Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
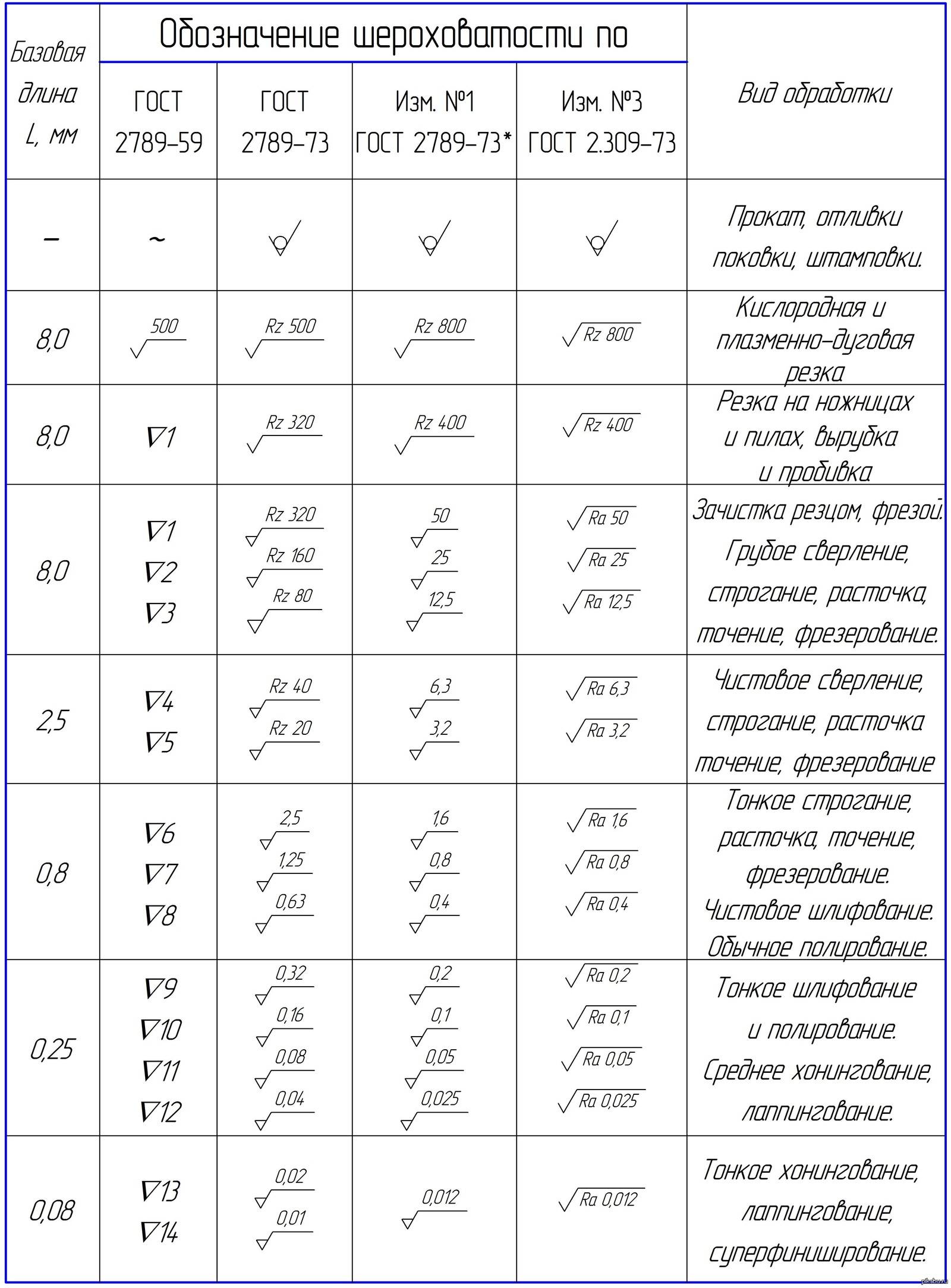
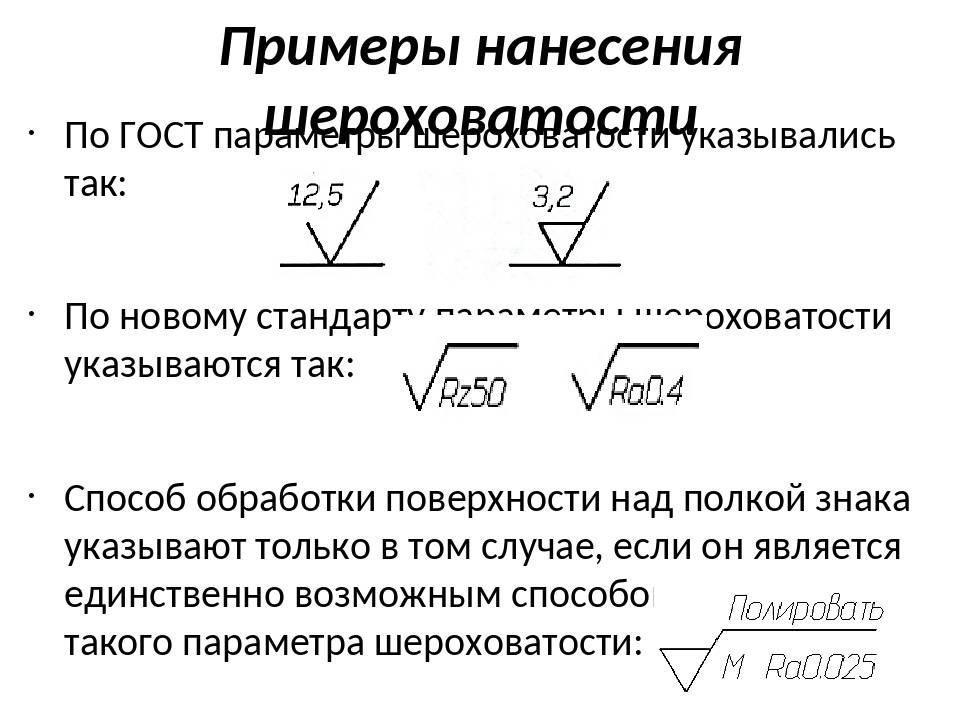
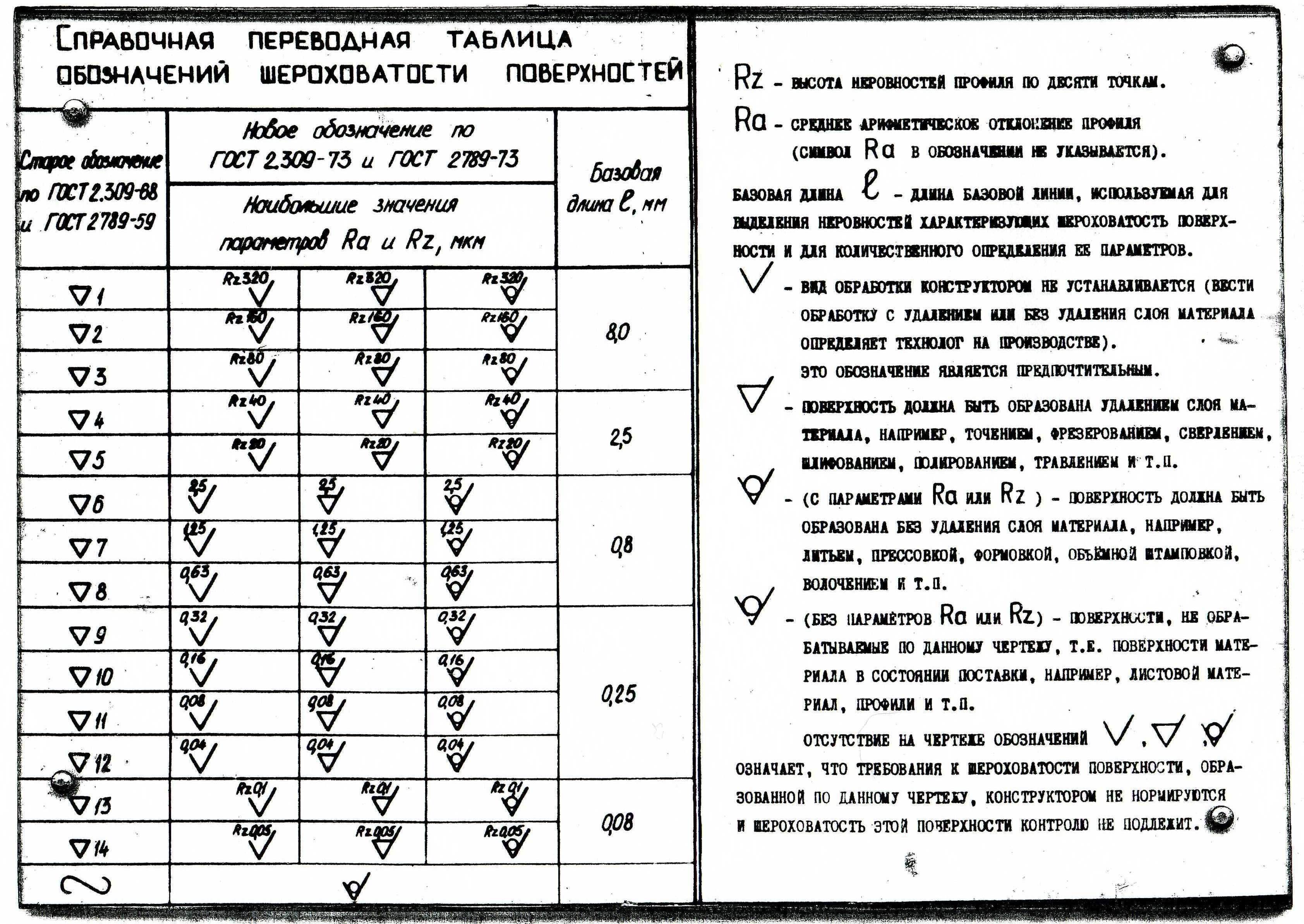
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.
Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Чем отличается шероховатость Ra от RZ?
Rz – средний максимальный пик в долине пяти последовательных длин выборки в пределах длины измерения. Ra усредняет все измерения и не имеет никакого различающего значения при отделении отбраковок от приемлемых цилиндров ».
Что такое шероховатость RZ?
Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм; Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм; Rmax –максимальное допустимое значение параметра по высоте.
Что значит Ra?
Ra — символ химического элемента радия. Ra — обозначение шероховатости поверхности (среднее арифметическое отклонение профиля в мкм)
Что значит RZ 80?
Rz 80 обозначает шероховатость поверхности, к которой проставлен этот значок. Rz — метод измерения по пяти наивысшим и пяти наинизшим точкам профиля на базовой длинне, 80 — среднее арифметическое высоты шерховатости в микрометрах.
Параметры шероховатости поверхности
В большинстве стран мира в качестве критериев для оценки шероховатости приняты шесть параметров, из которых три характеризуют высоту неровностей (высотные параметры), а три — шаговые размеры неровностей (шаговые параметры).
К высотным параметрам относят среднее арифметическое отклонение профиля Ra, наибольшую высоту профиля Rz и полную высоту профиля Rmax.
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
При дискретном способе обработки профилограммы Ra рассчитывается по формуле
где y – измеренное отклонение профиля в дискретных точках; – число дискретных отклонений, измеренных на базовой длине.
Наибольшая высота профиля Rz – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины l.
Полная высота профиля Rmax – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки (рис. 2).
К шаговым параметрам шероховатости относят средний шаг неровностей профиля Sm, средний шаг местных выступов S и относительную опорную длину профиля tp.
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины (рис. 2):
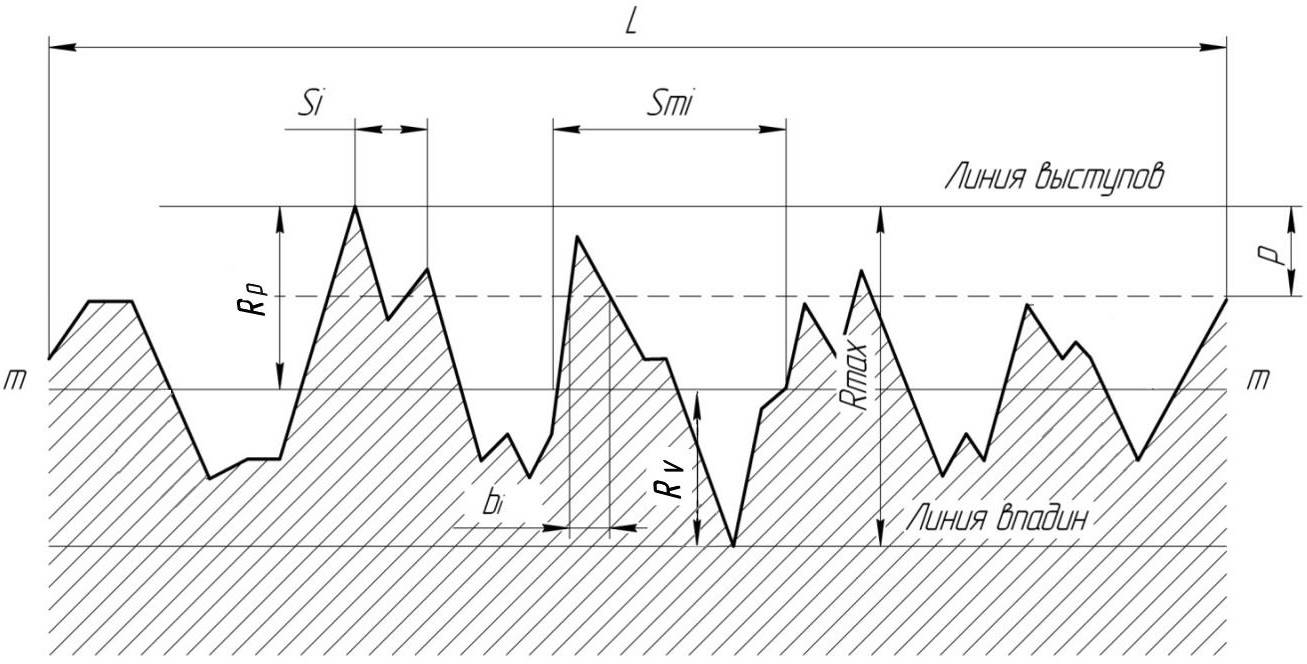
Рисунок 2 – Схема для определения параметров шероховатости
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины:
Опорная длина профиля ηp – сумма длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале линией, эквидистантной средней линии (рис. 2):
Опорную длину профиля p определяют на уровне сечения профиля p, т.е. на заданном расстоянии между линией выступов профиля и линией, пересекающей профиль, эквидистантной линии выступов.

![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://lab-metr.ru/wp-content/uploads/4/b/5/4b53905eaab8c77c34d279a40c6ff500.jpeg)
Относительная опорная длина профиля tp – это отношение опорной длины к базовой длине, выраженное в процентах:
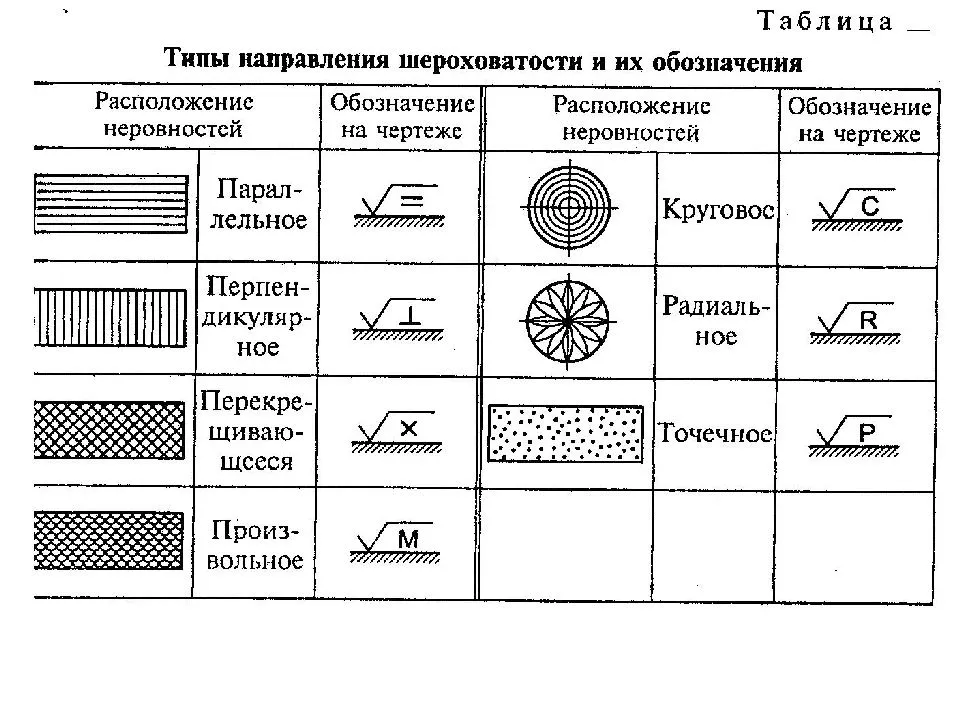
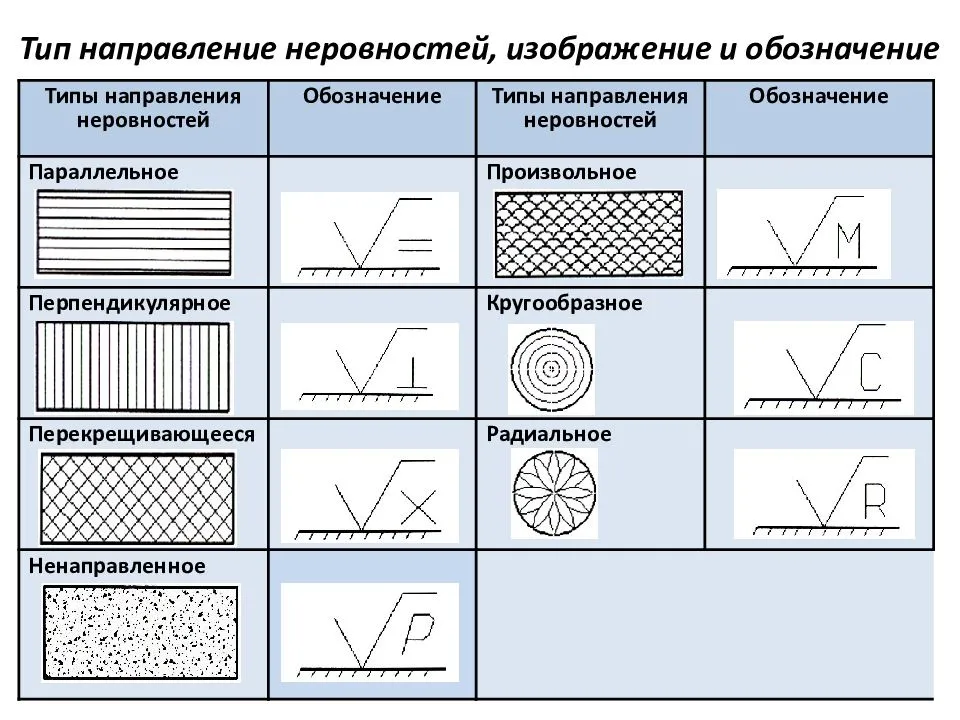
В ответственных случаях, когда по условиям работы необходимо устанавливать дополнительные требования к направлению неровностей поверхности, стандартом предусмотрены типы направления неровностей, представленные в табл. 1.
Таблица 1 – Типы и обозначение неровностей поверхности (ГОСТ 2.309-73)
| Тип направления неровностей | Обозначение | Схематичное изображение | Пояснение |
| Параллельное | Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Перпендикулярное | Перпендикулярно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Перекрещивающееся | Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Произвольное | Различные направления по отношению к линии, изображающей на чертеже поверхность к шероховатости которой устанавливаются требования | ||
| Кругообразное | Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования | ||
| Радиальное | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования | ||
| Точечное | На поверхности допускаются точечные углубления, возникающие например, при электроэрозионной обработке |
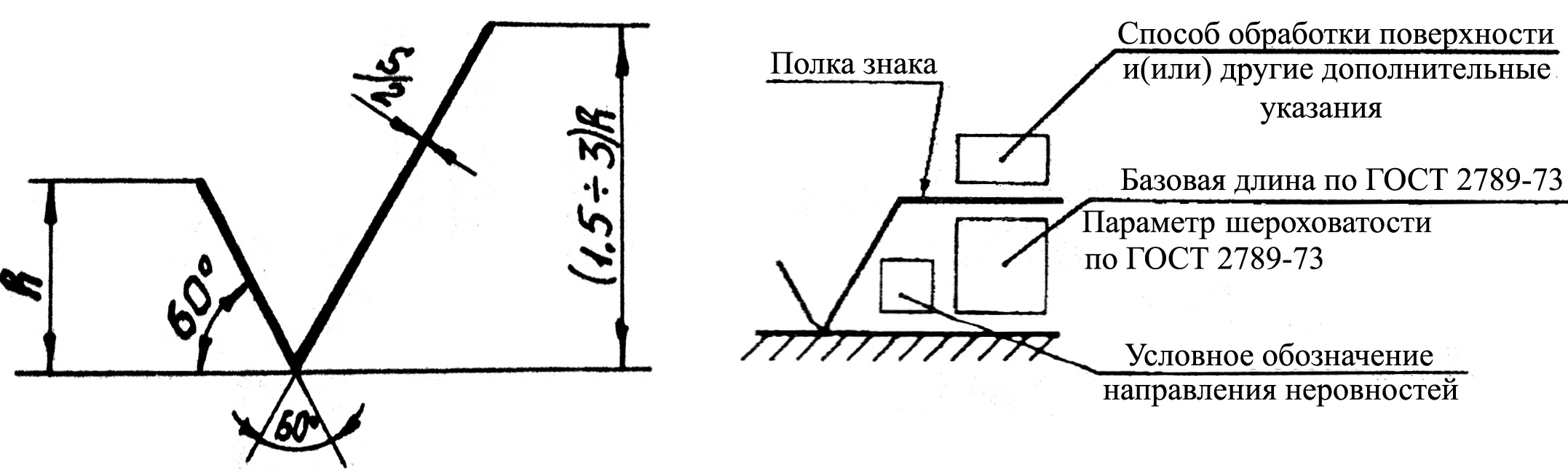
ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
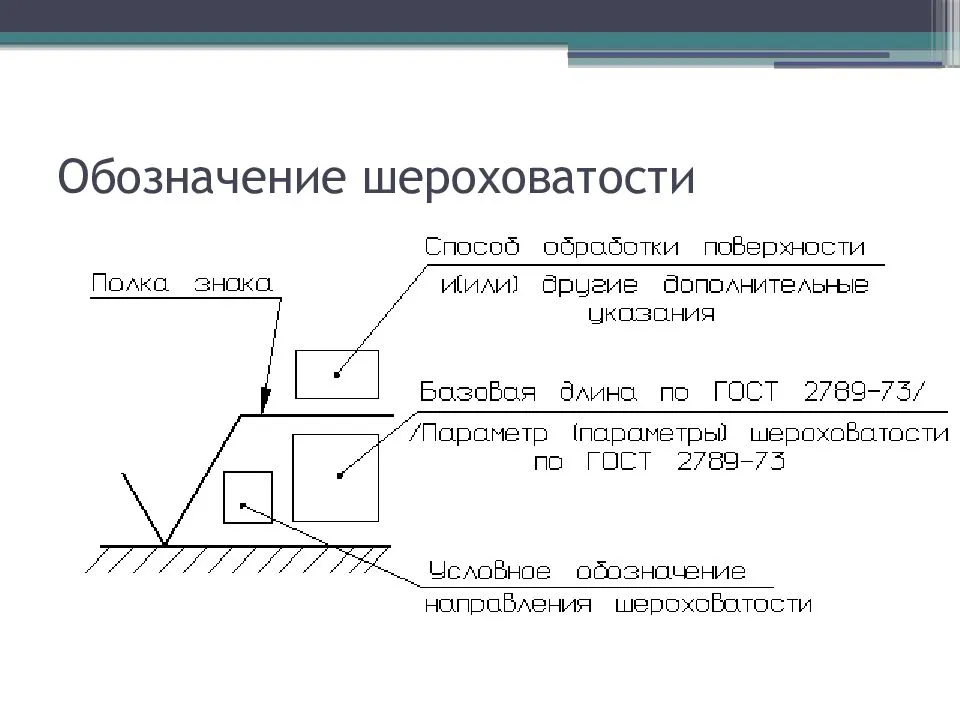
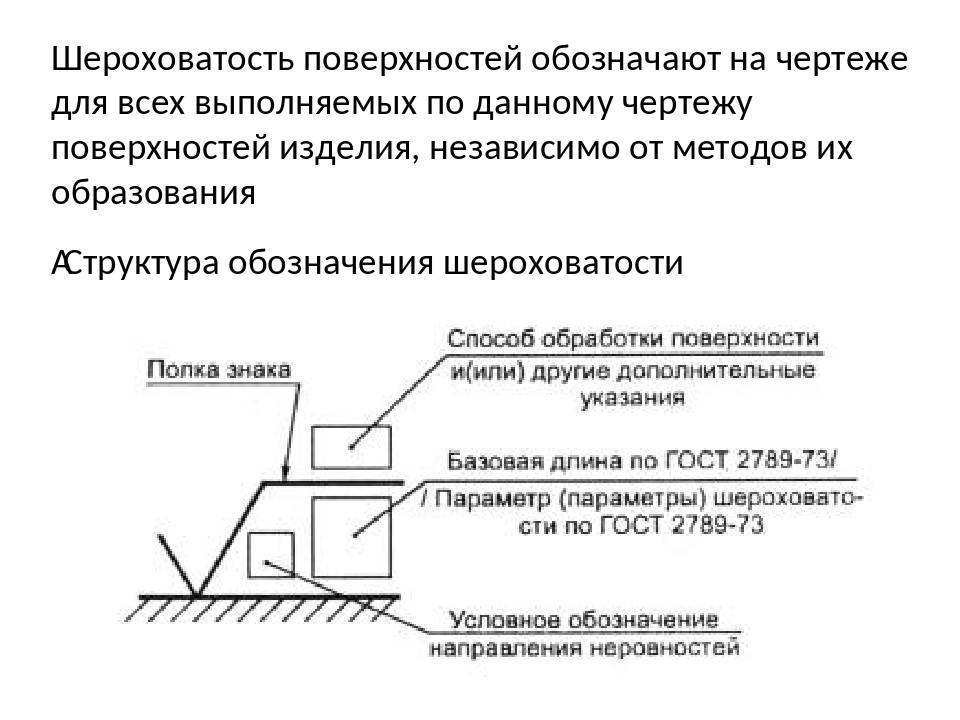
2.1. Обозначения шероховатости
поверхностей на изображении изделия располагают на линиях контура, выносных
линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать
обозначения шероховатости на размерных линиях или на их продолжениях, на рамке
допуска формы, а также разрывать выносную линию (черт.
7).
Черт. 7
(Измененная редакция, Изм. № 3).
2.2. На линии невидимого контура допускается наносить
обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
2.3. Обозначения шероховатости
поверхности, в которых знак имеет полку, располагают относительно основной
надписи чертежа так, как показано на черт. 8 и 9.
2.4. Обозначения шероховатости
поверхности, в которых знак не имеет полки, располагают относительно основной
надписи чертежа так, как показано на черт. 10.
2.5. При изображении изделия с
разрывом обозначение шероховатости наносят только на одной части изображения,
по возможности ближе к месту указания размеров (черт. 11).
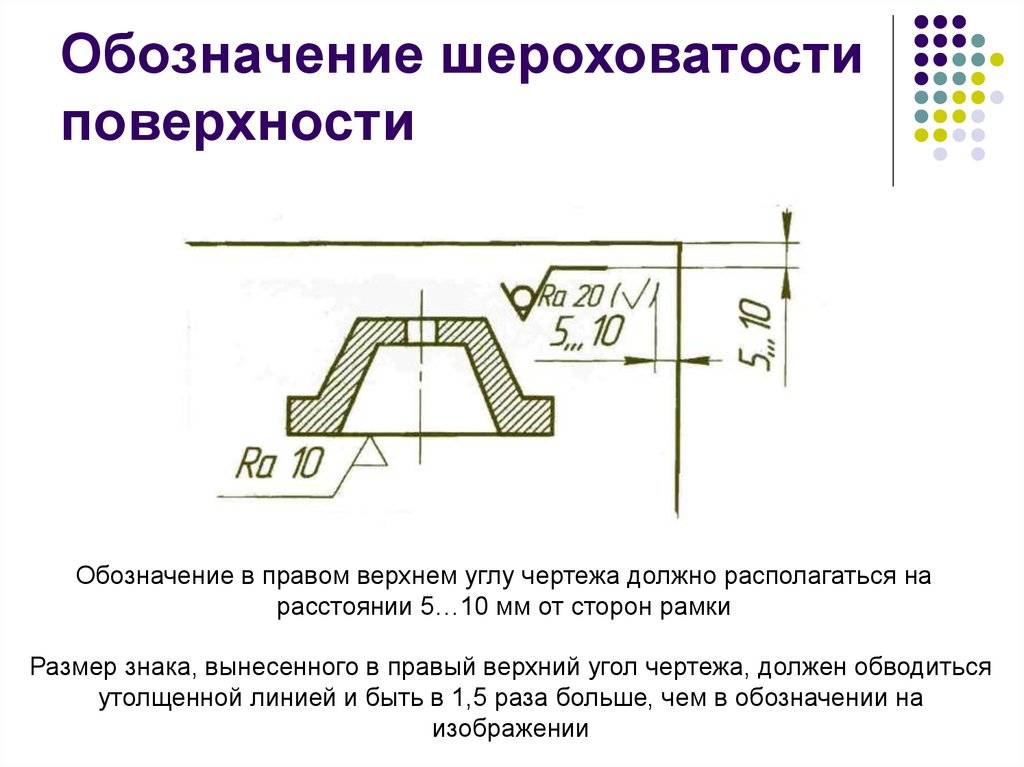
2.6. При указании одинаковой шероховатости для всех
поверхностей изделия обозначение шероховатости помещают в правом верхнем углу
чертежа и на изображении не наносят (черт. 12).
Черт. 8
Черт. 9
Черт. 10
Черт. 11
Черт. 12
Размеры и толщина линий знака в обозначении
шероховатости, вынесенном в правый верхний угол чертежа, должны быть
приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на
изображении.
Примечание. При расположении поверхности в заштрихованной зоне
обозначение наносят только на полке линии-выноски.
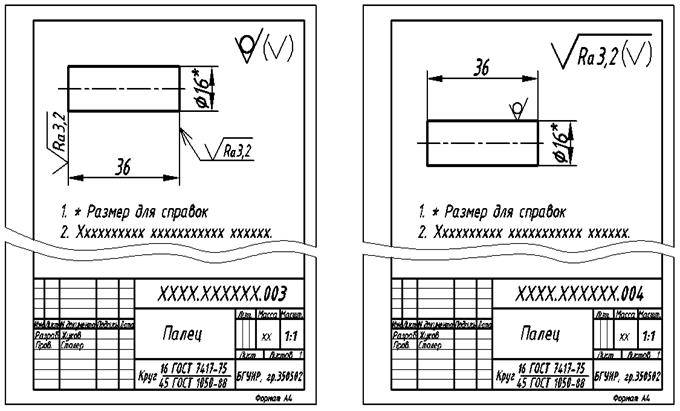
2.7. Обозначение шероховатости.
одинаковой для части поверхностей изделия, может быть помещено в правом верхнем
углу чертежа (черт. 13, 14) вместе с условным обозначением . Это
означает, что все поверхности, на которых на изображении не нанесены
обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным
обозначением .
Размеры знака, взятого в скобки, должны быть
одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак выносить в
правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость
которых не нормируется.
Черт. 13
Черт. 14
2.4 — 2.7. (Измененная
редакция. Изм. № 2, 3).





2.8. Обозначение шероховатости поверхностей
повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество
которых указано на чертеже, а также обозначение шероховатости одной и той же
поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных
элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и
той же поверхности различна на отдельных участках, то эти участки
разграничивают сплошной тонкой линией с нанесением соответствующих размеров и
обозначений шероховатости (черт. 15а). Через заштрихованную зону линию границы между
участками не проводят (черт. 15б).
Черт. 15
2.10. Обозначение шероховатости
рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если
на чертеже не приведен их профиль, условно наносят на линии делительной
поверхности (черт. 16а, б, в), а для глобоидных червяков и
сопряженных с ними колес — на линии расчетной окружности (черт. 16г).
Черт. 16
2.11. Обозначение шероховатости
поверхности профиля резьбы наносят по общим правилам при изображении профиля
(черт. 17а) или условно на выносной линии для указания размера
резьбы (черт. 17б, в,
г, д), на размерной линии или на ее продолжении (черт. 17е).
Черт. 17
2.9 — 2.11. (Измененная
редакция, Изм. № 2, 3).
2.12. Если шероховатость
поверхностей, образующих контур, должна быть одинаковой, обозначение
шероховатости наносят один раз в соответствии с черт. 18. Диаметр
вспомогательного знака — 4 … 5 мм.
Черт. 18
В обозначении одинаковой шероховатости поверхностей,
плавно переходящих одна в другую, знак не приводят (черт. 19).
Черт. 19
(Измененная редакция, Изм. № 1, 2, 3).
2.13. Обозначение одинаковой
шероховатости поверхности сложной конфигурации допускается приводить в
технических требованиях чертежа со ссылкой на буквенное обозначение
поверхности, например: «шероховатость поверхности А — ». При
этом буквенное обозначение поверхности наносят на полке линии-выноски,
проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на
расстоянии 0,8 … 1 мм от линии контура (черт. 20).
Черт. 20
(Измененная редакция, Изм. № 2, 3).
1. 2. |
Измерение наружного диаметра резьбы
Контроль внешнего диаметра резьбы производится при использовании микрометрических инструментов, основу конструкции которых составляют микровинты. Расчёт происходит в соответствии со следующим алгоритмом:
- Микровинты прикладываются к профилю резьбы. Для корректировки местоположения инструмента необходимо произвести несколько вращений микрометра.
- Записать величину профиля нарезки для одной стороны. Значение рассчитываются, исходя из цены деления на шкале микровинтов.
- Приложить микрометр к противоположному концу профиля и вычислить его размер.
- Найти внешний диаметр нарезки, отняв от результата первоначального вычисления значение второго вычисления.
Роль и значение
Шероховатость играет важную роль в определении того, как реальный объект будет взаимодействовать с окружающей средой. В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие. Шероховатость часто является хорошим предиктором характеристик механического компонента, поскольку неровности на поверхности могут образовывать места зарождения для трещин или коррозии. С другой стороны, шероховатость может способствовать адгезии. Вообще говоря, вместо масштабных дескрипторов, кросс-масштабные дескрипторы, такие как поверхностная фрактальность, обеспечивают более значимые предсказания механических взаимодействий на поверхностях, включая жесткость контакта и статическое трение. Шероховатость поверхности — это довольно сложный параметр, подробности о котором можно узнать ниже.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Видео о таблице допусков
В данном ролике фрезеровщик Илья Водичкин расскажет про таблицу допусков, какие квалитеты применимы к ней:
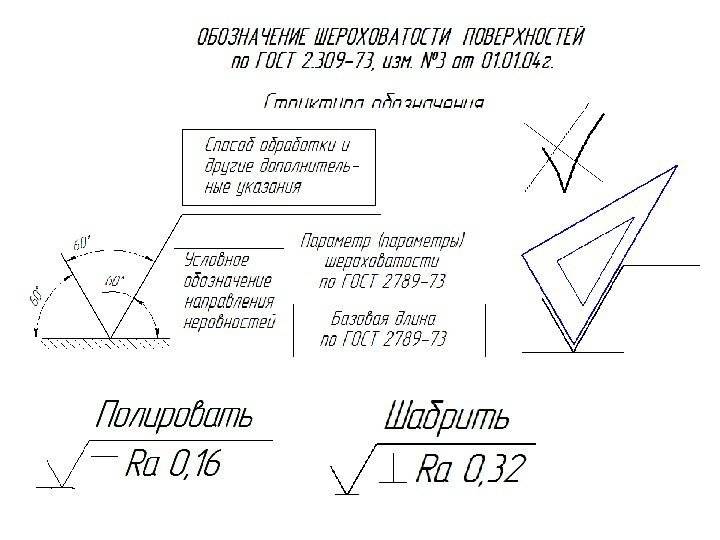
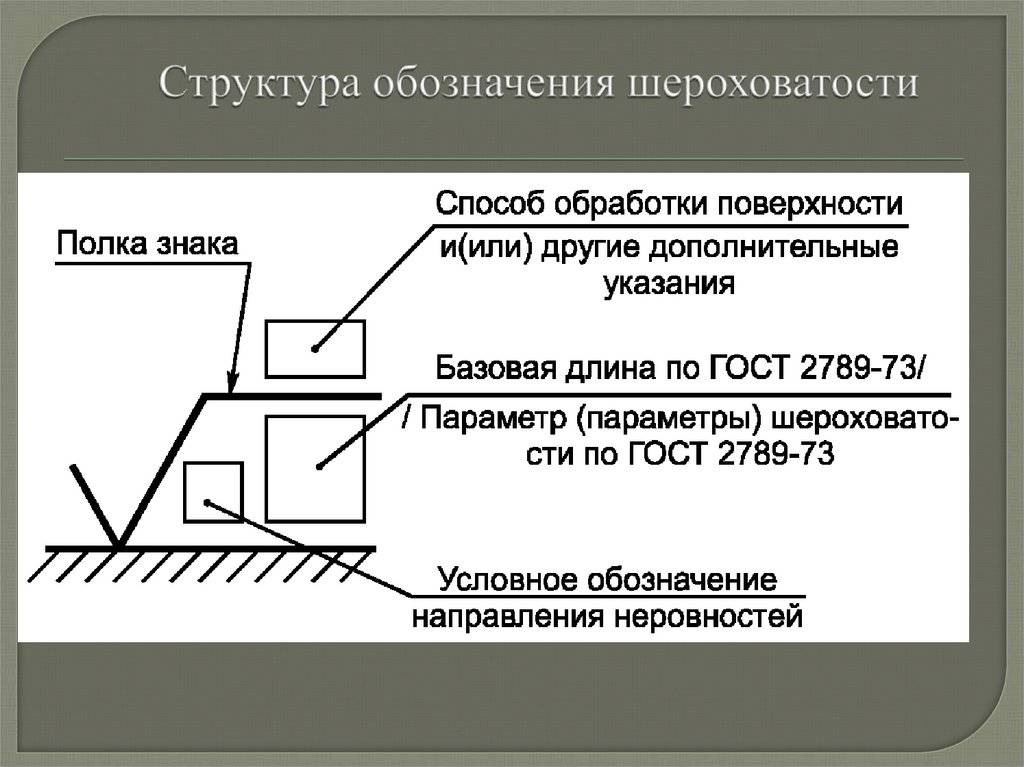
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
В чем измеряется шероховатость поверхности
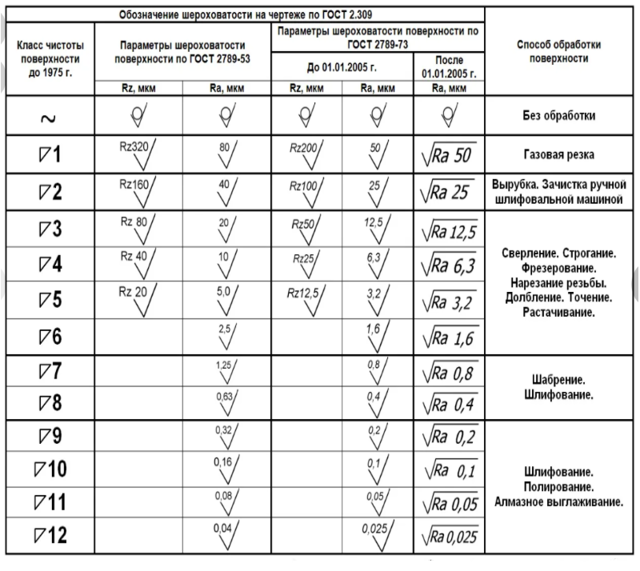
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz — это высота неровностей профиля по 10 точкам в то время как Ra — это среднее арифметическое отклонение профиля.
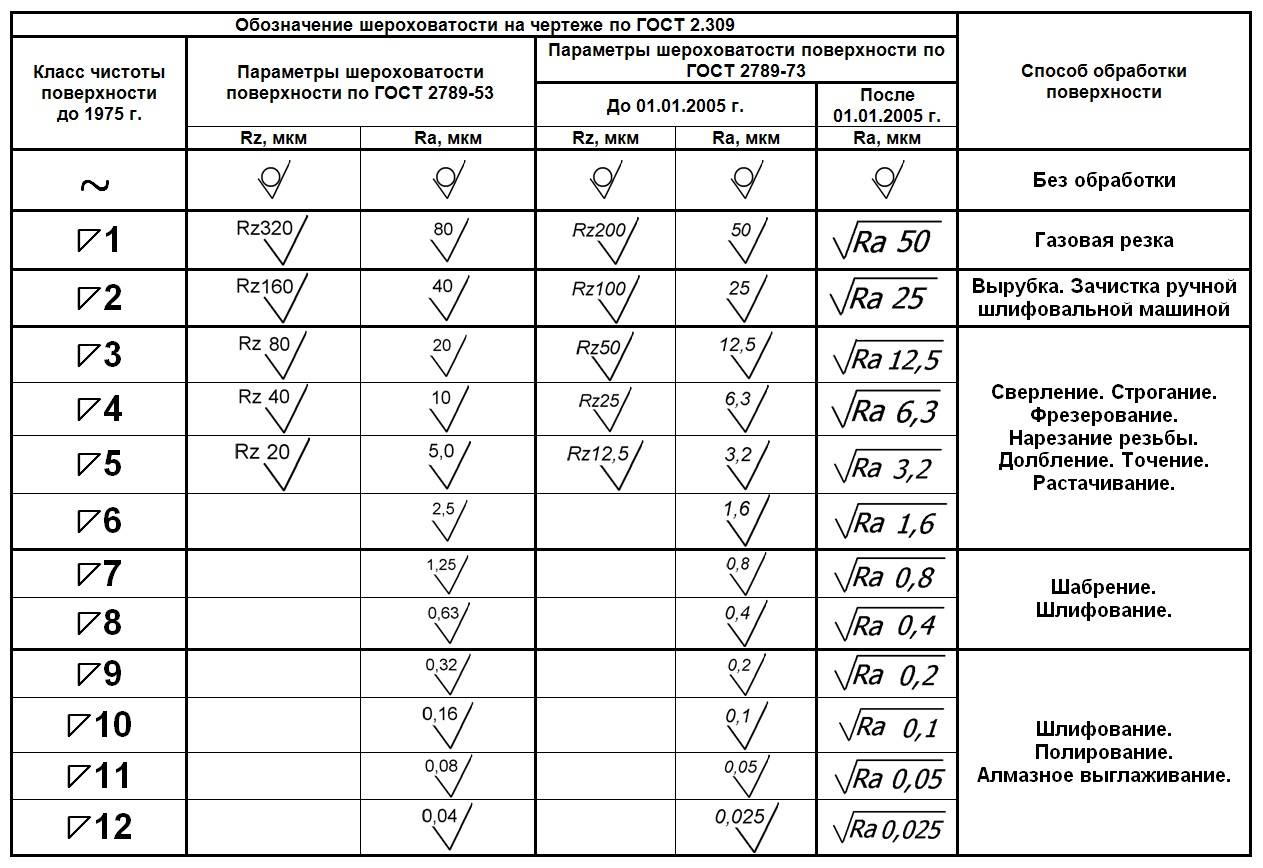
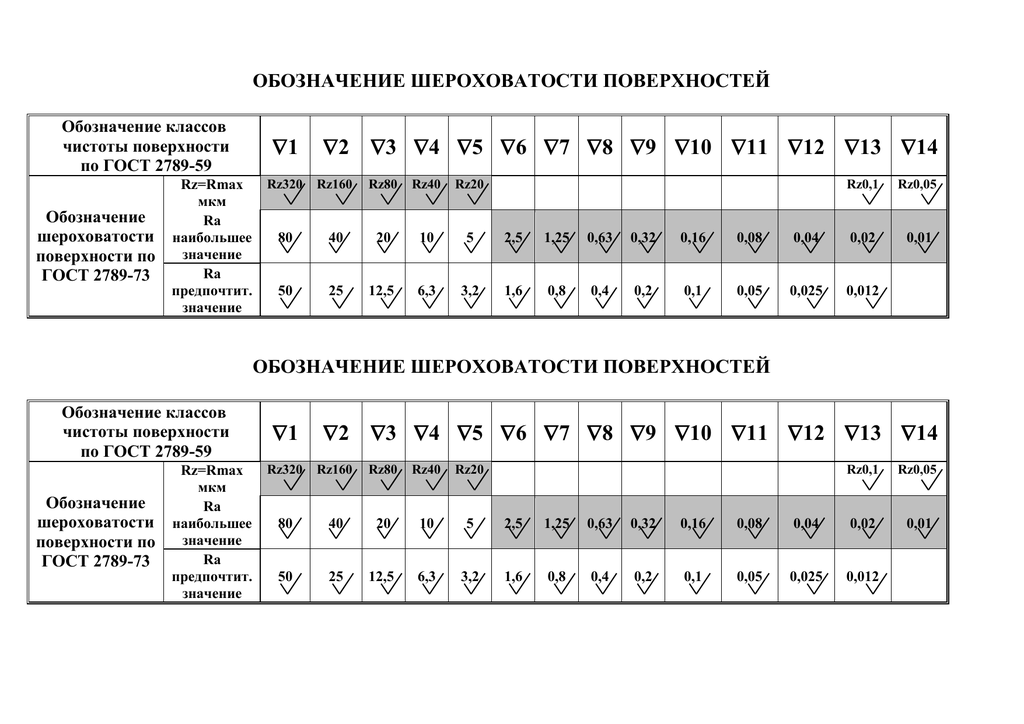
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Какие параметры шероховатости существуют
Существует свыше 8 параметров, которые характеризуют значение высоты неровностей поверхности. В статье мы разберем лишь самые востребованные, незнание которых будет значительным пробелом для любого технического специалиста. Это Ra и Rz.Значение Rz показывает среднеарифметическое значение высоты, взятое по 10 точкам поверхности. Это означает, что в измерении участвовали только 5 подъемов и 5 впадин. Весь остальной «горный массив» в расчет не принимался. В системе СИ Rz измеряется в микрометрах.


Ra является также среднеарифметическим показателем высоты шероховатости. От Rz его отличает то, что в расчет берется не 10 точек, а все. По этой причине параметр Ra более точно отображает неровность поверхностей и считается более предпочтительным.
Помимо Ra и Rz стоит упомянуть о еще одном параметре, близкий по смыслу вышеупомянутым. Это Rmax. Он отображает высоту неровностей поверхности только по ее максимальным точкам. По наибольшей высоте и наименьшей впадине. В нынешнее время Rmax не используется в силу своей грубой точности.
Измерение
Шероховатость меряют двумя способами: качественным и количественным. Качественный метод оценки неровностей поверхности больше подходит непосредственно для производственников. В тех ситуациях, когда глубокий анализ не целесообразен или на него нет банально времени. Данный способ носит более грубый характер и заключается в сравнении гладкости исследуемой поверхности с неким эталоном на ощупь.
Эталон представляет собой небольшую металлическую плитку с габаритными размерами 30х30 мм и толщиной 5 мм. Он имеет определенное значение Ra и Rz, является образцом по которому сравнивают качество поверхности. Такие плиты собирают в наборы с указанием напротив каждой позиции значение шероховатости.
Количественный метод более точен и требует для своего осуществления специального оборудования. Это могут быть профилометры, профилографы и двойные микроскопы. По исследуемой поверхности проводят подключенным к приборам стержень с алмазным наконечником, высокочувствительным к перемещениям. Этот стержень полностью повторяет форму поверхностей и передает ее размеры на экран или ленту профилограммы. Дальше, по полученным данным лаборант делает точное заключение о значение шероховатости и передает ее службе качества.
Что такое базовая длина и для чего она используется?
Базовая длина l –длина базовой линии, используемая для выделения неровностей, характеризующая шероховатость поверхности. Базовая линия проводится относительно профиля неровностей определённым образом и имеет заданную геометрическую форму.
Что значит Ra?
Ra — символ химического элемента радия. Ra — обозначение шероховатости поверхности (среднее арифметическое отклонение профиля в мкм)
Что такое RZ на чертеже?
Rz – высота неровностей профиля по десяти точкам. Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Что такое RZ 20?
Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины. Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Читать также: Ремонт заточных станков для цепей

Классы шероховатости поверхности
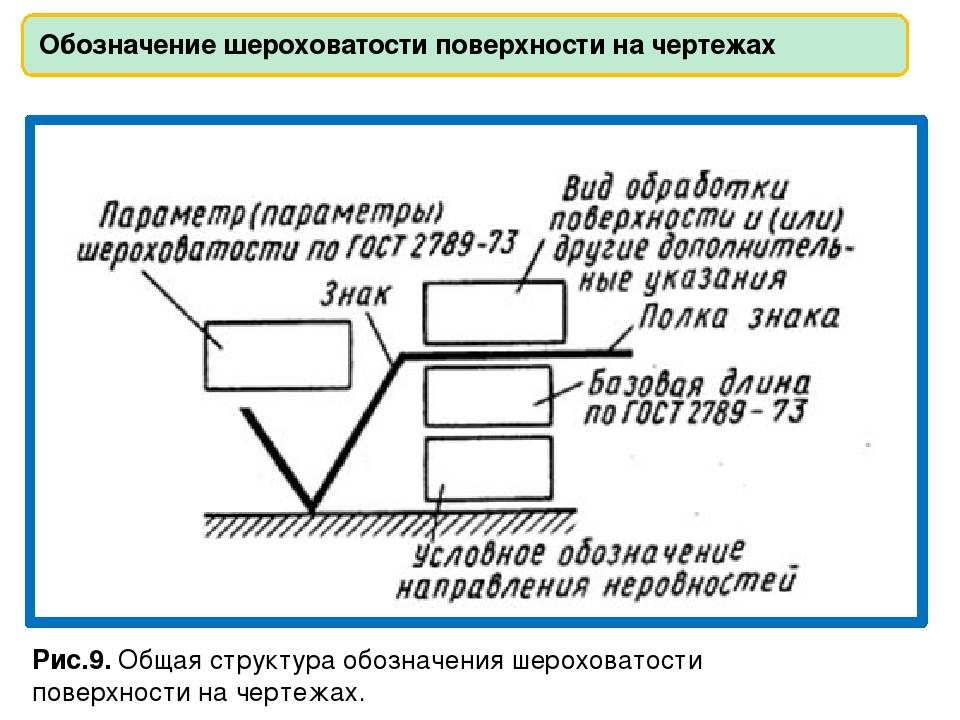
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
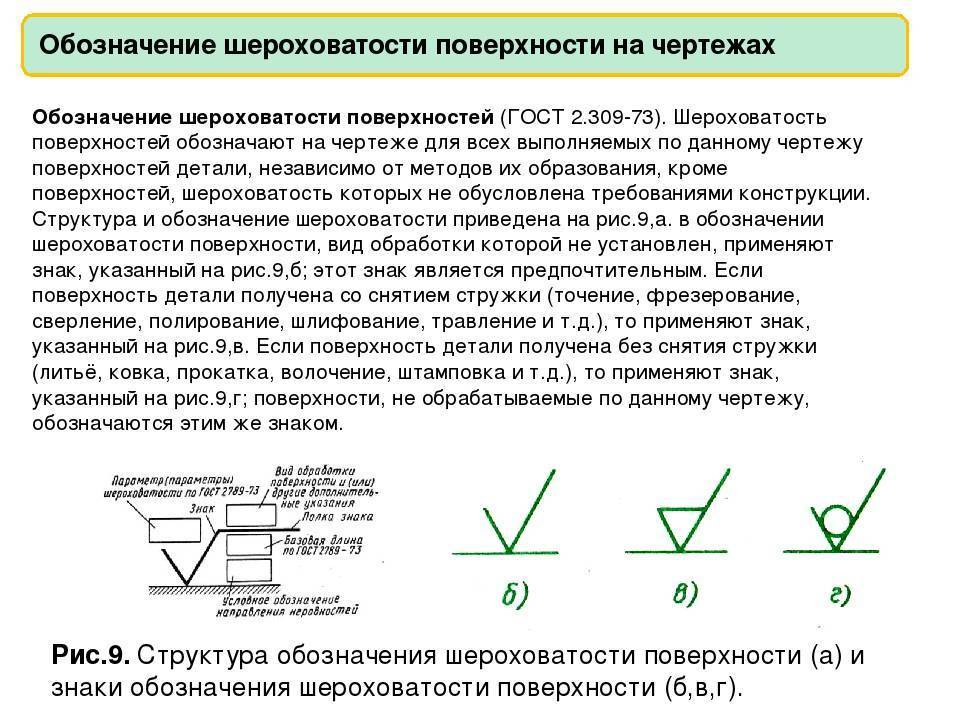
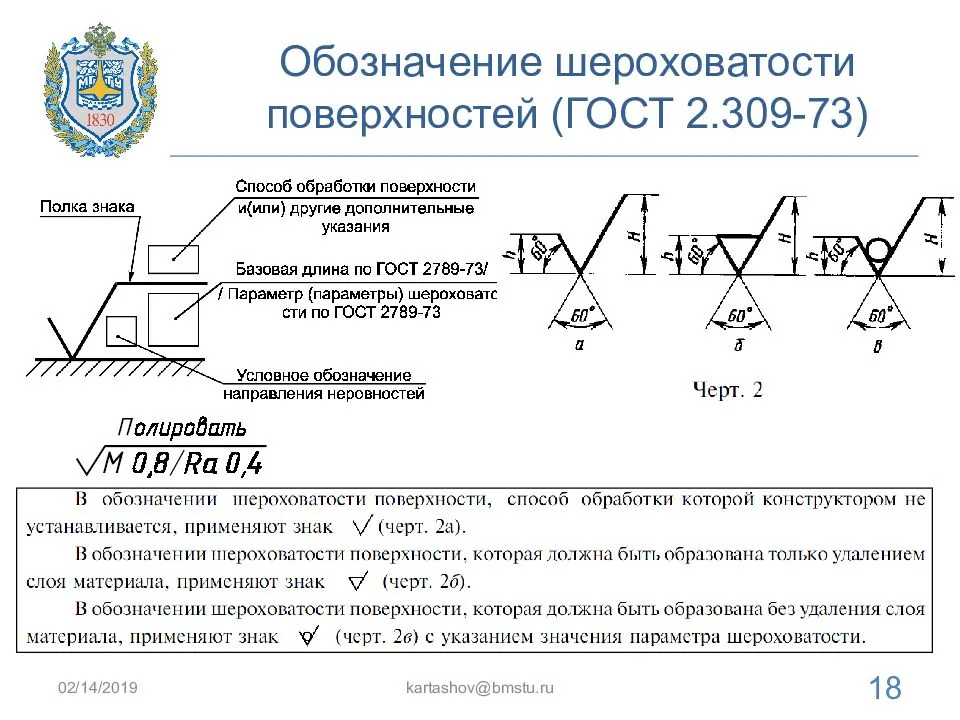
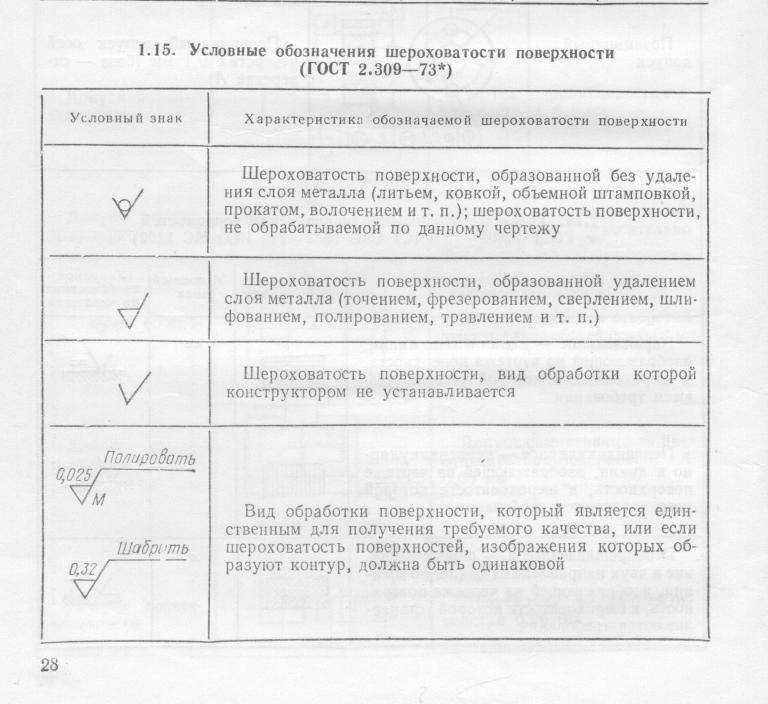
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.