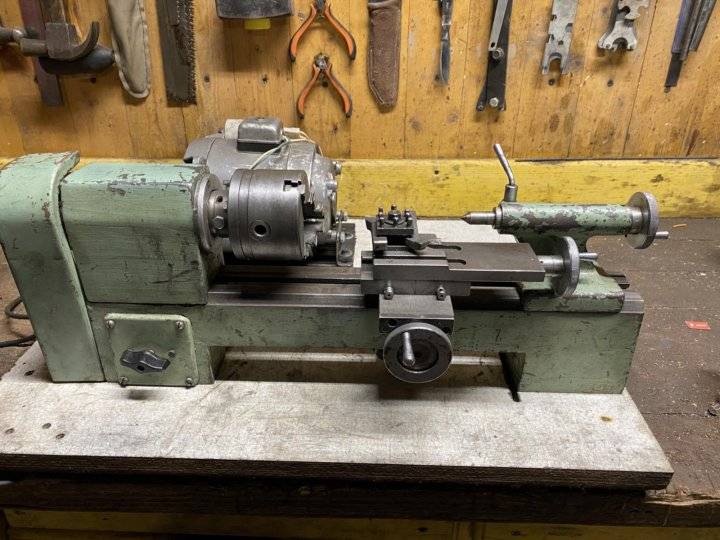
Обзор настольного токарного станка 1Д601
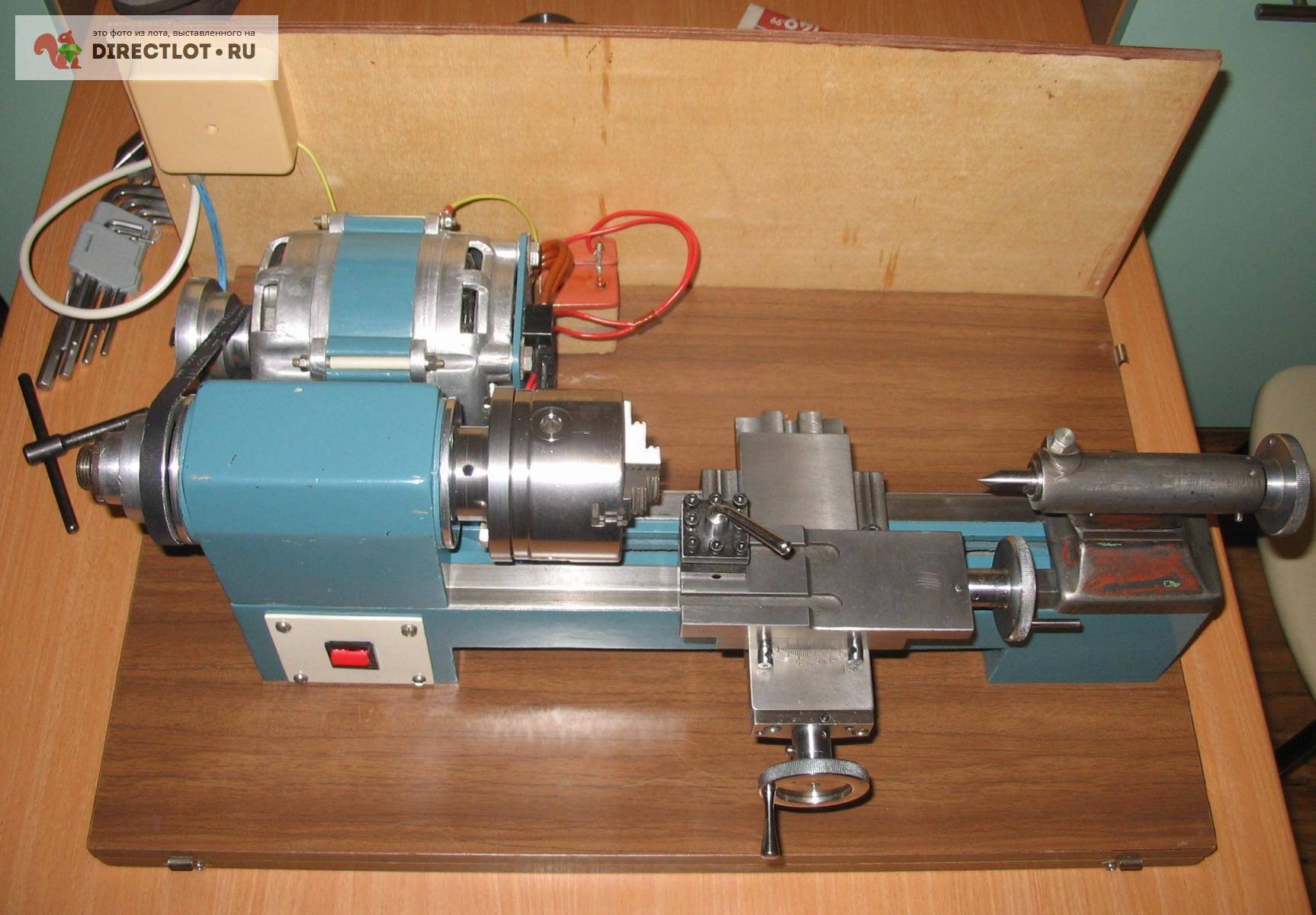
Относящийся к настольному типу токарный станок 1Д601 выпускался заводом прецизионных станков города Кировокан (на данный момент Ванадзорский завод «Автогенмаш»). Устройство используется для выполнения токарной обработки болванок небольших размеров из таких материалов, как: пластик, металл и древесина. Обработка может производиться в центрах и патроне.
Главным достоинством установки является легкость и удобство, что позволяет использовать ее в условиях учебных мастерских и домашнего производства. Надежность элементов конструкции и кинематической схемы позволяют производить точную обработку на протяжении длительного эксплуатационного периода. Выделяется из ряда малогабаритного токарного оборудования своей долговечностью, простотой и надежностью эксплуатации.
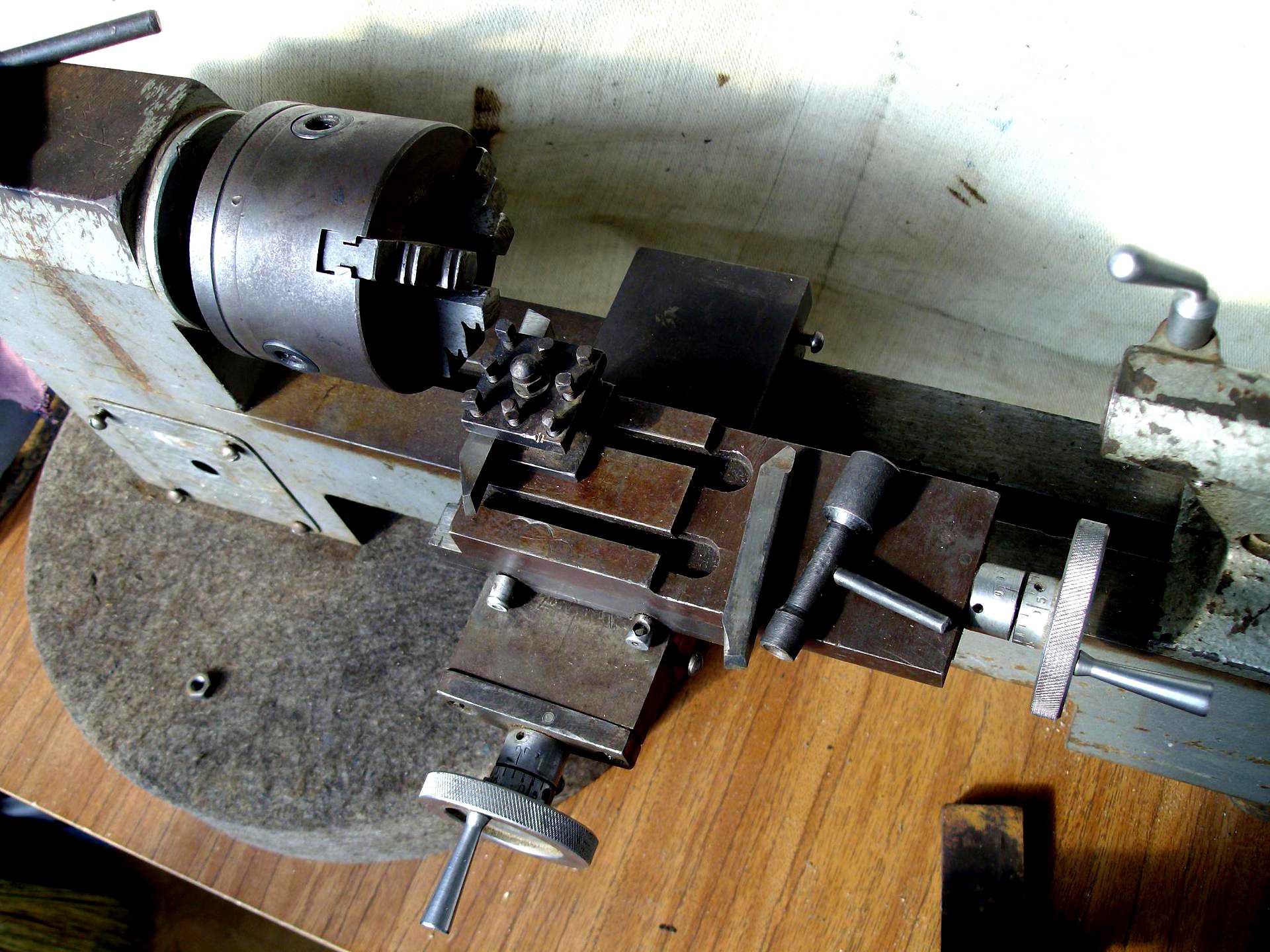
Узлы токарного станка 1Д601
Основа в рассматриваемой модели – отливка с треугольными направляющими. В ее левой части находятся два крепежных отверстия для монтажа переднего узла, и два отверстия снизу, посредством которых агрегат фиксируется на столешнице. Т-образная выемка предназначена для установки заднего узла в выбранном положении. Совпадение оси главного вала с осью пиноли обеспечивается треугольными направляющими.
Передний узел устанавливается на направляющие посредством двух гаек и шпилек. Корпус узла закрыт герметичными крышками, что предотвращает утечку масла.

Главный вал установлен на опорах – спереди на двух упорных подшипниках и сзади на радиальном подшипнике. На конце вала установлен шкив, который передает элемент вращения валу от двигателя посредством плоского ремня. На передней части вала установлена планшайба, которая фиксируется тремя винтами. Главный вал переднего узла представляет собой пустотелую трубу, что позволяет обрабатывать болванки диаметром до 1 см.
Резцедержатель крепится к основанию агрегата гайками и болтами. Нижняя и верхняя каретки перемещаются механически посредством ходовых винтов и гаек по трапециевидным направляющим. На перпендикулярный и осевой ходовые винты нанесена резьба, позволяющая получить цену деления лимба в 0,05 мм на маленьком диаметре. Для установки резцовой головки на верхней каретке находятся Т-образные выемки.
При работе с коническими поверхностями поворотная часть резцедержателя устанавливается на необходимый угол. Для этого сухарики ослабляются поворотом эксцентриков, верхнее основание поворачивается так, чтобы риски основания совместились со шкалой нижней каретки, и сухарики опять затягиваются.
При фиксации на основании планка резцедержателя упирается в узкий прилив основы, а гайка затягивается. Планка переставляется посредством рукояти, которая ослабляет ее крепление, что обеспечивает обработку заготовок различных диаметров.
Задний узел предназначен для работы с болванками в центрах, высверливания отверстий и удержания заготовок большой длины. Пиноль передвигается при помощи винта от маховика, а ее конус выполнен под оправку и центр патрона. Пиноль передней части зажимается рукояткой, расположенной в разрезе.
Задний узел фиксируется на основе в требуемом положении сухариком и эксцентриком с рукоятью. Выталкивание сухарика в процессе перемещения заднего узла осуществляется за счет пружины, расположенной под ним.
Оборудование фиксируется на столешнице шайбами, шпильками и гайками. Работает устройство от однофазного двигателя, чья мощность составляет 180 Вт, а скорость вращения – 1400 об/мин. На валу двигателя установлен шкив.
Ремень натягивается за счет перемещения двигателя, которое осуществляется при ослаблении гаек, натягивании ремня и затягивании гаек. При перебрасывании ремня по ступеням шкивов становятся доступны три скорости главного вала.
Технические характеристики
- класс точности по ГОСТу – Н;
- диаметр болванки в максимальном значении: над основой – 12,5 см; над резцедержателем – 7,5 см;
- длина болванки в максимальном значении: в центрах – 18 см; без переустановки резцедержателя – 5,5 см;
- конус главного вала — Морзе КМ2;
- прямое вращение: количество ступеней – 3; скорость вращения – 700, 1400, 2800 об/мин;
- конус заднего узла – Морзе 1;
- передвижение пиноли в максимальном значении – 3,5 см;
- размеры – 680х20х22 см;
- вес – 30 кг.
Видео: маленький токарный станок по металлу 1Д601.
Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки. Благодаря этому становится возможным изготовление деталей повышенной точности.
- Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
Модификация шпинделя 1Д601
Приветствую коллег !
По случаю приобрел ПБ и станину от токарного станка 1Д601 за 10 западных енотов.
ПБ планируется в качестве второго шпинделя для токарного станка 16В02А (есть тема по нему).
Разобрал шпиндель. Конструктив конкретно данного подопытного, мягко говоря, не лучший. В таком виде ставить на станок особо высокой точности смысла не вижу. Принято решение модифицировать шпиндельный узел.









Внутри шпиндель состоит из двух РУпов и одного радиального. Рупы внешними обоймами упираются в стопорные кольца (очень кривые), между внутренними обоймами проставочного кольца нету
По такой схеме невозможно создать правильный и постоянный преднатяг и что крайне важно, внешние обоймы не будут взаимно параллельны, следовательно, значительное падение точности, жесткости и крайне низкая жизнеспособность самих подшипников. В закромах нашел РУпы 6 и 5 классов, решил сделать на их основе (далее если потребуется заменю на 4 класс), радиальный куплен новый, японский, закрытого типа
И так, первым делом обмеряем установочные места подшипников, просадка отверстия в ПБ на 5 соток! Подшипники болтаются, с этим разберемся в конце, буду цинковать, садить на локтайт желания нету, разборка будет гемморной. Упорные пояски и сам шпиндель сделаны довольно точно, что уже радует.
Далее, делаю проставочные кольца для внутренних и внешних колец РУпов. Ширина около 19 мм, сталь крепкая, пока точил, сменил 2 пластинки. Расчитал преднатяг РУпов по схеме О, усилие примерно 20кг, для данных подшипников разность толщин получилось 0,23мм. Как делал и подгонял кольца.
Сначал проточил оба кольца примерно в размер, с одной установки, как можно аккуратно отторцевал с одного края. Далее на станке отторцевал алюм. болванку и приклеил оба кольца поджимая ЗБ по очереди. Отторцевал оба, далее внутреннее кольцо проточил на 0,23мм. На станке есть цифр. линейка, так что при желании можно уложится примерно в 1-1.5 сотку. Непараллельность торцов проточенных колец составило 3-4 сотки.
Далее идет процесс притирки на чугунной плите с алмазной пастой 40/28. Постоянный контроль микрометром. Окончательный контроль на плите с микронным индикатором с ЦД в 1 микрон. Непараллельность в пределах 2-3 мкм. Разница толщин колец — 0,235мм.
Тщательно все промываю и смазываю консистентной смазкой подшипники (вот бы купить Клюбер Изовлекс НБУ 15 ), смазываю также установочные места на шпинделе и собираю «будерброт» стягивая шпилькой 10м, на данном этапе надо быть особенно внимательным, никаких ударов молотком, прилагать усилие таким образом, чтобы силы действовали только на кольца подшипников и ни в коем случае не передавать усилия через шарики. Передняя опора шпинделя готова. Все крутится мягко и плавно, аж приятно
Едем далее. Нужно организовать нормальный упор для РУпов внутри бабки. Делаю кольцо с диаметром на 1 сотку в плюсе, длина около 31,3 мм. Само кольцо при стягивании передней крышки будет упиратся в стопорное кольцо. Место под кольцо уже есть с завода, только бабку надо перевернуть, то есть зад ПБ станет передом или наоборот

Старые кольца ужасные, купил новые, тоже не ахти, не паралеллность торцов около 1 десятки, надо равнять. Одно сторону притер на плите, далее приклеил на болванку, прижал ЗБ, потом протачил второй торец. Получил не паралелльность в 1 сотку!
Кольцо ставлю на место и предварительно собираю шпиндель, притягиваю крышку (зазор между крышкой и ПБ примерно 0,4мм — для прокладки/герметика).

Шпиндель пока без заднего подшипника. На данном этапе биение на упорной части фланца патрона около 2 мкм, конус морзе 2 внутри шпинделя имеет биение в 1 сотку.
Пока так, продолжение следует, конструктивная критика приветствуется !
П.С. Родные крышки из пластика, пока сделал одну из стали, вторую скоро сделаю.Изменено 26 марта пользователем dedal_78
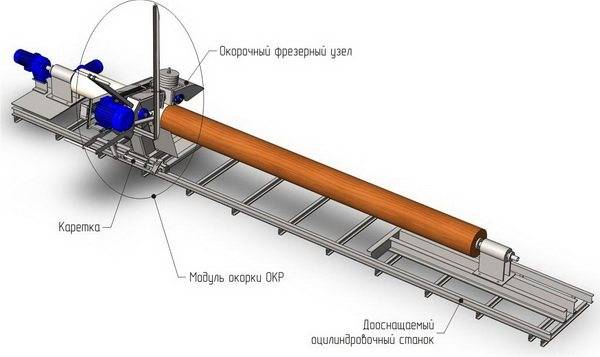
Дополнительные приспособления
Накладное полировальное приспособление предназначено для наружного шлифования и полирования деталей типа валов. Процессы шлифования и полирования осуществляются склеенными абразивными лентами. Перед шлифованием (полированием) абразивными лентами поверхности деталей должны быть обработаны точением или шлифованием с заданной точностью геометрической формы. Приспособление устанавливается на резцедержателе суппорта. Для охлаждения режущего инструмента применяется установка для распыления жидкости. Уборка стружки производится в металлические ящики, установленные в специальном бетонированном углублении фундамента с задней стороны станка.
| Технические характеристики | Параметры |
| Наибольший диаметр обработки над станиной, мм | 2 000 |
| Диаметр обработки над суппортом, мм | 1 600 |
| Расстояние между центрами, мм | 10 000 — 24 000 |
| Наибольший вес обрабатываемой детали, т | 63 |
| Частота вращения шпинделя, мин-1 | 1 — 125 |
| Класс точности | Н |
| Мощность электродвигателя постоянного тока привода главного движения, кВт | 100 |
| Габаритные размеры станка (Д х Ш х В), мм | 17120-..х3250×2850 |
| Масса станка, кг | 103 000 — … |