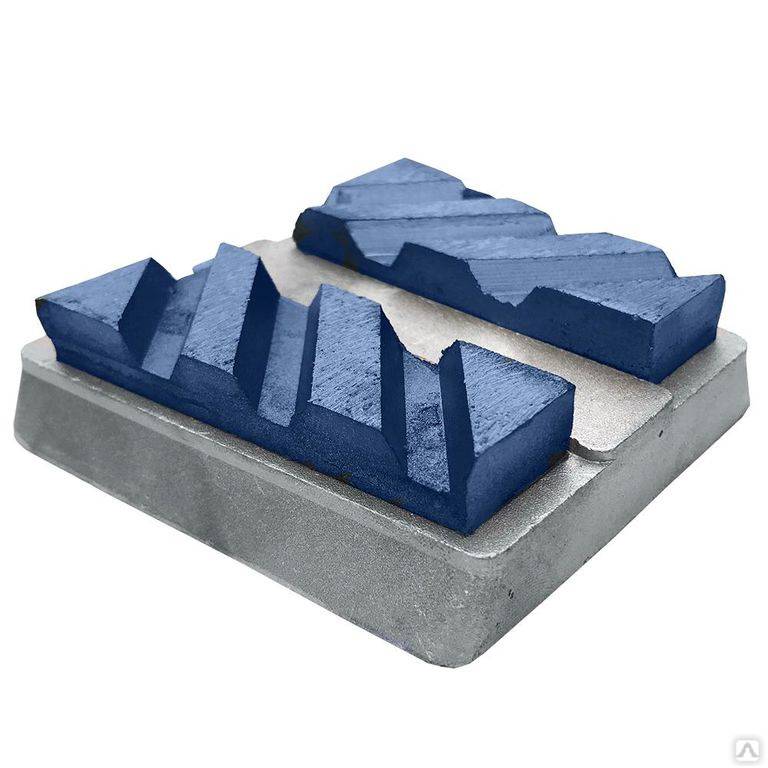
Что такое франкфурты

Алмаз – в силу максимальной твердости, наиболее часто используемый сегодня абразивный материал для полировки твердых покрытий. Дело в том что современные требования строительства предусматривают абсолютную гладкость каменных и бетонных полов, дорожных покрытий, прочих поверхностей, а темпы заставляют добиваться этого в кратчайший срок. Чтобы добиться этого, и используют алмаз в качестве шлифовального сегмента для комплектующих разных моделей шлифовальных машин.
Сейчас в России и на территории большинства стран восточной Европы используют обычно два вида таких машин: «СО-. » и «Сплитстоун GM». Для первых применяют алмазные фрезы. Для Сплитстоун же подходящим видом полирующе-обдирного сегмента является франкфурт. Итак, франкфурт – это инструмент для шлифовки мраморных, гранитных, даже бетонных полов и плоских поверхностей. По сути, франкфурт это аналог фрезы, и не только в современном понимании. Само название – своеобразное «алаверды», отсылка к немецкому городу, в котором в конце 19 века Карлом Кругом была создана компания DiscusWerke. Именно он был автором идеи, принципы которой отражены и сегодня. Суть идеи в том, что горизонтальное шлифование осуществляется с помощью сегментов различной формы в нижней части головки для шлифовки. В самом деле, франкфурт отличается от алмазной фрезы только формой и количеством алмазных сегментов: форма франкфурта трапециевидная.
Преимущества алмазных франкфуртов
Использование в строительных работах франкфуртов имеет много преимуществ, обусловленных уникальными характеристиками алмаза, выбранного в качестве абразивного элемента:
- Повышенная износостойкость
- Экономичность. Затраты на алмазные головки окупаются в течение короткого времени.
- Термоустойчивость. Эта характеристика делает франкфурты незаменимыми в условиях перманентно высоких температур в рабочих зонах.
- Высокая точность обработки и шлифования. При соответствующей настройке расположения алмазных сегментов на головке можно снимать очень тонкие слои камня.
- Отсутствие эффекта «забивания», благодаря монолитности алмаза.
- Возможность придания обрабатываемой поверхности требуемого заказчиком микрорельефа.
Чтобы добиться максимального эффекта, франкфурты желательно использовать в процессе «мокрой» обработки. Особенно сильно положительные качества алмаза проявляются при мокром шлифовании бетона. Шлифовка или полировка называется мокрой, если между абразивом и поверхностью есть промежуточный слой, чаще всего – вода.
Разновидности франкфуртов
Франкфурты алмазные для шлифовальных машин GM Сплитстоун делятся на группы согласно разным классификаторам. По модели и стоимости выделяют три класса комплектации, каждый комплект для GM 245 состоит из 6 единиц:
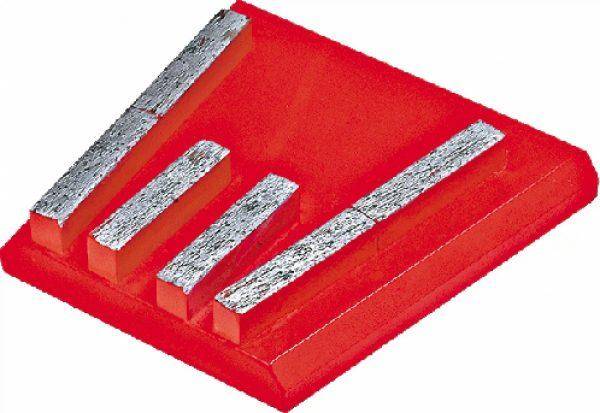
- Econom (GM 122) – три головки, на каждой только 3 сегмента. Вследствие этого, ниже такие параметры, как производительность и ресурс. Но низкая цена компенсирует эти недостатки.
- Optimum (GM 245)
- Premium (GM 245).
Все эти варианты определены для алмазных приспособлений для обработки бетона. Также франкфурты классифицируют по типу обработки:
- Шлифовальные
- Полировальные
- Обдирочные
Такие фрезы позволяют проводить как грубую шлифовку, так и чистовое полирование покрытий. Назначение определяется зернистостью. Производят 7 типов франкфуртов, отличающихся рабочим ресурсом, результатом работы и классом зернистости.
Алмазные фрезы для мозаично-шлифовальных машин GM типов:
- Переход 000: для обработки прочных поверхностей и снятия полимерных клеев. Кластерная система зернистости, для обработки гладкого пола
- Переход 00: для грубой шлифовки и выравнивания. Ресурс 1800/900 м2, зернистость 1600/1250. В итоге ровный пол, пригодный для дальнейшей обработки, шероховатость 0,95мм
- Переход 0: шлифование «молочка» и слабых слоев бетона. 1000/500; зернистость 630/315. Результат – относительно ровное покрытие с шероховатостью 0,32.
- Переход 1: для выглаживания; 1000/1000; 315/250; шероховатость – 0,2 мм
- и так далее.
Развитие франкфуртов
Инженерная мысль не стоит на месте, сегодня работа франкфуртов оптимизируется. Например, использование технологии конгрегации снижает себестоимость изделий. Мелкие алмазы склеиваются в более крупные, при этом прочность не страдает, а качество съема улучшается.
Типы шлифовальных машин
Функциональность и область назначения шлифовальной машины во многом определяется принадлежностью модели к тому или иному типу конструкции. На сегодняшний день шлифовальные машины подразделяются на:

1. Угловые – используются для резки, грубой обработки или зачистки металла, бетона, камня и прочих твердых материалов. Небольшие габариты углошлифовальных машин позволяют качественно выполнить работу в труднодоступных местах (за стояками, под батареями). Агрегаты, не оснащенные системой, позволяющей корректировать частоту вращения круга, хорошо справляются с резкой твердых материалов, однако предназначены лишь для некоторых видов шлифовки. Отдельные модели оснащаются функцией автобалансировки диска, исключающей вибрацию инструмента, которая возникает при неравномерном изнашивании расходного материала.

2. Ленточные — используются для грубой обработки или зачистки твердых оснований с не очень плотной структурой перед дальнейшими работами. В качестве расходного материала выступает лента из крупнозернистой наждачной бумаги, что делает нецелесообразным применение шлифовальных машин ленточного типа при обработке бетонных поверхностей большой площади.
3. Вибрационные – характеризуются хорошей маневренностью прибора, небольшим весом, а также приемлемой стоимостью расходных материалов. В большинстве случаев, виброшлифовальные машины применяются при обработке небольших площадей перед финишной отделкой. Обработка бетонной поверхности осуществляется за счет возвратно-поступательного движения плоской рабочей поверхности. Крепеж расходного материала в машинах вибрационного вида происходит посредством липучки либо специальных зажимных устройств. Крепление расходного материала с помощью липучки относительно дорогостоящий вариант, но значительно сокращает время на его замену в процессе использования. Фиксация расходного материала посредством зажимов, хоть и занимает некоторое время, но подобрать замену намного проще, чем на липучке.

Разновидностью вибрационных приборов являются дельта-шлифовальные машины, рабочая подошва которых выполняется в виде утюга, выступая за пределы корпуса, что способствует обработке поверхностей в труднодоступных местах.

4. Орбитальные (эксцентриковые) – шлифовка бетона происходит за счет кругового движения рабочего диска, а также возвратно-поступательного хода, обеспечиваемого смещением орбиты на 2-6 мм. При этом наибольший ход эксцентрика используется для грубой обработки бетонных оснований, в то время как малая амплитуда колебаний предназначена для более тонкой работы. В дорогих моделях присутствует функция корректировки хода эксцентрика. Фиксация расходных материалов осуществляется аналогично машинам вибрационного типа. Орбитально-эксцентриковые машины выпускаются различной мощности, что облегчает выбор прибора как для быта, так и для осуществления профессиональных работ. Практически во всех моделях машин предусмотрено гашение вибрационного воздействия на организм путем включения в устройство стабилизатора вибрации. Однако обработка углов помещения и прочих труднодоступных мест такого типа машинами невозможна, поскольку в качестве расходного материала применяются круглые диски. В большинстве случаев, различные модели приборов оснащаются мешком для сбора пыли с возможностью подключения пылесоса.
5. Мозаично-шлифовальные машины по бетону — предназначены для осуществления операций по шлифовке, выравниванию, а также полировке монолитного основания из обычного, декоративного либо армированного бетона. Мозаично-шлифовальные агрегаты применяются для первоначальной подготовки поверхности пола, стен к нанесению на них защитного покрытия. Машины мозаичного вида относятся к наиболее дорогой категории шлифовальных устройств, поскольку применяются для выполнения работ более тонкого характера. Относительно прочих видов шлифовальных устройств по бетону, детали мозаичных машин лучше защищены от пыли, а некоторые модели сразу оснащены пылесосом. Однако все преимущества мозаичных конструкций сказываются как на высокой стоимости самих машин, так и сопутствующих им расходных материалов, в качестве которых выступают чаши, имеющие твердосплавные элементы либо алмазные сегменты, алмазные фрезы, а также абразивные сегменты.

Таким образом, при выборе типа шлифовальной машины стоит оценить необходимость наличия различных функций, увеличивающих стоимость машины, возможность крепления разного типа расходных материалов посредством которых бетонная поверхность приобретает различную степень гладкости, а также ряда других критериев, влияющих на производительность машины.
Лучшие марки
Признанным лидером в производстве франкфуртов является «Сплитстоун», причем компания параллельно производит и разнообразные шлифовальные машины. Для выпуска фрез применяется технология спекания мелких алмазов, что дает возможность уменьшить себестоимость и снизить цену на конечный продукт. Инструменты «Сплитстоун» гарантируют однородное снятие тонкого слоя с обрабатываемой поверхности, поэтому качество работ будет очень высоким. Даже при резкой смене высот на основании отрыв сегмента от площадки франкфурта исключен, что связано с использованием специальных упругих подложек. Самыми популярными франкфуртами марки являются:
- Professional — для грубой обработки и первичного шлифования полов из бетона, полимеров, для работы с асфальтом;
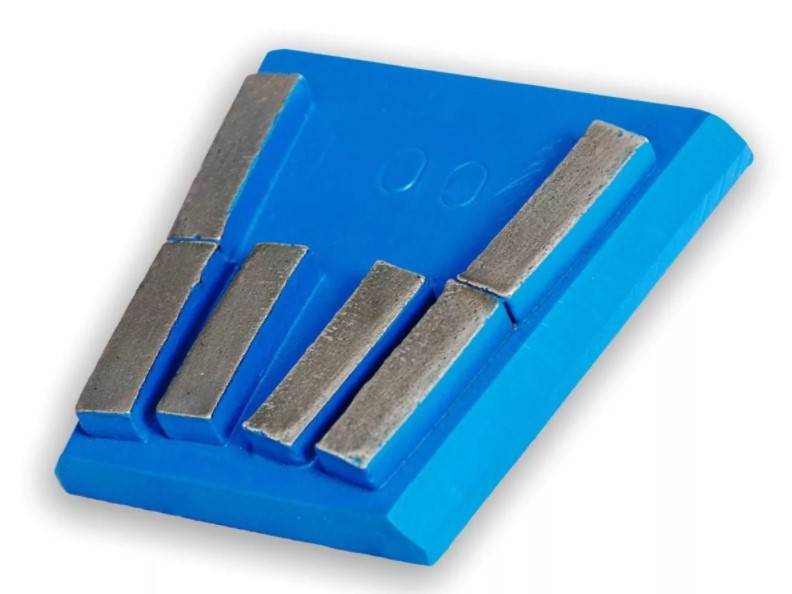
- PSD — многосегментные изделия для снятия мягкого слоя с напольного покрытия, удаления эпоксидки, клея, краски, загрязнений с каменного и бетонного основания.
 Шлифовальная машина Сплитстоун
Шлифовальная машина Сплитстоун
Стоимость изделий данной марки составляет от 1100 до 4900 рублей.
«Алатон»
Завод алмазного инструмента «Алатон» выпускает алмазные франкфурты с сегментами «Циркон», которые подходят для различных мозаично-шлифовальных машин. Они используются для придания покрытию идеальной гладкости и выполнения последних этапов шлифования.

«Адель»
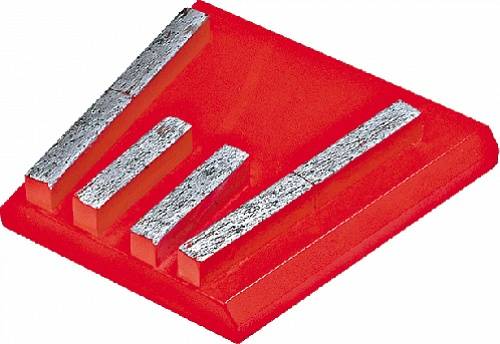
Компания производит франкфурты PCD «Коготь» для машин типа «МИСОМ» и GM. Они позволяют снять бугры, наплывы, клей и краску, работают с бетоном и полимерными основаниями. Продукция создается из высококачественной стали, а алмазные сегменты практически не истираются и не требуют регулярной замены. Обработка осуществляется с применением воды и сухим способом. Также «Адель» представляет на рынке франкфурты марки PCD «Лезвие» для шлифования бетона низких марок (М100-М300), которые не годятся для работы с прочными покрытиями ввиду усиленного износа.
 Франкфурт обдирочный Адель
Франкфурт обдирочный Адель
CO (Южная Корея)
Инструменты EPM-4 от корейского производителя подходят для шлифовальных машин МИСОМ СО-307, СО-313.1. Их ресурс составляет не менее 250-300 кв. м при различной зернистости. В ассортименте есть модели для свежего и сверхпрочного бетона.
 Мозаично-шлифовальная машина МИСОМ СО-307М
Мозаично-шлифовальная машина МИСОМ СО-307М
СО «АГРЕССИВ»
Российская продукция для шлифования подходит для работы с гранитом, мрамором, бетоном, мозаичными полами, искусственным камнем. Франкфурты этой марки эффективны для снятия старых покрытий, наплывов, удаления царапин и прочих дефектов.
 Фреза алмазная шлифовальная Агрессив-1000
Фреза алмазная шлифовальная Агрессив-1000
Франкфурты шлифовальные
При аренде шлифовальной машины по бетону, которые используют франкфурты в качестве шлифовального инструмента – рекомендуем вам использовать наши франкфурты производства фирмы Splitstone.
Чем наши франкфурты лучше других. Их отличает высокая производительность, стойкость к неровностям, и высокая износостойкость.
Для правильного подбора франкфуртов обратитесь к нашим специалистам – тел. (812) 385-25-27
| Цвет круга и этикетки | |||||||
| Уровень качества | профессионал | профессионал | премиум | премиум | премиум | супер | |
премиум | премиум | ||||||
| Условия применения | |||||||
Гранит | Бетон | Асфальт 0 | Бетон 0 | Гранит 0 | Гранит 1-5 | ||
| Гранит 4-5 класса | 100 | 75 | 20 | 40 | 80 | 200 | |
| Гранит 3-4 класса | 125 | 100 | 30 | 50 | 100 | 300 | |
| Гранит 1-2 кл.мрамор, доломит | 700 | 750 | 300 | 400 | 500 | 1000 | |
| Бетон | 125 | 150 | 100 | 70 | 30 | 50 | |
| Асфальт | 75 | 150 | 150 | 70 | 10 | 20 | |
* Цифрами указан ресурс инструмента на конкретном материале в кв.м. на 1 мм глубины для 1 шт.
| * кв.м. |






Технология применения:
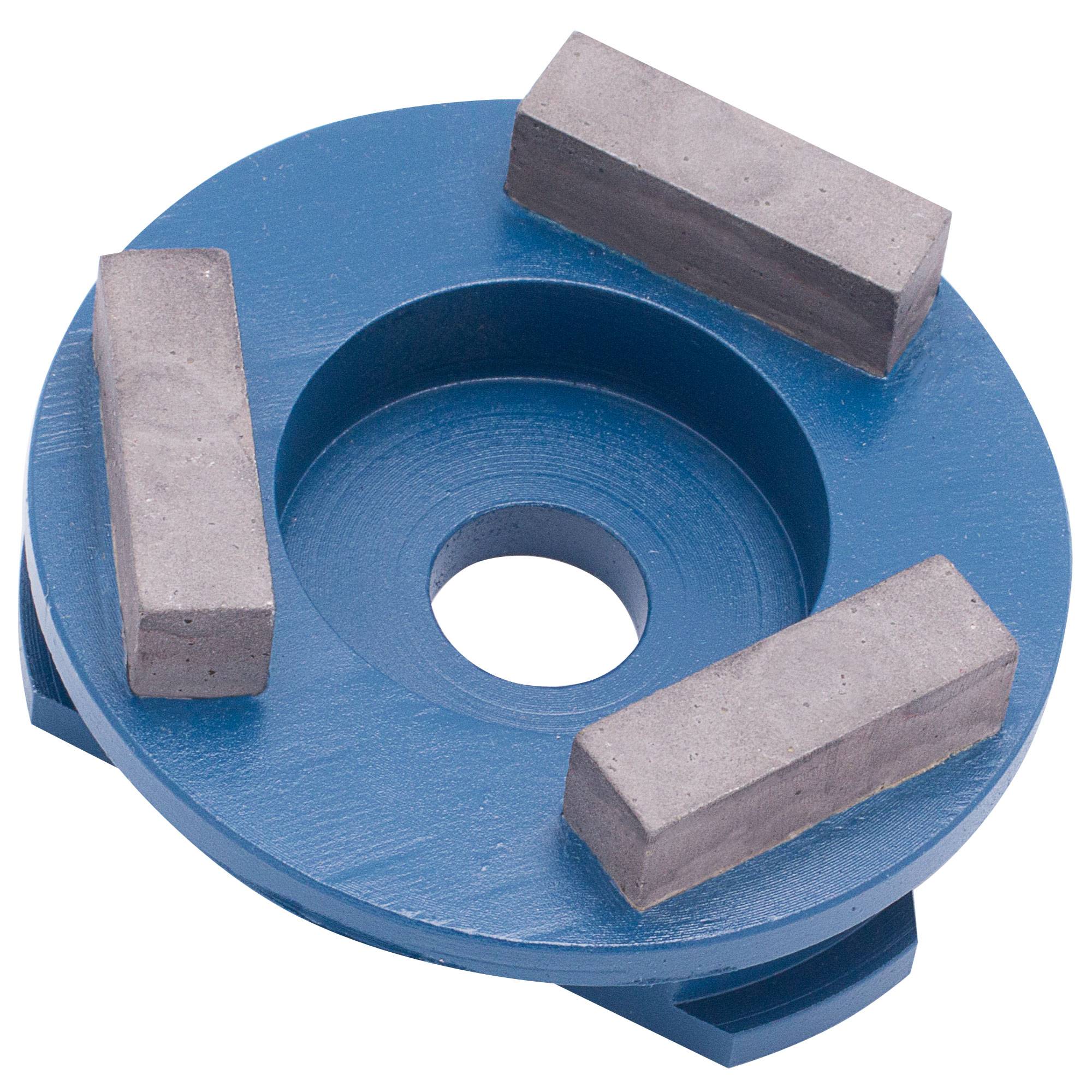
Франкфурт шлифовальный N000 (бетон мокрое шлиф. Premium TS 40x8x12x6 (1600), где
- ·40 – длина сегмента, 8 – ширина сегмента, 12 – высота сегмента, 6 – кол-во сегментов на 1 франкфурте, 1600 – размер зерна
- ·Ресурс комплекта из 6 шт. составляет от 1500 до 2000 м2. при съёме бетона 1 мм
Основу составляют спёки нескольких мелких алмазов, что даёт возможность крупное зерно по приемлемой стоимости
Предназначен для агрессивного съёма и выравнивания бетона, обладает высокой производительностью и ресурсом.
Применяется для выравнивания больших перепадов, наплывов, рекомендуется для выравнивания с последующей заливкой полимером, так как оставляет на бетоне глубокие царапины, что способствует лучшей агдезии бетона и полимера. Также предназначен для съёма не слишком твёрдых видов полимера.
Рекомендуемые бетоны не выше М400.
Франкфурт шлифовальный N00 бетон мокрое шлиф. Premium TS 40x8x12x6 (800/630) #20, где
- ·40 – длина сегмента, 8 – ширина сегмента, 12 – высота сегмента, 6 – кол-во сегментов на 1 франкфурте, 800/630– размер зерна
- ·Ресурс комплекта из 6 шт. составляет от 700 до 1000 м2. при съёме бетона 1 мм
Основу составляет природный алмаз.
Предназначен для агрессивного съёма и выравнивания бетона, обладает повышенной производительностью и ресурсом.
Применяется для выравнивания перепадов, наплывов, рекомендуется для выравнивания с последующей заливкой полимером, так как оставляет на бетоне глубокие царапины, что способствует лучшей агдезии бетона и полимера.
Франкфурт шлифовальный N0 (бетон мокрое шлиф. Premium TS 40x8x12x6 (500/400), где
- ·40 – длина сегмента, 8 – ширина сегмента, 12 – высота сегмента, 6 – кол-во сегментов на 1 франкфурте, 500/400– размер зерна
- ·Ресурс комплекта из 6 шт. составляет от 400 до 1000 м2. при съёме бетона 1 мм
Основу составляет природный алмаз.
Предназначен для съёма и выравнивания небольших перепадах бетона, обладает повышенной производительностью (в зависимости от связки и состава бетона) и ресурсом (в зависимости от высоты ал.слоя сегмента, бывает 8, 10 и 12 мм.)
Рекомендуется для выравнивания свежезалитых полов и снятия цементного молочка.
Рекомендуется применять после обработки №№ 000 и 00 для уменьшения кол-ва и глубины царапин (рекомендуется если пол далее ничем не покрывается, а также при устройстве полированных бетонных полов с пропиткой химией).
Франкфурт шлифовальный N1 (бетон мокрое шлиф. Premium TS 40x8x12x6 (315/250), где
- ·40 – длина сегмента, 8 – ширина сегмента, 12 – высота сегмента, 6 – кол-во сегментов на 1 франкфурте, 315/250– размер зерна
- ·Ресурс комплекта из 6 шт. составляет от 600 до 1000 м2. при съёме бетона 1 мм
Основу составляет природный алмаз.
Финишная обработка бетонного пола, при условии что он в дальнейшем не будет пропитываться химией и полироваться.
Предназначен для заглаживания царапин и мелких изъянов после прохождения №0.
Дальнейшее шлифование и полирование целесообразно только при дальнейшей пропитке бетонного пола специальной химией и устройстве полированного бетонного пола.
Аренда машинки для шлифовки бетона франфуртами см здесь (380В) и здесь (220В).
Технология шлифовки
Машинному шлифованию подлежат прочные прикрепленные к основанию бетонные стяжки (от М150 до М300), высота которых больше 3 см. Перепад высот ямка – бугорок должен быть в пределах 5 мм. Если это не соблюдено, то следует подготовить поверхность. Предварительную обработку делают на пятый день после заливки стяжки. Окончательную шлифовку осуществляют через 30 суток после заливки.
Процесс шлифования бетона.
Абразивные инструменты работают как в мокрой, так и в сухой среде. «Мокрый» процесс предполагает непрерывную подачу воды в зону шлифования, что продлевает ресурс фрез и сегментов с крупным абразивом, снижает образование пыли. Вместе с тем поверхность получает степень гладкости как при полировке. «Сухой» процесс сопровождается пылеобразованием. Однако, оператор после визуального контроля имеет возможность оперативно устранять огрехи.
Пыль от рабочей зоны отводится пылесосом. Используются сегменты с напылением алмаза. По завершении работ бетон готов к финишной отделке. Количество проводимых шлифовальных операций (от 3 до 15) зависит от конечных требований к качеству поверхности. Для достижения результата задействуются абразивы разной зернистости.
Глубина обработки может составлять 5 — 7 мм. Перед начальной шлифовкой бетон обрабатывают упрочнителем, который закрывает поры в материале, а затем применяют диски с зернистостью 40. Последующее шлифование дисками с напылением алмаза зернистостью 400 повышает способность поверхности выдерживать значительные нагрузки. Ускоренную смену рабочих дисков облегчает крепление «франкфурт».
Такая поверхность уже готова к завершающему полимерному покрытию. Идеально гладкой она становится после обработки дисками с зернистостью 1500 — 3000. После шлифования бетон обрабатывается пропитками, увеличивающими сопротивление механическим нагрузкам (до полного впитывания). Шлифованная идеально ровная поверхность имеет верхний слой с высокой адгезией для последующего нанесения покрытия или полировки.
Расходный материал для болгарок
Поскольку качество работы напрямую зависит от используемых кругов и чашек для инструмента, выбирать их нужно внимательно. Существуют чашки, франкфурты и круги для шлифовки бетона, которые используются на разных этапах обработки пола.
Круги или диски
Планшайбы с алмазной крошкой используют для удаления верхнего слоя бетона. В зависимости от материала обработки, выбирают размер зерна на диске.
Черепашки – прозваны так за ячеистый рисунок на круге. Для них используют самую мелкую крошку с полимерами, поэтому они применяются для окончательной полировки пола. Удобно и быстро меняются.
Шлифовальные чашки
Чашки – это насадки на болгарку для шлифовки бетона, выполненные в виде кругов с утопленным центром. Применяются, когда требуется снять большую толщину бетона. Исходя их этого, они классифицируются в зависимости от поставленных перед мастером задач. Например, чаши с двойным сегментом принято использовать, снимая верхние слои бетона. С квадратными – для предварительной обработки, если нужно срезать большие куски материала. Или бумеранги – для конечной полировки пола.
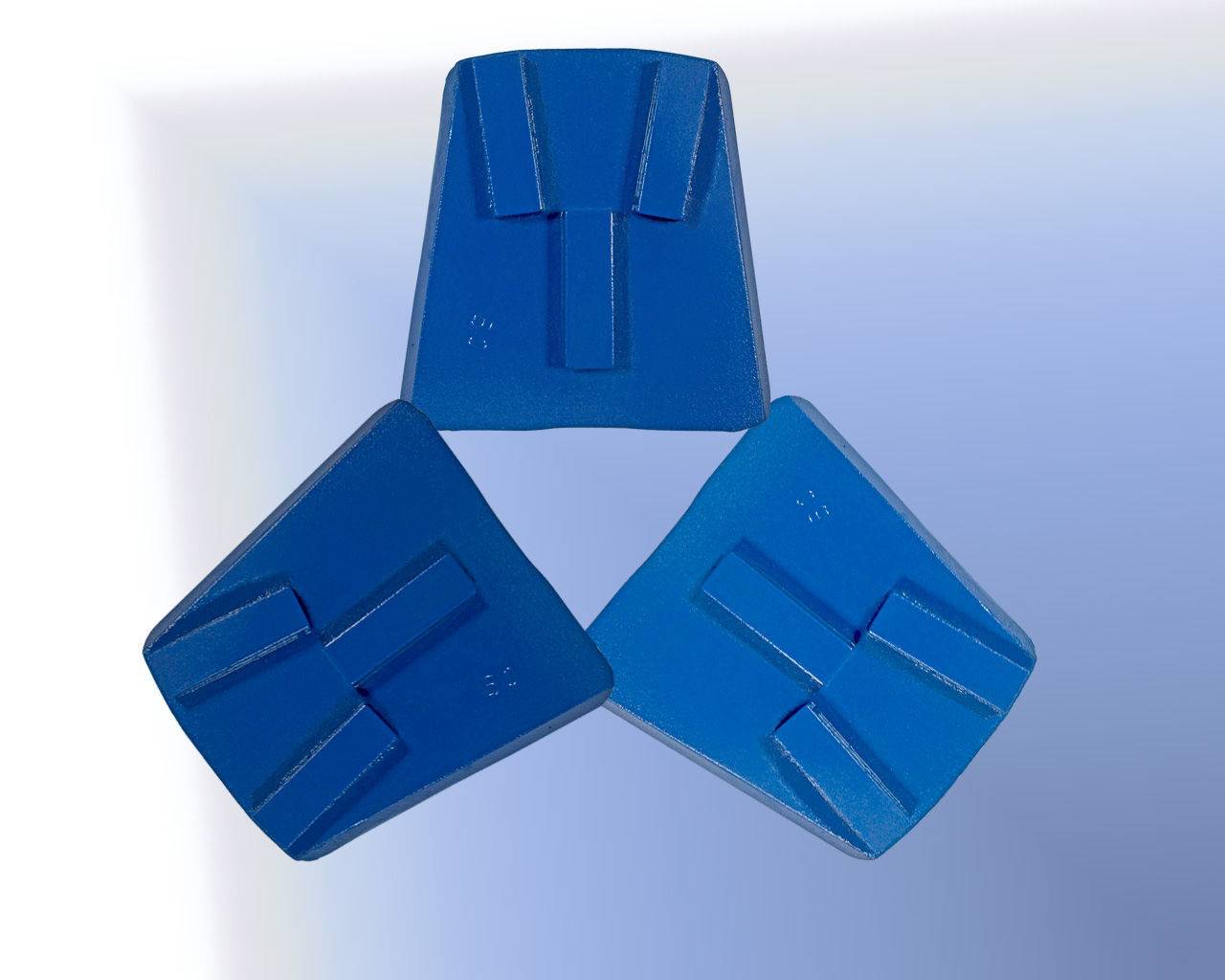
Франкфурты
При необходимости придать полу идеальную гладкость используют трапециевидные франкфурты. Это специальные насадки для шлифовки бетона, обладающие наждачной основой. В зависимости от их размеров, можно добиваться разных эффектов.
Кратко о технологиях шлифования полов
Столь необычному названию инструмент для плоскостного шлифования обязан немецкой фирме DiskusWerke, основанной Карлом Кругом во Франкфурте на Майне. С тех пор, вот уже, на протяжении более 100 лет, значительная часть производственников использует базовые принципы горизонтального шлифования поверхностей при помощи различных по форме сегментов, размещаемых на нижней плоскости шлифовальной головки.
Процесс шлифования полов различают по следующим факторам:
- наличию или отсутствию промежуточной среды между инструментом и покрытием;
- если она есть, (обычно это вода), то шлифование называют мокрым, при её отсутствии – сухим;
- по материалу шлифовальных сегментов. Они могут быть изготовлены из эластичных полимеров, металла, твёрдого сплава или технических алмазов;
- по направлению вращения сегментов шлифовальной головки – в одну или в противоположные стороны;
- по точности обработки – предварительное или окончательное шлифование (полирование).

В качестве основного оборудования, используются мозаично-шлифовальные машины различного исполнения и конструктивной компоновки. Они могут быть ручными, с бензиновым или с электроприводом перемещения по обрабатываемой поверхности, иметь различное количество шлифовальных головок (две или три), выделяться способом их привода (электрическим или гидравлическим).
Пример маркировки отечественного оборудования: СО — 327Ф (трёхзначное число обозначает диаметр шлифовального круга в мм, под франкфурты). Маркировка соответствующих машин от фирмы Splitstone содержит аббревиатуру GR, например, GR-122 (G — grinder, M – machine, 122 – порядковый номер модели).

Технология шлифовки
Машинному шлифованию подлежат прочные прикрепленные к основанию бетонные стяжки (от М150 до М300), высота которых больше 3 см. Перепад высот ямка – бугорок должен быть в пределах 5 мм. Если это не соблюдено, то следует подготовить поверхность. Предварительную обработку делают на пятый день после заливки стяжки. Окончательную шлифовку осуществляют через 30 суток после заливки.
Процесс шлифования бетона.
Абразивные инструменты работают как в мокрой, так и в сухой среде. «Мокрый» процесс предполагает непрерывную подачу воды в зону шлифования, что продлевает ресурс фрез и сегментов с крупным абразивом, снижает образование пыли. Вместе с тем поверхность получает степень гладкости как при полировке. «Сухой» процесс сопровождается пылеобразованием. Однако, оператор после визуального контроля имеет возможность оперативно устранять огрехи.
Пыль от рабочей зоны отводится пылесосом. Используются сегменты с напылением алмаза. По завершении работ бетон готов к финишной отделке. Количество проводимых шлифовальных операций (от 3 до 15) зависит от конечных требований к качеству поверхности. Для достижения результата задействуются абразивы разной зернистости.
Глубина обработки может составлять 5 — 7 мм. Перед начальной шлифовкой бетон обрабатывают упрочнителем, который закрывает поры в материале, а затем применяют диски с зернистостью 40. Последующее шлифование дисками с напылением алмаза зернистостью 400 повышает способность поверхности выдерживать значительные нагрузки. Ускоренную смену рабочих дисков облегчает крепление «франкфурт».
Такая поверхность уже готова к завершающему полимерному покрытию. Идеально гладкой она становится после обработки дисками с зернистостью 1500 — 3000. После шлифования бетон обрабатывается пропитками, увеличивающими сопротивление механическим нагрузкам (до полного впитывания). Шлифованная идеально ровная поверхность имеет верхний слой с высокой адгезией для последующего нанесения покрытия или полировки.
Глубинное шлифование
Традиционно шлифовка ассоциировалась с небольшими объемами работ по удалению металла и тонкой чистовой обработке. Однако этот процесс также может использоваться для крупномасштабных операций по удалению металла, аналогично измельчению, протяжке.
При таком шлифовании, разработанном в конце 1950-х годов, глубина резания диска достигает 63,5 сантиметра, а скорость заготовки низкая.
Такой тип шлифования может быть экономичным для специальных применений, таких как шлифование профилированных пуансонов, спирально-сверленных канавок и различных сложных деталей из суперсплавов.
Диск выравнивается в соответствии с формой обрабатываемой детали. Хотя обычно достаточно одного прохода, для улучшения качества поверхности может потребоваться второй проход.







Абразивная обработка ленточным транспортером — абразивные материалы с покрытием также используются в качестве ремней для высокоскоростного удаления материала. Ленточное шлифование стало важным производственным процессом, в некоторых случаях заменяющим традиционные операции шлифования, такие как шлифование распределительных валов.
Скорость движения ленты обычно находится в диапазоне от 700 до 1830 метров/мин. Станки для работы с абразивными лентами требуют надлежащей опоры ленты и жесткой конструкции для минимизации вибрации.
Гидравлические шлифовальные машины от производителя в ассортименте
Гидравлическая шлифовальная машина — профессиональный инструмент, предназначенный для чистки, шлифовки и полировки металла, обработки сварных швов, бетонных поверхностей. Отдельные модели оборудования могут применяться и для резки этих материалов.
В этом разделе каталога представлены модели собственной разработки компании «ТехСистема» и продукцию одного из лидеров в сфере гидравлического оборудования бренда STANLEY
Обратите внимание — купить шлифовальную машину от производителя вы сможете по наиболее выгодной цене без посреднических накруток
Какие модели вы сможете купить у нас
Предлагаем только те модели гидравлических шлифовальных машинок, по которым уже наработана успешная практика применения в металлообработке, производстве металлоконструкций, строительстве. В зависимости от сложности решаемых задач можете подобрать подходящий по стоимости и эксплуатационным характеристикам вариант:
- Работающие от маслостанций и насосов с производительностью в пределах 15-40 литров в минуту.
- Шлифовальные машины, которые можно подключить к оборудованию, обеспечивающему давление до 200 атмосфер.
- Модели инструмента, способные обеспечить различную скорость вращения шлифовального диска для работы с разными материалами.
Обратите внимание — наш инструмент из каталога может работать в комплекте со стандартными и чашечными дисками, щетками из металла и полимеров, войлочными и меховыми кругами. Сфера применения гидравлических шлифовальных машин практически неограниченна, такое оборудование можно применять даже во взрывоопасной атмосфере и других сложных условиях, в которых использование электроинструмента недопустимо
Гидравлические шлифовальные машины, разработанные специалистами НПП «ТехСистема», а также инструмент, выпускаемый под торговой маркой STANLEY, позволит решить задачи, связанные с зачисткой, шлифованием разных поверхностей в особо сложных условиях.
Звоните или оставляйте заявку на сайте прямо сейчас, обеспечим доставку по всей России.
У Вас появилась необходимость в покупке гидравлического инструмента?
Мы готовы изготовить:
Гидравлические станции различной мощности
Отбойные молотки, в том числе для подводных работ
Перфораторы, в том числе для подводных работ
Дрели и Гайковерты, в том числе для подводных работ
Шлифовальные машинки, в том числе для подводных работ
Дисковые и Цепные пилы, в том числе для подводных работ
Генераторы и Сварочные генераторы различной мощности
Вентиляторы различной производительности
Вращатели задвижек запорной арматуры
Ножницы
Технология шлифовки
Машинному шлифованию подлежат прочные прикрепленные к основанию бетонные стяжки (от М150 до М300), высота которых больше 3 см. Перепад высот ямка – бугорок должен быть в пределах 5 мм. Если это не соблюдено, то следует подготовить поверхность. Предварительную обработку делают на пятый день после заливки стяжки. Окончательную шлифовку осуществляют через 30 суток после заливки.
 Процесс шлифования бетона.
Процесс шлифования бетона.
Абразивные инструменты работают как в мокрой, так и в сухой среде. «Мокрый» процесс предполагает непрерывную подачу воды в зону шлифования, что продлевает ресурс фрез и сегментов с крупным абразивом, снижает образование пыли. Вместе с тем поверхность получает степень гладкости как при полировке. «Сухой» процесс сопровождается пылеобразованием. Однако, оператор после визуального контроля имеет возможность оперативно устранять огрехи.
Пыль от рабочей зоны отводится пылесосом. Используются сегменты с напылением алмаза. По завершении работ бетон готов к финишной отделке. Количество проводимых шлифовальных операций (от 3 до 15) зависит от конечных требований к качеству поверхности. Для достижения результата задействуются абразивы разной зернистости.
Глубина обработки может составлять 5 – 7 мм. Перед начальной шлифовкой бетон обрабатывают упрочнителем, который закрывает поры в материале, а затем применяют диски с зернистостью 40. Последующее шлифование дисками с напылением алмаза зернистостью 400 повышает способность поверхности выдерживать значительные нагрузки. Ускоренную смену рабочих дисков облегчает крепление «франкфурт».
Такая поверхность уже готова к завершающему полимерному покрытию. Идеально гладкой она становится после обработки дисками с зернистостью 1500 – 3000. После шлифования бетон обрабатывается пропитками, увеличивающими сопротивление механическим нагрузкам (до полного впитывания). Шлифованная идеально ровная поверхность имеет верхний слой с высокой адгезией для последующего нанесения покрытия или полировки.
Франкфурты шлифовальные для мозаично-шлифовальных машин СПЛИТСТОУН GM
Среди постоянных потребителей нашего шлифовального инструмента — исполнители работ с использованием ручного инструмента и мозаично-шлифовальных машин.
Шлифовальный инструмент представлен широкой гаммой инструмента для чернового и чистового шлифования и полирования изделий из природного камня – сегментными шлифовальными кругами и Турбо, эластичным инструментом на полимерной основе, фасонными фрезами.
Шлифование бетонных полов — операция, обычно выполняющаяся мозаично-шлифовальной машиной. Использование машин с алмазным инструментом позволяет добиться высокого качества работ и многократно увеличить производительность. Такой инструмент получил название «Франкфурт».
Франкфурты применяются для выравнивания поверхностей покрытий (выравнивание поверхностей после заливки полов, для устранения изношенных или дефектных участков, подготовки поверхности под нанесение клеевых или иных покрытий, в том числе для исключения необходимости изготовления цементной стяжки и т.п.
), задания требуемого микрорельефа поверхности покрытия, в том числе самовыравнивающегося, перешлифовки и переполировки покрытий из природного камня с получением необходимой фактурной обработки и требуемого качества полирования – от грубого шлифования до зеркальной полировки.
Компания СПЛИТСТОУН обладает запатентованной технологией производства шлифовальных франкфуртов.
Работа, которую производит алмазный шлифовальный инструмент, практически идентична работе отрезного алмазного инструмента, это превращение камня в пыль, только в разных плоскостях. Шлифование в горизонтальной, резание в вертикальной.
Для повышения производительности работы алмазного инструмента используют по возможности крупные алмазы, цена которых сравнительно велика. Поэтому вынуждены искать компромисс.
В последнее время технологии производства алмазов идут вперёд, что приводит к медленному понижению стоимости алмазов и постепенному повышению размеров используемых алмазов. Кроме того, появились технологии «спекания» поликристаллических алмазов, которые позволяют получать спеки больших размеров до 2 мм.
Прочность таких спеков несколько меньше монокристаллов, но тем не менее, близка к ним, что позволяет использовать их в большинстве материалов, за исключением самх твёрдых типа гранита. Например, при снятии полимерных покрытий с поверхности бетона такие спеки просто идеальны.
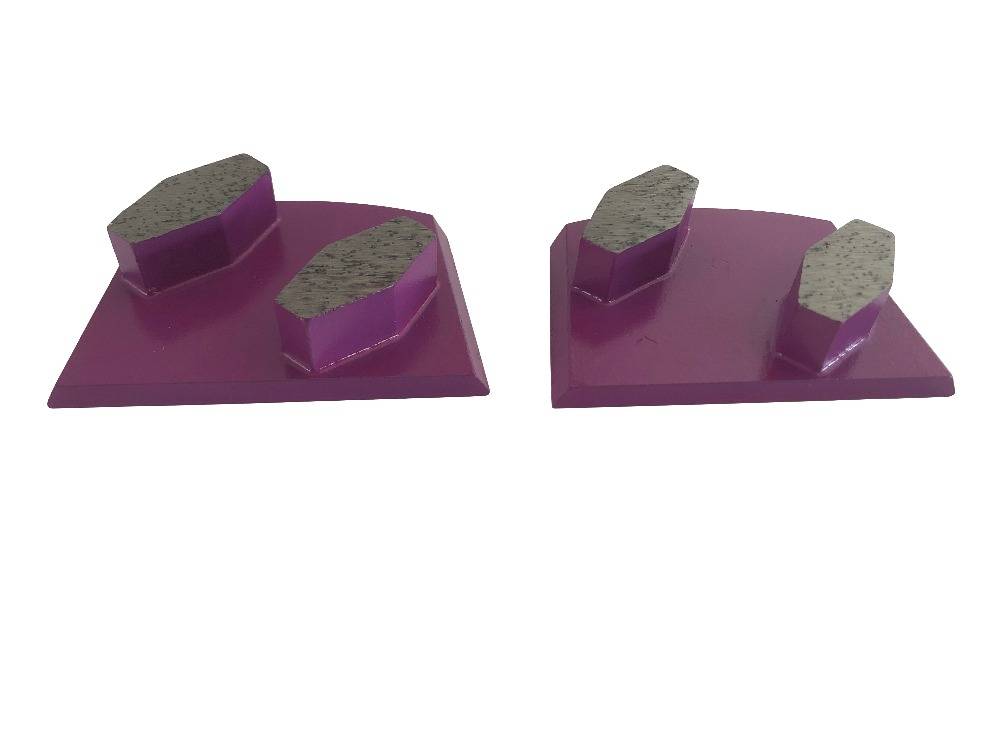
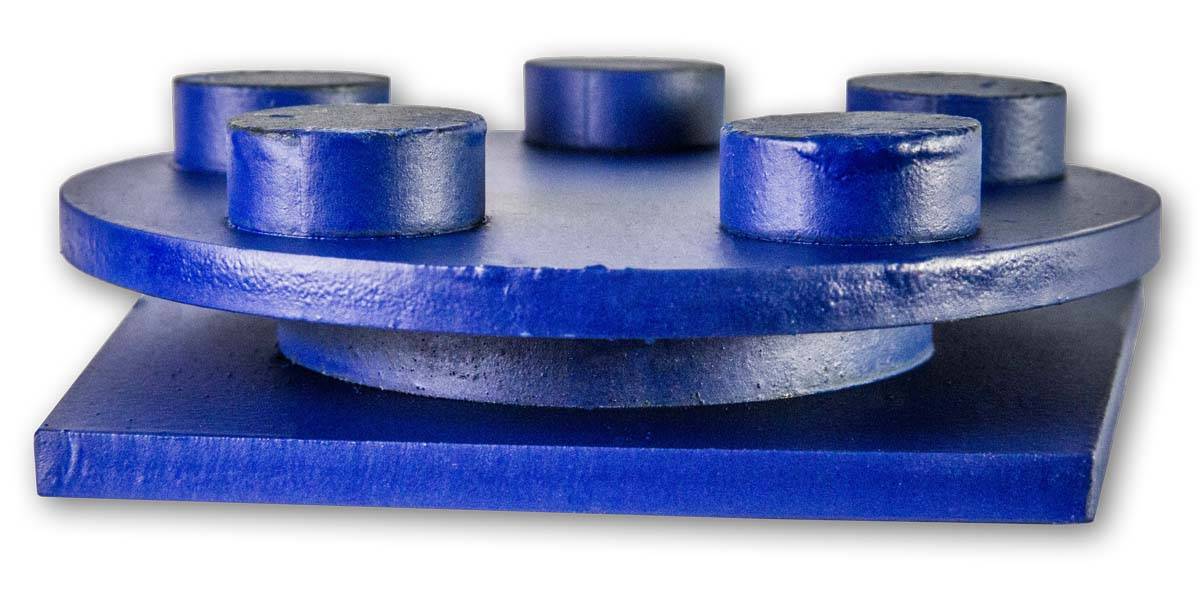
Франкфурты на упругой основе для мозаичных машин СПЛИТСТОУН — новинка
Обеспечивает целый ряд преимуществ:
- — Защита сегментов от отрыва при ударе.
- — Уменьшение износа сегментов от ударного вскрытия.
- — Повышение ресурса франкфурта до 2-3 раз при работе с бетонными и асфальтовыми поверхностями повышенной шероховатости и со сложным рельефом с перепадами 2-3 мм.
Обдирочные франкфурты для мозаичных машин СПЛИТСТОУН
Применяются для удаления свежего бетона, асфальта, полимерных покрытий. Правые и левые франкфурты класса Professional TS L/R D13x2PCD КЛЫКИ2
Набор (6 франкфуртов) одного номера при съеме 1мм. Высокий ресурс ~ 1500 кв.м, высокая производительность ~ 50 кв.м / час
Номер обработки №000 №000 №00 №0 №0 №0 №1 №1
Зернистость, мкм (800/630) (500/400) (500/400) (500/400) (315/250) (315/250)
Зернистость, mesh #20 #30 #30 #30 #50 #50
Длина сегмента (мм) 40 40 40 40 40 40 40 40
Ширина сегмента (мм) 8 8 8 8 10 8 8 8
Высота сегмента (мм) 12 10 12 12 10 10 12 10
Количество сегментов (шт) 6 6 6 6 6 6 6 6
Категория инструмента Premium Premium Premium Premium Premium Premium Premium Premium
Набор (6 франкфуртов) одного номера при съеме 1мм. Высокий ресурс ~ 250 кв.м, высокая производительность ~ 15 кв.м / час
Тенденции в развитии франкфуртов
В России признанным лидером в разработке форм и исполнений шлифовальных франкфуртов считается группа компаний Сплитстоун, занимающаяся производством не только инструмента, но и шлифовальных машин малой мощности. В результате основательных конструкторских разработок шлифовальные франкфурты по бетону от торговой марки Сплитстоун обрели следующие преимущества:
- Снижение себестоимости производства алмазного инструмента вследствие использования технологии спекания мелких алмазов в конгрегаты размерами до 2…3 мм. Стойкость и твёрдость шлифовальных сегментов при этом практически не снижаются, а однородность съёма поверхности увеличивается.
- Возможность самопроизвольной перешлифовки и выравнивания рабочей поверхности, что исключает преждевременную замену инструмента.
- Применение упругой подложки, которая уменьшает ударные нагрузки в начальный момент шлифования и исключает отрыв сегмента при резких изменениях в высоте шлифуемых участков.
Торговая марка Сплитстоун производит два вида франкфуртов для шлифовальных машин – правого и левого исполнения «Клык Professional» (которые предназначены для первичной обработки бетонных полов и снятия поверхностных покрытий), а также многосегментных PSD, основное назначение которых – снятие покрытий пониженной твёрдости и очистка поверхности от всевозможных загрязнений.

Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.