

Полировка
После шлифования, например, камня, металла (особенно нержавеющей стали) некоторые изделия необходимо привести к товарному виду, то есть довести до зеркального блеска. С помощью УШМ это можно сделать, применяя в качестве насадок круги из войлока, губок, поролона, меха, микрофибры и других подобных материалов (которых существует великое множество). Работают такие полировальные насадки совместно с наносимыми на поверхность обрабатываемой заготовки или непосредственно на круг полировальными пастами.
УШМ (болгарка) BOSCH GWS 13-125 CIE подходит для полировки. Фото 220Вольт
Полировальная паста (жидкая или твердая) – это многокомпонентная смесь, в основе которой находится абразивный материал и связующее вещество. Для такого тонкого процесса как полировка не следует применять (за редким исключением) высокую скорость вращения рабочей насадки, на малых оборотах оператор имеет значительно больше шансов не совершить ошибку. Поэтому для данного вида обработки применение болгарок с регулировкой оборотов имеет приоритетное значение.
УШМ с регулировкой оборотов казалось бы должно решить проблемы полировки лакокрасочного покрытия автомобилей. Однако здесь используются специальные полировальные машинки с оборотами значительно меньшими (около 600 об/мин), чем нижний предел регулирования частоты вращения у УШМ (около 2000 об/мин). Опытными пользователями болгарками на таких оборотах с большей степенью риска допустить прожог лакокрасочного покрытия можно заполировать лишь мелкие царапины. Убрать матовость или голограмму кузовного покрытия автомобиля с помощью УШМ даже не стоит браться, чтобы не нанести еще большего урона автомобилю.
Отличия от полировки
По некоторым параметрам рабочей операции шлифование и полировка пересекаются, но принципиальные задачи у них немного отличаются. Дело в том, что полировка реализуется с целью получения именно декоративного эффекта. Именно это обуславливает и особенность технической организации процесса. Полировочные мероприятия предполагают более точное и щадящее воздействие на материал. При этом в обработке металла или камня может сохраняться и высокая степень жесткости, которая и позволяет деформировать внешние слои на глубине микронов. Другое дело, что речь идет именно о минимальном вторжении в структуру поверхности, что зачастую исключает даже повреждение защитного слоя. В свою очередь, шлифование – это зачастую грубое снятие верхнего слоя, которое обеспечивается абразивами крупной фракции. Еще одним отличием является применение специальных абразивных паст и мастик в процессе полировки. Они помогают эффективнее реализовывать механическое воздействие на структуру материала, предотвращая риск чрезмерного повреждения заготовки.
Основные виды шлифовки
Шлифовка деталей может проходить при применении самых различных технологий. Наибольшее распространение получили следующие:
- Круглое шлифование металла.
- Изменение шероховатости внутренних поверхностей.
- Зубошлифование.
- Бесцентровая технология.
- Шлифование плоских поверхностей.
Кроме этого, классификация может проводится по типу применяемого материала при обработке. Для автоматизации процесса и снижения трудовых затрат используются специализированные станки. Встречаются модели и со встроенным блоком ЧПУ, который автоматизирует процесс и обеспечивает высокое качество получаемой поверхности.
Разница между шлифовкой и полировкой
Шлифование – это, по сути, очистка металла от задиров, окалины, старого слоя, доведение его формы и параметров до необходимых размеров. Полировка – это всегда окончательная обработка. Ее результат значительно тоньше и изящнее. Применяемый при этом метод (механический или химический) значения не имеет. Величина неровностей на полированной поверхности всегда будет мельче.
Шлифовка – это точный и трудоемкий процесс. Полировка – финишная работа для предания эстетического вида изделию. На производстве этим занимаются машины. В домашних условиях более-менее качественно можно сделать только полировку.
Шлифовальные работы
Выполним шлифовальные работы по металлу на заказ любой сложности в Москве и области от 1500 руб. за нормочас.
Шлифовка металла — механический способ высокоточной абразивной обработки деталей из материалов высокой твердости (сталей, чугуна, углеродистых сплавов) с целью достижения заданной точности и требуемой шероховатости поверхности. По сути, шлифовка является разновидностью резки металла абразивными частицами шлифовального инструмента, каждая из которых выполняет роль микрорезца, под воздействием которого происходит снятие частиц материала.
Шлифовка металла в большинстве случаев остается финишным этапом механической обработки изделий, однако в некоторых отраслях промышленности используется как предварительная технологическая операция перед полированием.
Стоимость шлифовальных работ
| Услуга | Стоимость нормочаса, руб. | Надбавка за срочность |
| Шлифовальные работы | 1500 | 15% |
В цену не включены амортизационные расходы на оборудование и инструмент, затраты на электроэнергию, сумма налогообложения основных фондов, стоимость материала и его доставки к участку металлообработки.

Шлифовка металла на ООО «Глебовский механический завод» осуществляется на станочном оборудовании высокого класса точности. Основным видом шлифовки, выполняемым на предприятии, является плоское шлифование поверхностей заготовок периферией шлифовального круга из материалов органического или синтетического происхождения (корунда, карборунда и т.д.).
Плоское шлифование металла рассматривается в качестве альтернативы плоскостному фрезерованию, как более производительная технологическая операция, отличающаяся повышенной точностью и меньшими усилиями резания.
Технологические возможности по шлифовке изделий
Имеющееся технологическое оборудование позволяет выполнять шлифование деталей на заказ с достигаемой величиной шероховатости поверхности твердых материалов Ra до 0,16 мкм.
В стандартной комплектации и с использованием дополнительных приспособлений, делительных механизмов и крепежной оснастки возможно выполнение следующих операций:
- горизонтальное шлифование плоских изделий периферией абразивного круга;
- обработка заготовок методами многопроходного врезного и глубинного шлифования, а также с прерывистой поперечной подачей;
- шлифовка плоскостей изделий, перпендикулярных зеркалу стола, торцевой частью абразивного инструмента с учетом конструктивных ограничений станка;
- шлифовка пазов и деталей линейного и фасонного профиля.
Основные технические характеристики плоскошлифовального станка 3Е711В представлены в таблице:
| Параметры и размерность | Значения |
| Класс точности | В (высокий) |
| Параметры для образца с размерами 380 х 120 х 80, мкм | |
| плоскостность | 4 |
| параллельность | 5 |
| шероховатость поверхности (Ra) | 0,16 |
| Наибольшая масса заготовки, кг | 220 |
| Максимальная скорость резания, м/с | 35 |
Внутреннее шлифование — Большая Энциклопедия Нефти и Газа, статья, страница 3
Внутреннее шлифование
Внутреннее шлифование применяют для получения высокой точности отверстий на заготовках, как правило, прошедших термическую обработку. Возможно шлифование сквозных, несквозных ( глухих), конических и фасонных отверстий. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше диаметр круга.
Внутреннее шлифование ( рис. 7) применяют при обработке точных отверстий в закаленных стальных деталях. Шлифовальный круг и заготовка совершают вращательное движение и дополнительно круг — возвратно-поступательное движение вдоль оси заготовки. По характеру круговой подачи станки подразделяют на обычные и планетарные.
Внутреннее шлифование применяют для окончательной обработки отверстий закаленных деталей или в тех случаях, когда невозможно применить другие, более производительные методы обработки. Оно осуществляется на внутришлифовальных станках и бесцентро-во-внутришлифовальных автоматах.
Внутреннее шлифование имеет свои технологические особенности.
Внутреннее шлифование дает чистоту поверхности 6 — 10-го классов и точность 2-го и даже 1-го класса в обычных производственных условиях.
Внутреннее шлифование — основной метод обработки отверстий у закаленных деталей, кроме того, применяется для обработки отверстий большого диаметра у незакаленных стальных и чугунных деталей.
Внутреннее шлифование дает хорошую чистоту поверхности в пределах от 6 до 10 класса и точность 2 класса и даже выше в обычных производственных условиях. Внутреннее шлифование применяют для обработки особо твердых поверхностей, для обработки отверстий у тонкостенных деталей и деталей со шпоночными и шлицевыми канавками.









Внутреннее шлифование обычно ведется с продольной подачей шлифовального круга, но может быть применена и поперечная подача. Главная трудность внутреннего шлифования вызывается тем, что диаметр шлифовального круга должен быть меньше обрабатываемого отверстия детали. Это приводит к уменьшению диаметра оправки шлифовального круга и снижению жесткости системы, следовательно, увеличению погрешностей размера детали. Для обеспечения высоких скоростей вращения шлифовального круга на станке устанавливается двигатель с приводом на шлифовальную оправку. Наименьший диаметр обрабатываемого отверстия при внутреннем шлифовании зависит от наименьшего доступного размера шлифовального круга, скорости двигателя и жесткости системы. Максимальный диаметр зависит от высоты центров станка. Данный метод позволяет обрабатывать отверстия диаметром от 0 7 мм до нескольких метров.
Внутреннее шлифование может осуществляться методом продольной и поперечной подач. При шлифовании с продольной подачей величина подачи не должна превышать 3 / 4 высоты круга за один оборот детали. Подача в направлении, перпендикулярном обрабатываемой поверхности, при этом осуществляется непрерывно или прерывисто на каждый одинарный или двойной ход стола.
Внутреннее шлифование обеспечивает 6 — 7 — й квалитет точности и шероховатость Ra 0 16 4 — 0 32 мкм. Отверстия в деталях типа втулок обычно шлифуют при закрепленной в патроне ( см. рис. III. Наиболее распространен первый способ. Он обеспечивает более высокую соосность обрабатываемого отверстия и наружной цилиндрической поверхности. Иго осуществляют на внутришлифовальных и универсально-шлифовальных станках. Наиболее производительны внутришли-фовальные станки-полуавтоматы.
Тонкое внутреннее шлифование осуществляют высокоскоростными внутришлифовальными головками с частотой вращения 50 — 150 тыс. об / мин. При плоском и круглом тонком шлифовании после нескольких рабочих ходов с поперечной подачей на глубину резания выполняется процесс выхаживания — 4 — 10 рабочих ходов осуществляются без подачи.
Внутреннее шлифование цилиндрических деталей производят на внутришлифовальных, планетарно-шлифовальных и бесцентровых станках.
Внутреннее шлифование цилиндрических деталей выполняют на внутришлифовальных, планетарпо-шлифовальных и бесцентровых станках.
Страницы: 1 2 3 4
www.ngpedia.ru
Характеристика и маркировка абразивного инструмента
В большинстве случаев при шлифовании металла применяется абразивный инструмент. Он представлен сочетанием большого количества зерен, которые связаны между собой специальной смазкой. Круг характеризуется следующими свойствами:
- Формой. Рабочая часть может изменяться в зависимости от того, какого рода поверхность будет обрабатываться.
- Размеры. Абразивный круг выбирается также по размерам в зависимости от габаритов обрабатываемой поверхности.
- Тип применяемого материала при изготовлении. Крошка может быть изготавливаться из крошки различной твердости. Большей устойчивостью к истиранию характеризуется алмазная крошка.
- Размер зерна. Для чистового шлифования металла выбирается круг с наименьшим размером зерна. Однако, с уменьшением зернистости увеличивается требуемое время для завершения обработки.
- Твердость поверхности. Этот параметр один из основных, указывается при маркировке.
- Размер посадочного отверстия. Он учитывается при подборе круга под характеристики станка.
Маркировка круга применяется для того, чтобы указать тип используемого материала при изготовлении. Электрокорунд – корунд искусственного происхождения на основе оксида алюминия. В продажу поступает несколько разновидностей круга:
- Нормальные 14А и 15А, 16А.
- Белый 22А, 23А и 24А.
- Хромистые 32А и 33А.
- Сферокорунд ЭС.
Могут применяться и карбид кремния. В продажу поступают два типа марок: черный и зеленый. Карбид бора маркируется буквами КБ. В последнее время наиболее востребованы варианты исполнения из синтетического алмаза, маркируются они АСР и АСО, АРВ и АРК.

Определение шлифования и его назначение
Шлифование – это один из видов обработки поверхности разнообразных материалов:
- древесина;
- металл;
- стекло;
- камень.
Оно подразумевает выполнение множества операций, применяемых в строительной и ремонтной сфере, на столярном и металлургическом производстве. Основной метод работы — резание, при этом припуск на обработку заготовки снимают при помощи абразивных элементов. Они крепятся на портативных ручных аппаратах, на напольных установках. Такие устройства универсальны в использовании и подходят для мелкого домашнего ремонта или масштабныхпромышленных потребностей.
Шлифовальные круги представляют собой диск, на который нанесены зерна разной фракции. Они обладают высокими показателями твердости и скреплены между собой специальными жидкими смолами.В зависимости от того, что требуется получить в результате манипуляций на станке, выбирают абразивный элемент, изготовленный из таких материалов:
- На керамической основе. Его применяют в работе со сплавами твердых металлов и алмазных вкраплений. В результате шероховатость поверхности будет заметна невооруженным глазом.
- На бакелитовой связке. Основное направление: обработка природных камней высокой прочности (мрамор, гранит). Также такие круги широко используются для шлифовки поверхностей из кирпича, бетона и чугуна.
- Полировка металлических деталей в основном требует использования дисков на вулканитовой связке.
Технология работы такова: круг вращается на высоких оборотах вокруг своей оси. В процессе обработки при помощи режущего элемента установки с поверхности детали снимается тонкий слой стружки. При этом четкостьразмеров и форм выпускаемых заготовок достигает максимально высокого уровня. В зависимости от фракции зерен абразивного диска, шлифование применяется как для грубой, так и для щадящей финишной отделки материала. Для выполнения разных типов работ (от полирования до стачивания целых слоев) используется соответствующий вид шлифования.
Существует множество абразивов, отвечающих за выполнение узких задач и имеющих определенный состав. Шлифовальные инструменты можно разделить на три группы: ленты, круги и машины.
Особую роль играет используемая связка для абразива. Она может быть бакелитовой, вулканитовой и керамической.
Абразивы на керамической основе используют для обработки твердых сплавов и металлов, они обеспечивают самый незначительный уровень шероховатости.
Мрамор,гранит и другие природные камни обрабатывают кругами на бакелитовой связке. Ими же шлифуют поверхности из бетона, кирпича и чугуна.
Для связки самых мелких абразивов применяют вулканитовую связку, а она в свою очередь служит для завершающей полировки поверхностей и металлов.
Это интересно: САПР — структура, классификация, возможности, применение
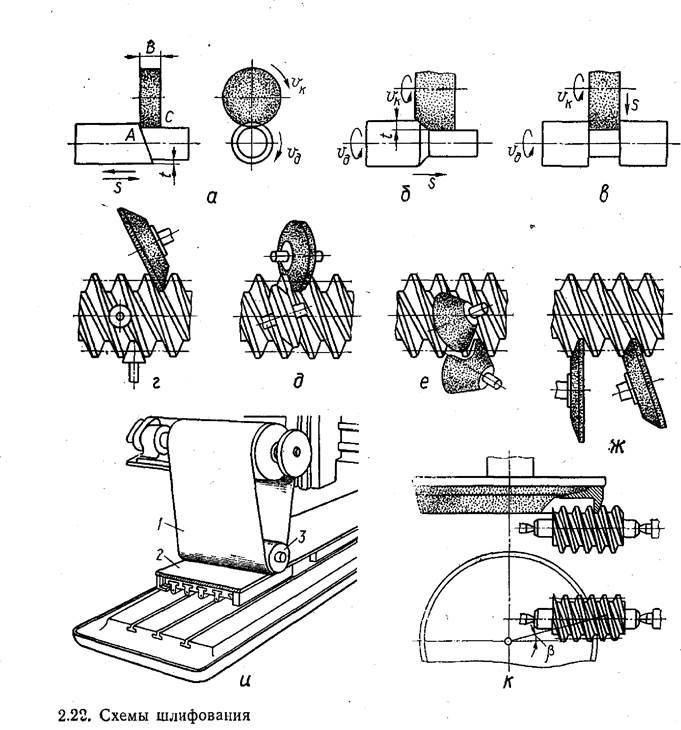
Методы шлифования
Методы шлифования выбираются в зависимости от уровня сложности обрабатываемых поверхностей. К простым — принадлежат внутренние и наружные плоскости цилиндрической формы. К сложным поверхностям стоит относить плоскости с винтовой и эвольвентной формой. На производствах, связанных с машиностроением, часто используют несколько видов шлифовальной обработки, а именно:
- круглая наружная шлифовка;
- круглая внутренняя шлифовка;
- плоское шлифование деталей.
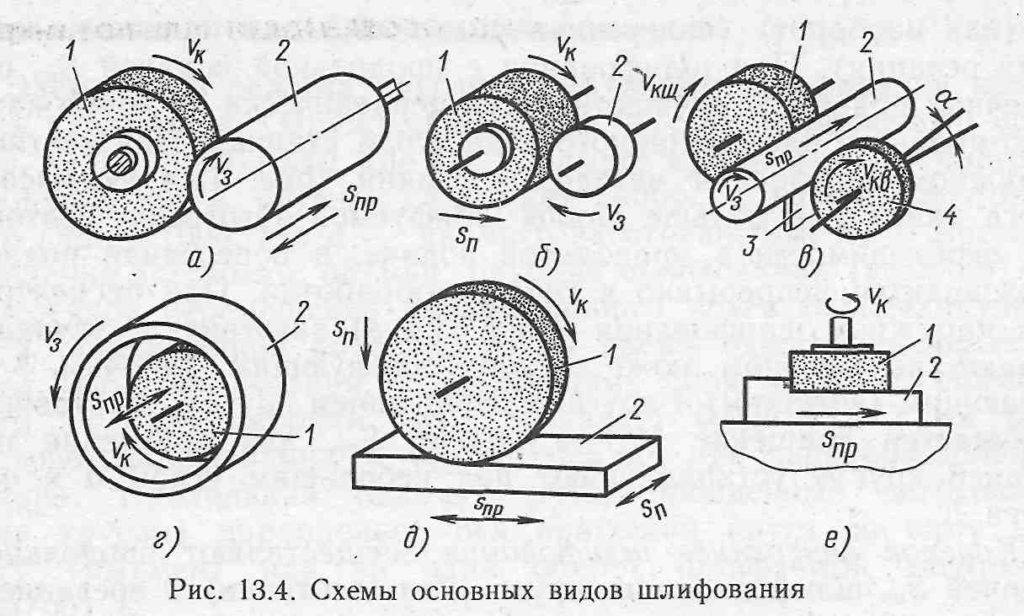
Круглая наружная шлифовка
Операция используется для обработки наружных поверхностей простых и сложных форм путем вращения детали в центрах или патроне. Существует несколько подвидов этой технологии, которые отличаются способом подачи и абразивными режущими инструментами.









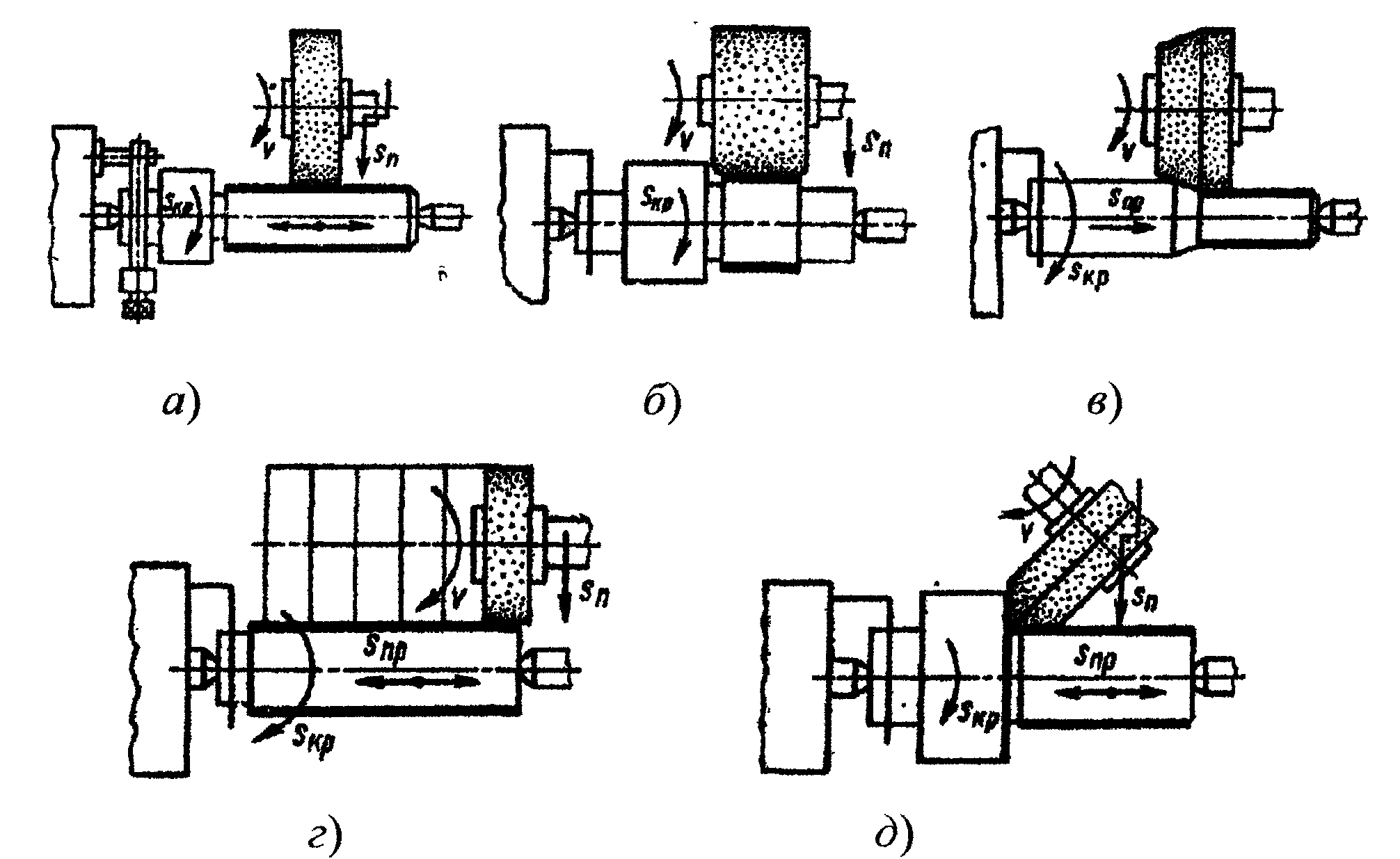
Шлифование деталей с продольной подачей
Процесс представляет собой комбинацию действий, ход которых происходит за счет вращения шлифовального круга, вращения заготовки вокруг своей оси и повторно-поступательного прямолинейного движения детали/абразива вдоль оси обрабатываемой заготовки. Конец каждого двойного хода сопровождается подачей на глубину шлифовки.
Шлифование врезанием
Для применения операции используется абразивный круг, имеющий высоту больше или равную обрабатываемой заготовке. Потребность в подаче на глубину исключается, та как за один ход происходит шлифование.
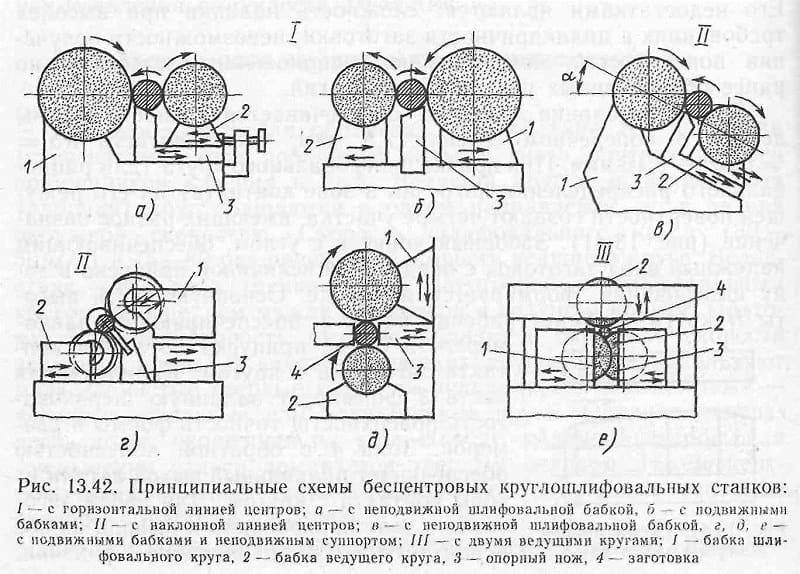
Бесцентровое шлифование
Операция предусматривает фиксацию детали на опорном стержне между рабочим и подающим абразивом. Обработка осуществляется путем вращения обеих кругов и продольной/круговой подачи заготовки. Подающий инструмент задает ход детали, чтобы она вращалась и производила продольное движение. Известным примером бесцентровой операции является шлифование валов.
Круглая внутренняя обработка шлифованием
Процесс представляет собой обработку внутренних поверхностей конической, цилиндрической или фасонной формы, исходящих от прямой образующей. По принципу работы похож на технологию круглой наружной шлифовки. Имеет также несколько подвидов:
- обработка с продольной подачей;
- бесцентровое шлифование врезанием;
- бесцентровая шлифовка с продольной подачей;
- шлифование врезанием.
Представляет собой тип обработки, который проводится и периферией абразива, и его торцом. Технология предусматривает следующие действия: движение резания, подача обрабатываемой заготовки, поперечная подача на глубину шлифования и прямолинейный ход детали. Операция происходит за счет плоскошлифовального станка, который оснащен столом, способным осуществлять вращательное и возвратно-поступательное действие. Эта конструктивная особенность позволяет обеспечить подачу детали с прямолинейным и вращательным движением.
1 Абразивы и шлифование – что нужно знать?
Сам термин “шлифование”, по мнению некоторых знатоков истории, пришел в русский язык из польского. По сути же данный вид обработки является ничем иным, как резанием, только срезается материал абразивными кругами. Последние представляют из себя пористые тела, структура которых состоит из огромной массы мелких минеральных образований – зерен. Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.

Следует учитывать особенности шлифования и закономерности. Первая особенность – высокая скорость снятия стружки. При стандартной обработке шлифкругами скорость вращения круга достигает почти 2000 метров за минуту, при скоростной – все 3000 метров. При токарной обработке скорость ниже раз в 30. Зерна взаимодействуют с поверхностью со скоростью 0,0001 секунды или даже 0,00005!
На поверхности шлифовального круга множество зерен, которые размещены беспорядочно и имеют разную форму режущей кромки. Именно поэтому при взаимодействии стружка получается такой измельченной. На работу шлифовального станка уходит в пять раз больше электроэнергии, чем при работе фрезеровочного агрегата и в 10 раз больше, чем при обработке детали на токарном станке.
Важно помнить, что из-за произвольной формы зерен, их большого количества и сильного размельчения стружки в месте взаимодействия поверхности и шлифовочного круга возникает много тепловой энергии. Деталь может существенно нагреваться, например, шлифование металла сопровождает нагревом до 1000 °С в местах контакта. При такой температуре свойства металла могут существенно измениться, например, сталь может стать более хрупкой
Поэтому важно предусмотреть возможности охлаждения металла и самого круга, а также правильно рассчитать припуск на шлифование.

Круглошлифовальные виды станков
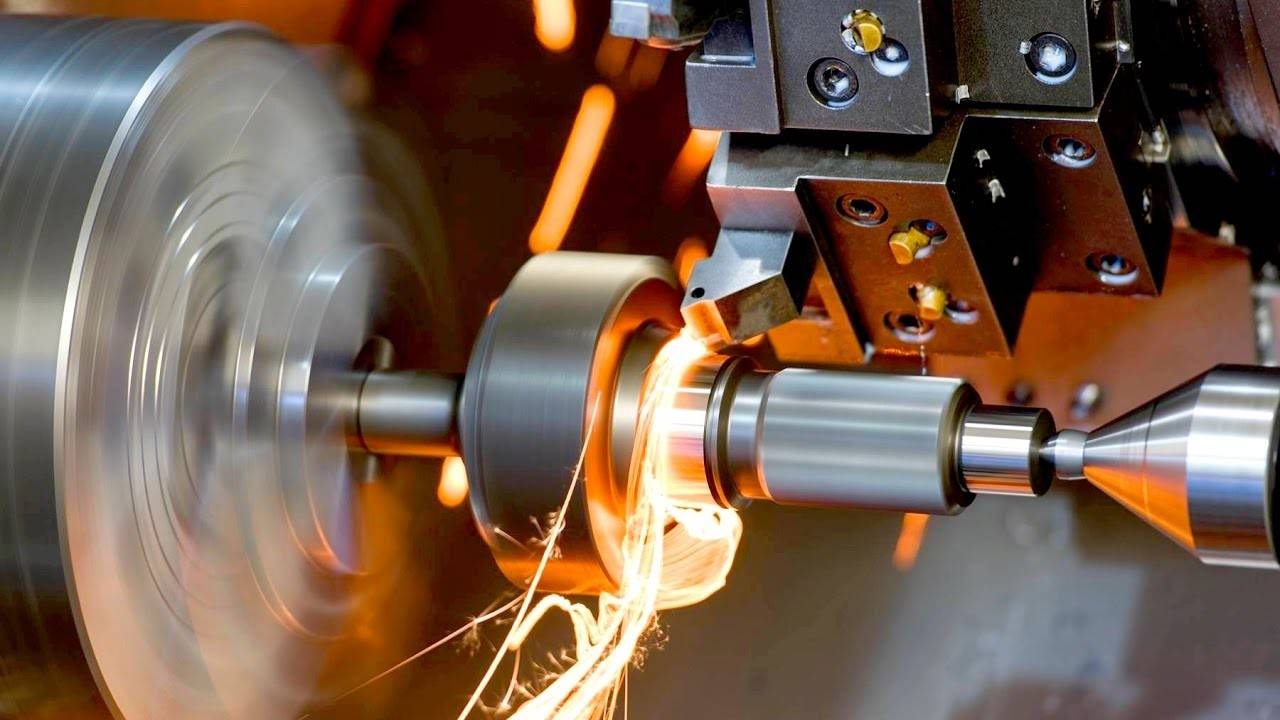
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.






Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.
-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.





