Рихтовка металла
Рихтовка металла – это процесс выправления неровностей металлического проката, проволоки, деталей и других металлических изделий.
Для вытягивания стального листа и одновременного закругления по краю применяется узкий конец бойка молотка. Если положить стальной лист на наковальню и равномерно разгонять металл узким концом бойка, то через некоторое время материал вытянется, и за счет этого его край закруглится.
При работе молотком необходимо постоянно следить за его правильным положением в руке. Молотком надо размахиваться всей рукой, а не кистью. При размахе всей рукой возрастает сила и точность удара.
При выполнении любых работ с молотком важную роль играет рихтовочная опора.
Опора является очень эффективным средством, которое помогает выполнять рихтовку деформированных участков металлического листа. При этом лист обрабатывается с помощью соответствующего разгонного молотка или гладилки.
Еще одним видом молотка является осадочный молоток. Это – очень важный инструмент для работы с листовым металлом.
При рихтовке выпуклостей осадочным молотком удары наносятся по кругу от края выпуклости к её центру.
Затем с задней стороны металлического листа подкладывается опора с соответствующей округлостью. Осадочным молотком наносятся осторожные удары по листу. С каждым ударом металл сжимается, и таким образом лист выравнивается и становится плоским.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
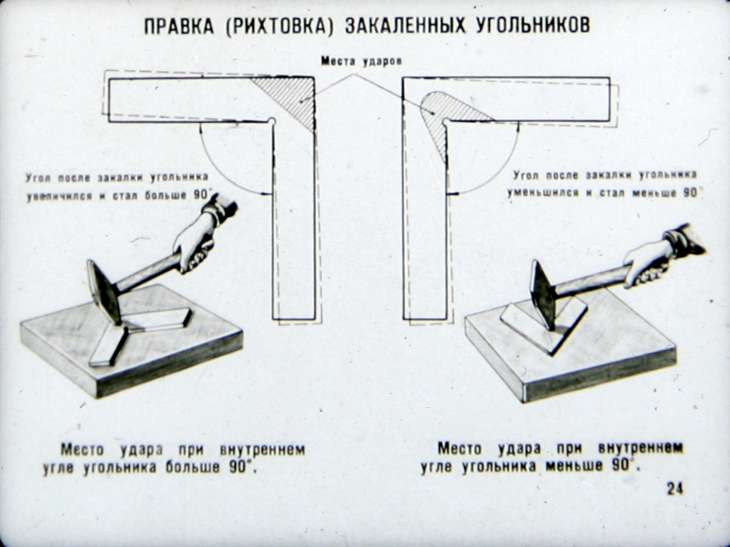
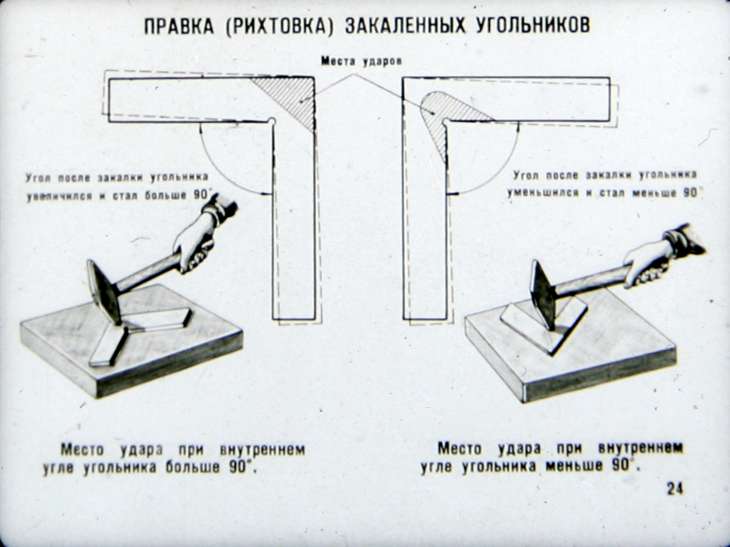
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Инструмент для рихтовки вмятин
Классическая технология рихтовки кузова автомобиля за время своего существования претерпела множество изменений, и сейчас канули в лету те времена, когда она проводилась одним молотком. Рихтовка кузова авто своими руками – непростой процесс, требующий ответственного подхода, специальных навыков и профессионального инструмента. Приобрести инструмент можно в автомагазинах или на рынке. Он содержит рихтовочные резиновые и пневматические молотки различной формы и размера, разнообразные правки, ударные полотна. Также для выравнивания резких заломов металла может понадобиться домкрат. Приспособления для рихтовки вмятин также можно изготовить своими руками, однако для этого необходимо обладать достаточными знаниями и навыками. Рассмотрим наиболее часто используемые виды рихтовочного инструмента подробнее.
- Ударный инструмент: молотки, киянки. Их предназначение – выравнивание вмятины. Отличия рихтовочных молотков от слесарных значительные. Рабочий боек должен иметь закругленную поверхность и быть хорошо отполированным. Противоположная сторона молоточков делается обычно в форме клюва. Материалы, применяемые для изготовления рихтовочных молотков – цветные металла, пластик, резина, текстолит. Благодаря этому поверхность исправляемой вмятины меньше деформируется, а сам боек спружинивает при ударе. Киянки для рихтовки кузова своими руками обычно делают из твердого дерева или резины.
- Наковальни, штампы, поддержки. Эти приспособления нужны для поддержки выпрямляемого места кузова. По своей форме они должны повторять вмятину, поэтому в профессиональном наборе их достаточно большое количество. Рихтовочный молоток с наковальней всегда должны работать в паре. Главное – правильно подобрать подкладной штамп, необходимо учесть при этом радиус кривизны поверхности, вес и размер поддержки. Для рихтовки авто своими руками можно также воспользоваться подручными предметами, главное – их тщательно подбирать под конкретный изъян кузова. Это могут быть молоты, плиты от утюга, кувалды и т.п.
- Ударные полотна, ложки. Эти приспособления служат для вытягивания вмятины. Также они могут использоваться в качестве поддержек. Одним из наиболее частых случаев их применения при рихтовке авто является отделение внешней поверхности элемента кузова от внутренней панели, например для двери. Если две поверхности ее схлопнулись при ДТП, то перед тем как отрихтовать дверь своими руками придется отделить наружную поверхность от внутренней ложкой для рихтовки. Также часто ложки используются для рихтовки крыши автомобиля и внутреннего исправления кривизны кузовного элемента.
- Рычаги и крюки. Они применяются в случае необходимости вытянуть вмятину изнутри, опираясь на любое ребро жесткости в качестве рычага. Крюков также существует большое число, они отличаются размерами, толщиной металла, углом загиба. Крюк для рихтовки автомобиля своими руками можно сделать и самому, для чего используется металлический пруток диаметром 10-12 мм. Длина его не должна превышать 0,5 м. Угол загиба зависит от геометрии самой вмятины. Ручку крюка нужно делать петлей, чтобы в случае необходимости в нее можно было вставить приспособление для прокрутки.
- Шлифовальный инструмент – напильники, шлифмашинка. Применяются для шлифовки выровненного после рихтовки элемента кузова и выравнивания небольших выпуклостей. Если нет шлифмашины, в гаражных условиях может применяться наждачный круг, закрепленный на электродрели.
Правильные машины
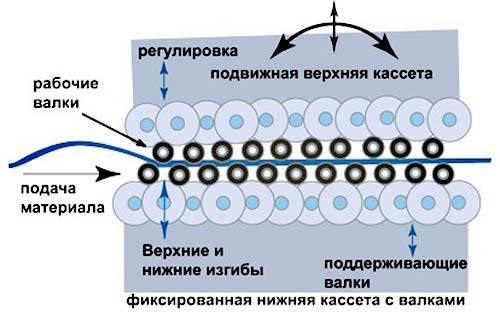
В большинстве случаев для правки листового и профильного проката используют специальные правильные машины (рис. 2.35, а), в которых основными рабочими органами являются правильные вальцы (рис. 2.35, б). При правке лист подается в валки и благодаря силе трения, возникающей между валками и листом, втягивается между ними. Проходя между валками, лист перегибается то в одну, то в другую сторону, и его волокна выравниваются. Для исправления лист пропускают через валки многократно, иногда до пяти раз и более.
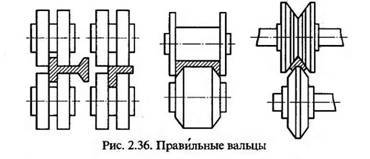
Кроме того, в правильных вальцах можно править и профильный прокат- Вальцы для правки профильного проката практически не отличаются от вальцов для правки листового материала. Различие состоит в конструкции правильных вальцов, которые должны иметь профиль, соответствующий профилю материала, подвергаемого правке (рис. 2.36).
Основные правила выполнения работ при правке
1. При правке полосового и пруткового материала (круглого, квадратного или шестигранного сечения) выправляемая деталь должна касаться правильной плиты или наковальни не менее чем в двух точках (рис. 2.37). Правку деформированной заготовки при этом нужно осуществлять за счет ее изгиба в сторону, противоположную имеющейся деформации.
2. Силу ударов молотком или кувалдой распределять по длине деформированного участка и регулировать в зависимости от площади поперечного сечения материала, подлежащего правке, и величины деформации.
3. При правке обработанных валов во избежание появления вмятин на обработанной поверхности необходимо пользоваться опорными призмами и прокладками из мягкого металла (рис. 2.38).
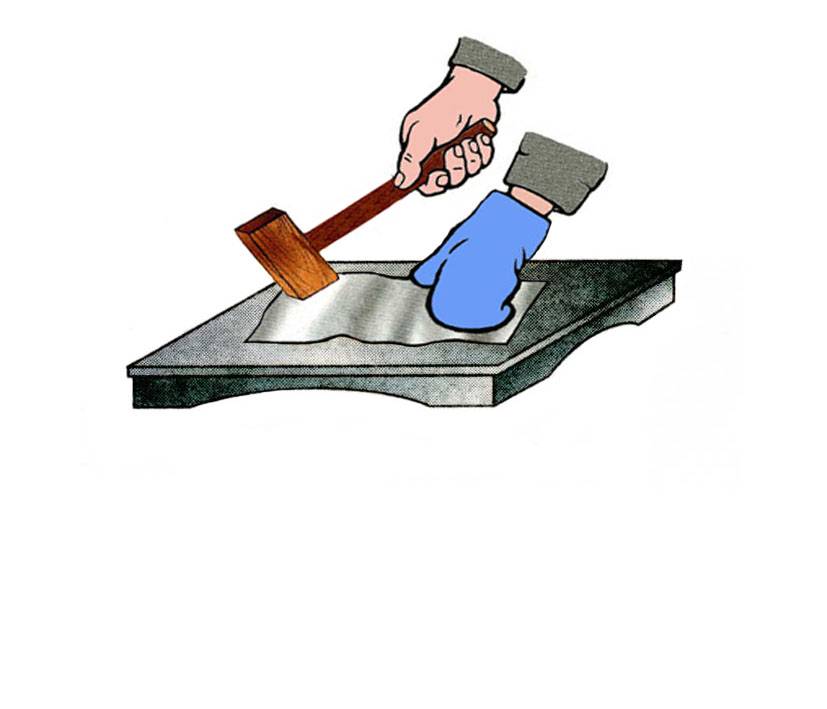
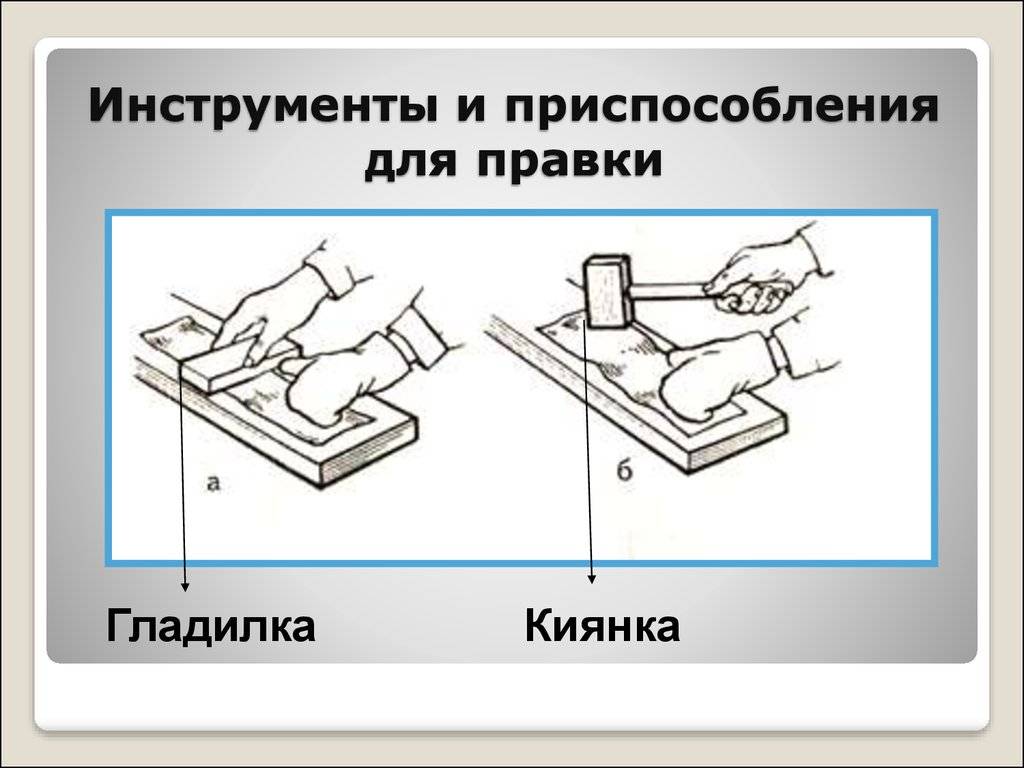
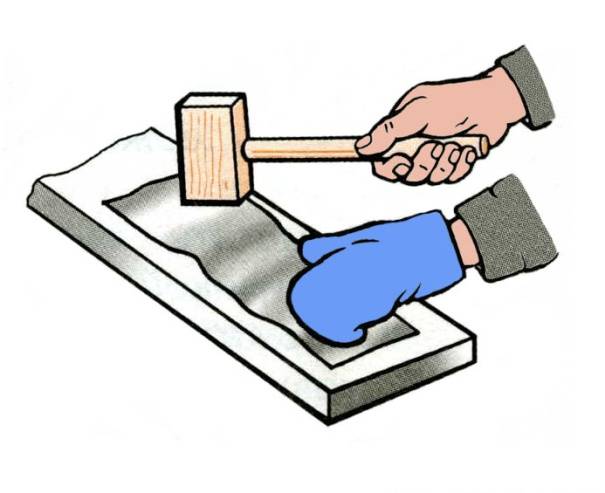
4. Правку листового материала толщиной 0,5… 0,7 мм необходимо производить при помощи деревянных молотков — киянок (рис. 2.39). При отсутствии киянок допускается использование обычного стального молотка, но при этом необходимо между молотком и выправляемой поверхностью помещать деревянную проставку.
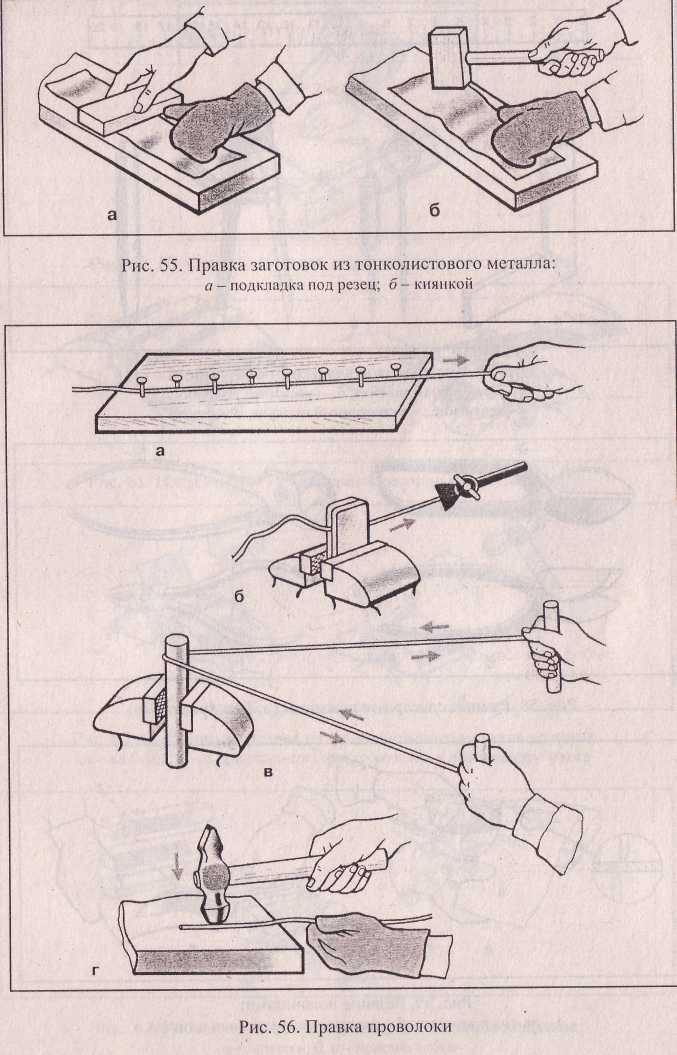
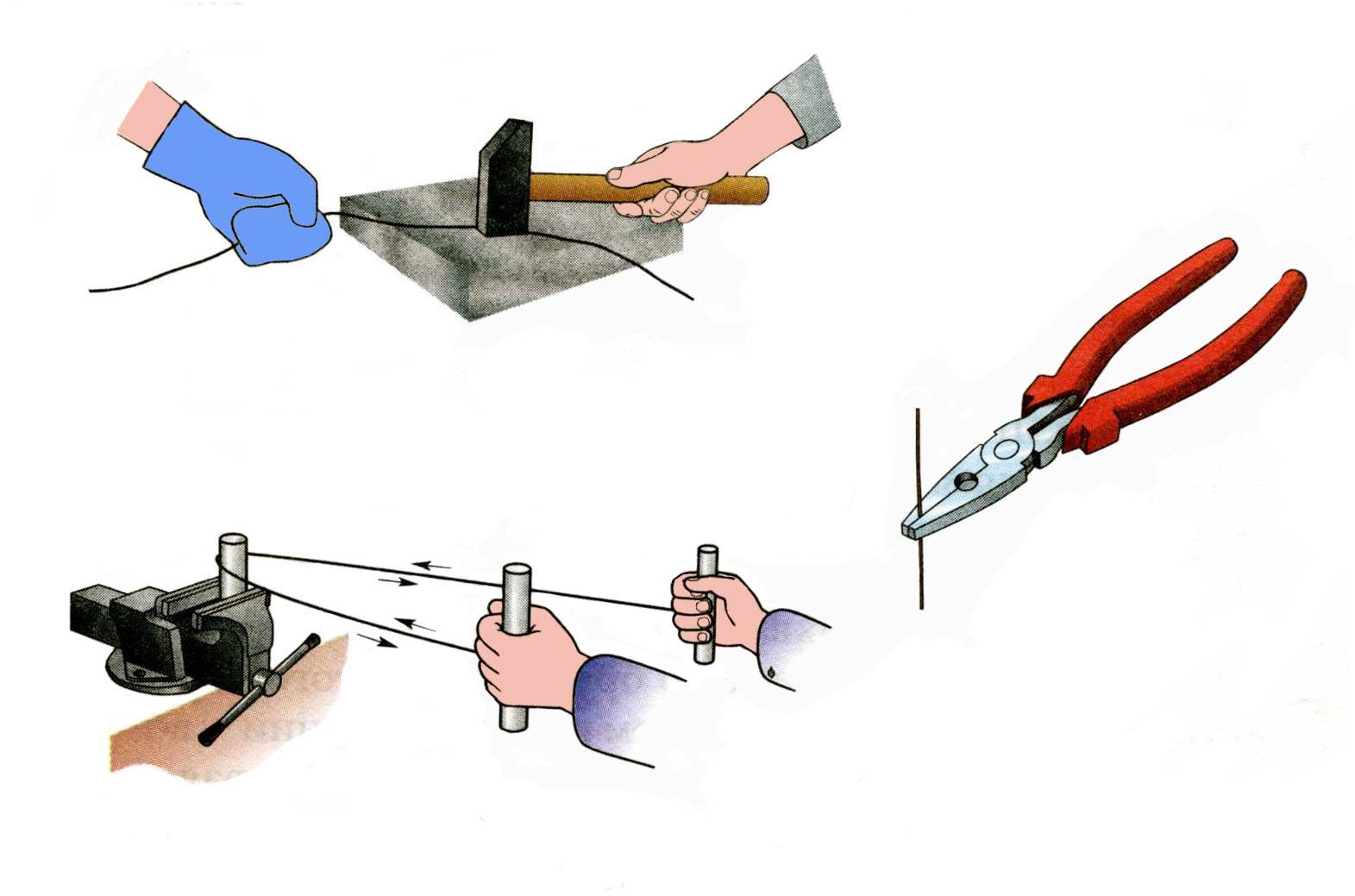
5. При правке полос, изогнутых по ребру (рихтовке), а также листового материала со значительными деформациями необходимо применять способ правки растяжением (рис. 2.40).

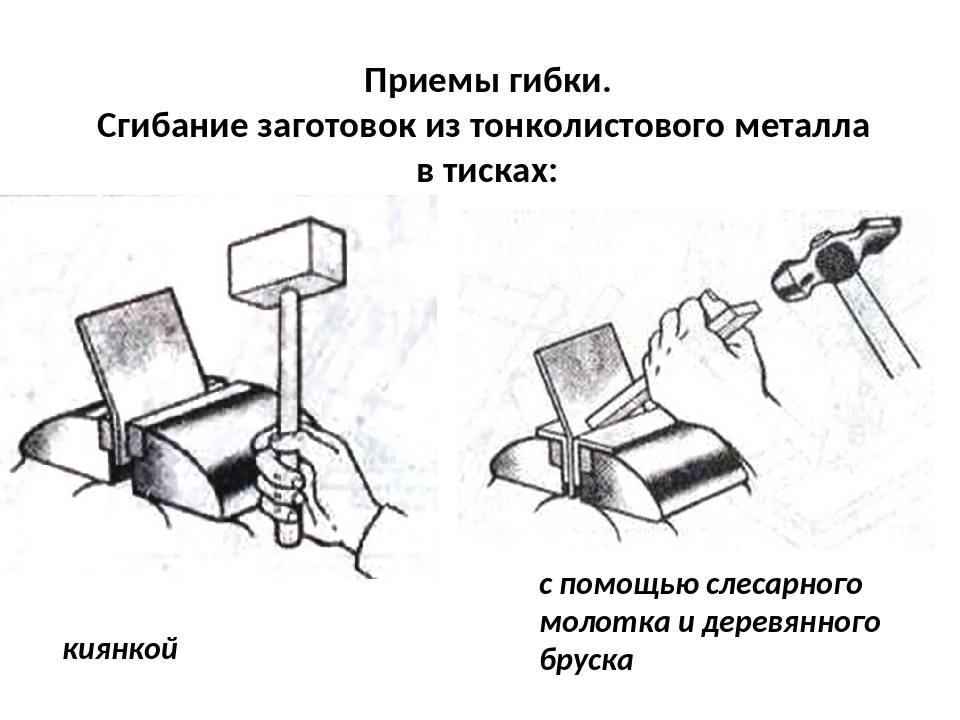
6. Правку полос с винтовым изгибом необходимо выполнять в ручных тисочках (рис. 2.41, б).
7. Контроль качества правки следует производить в зависимости от конфигурации заготовки и ее исходного состояния: на «глаз» (рис. 2.42) — визуально, линейкой, перекатыванием по плите; «на

карандаш» (рис. 2.43) — путем вращения выправленного вала в центрах ручного винтового пресса.
8. При правке полосового и пруткового материала на плите (наковальне) необходимо пользоваться рукавицами, правку выполнять молотком или кувалдой, прочно насаженной на рукоятку.
Типичные дефекты при правке, причины их появления и способы предупреждения приведены в табл. 2.3.
| Таблица 2.3 Дефект | Причина | Способ предупреждения |
| После правки обработанной детали в ней имеются вмятины | Правка производилась ударами молотка или кувалды непосредственно по детали | Правку производить через прокладку или наставку из мягкого металла, при правке обработанные цилиндрические детали устанавливать на призмы |
| После правки листового материала киянкой или молотком через деревянную наставку лист значительно деформирован | Применялись недостаточно эффективные способы правки | Применить способ правки путем растяжения металла по краям выпуклости, чередуя этот способ с правкой прямыми ударами |
| После рихтовки полоса непрямолинейна по ребру | Процесс правки не окончен | Правку заканчивать ударами по ребрам полосы, переворачивая ее в процессе правки на 180° |

Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).
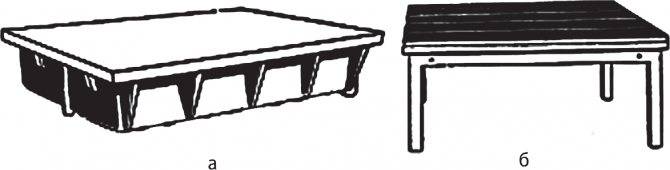
Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.
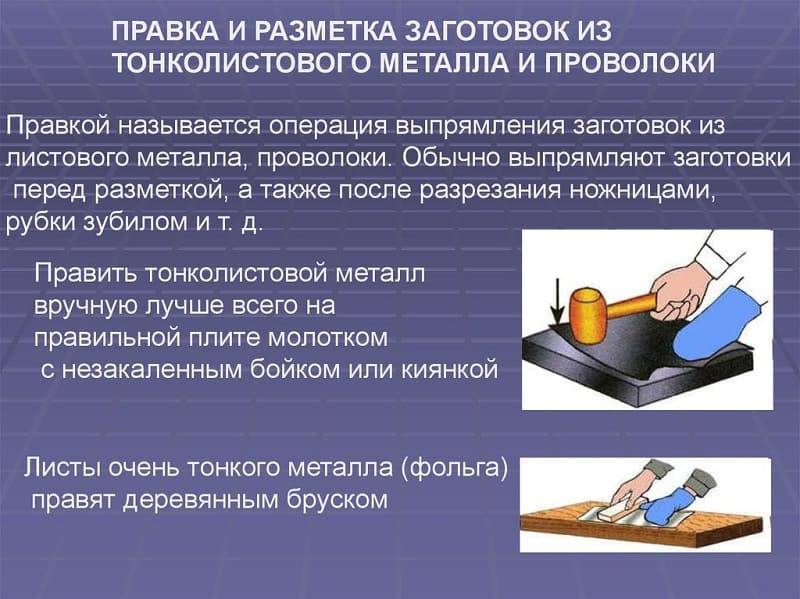

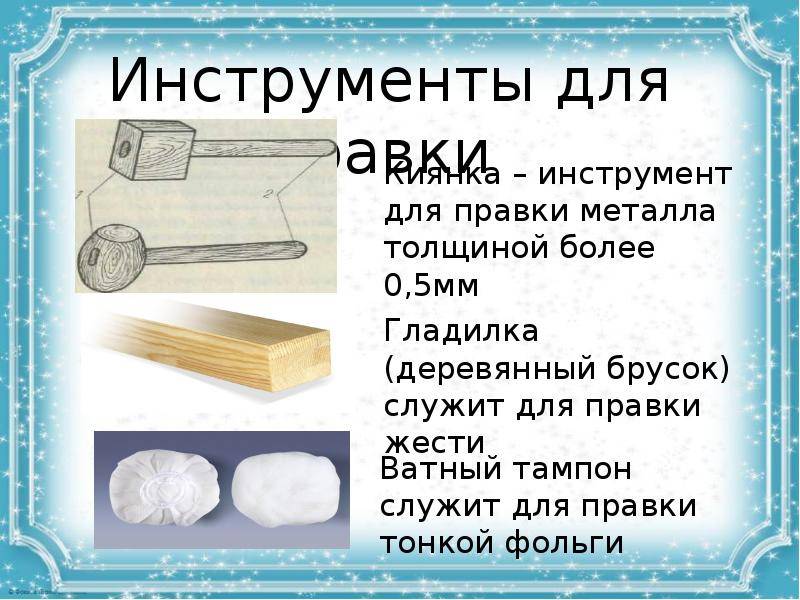
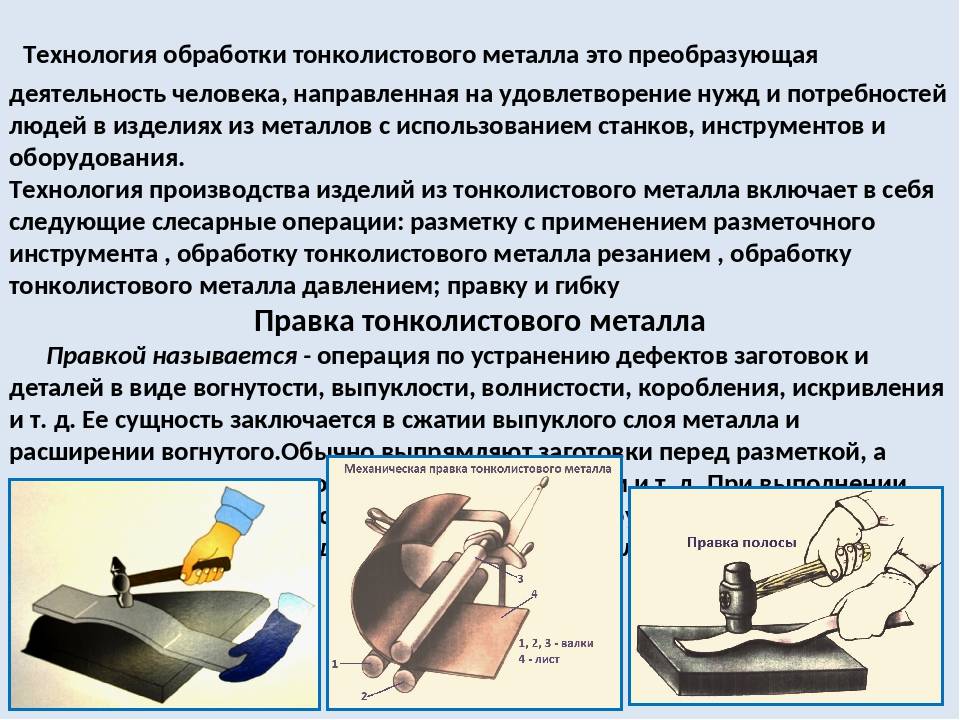



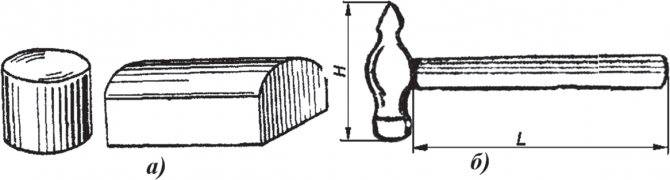
Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
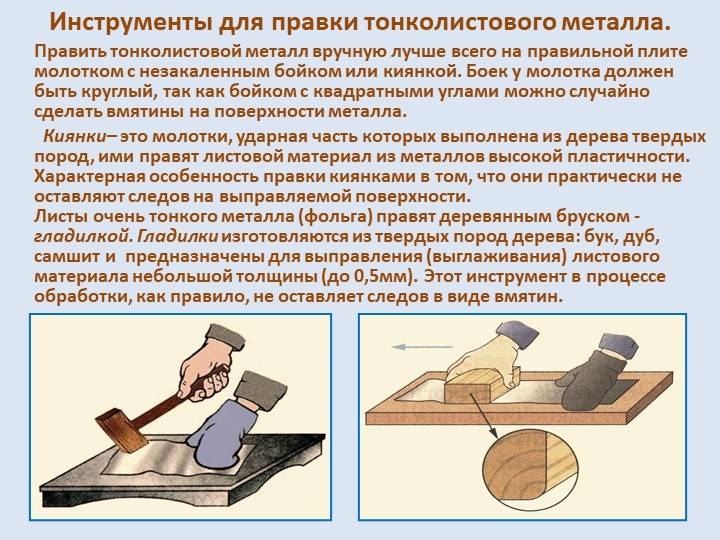
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
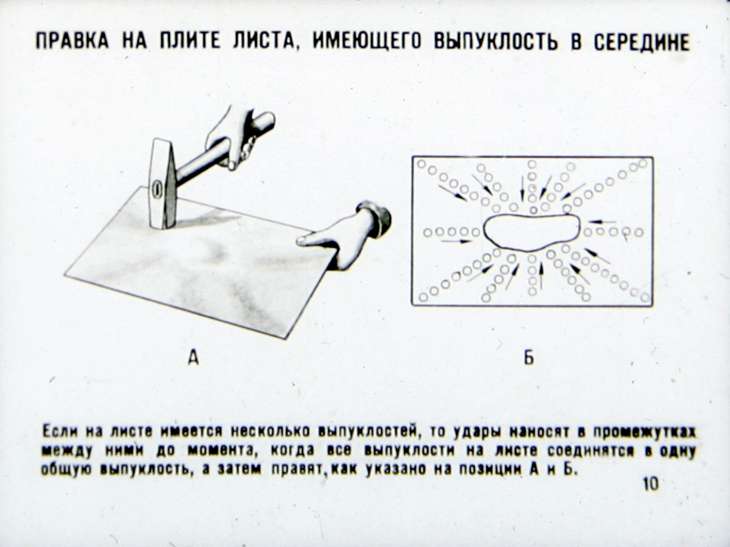
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Читать также: Бензомаслостойкая резина для прокладок
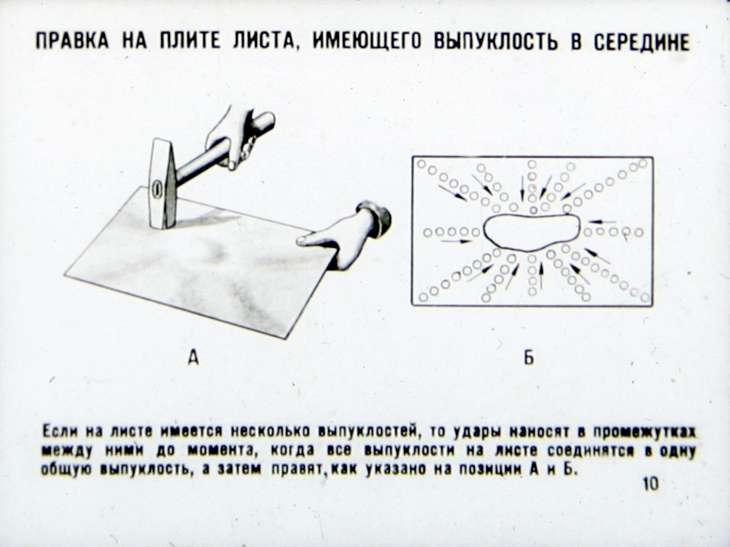
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Как рихтовать машину? Пошаговая инструкция
Начинающим или малоопытным автолюбителям советуем посмотреть видео уроки рихтовки кузова автомобиля, наглядно демонстрирующие последовательность действий. Первое, с чего нужно начинать рихтовку кузова автомобиля – это демонтировать дефектный элемент кузова, снять обшивку и другие мешающие элементы. Положить снятый элемент кузова на ровную поверхность. Далее нужно очертить границы повреждения.
Большие вмятины, в отличие мелких, необходимо начинать выравнивать с краев, где будут находиться основные механические напряжения. Постукивая рихтовочным молотком, необходимо постепенно двигаться от краев к центру, диаметр вмятины при этом будет уменьшаться. Обязательно использовать с другой стороны поддержку. Чтобы не переусердствовать, желательно просмотреть предварительно видео рихтовки вмятин машины своими руками.
Если подобраться молотком к месту крупной вмятины изнутри невозможно, следует использовать крюк. Им нужно давить в центр деформированного места, опираясь на любое ребро жесткости. Также широко применяется рихтовка споттером – к наружной стороне вмятины приваривается шайба или другое приспособление, за которое удобно вытянуть вмятину. В конце шайба срезается, а неровности обрабатываются напильником или шлифмашинкой.
Насколько качественно выполнена рихтовка кузова своими руками, можно проверить, приложив ладонь к выпрямляемому месту. При этом можно заметить два основных вида дефектов:
- впадины, устранить которые путем выдавливания невозможно;
- пузыри, которые при надавливании на них переходят на другую сторону металла.
Удаление впадин производится рихтовкой киянкой или резиновым молотком вглубь с обеих сторон элемента кузова. Наносить удары нужно начинать с центра, затем передвигаться к краям впадины, снижая силу ударов. Для того чтобы убрать пузырь, используется нагрев кузовной детали. Это обосновано необходимость стянуть металл, а сделать это проще всего увеличив его толщину. Несколько точек пузыря необходимо прогреть докрасна газовой горелкой, после чего охладить мокрой ветошью. Резкий нагрев и охлаждение способствуют быстрой усадке металла и увеличению его толщины.
Если в процессе работ на элементе кузова образовались трещины, заварить их можно обычным сварочным аппаратом. После сварки поверхность дефекта надо обработать напильником.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Наковальни и поддержки для рихтовки
Молоток и напильник – не единственные ручные инструменты, без которых не обходится рихтовка машины. Часто требуются вспомогательные приспособления, облегчающие работу:
- Поддержки. Крупные бруски из металла, которые имеют форму восстанавливаемой детали. Поддержка устанавливается по обратную сторону от детали, после чего та обрабатывается и выравнивается. Для работы нужен целый набор разных поддержек.
- Наковальня. Правка и рихтовка металла при помощи молотка не обходится без наковальни. Она выполняет роль универсальной поддержки, которую можно использовать для ударного выпрямления любых деталей автомобильного кузова.
Молоток молоток для рихтовки и выравнирания Набор для рихтовки и вытягивания автомобиля должен содержать несколько молотков разных видов, комплект поддержек и наковальню. При наличии указанных инструментов восстановление кузова пройдет успешно даже в домашних условиях.







Правка металла сталь медь металлоконструкции
Кривизну деталей проверяют на глаз или по зазору между плитой и деталью
При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне, правильной плите или надёжных подкладках, исключая возможность соскальзывания с них детали при ударе
Правка полосового металла осуществляется в следующем порядке.
Полосу располагают на правильной плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят по выпуклым частям, регулируя их силу в зависимости от толщины полосы и величины кривизны; чем больше искривление и толще полоса, тем сильнее должны быть удары. Результат правки (прямолинейность заготовки) проверяют на глаз, а более точно – на разметочной плите по просвету или наложением линейки на полосу.
Правка прутка. После проверки на глаз на выпуклой стороне мелом отмечают границы изгибов. Затем пруток укладывают на плиту или наковальню так, чтобы изогнутая часть находилась выпуклостью вверх и наносят удары молотком.
Правка листового металла более сложна, чем предыдущие операции. При правке заготовок с выпучинами выявляют покоробленные участки, устанавливают, где больше выпучен металл. Правку начинают с ближайшего к выпучеине края, по которому наносят один ряд ударов молотком в пределах, указанных зачернёнными кружками. Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к выпучине.
Тонкие листы правят лёгкими деревянными молотками – киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка искривленных после закалки деталей называется рихтовкой. Точность рихтовки может составлять 0,01…0,05мм. В зависимости от характера рихтовки применяют молотки с закалённым бойком или специальные рихтовальные молотки с закруглённой стороной бойка.
Изделия толщиной не менее 5мм, если они закалены не насквозь, а только на глубину 1…2мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко; их нужно рихтовать, нанося удары по выпуклым местам. В случае коробления изделия по плоскости и по узкому ребру рихтовку выполняют отдельно – сначала по плоскости, а потом по ребру. Правку короткого пруткового материала выполняют на призмах, правильных плитах или простых подкладках. Прямолинейность проверяют на глаз или по просвету между прутком и плитой.
Инструменты

Для проведения рихтовки потребуется следующий минимальный набор инструментов:
- Молотки и киянки. Используются те, которые имеют резиновое основание. Дополнительно используются доски из ПВХ или любого другого «мягкого» пластика, которые позволяют распределить силу от удара на большую поверхность. Как правило, масса молотков, киянок не превышает 2 килограмм. Их основание — закругленное, без прямых углов, что уберегает лакокрасочное покрытие при ударах от сколов и царапания.
- Подкладки, наковальни. Используются для фиксации обратной стороны элемента кузова при выравнивании. Именно правильное их расположение и крепление позволяет восстановить заводскую геометрию. И именно с этим у новичков и возникают проблемы чаще всего.
- Ударные полотна. Как правило, их изготавливают сами мастера из пластиковых плит (ПВХ). Главное — это «мягкость» материала. Чтобы твердость была ниже, нежели обрабатываемый металл. Это полностью нивелирует образование царапин даже при сильных ударах молотком или киянкой.
- Крюки, рычаги. Используются для «вытягивания» металла после сжатия. Возможно применение только на некоторых элементах кузова, где имеются «ребра жесткости» (для создания опоры рычага).
- Шлифовальные машины, напильники. Используются для подготовки элементов кузова к финишным малярным работам, а также после высыхания лакокрасочного покрытия. Также иногда задействуются для снятия излишков металла на поверхностях с выпуклостями. Ведь заводской кузов имеет единую статичную толщину металла. Но после ДТП она может нарушаться из-за действия сжатия, растягивания.
- Споттеры. Это специализированные сварочные аппараты, ориентированные именно для проведения рихтовальных работ по восстановлению элементов кузова автомобиля. Их ключевое отличие — это поддержка «точечной» сварки. Часто это применяется при вытягивании вмятин, где невозможно использовать вакуумное оборудование. Мастер приваривает к поврежденной детали небольшой рычаг, затем — восстанавливает плоскость и геометрию кузова, после — удаляет приваренный элемент.
- Компрессор и краскопульт. Задействуется в малярных работах при покраске или нанесении лакокрасочного покрытия на восстановленные элементы кузова автомобиля.
- Мини-лифтер. Используется для выравнивания небольших вмятин, когда нет повреждения лакокрасочного покрытия. Подходит для рихтовки своими руками. Но если деформация сложная, с несколькими точками продавливания, то такой инструмент — бесполезен.
- Набор паст. Используется для финишной полировки в сочетании с шлифовальной машиной. Бывают абразивные и без абразивные.
Это только базовый набор инструментов, которые используются при рихтовке кузова автомобиля. Вместе с ними активно используются отвертки, плоскогубцы, термофены, «болгарки» с кругами для резки металла. Каждый мастер формирует собственный перечень инструментария для работы. Самыми дорогостоящими из них являются споттеры, компрессор с краскопультом, а также пневматические молотки для вытягивания вмятин. Даже если ориентироваться на бюджетные инструменты, то такой набор обойдется минимум в 120 – 150 тысяч рублей. Это ещё одна из причин, почему в домашних условиях выполнить качественную рихтовку практически невозможно.
Перед восстановлением элемента кузова следует уточнить стоимость такой детали у концерна-производителя или поискать её на разборках. Если деталь можно приобрести недорого, она в исправном состоянии и без нарушенной геометрии, то лучше вместо рихтовки просто произвести замену.
Оборудование для правки
Если данные переходы совмещаются с основными операциями деформирования (как часто бывает при горячей штамповке), то специального оборудования не требуется. Холодную правку металлических прутков или полос выполняют на листоправильных вальцах. Они представляют собой машины горизонтального исполнения, которые работают по принципу ротационной штамповки.
Правка деталей в вальцах
Отличие заключается в том, что давления, создаваемые рабочими роликами, не должны превышать предела пластичности выправляемого материала. Такие машины функционируют в автоматическом режиме, а потому отличаются высокой производительностью. Аналогично правят и прутки, только профиль рабочих роликов в этом случае выполняется не плоским, а соответствующим сечению исходного материала.
Выправить объемные в плане заготовки можно и на прессах. Если удельное усилие не превышает 300 МПа, то применяются винтовые прессы с дугостаторным приводом серии Ф17__. Эффект достигается благодаря высокой скорости соударения плоского штампа (прикрепленного к ползуну) с изделием, которое требует правки. Поскольку распределение давления по всей поверхности одинаково, то одновременно на рабочей плите может находиться несколько одинаковых по габаритным размерам деталей. Это снижает трудоемкость операции.
Наиболее сложной и ответственной является правка деталей после холодного выдавливания. Поскольку деформационное упрочнение материала при этом весьма велико, то удельные усилия могут достигать предела пластичности, т.е. 600…800 МПа и даже более. Ударный характер нагрузки, создающейся винтовым прессом, не обеспечивает должного качества правки из-за инерции материала. Поэтому используются специальные прессы серий К82__ и К83__ с кривошипно-коленным рабочим механизмом. Особенность схемы такого пресса — в возможности обеспечить выдержку детали (до 2…3 с) под давлением при крайнем нижнем положении ползуна оборудования. В результате внутренние напряжения преодолеваются, а деталь выравнивается.
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка металла. Слесарное дело |
Правка металла
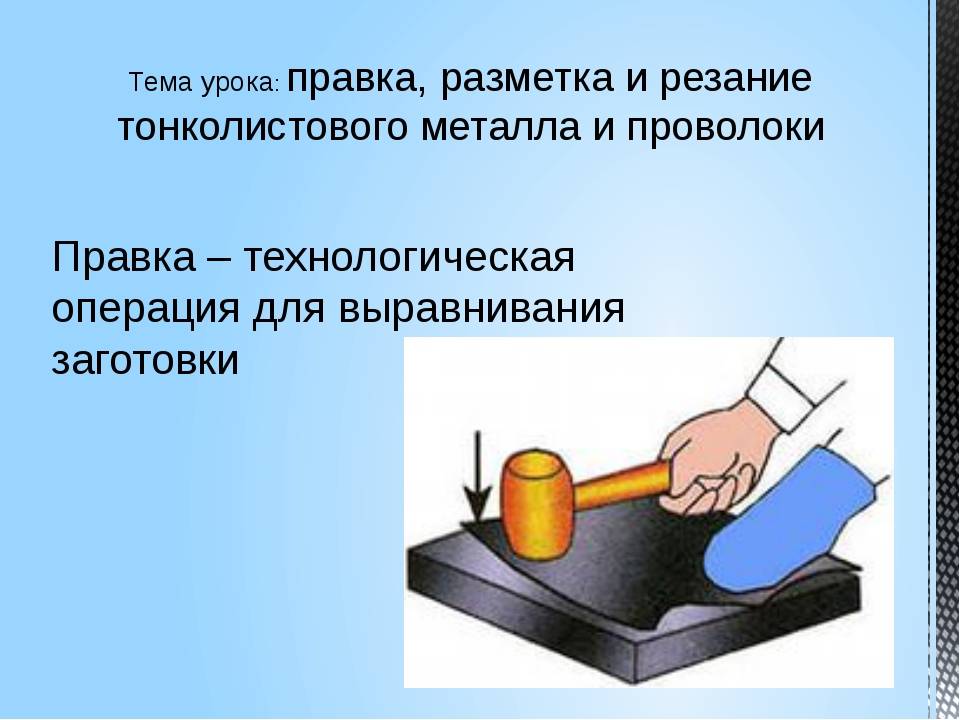
Правка — это операция по выпрямлению изогнутого или покоробленного металла, которой можно подвергать только пластичные материалы: алюминий, сталь, медь, латунь, титан. Правку осуществляют на специальных правильных плитах, которые изготавливаются из чугуна или стали. Правку мелких деталей можно производить на кузнечных наковальнях. Правка металлов выполняется молотками различных типов в зависимости от состояния поверхности и материала детали, подвергаемой правке.
При правке заготовок с необработанной поверхностью используют молотки с круглыми бойками массой 400 г. Круглый боек оставляет на поверхности меньшие следы, чем квадратный.
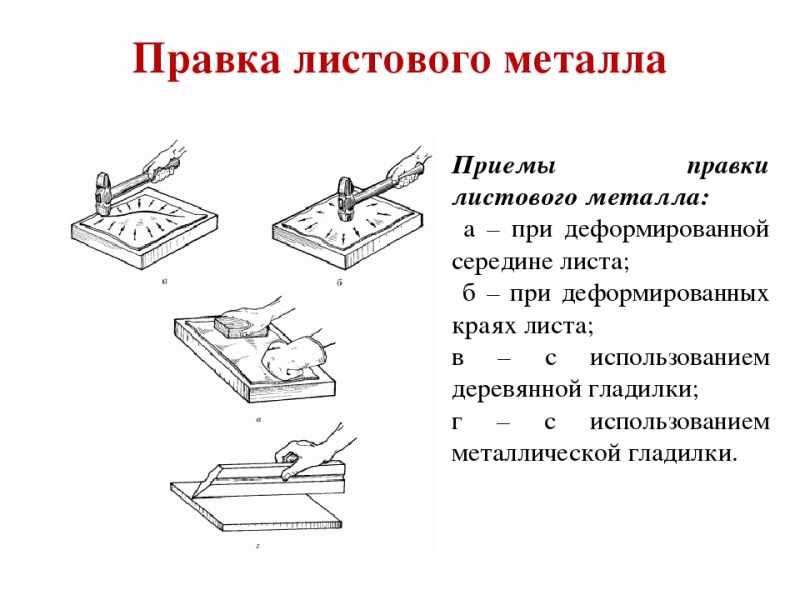
При правке заготовок с обработанной поверхностью используют молотки, имеющие бойки с мягкими вставками (из меди, алюминия), которые не оставляют следов на поверхности. При правке листового материала используют деревянные молотки — киянки, а очень тонкие листы правят деревянными или металлическими брусками — гладилками.
Правку осуществляют несколькими способами: изгибом, вытягиванием и выглаживанием. Правку изгибом применяют при выправлении круглого (прутки) и шлифоального материала, которые имеют достаточно большое поперечное сечение. В этом случае пользуются молотками со стальными бойками. 3 заготовка располагается на правильной плите изгибом вверх и удары наносят по выпуклым местам, изгибая заготовку в сторону, противоположную имеющемуся изгибу. По мере выправления заготовки силу удара уменьшают.
Правку вытягиванием используют при выправлении листового материала, имеющего выпуклости или волнистость. Производят такую правку молотками с бойками из мягких металлов или киянками. В этом случае заготовку укладывают на правильную плиту выпуклостями вверх и наносят частые несильные удары, начиная от границы выпуклости, по направлению к краю заготовки. Сила ударов постепенно уменьшается. При этом металл вытягивается к краям заготовки и выпуклость за счет этого вытяжения выправляется.
Правку выглаживанием применяют в тех случаях, когда заготовка имеет очень малую толщину. Выглаживание осуществляют деревянными или металлическими брусками. Заготовку выглаживают на правильной плите, вытягивают материал при помощи гладилок от края неровности к краю заготовки, и за счет вытягивания материала добиваются выравнивания поверхности заготовки.
Термически обработанные (закаленные) заготовки правят (рихтуют) специальными рихтовочнымм молотками.
В зависимости от конструкции заготовки применяют различные способы правки.
Общие сведения об агрегате
Прессовочное оборудование давно используется человечеством как простой в и то же время эффективный инструмент для оказания силового воздействия на заготовку. По мере развития концепции поршневых механизмов появлялись все более сложные вариации оборудования и сегодня на рынке можно найти технологичные пневмогидравлические и электрогидравлические модификации. Они работают посредством дополнительной силовой установки и не требуют прямого участия человека в этом процессе. Чем же на этом фоне выигрывают вертикальные гидравлические прессы, работающие от физической силы? Прежде всего, у них более низкая стоимость и полная независимость от стороннего энергоснабжения и приводных механизмов. Агрегат полностью автономен и требует лишь периодического обслуживания с заменой масла.
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
Читать также: Расчет угла конуса по диаметру
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.





Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.

Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.

Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.