ГОСТ 4751-73
ГОСТ 4751-73 С. 5
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт:
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.;
после механической обработки:
— на соответствие требованиям п. 1.1 (размеры I, /, и А, и J) пп. 2.S—2.14 каждый рым-болт:
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301.
11 р и м с ч а н и с. Партия состоит из рым-болтов одного размера, изготовленных из стал и одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм. № 1).
3.2. При получении неудовлетворительных результатов испытаний рым-бантов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов, взятых от той же партии, по полной программе. Результаты повторных испытаний яааяются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют па кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302.
4.7. (Исключен, Изм. № 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый рым-болт на образующей опорной части кольца должен иметь следующую маркировку:
— товарный знак предприятия-изготовителя;
— условное обозначение резьбы.
Для рым-болтов с резьбой М8—М16 допускается выполнять маркировку только товарного знака предприятия: в этом случае условное обозначение резьбы маркируют на бирке для партии.
5.2. Маркировку выполняют давлением или штамповкой. Допускается наносить маркировку ударным способом.
5.3. Рым-болты упаковывают в плотные дощатые неразборные ящики по ГОСТ 2991, выложенные внутри упаковочной бумагой марки Ь по ГОСТ 515.
5.4. В каждый ящик упаковывают рым-болты одной партии.
5.5. Масса брутто каждого ящика не должна превышать 60 кг.
5.6. Консервация — по ГОСТ 9.014.
5.7. Каждая партия рым-баттов должна сопровождаться документом, содержащим:
— наименование или товарный знак предприятия-изготовителя;
Сфера применения
Простое устройство рым-болта и надежность получаемого соединения позволяет использовать метиз во многих областях промышленности, хотя изначально его предназначением считалось морское судоходство. Теперь его применяют еще:
- при погрузке и выгрузке тяжеловесного оборудования – промышленных станков, электродвигателей, паровых котлов, производственных аппаратов;
- в машино- и станкостроении;
- строительной отрасли;
- сельскохозяйственной и других сферах.
Стержень метиза вкручивают в резьбовое отверстие под рым-болт. Получается надежное крепление, способное выдерживать огромные нагрузки. В металлическую проушину вставляются тросы, крюки, цепи или канат. С их помощью можно поднимать такелаж либо другие тяжести, передвигать и манипулировать ими в нужном направлении.
Рым (грузовой болт)
Такелаж грузовой :: Рым (грузовой болт)
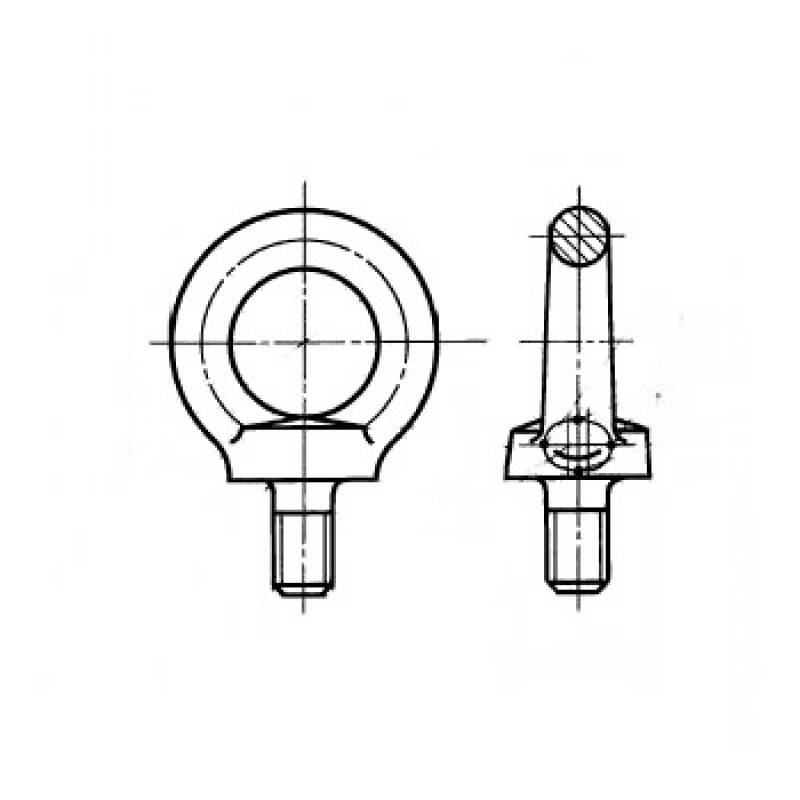
К специальным винтам относится грузовой винт (рым-болт ГОСТ 4751—73). Рым представляет собой стальное кольцо, закрепляемое резьбовой частью на деталях машин и агрегатах, предназначенное для подъема их при монтаже, перемещении и разборке. Рымы, постоянно закрепленные на машинах и агрегатах, являются их составной частью, а работающие в качестве грузозахватных приспособлений – составной частью грузозахватных средств. Стандартные обыкновенные рымы (рис. 14) устанавливают на электродвигателях, корпусах редукторов и т. п.
Рис 14. Рым: а — обыкновенный; б — отверстие под рым; в — с вертлюгом, предназначенный для транспортирования легких деталей; г — с удлиненным кольцом для транспортирования тяжелых деталей; д —усиленный для кантования деталей; е — с удлиненным стержнем, для подъема деталей с нерезьбовыми отверстиями; ж — для транспортирования деревянных изделий; з — строповка за один рым; и — стро¬повка за два рыма, расположенных произвольно; к — строповка за два рыма, расположенных в од¬ной плоскости.
Используя различные переходники с наружной и внутренней резьбой или с фланцами, можно применять рымы для строповки различных грузов (деталей, узлов и оборудования). При зацепке за рымы нужно учитывать угол между натянутыми ветвями стропа, число рымов и ветвей, так как при большом угле наклона ветвей возникают большие усилия на рымы.
В случае отсутствия указаний о методе строповки за рымы, стропы следует располагать только вертикально. Погнутые рымы или с сорванной резьбой применению не подлежат.
Технические требования.
Рым-болты изготовливаются из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой с последующим отжигом или нормализацией и выбирают в зависимости от грузоподъемности. Допускается изготовление ковкой.





Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия изготовителя металла.
Технические требования штампованным к поковкам — по ГОСТ 7505-89, класс точности II, степень сложности С3.
Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб до 1 мм — под рым-болты с резьбой М8 — М12; не более половины шага резьбы — под рым-болты с резьбой свыше М12.
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73.
То же с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием) толщиной 9 мкм: Рым-болт М100 х 6.019 ГОСТ 4751-73.
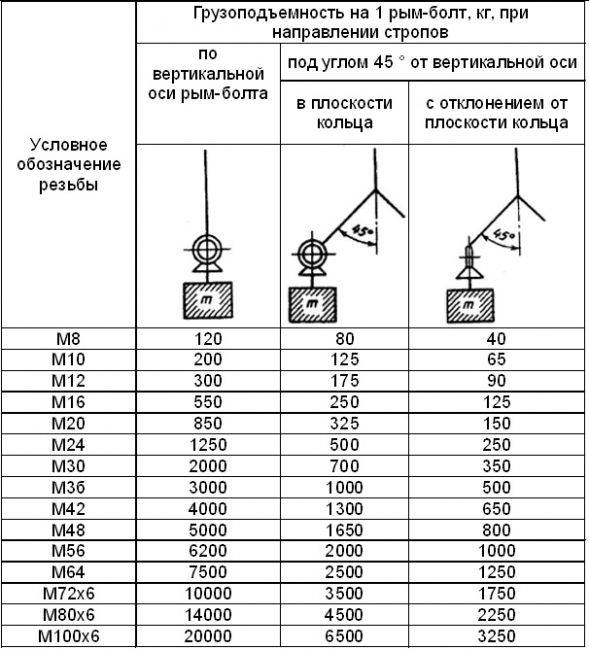
Грузоподъемность рым-болтов
Таблица 4. Грузоподъемность рым-болтов.
Твердость нормализованных рым-болтов
Таблица 5. Твердость НВ рым-болтов .
При подъеме груза направление стропов под углом от вертикальной оси рым-болта свыше 45 ° не допускается.
При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков.
Заварка или заделка дефектов не допускается. Рым болт после штамповки или ковки должен быть нормализован и очищен от окалины.
Проконсультироваться по вопросам других типов изделий и полный перечень продукции вы можете узнать у наших менеджеров.
- Рым-болт по DIN 580
- Рым-гайки по DIN 582
Конструктивные элементы и технические возможности
Технические характеристики, требования к конструкции, изготовлению, эксплуатации указаны в ГОСТ 4751-73.
В соответствии с приведенным стандартом, допускается производство рым-болтов:
- с резьбой в диапазоне D М6-М100×6 мм;
- длиной цилиндрической части от 12 до 133 мм;
- с диаметром внутренней части кольца от 16 до 180 мм;
- грузоподъемностью (на один рым-болт) от 40 до 3250 кг. Нормируется также угол строп к вертикальной оси рым-болта при подъеме — угол должен быть не более 45о.
Между кольцом и цилиндрической частью изделия размещен усиливающий буртик.
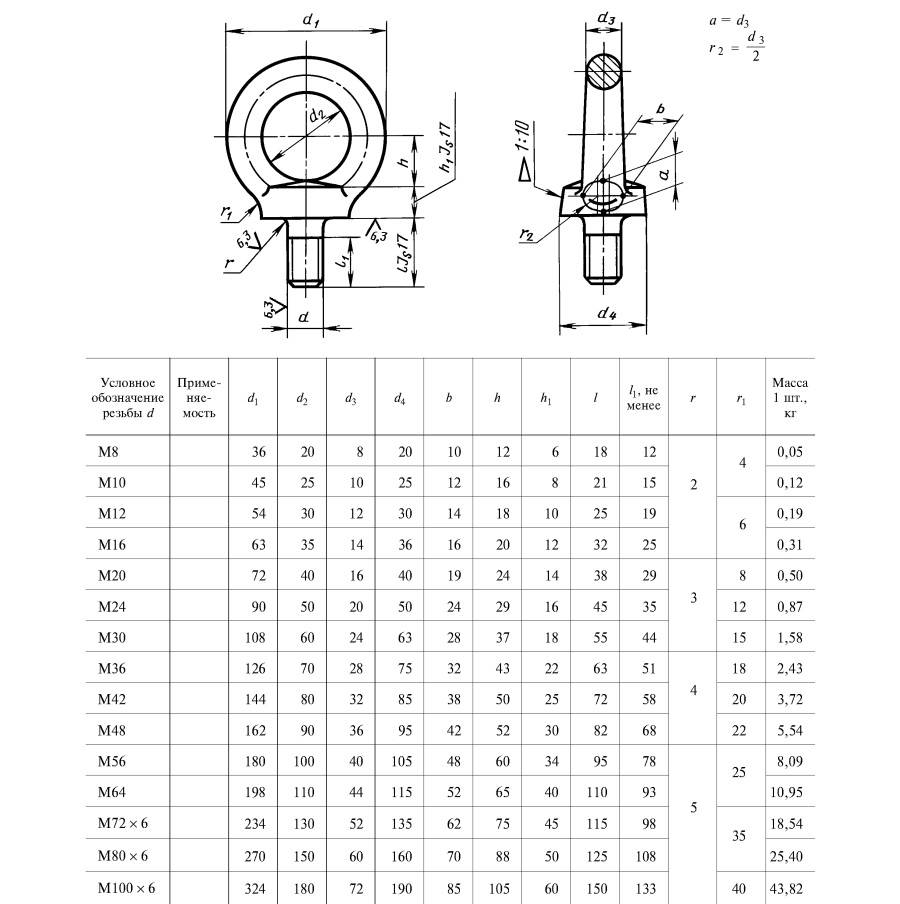
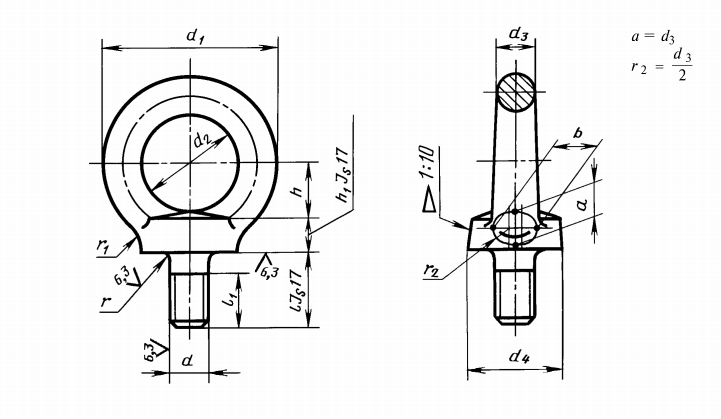
Точные параметры рым-болтов согласно ГОСТ 4751-73 представлены в таблице 1.
Табл. 1
ГОСТ 4751-73 и DIN580 регламентируют также грузоподъемность одного рым-болта при конфигурации строп не более 45о по отношению к вертикальной оси, в том числе, при определенном размещении плоскости грузоподъемных колец (табл. 2.).
Таблица 2
В таблице 3 по DIN580 указаны схемы размещения строп, рекомендуемые для подъема и перемещения в соответствии с номером резьбы и весовыми характеристиками грузов. Отдельно отмечены недопустимые виды крепления.
Таблица 3
Параметры твердости рым-болтов, прошедших обработку (определяются по опорной части кольца), указаны в таблице 2:
| Табл. 1 | ||
| Марка стали | Твердость НВ рым-болтов с размером резьбы | |
| от М8 до М64 | от М72х6 до М100х6 | |
| 20 | 105-149 | 95-121 |
| 25 | 134-187 | 105-149 |
Перед выпуском в продажу, штампованные поковки проходят технический контроль и серию испытаний:
- на соответствие классу точности (II);
- на твердость (в соответствии с ГОСТ 9012) в опорной части кольца;
- на растяжение (под нагрузкой, приложенной к оси болта, в течение 10 минут), с проверкой наличия остаточных деформаций, растрескиваний, удлинения по оси до и после испытаний).
Отсутствие или наличие трещин определяется лупой с более чем 4-кратным увеличением. После проведения испытаний выполняется контроль качества и толщины защитного покрытия.
При обнаружении дефектов изделия отбраковываются — исправлению и заделке рым-болты не подлежат.
Рым-болт ГОСТ 4751-73, регламент производства, свойства и особенности
Для производства монтажных, погрузочно-разгрузочных работ и транспортировки грузов используются специальные приспособления, в комплектацию которых входит рым-болт ГОСТ 4751–73 с проушиной для фиксации цепей, строп, талрепов, монтажных скоб, канатов или тросов. Конструкция, способ изготовления, условия эксплуатации и размерные параметры метиза определены государственным стандартом.
Конструкция и технические условия
В конструкции устройства основным элементом является стержень с головкой-кольцом и телом с резьбой. Производство метиза осуществляется ковкой или штамповкой стали марки ст. 20 и ст. 25.
К процессу изготовления продукта государственным стандартом предъявляются повышенные требования, так как изделия подвергается значительным механическим нагрузкам, эксплуатируется в разных климатических условиях.
По техническим условиям на кольце и теле болта не допускается наличие заусенец, отверстий, каверн, надрезов, вмятин и задиров металла, особые требования предъявляются к целостности гребней и глубине резьбовой канавки. ТУ не допускает устранение дефектов, восстановленная деталь имеет пониженные механические характеристики. В целях защиты от коррозии готовая продукция подвергается обжигу и оцинковке.
Размерные параметры посадочного гнезда по ГОСТ на рым-болты определяются рядом показателей:
- Твердостью металла
- Допусками перпендикулярности оси тела к поверхности опоры
Грузоподъемность такелажного приспособления
При выборе приспособления основное внимание должно быть акцентировано на технических характеристиках продукта в соответствии с массой груза и разновидностью выполняемых работ. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления.
При транспортировке тяжеловесного груза направление натяжения стропы должно направляться по вертикальной оси рым-болта.
Отклонение от вертикальной оси к плоскости болта и плоскости петли не должно превышать 450.
Если показатели отклонений превышают допустимое значение — возникают аварийные ситуации из-за срыва головки-петли или гребней резьбы.
Разрушение целостности приспособления может быть спровоцировано несоответствием марки металла, превышением массы груза сверх допустимой нормы, заявленной производителем.
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза.
Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
- Технические характеристики болтов формируются способом изготовления:
- Готовое изделие подвергается обжигу при высокой температуре.
- При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
Особенности и область применения
Отличительными качествами рым-крепления является марка стали и шаг резьбы. Так, болт, изготовленный из ст. 20 с шагом резьбовых гребней М 8 — М 64 должны иметь показатель твердости от 105 HB до 149 HB и полное отсутствие окалины и следов ржавчины.










Усилие подъема объекта зависят от угла закрепления болта по отношению к плоскости груза. Угол натяжения строп относительно вертикальной оси крепления формируется грузовой массой перемещаемого объекта и может составлять в пределах от 30 кг до 20 тонн. Наиболее безопасное поднятие тяжеловесных грузов осуществляется при создании усилия по длине оси винтового стержня.
Метизы, изготовленные по ГОСТ 4751–73 из углеродистой стали, изготавливаются в разных размерах и формах. Кроме головки в форме кольца, элемент крепления может оснащаться крюком. Для закрепления устройства на объекте резьбовой наконечник изделия вкручивается в отверстие на корпусе груза, стропа или трос фиксируется в проушине болта.
Тюнинг лодки из ПВХ
Данное водное транспортное средства является самым продаваемым и удобным в использовании. Это можно обусловить тем, что:
- лодку легко транспортировать, не надо покупать никаких прицепов;
- её легко отремонтировать;
- для неё существует множество примочек.

Но даже учитывая все эти положительные моменты, она в «сыром» виде, довольно не практичная. Функционал у такого средства очень маленький, а это означает, что надо дорабатывать.

Существуют сервисы, где можно осуществить свою затею, но это стоит довольно дорого. Сделать тюнинг ПВХ лодки своими руками будет дешевле и правильнее.

Конечно, это не означает, что все детали надо мастерить собственноручно, часть из них можно приобрести в магазине.

Итак, давайте разберём, что можно доделать:
Усиление днища и баллонов. Такой тюнинг опытные рыболовы проводят всегда, независимо от условий рыбаки. Предлагается на дно и по бокам баллонов приклеить дополнительный слой прорезиненной ткани или мембраны.

Изначально при надутой лодке делаются замеры и отмечаются места, куда будут приклеиваться латки. После это лодка сдувается, места склейки обезжириваются, а уже сверху приклеивается выбранный материал.


Якорь. Очень удобная вещь при рыбалке на одном месте. В магазинах продается специальный якорный рым, его устанавливают на корме.

Посмотрите еще здесь!
Зимняя удочка своими руками — обзор лучших вариантов. Инструкция по созданию необычной зимней удочки из разных материалов
Якорь для лодки своими руками: изготовление самодельного якоря для ПВХ лодок (95 фото и видео)
- Как сделать жерлицу своими руками — особенности изготовления зимних и летних снастей (110 фото и видео)
Герметизация швов. При покупке дешевой лодки, на качество надеяться не приходится. Поэтому многие владельцы дополнительно герметизируют швы.

Также можно украсить лодку по периметру различными наклейками и т. д. Чтобы вдохновиться, можно посмотреть фото такого тюнинга на лодке своими руками.

Держатель удилищ. Также незаменимая вещь, если ловля происходит сразу несколькими спиннингами.

Список вещей, которыми можно дополнить плавательное средство, можно продолжать бесконечно. Например, можно установить, сидения, столик, руль, соорудить колёса и много, много другого.

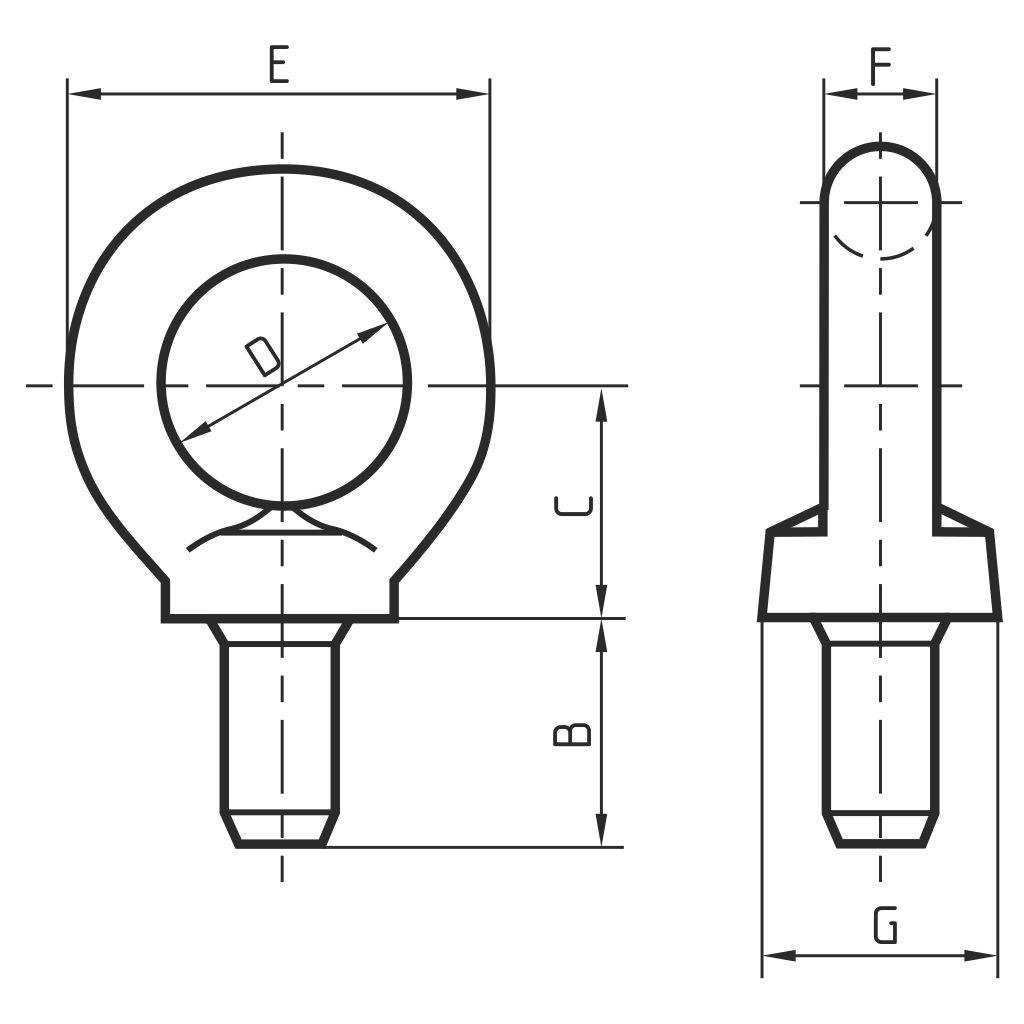
Размеры
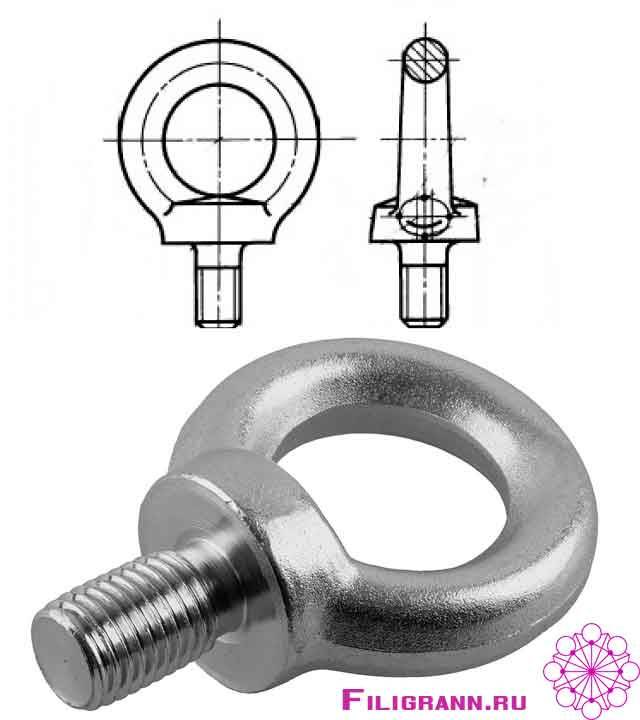
Рым-болт включает в себя замкнутое стальное кольцо определённого внутреннего и внешнего диаметров, стержень, на преобладающей части которого нарезана (или накатана) метрическая резьба, а также переходную часть (она посредством литых или отштампованных радиусных переходов соединяет кольцо со стержнем).
Размерный ряд рым-болтов по ГОСТ 4751-73:
- Диапазон диаметров резьбы – от М8 до М100 (при этом наиболее ходовыми считаются резьбы М8, М10, М12 и М16).
- Внутренний диаметр кольца, мм – 20…180.
- Наружный диаметр кольца, мм – 36…324.
- Длина стержня, мм, не менее – 12…133.

Для исключения концентраторов напряжений все переходы между элементами конфигурации крепежа выполняются по радиусам. Рым-болты могут изготавливаться с антикоррозионным (цинковым или хромовым) покрытием.
Резьба на стержне изделия может быть с крупным или мелким шагом (производство резьбы с мелким шагом оговаривается при индивидуальном заказе).

Классификация
Размеры гаек устанавливаются также по стандартам DIN582.
На боковой части кольца рым-гайки наносится маркировка, в которой указана информация о размерах, материале и заводе-изготовителе.
Размер резьбовой поверхности варьируется и может быть М6, М8, М10, М12, М16, М18, М20, М24, М26, М30, М36, от М42 до М48. А также выпускают метизы нестандартных размеров, например, М4, М5, М7, М22, М27, М33, М39, М39х2, М100. По DIN такие параметры не рекомендуется изготавливать, и приобрести их можно только на заказ. Самыми распространенными стали метизы с размерами М8-М16.
А также гайки классифицируются:
- по виду кольца – круглой формы, овальной или в форме закругленного прямоугольника;
- по размеру втулки – низкая или высокая (удлиненная);
- по нагрузке – несиловые и силовые;
- по типу резьбы – с мелкой метрической резьбой, то есть когда размер указан в миллиметрах, или с дюймовой резьбой, соответственно, здесь размер будет в дюймах.
Дюймовая размерность впервые начала набирать популярность в Соединенных Штатах и Великобритании, в то же время в Европе и Азии распространенной была метрическая система. Соответственно, появилась проблема с совместимостью различного рода крепежей. В дальнейшем Великобритания приняла метрическое измерение, отказавшись от дюймового.
По внешнему виду отличить американскую систему измерения резьбы от метрической невозможно, так как угол профиля у них идентичен – 60 градусов. Различить возможно по маркировке: в метрической системе класс прочности обозначается цифрами, в дюймовой – линиями. Крепежи с разным типом резьбы никогда не будут взаимозаменяемыми, так как при свинчивании в конструкции образуется зазор или промежуток. Единственная трудность, возникающая во время монтажа рым-гайки – это правильное соединение двух элементов.
По виду головки рым-гайки она может быть трех модификаций:
- А – головка в форме петли;
- В – силовой вариант, увеличенная головка;
- D – уменьшенная головка.
По размеру диаметра кольца, либо по его толщине
Некоторые крепежи имеют поворотную петлю, которая будет поворачиваться в направлении нагрузки, и привариваемую петлю на шарикоподшипниках – здесь она будет вращаться во всех направлениях на 360 градусов. Изготавливаются они из нержавейки, в дальнейшем покрываются краской.
Важно! По международному стандарту для рым-гаек устанавливается не предельная, а разрушающая нагрузка, то есть, когда с деталью начинают происходить необратимые изменения. Это два разных определения, поэтому при выборе значение грузоподъемности уменьшается на 60%. Выбирая рым-гайку, нужно учитывать область, в которой она будет эксплуатироваться, и как долго, какой вес будет у груза, какие правила безопасности предусмотрены
Выбирая рым-гайку, нужно учитывать область, в которой она будет эксплуатироваться, и как долго, какой вес будет у груза, какие правила безопасности предусмотрены.
Приобретать гайку желательно вместе с винтом или шпилькой, для того чтобы сверить размер и шаг резьбы – правильно подобранные крепежи сделают конструкцию или механизм надежным и долговечным. Прочность их также должна быть идентична, но допускается более высокая прочность гайки, но не наоборот. Если шпилька будет прочнее, во время закручивания, может произойти срыв резьбы рым-гайки. Стоит помнить о том, что повреждение стержня выявить легко, так как разрыв происходит резко, и его трудно не заметить. А с гайкой все наоборот – сорванную резьбу практически невозможно увидеть.






Данный крепеж имеет большую популярность и распространение во многих сферах, поэтому при выборе и эксплуатации нужно помнить о нескольких правилах:
- не допускаются никакие деформации на самой гайке и дефекты на кольце;
- эксплуатируемый крепеж должен быть цельным, заваривание различных повреждений недопустимо;
- параметры размера резьбовой части зависят от веса конструкции, которую предстоит поднять;
- поверхность метиза должна быть очищена от загрязнений, стружки, окалин;
- поднятие груза, его перемещение должно происходить равномерно и без резких движений;
- после отвинчивания гайки ее вид должен остаться неизменным, то есть не должно быть трещин, разрывов, погнутых частей и прочих деформаций;
- угол между втулкой крепежа и стропой не должен превышать 45 градусов;
- ось стропы должна располагаться в плоскости кольца;
- температурный режим для гаек очень широкий – эксплуатация возможна как при -20, так и при +200 градусах Цельсия;
- немаловажную роль играет и выбор завода-изготовителя.
О том, что такое рым-болт и рым-гайка, вы можете узнать из видео ниже.
Рым (грузовой болт)
Такелаж грузовой :: Рым (грузовой болт)
К специальным винтам относится грузовой винт (рым-болт ГОСТ 4751—73). Рым представляет собой стальное кольцо, закрепляемое резьбовой частью на деталях машин и агрегатах, предназначенное для подъема их при монтаже, перемещении и разборке. Рымы, постоянно закрепленные на машинах и агрегатах, являются их составной частью, а работающие в качестве грузозахватных приспособлений – составной частью грузозахватных средств. Стандартные обыкновенные рымы (рис. 14) устанавливают на электродвигателях, корпусах редукторов и т. п.
Рис 14. Рым: а — обыкновенный; б — отверстие под рым; в — с вертлюгом, предназначенный для транспортирования легких деталей; г — с удлиненным кольцом для транспортирования тяжелых деталей; д —усиленный для кантования деталей; е — с удлиненным стержнем, для подъема деталей с нерезьбовыми отверстиями; ж — для транспортирования деревянных изделий; з — строповка за один рым; и — стро¬повка за два рыма, расположенных произвольно; к — строповка за два рыма, расположенных в од¬ной плоскости.
Используя различные переходники с наружной и внутренней резьбой или с фланцами, можно применять рымы для строповки различных грузов (деталей, узлов и оборудования). При зацепке за рымы нужно учитывать угол между натянутыми ветвями стропа, число рымов и ветвей, так как при большом угле наклона ветвей возникают большие усилия на рымы.
В случае отсутствия указаний о методе строповки за рымы, стропы следует располагать только вертикально. Погнутые рымы или с сорванной резьбой применению не подлежат.
Технические требования.
Рым-болты изготовливаются из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой с последующим отжигом или нормализацией и выбирают в зависимости от грузоподъемности. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия изготовителя металла.
Технические требования штампованным к поковкам — по ГОСТ 7505-89, класс точности II, степень сложности С3.
Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб до 1 мм — под рым-болты с резьбой М8 — М12; не более половины шага резьбы — под рым-болты с резьбой свыше М12.
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73.
То же с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием) толщиной 9 мкм: Рым-болт М100 х 6.019 ГОСТ 4751-73.
Грузоподъемность рым-болтов
Таблица 4. Грузоподъемность рым-болтов.
Твердость нормализованных рым-болтов
Таблица 5. Твердость НВ рым-болтов .
При подъеме груза направление стропов под углом от вертикальной оси рым-болта свыше 45 ° не допускается.
При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков.
Заварка или заделка дефектов не допускается. Рым болт после штамповки или ковки должен быть нормализован и очищен от окалины.
Проконсультироваться по вопросам других типов изделий и полный перечень продукции вы можете узнать у наших менеджеров.
- Рым-болт по DIN 580
- Рым-гайки по DIN 582
Особенности применения
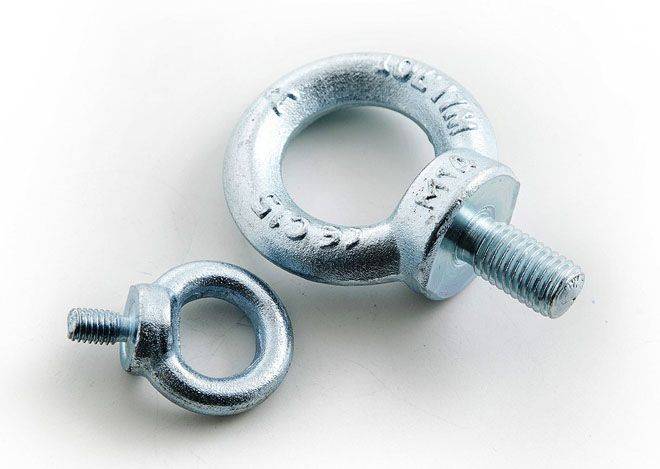
Изделия представляют собой штампованные (кованые) болты с кольцом в верхней части и являются резьбовыми точками крепления при монтаже оборудования, металлоконструкций различной массы. Рым-болты ввинчиваются и фиксируются в теле поднимаемого груза и служат надежным крепежом при его подъеме и перемещении к месту хранения или монтажа.
Для предохранения от коррозии поверхность изделий из углеродистой стали защищена оцинкованным покрытием толщиной 6–9 мм.
Рым-крепежи не рассчитаны на постоянные динамические нагрузки и могут использоваться только в целях выполнения монтажных операций, в том числе, в сферах:
- строительства, при производстве высотных работ с подъемом грузов на высоту и с фиксацией их в установленном месте;
- эксплуатации автотранспорта для транспортировки и эвакуации поврежденных или вышедших из строя автомобилей;
- возведения временных объектов с применением растяжки и крепления купольных и рекламных конструкций.
Основные характеристики: рым болты ГОСТ 4751 73
Рым-болты – это изделия, изготовленные в виде кольца, соединенного с металлическим основанием, которое имеет форму стержня с нарезанной резьбой. Резьба – для крепежа к другим деталям или конструкциям.
Такое изделия, не понаслышке знают люди, которые занимаются такелажными работами, оно обеспечивает очень надежное крепление соединяемых элементов. Изготавливают рым болты гост 4751 73 из стали с небольшим количеством углерода (процентное количество углерода не больше 0,40 %) из легированной стали (повышают прочность изделия). Для эксплуатации в условиях высокой влажности – на кораблях, к примеру – они подвержены оцинковке.
Оцинковка – это покрытие основания металла слоем цинка. Цинк, который имеет уникальную возможность образовывать прочные оксиды, защищает металлическое основание от окисления, так как цинковая оксидная пленка на стали не пропускает к металлу кислород, довольно прочная и, соответственно, защищает от коррозии.
За счет простейшей конструкции этот болт – довольно распространенное изделие, так как это крепление универсально, и может использоваться для растяжки и крепления разных грузов.