Характеристики
В связи с этим такую сталь не применяют для изготовления метательных ножей.
Указанные выше характеристики марка будет иметь исключительно при полном соблюдении всех процессов термической обработки. Термообработка проводится по различным технологиям, но существует два самых распространённых способа:
- Сначала металл закаливают в масле, соблюдая температурный режим – 950–990 градусов Цельсия, затем проводится низкий отпуск. Этот метод относят к одному из самых лучших: с его применением удаётся получить оптимальное соотношение крепости и твёрдости.
- Закалка происходит при температуре 1020–1060 градусов Цельсия с охлаждением в обычной воде. Для достижения необходимых свойств применяется отпуск при 400 градусах Цельсия. Подобная термическая обработка несколько сложнее по своей технологии, но даёт возможность добиться более высоких показателей упругости стали.
Марка 8Cr13MoV, используемая для ножей, производится с применением горячей ковки под высоким давлением. Работа со сплавом ведётся при температурном режиме 1140 градусов, доводка – при 850 градусах. Металл во время отпуска становится хрупким, что может приводить к возникновению неоднородности состава.
Сталь плохо поддаётся шлифовке, сварке вовсе не поддаётся. 8Cr13MoV является устойчивой к коррозиям, а конкретно – к воздействию воды и некоторых солей.
Плюсы
Широкое распространение сталь 8Cr13MoV получила багодаря своим положительным качествам:
- Доступная стоимость. Несмотря на небольшую цену сплава, изделия из него получаются довольно качественные, что позволяет конкурировать им с более дорогими аналогами. Ножи из этой стали долго прослужат в быту.
- Сравнительно высокие показатели прочности и твёрдости. Лезвие долго держит заточку и не крошится при работе с грубыми материалами.
- Устойчивость к образованию ржавчины. Изделия из такого металла не требуют сложного ухода.
- Простое затачивание. Даже после продуктивного и длительного использования режущую кромку из 8Cr13MoV легко привести к заводскому состоянию при помощи брусков.
- Правильная термическая обработка позволяет создавать клинки с увеличенной пластичностью, что даёт возможность использовать эту марку для производства тонких кухонных ножей.
Указанные преимущества делают изделия из этой стали весьма желанными и популярными.
Минусы
Несмотря на все достоинства сплава, нельзя забывать и про его недостатки:
- Существует возможность образования ржавчины. Сталь обладает устойчивостью к коррозии, но если она долго поддаётся воздействию влаги, на ней возникают небольшие точки ржавчины, которые прогрессируют дальше. Чтобы клинки служили долго, желательно после каждого использования протирать их сухой тряпочкой.
- Низкий показатель упругости. Из-за этого минуса ножи из такой марки лучше не подвергать высоким ударным нагрузкам. Для метания они тоже совершенно не подходят: большая вероятность раскола.
- Маленькая прочность, если провести неправильную термическую обработку. При несоблюдении всей технологии лезвия могут быть менее прочными.
- Режущая кромка быстро теряет остроту. Если неправильно затачивать лезвие и не соблюдать угол 30 градусов, придётся часто подтачивать его, что значительно уменьшает срок службы ножа.
Особенности сварки материала 20Х13
Сталь рассматриваемого вида может хорошо свариваться такими способами как;
- ручная сварка;
- электродуговая;
- аргонодуговая автоматическая.
Рекомендации специалистов гласят, что при автоматической сварке данной стали лучше применять проволоки Св-10Х13 или Св-06Х14. А вот при электродуговом типе сварочных работ лучше подойдут флюсы типов АН 18 или АН 17. А если речь идет об электродуговой сварке ручного типа, то можно использовать электроды по типу ЭФ-Х13 вместе с проволоками, аналогичными как при автоматической сварке.
Чтобы в сварных соединениях при сварке деталей, имеющих толщину от 10 мм, а также более тонких с жестким закреплением не появлялись холодные трещины, нужно использовать сопутствующий или предварительный подогрев до температуры 400 градусов включительно. После сварочных работ следует провести отпуск соединений или изделий, чаще всего это делается при температуре порядка 700 градусов.
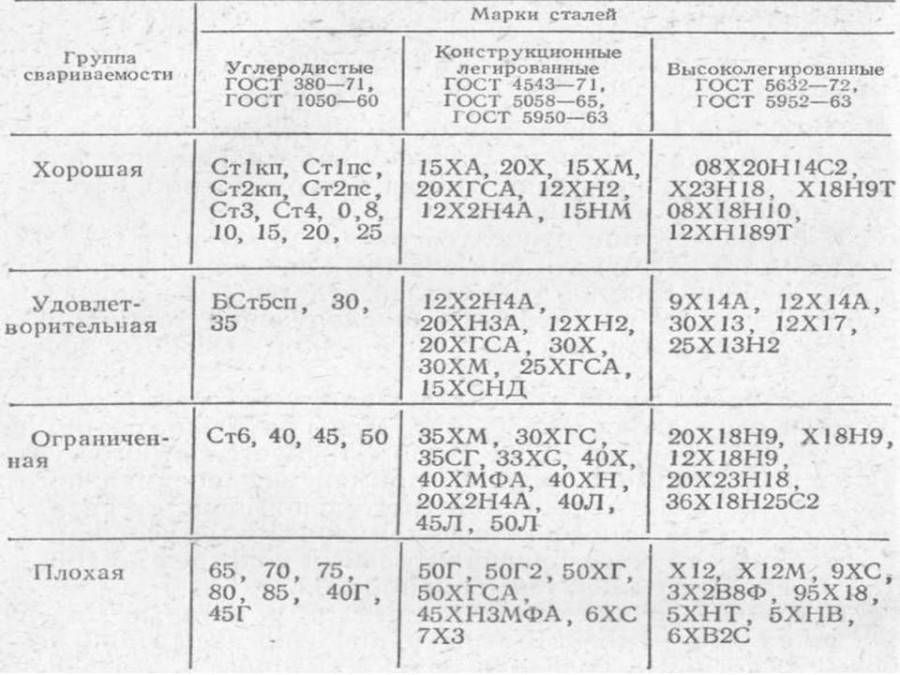
Свариваемость данной стали бывает трех типов:
- без ограничений, когда сварочные работы выполняются без подогрева и последующих термообработок;
- ограниченно свариваемые металлы, которые можно сваривать в условиях подогрева примерно в 100 градусов и которые должны подвергаться обязательно термообработке;
- трудносвариваемые детали; в таких случаях, чтобы получить качественное соединение, следует сделать подогрев вплоть до 300 градусов и выполнять отжиг в качестве термообработки после сварки.
Вот такие особенности применения имеет такой материал, как сталь 20Х13. Теперь вы будете знать, в каких условиях и как правильно ее применять и обрабатывать.
сварка стали 20Х13 полуавтоматом
Не расстраивайтесь. Примите к сведению ответ ночной ковыль:
— способ сварки (судя по всему для Вас более подходящий): механизированная в среде инертных газов (аргон), а лучше в смеси 43% Ar + 55% He + 2% CO2 (это уж слишком круто только немцы могут такое отжеч 98%Ar+2%CO2 вполне удовлетворительно) на постоянном токе обратной полярности.
— сварочные материалы: аустенитная сплошная проволока с пониженным содержанием углерода, с высоким содержанием никеля в наплавленном металле, высоким относительным удлиннением типа 309L , 309L Si (отечественная типа Св.-08Х25Н13БТЮ). Диаметр 1,2 (коллеблюсь я бы 1 поставил для вашего случая для корня, не в коем случае не в один проход) мм.
— подготовка кромок: все стыковые — обязательно с разделкой, все угловые — обязательно с гарантированным зазором не менее миллиметра. Думаю, это позволит расти кристаллам в нужном направлении, что в какой-то степени снизит риск образования трещин. Ведь наплавляем мы металл с аустенитной структурой.
— сборка стыков: сборочными приспособами. БЕЗ ПРИХВАТОК. Это даст возможность свободной усадки металла первых сварных швов в конструкции и снизит общие сварочные напряжения.
— режимы сварки:
расход защитного газа — 12-15 л/мин при диаметре сопла горелки 16-18 мм (+ линза).
скорость подачи проволоки — 4-5м/мин для корня, 6-7 м/мин для осн
напряжение на дуге — 17-19В корень, 20-22В осн (подобрал бы экспериментально минимально возможную длину дуги)
сварочный ток — 100-120А корень 160-180А (тоже вопрос не однозначный). Действительно, нехорошо форсировать токи и скорость сварки (вот можно тут почитать)
вылет проволоки — как положенно 10 Ф электрода (если машинка СССР без синергетики и всего другого)
-техника сварки: без «перемешиваний» электродом в сварочной ванне для снижения доли основного металла в металле шва. Порядок сварки нужно выдерживать как прописано в букварях.
Если шов двухсторонний, последним, думаю, надо выполнять валик, обращенный к агрессивной среде.
Добавьте к этому подогрев до и после сварки чтобы в ТИХ попасть и металл не шокировать.
Режимы можно смоделировать програмкой Свариваемость Бауманского университета если надо могу скинуть…
А далее все по тому же ночному ковылю КСС на мех.испытания и хим. анализ… Никеля в сталюке достаточно синеломкости быть не должно при соблюдении технологии может проволочку ище с молибденчиком и вааще все в шоколаде будет…
Прошу прощения у авторов цитат за нарушение авторских прав. Если что не правда клеймите позором… критика мне полезна…
Легированная сталь с особыми свойствами для отливок 20Х13Л
Марка 20Х13Л – назначение
Легированная сталь с особыми свойствами 20Х13Л мартенситного класса используется для отливок деталей, подверженных воздействию слабых агрессивных сред (пар, растворы солей органических кислот, атмосферные осадки) при комнатной температуре, работающих при ударных нагрузках – лопаток турбин, арматуры крекинг-установок, клапанов прессов, сегментов сопел, рам садочных окон, форм для стекла, предметов обихода.
Характеристики
| Марка | ГОСТ | Зарубежные аналоги | Классификация |
| 20Х13Л | 977–88 | есть | Сталь для отливок легированная с особыми свойствами |
Материал 20Х13Л – технологические свойства
| Свариваемость | Линейная усадка при литье % | Режимы термической обработки | 0С |
| Сварка с ограничениями | 2,2–2,3 | Отжиг | 940–960 |
| Закалка | 1040–1060 | ||
| Охлаждение (масло/ воздух) | |||
| Отпуск | 740–760 | ||
| Охлаждение (воздух) |
Марка 20Х13Л – химический состав
Массовая доля элементов не более, %:
| Кремний | Марганец | Сера | Углерод | Фосфор | Хром |
| 0,2–0,8 | 0,3–0,8 | 0,025 | 0,16–0,25 | 0,03 | 12–14 |
Сталь 20Х13Л – механические свойства
| Сортамент | ГОСТ | Размеры – толщина, диаметр | Термообработка | KCU | y | d5 | sT | sв |
| мм | кДж/м2 | % | % | МПа | МПа | |||
| Отливки | 977–88 | до 100 | 392 | 40 | 16 | 441 | 589 |
Материал 20Х13Л – ударная вязкость, Дж/см2
| Сортамент | Размеры – толщина, диаметр, мм | Термообработка | KCU при температурах | |||
| -80С | -60С | -40С | +20С | |||
| отливки | 30 | Нормализация 940–8900С. Отпуск 740–7500С (воздух). Закалка 940–9500С (масло). Отпуск 740–7500С (воздух) | 6–62 | 10–64 | 30–63 | 34–74 |
Марка 20Х13Л – физические свойства
| Т | R 109 | E 10-5 | l | a 106 | r | C |
| Град | Ом·м | МПа | Вт/(м·град) | 1/Град | кг/м3 | Дж/ (кг·град) |
| 20 | 645 | 2.22 | 21 | 7740 | ||
| 100 | 695 | 2.16 | 23 | 10 | 470 | |
| 200 | 775 | 2.11 | 24 | 10.8 | 491 | |
| 300 | 859 | 2.03 | 25 | 11.3 | 512 | |
| 400 | 931 | 1.95 | 26 | 11.7 | 533 | |
| 500 | 985 | 1.84 | 27 | 12.1 | 563 | |
| 600 | 1055 | 1.67 | 27 | 12.4 | 596 | |
| 700 | 1115 | 1.49 | 27 | 12.6 | 643 | |
| 800 | 1125 | 1.4 | 28 | 12.8 | 680 | |
| 900 | 1160 | 28 | 10.8 | 693 |
Сталь 20Х13Л – точные и ближайшие зарубежные аналоги
| Англия | Болгария | Венгрия | Германия | Испания | Италия | Китай |
| BS | BDS | MSZ | DIN, WNr | UNE | UNI | GB |
| 420C24 | ||||||
| 420C29 | ||||||
| ANC1B | ||||||
| ANC1C |
2Ch13L
AoX12Cr13
| AoX20CrNi14 |
1.4027
| GX20CM4 |
| GX20Cr14 |
AMX20Cr13
GX30Cr13
ZG20Cr13
| ZG2Cr13 |
| Польша | Румыния | США | Франция | Чехия | Юж.Корея | Япония |
| PN | STAS | — | AFNOR | CSN | KS | JIS |
| LH14 |
T20Cr130
Gr.CA16
| J91153 |
Z20C13M
422906
SSC2
SCS2
Характеристики и свойства
Физические свойства:
- Показатель плотности — 7850 кг/м3.
- Начало плавления сплава — от 1500 °C.
- Теплопроводность готовой продукции без увеличенного количества легирующих добавок — 48 Вт/м*К.
- Теплоемкость — 490 Дж/кг*К.
- Линейное расширение — 11.6*10-6 1/град.
- Электрическое сопротивление — 220 Мом*мм.
Химические свойства:
- Низкая устойчивость к воздействию щелочей, кислот.
- Быстрое образование ржавчины при длительном воздействии влаги.
Чтобы сделать сталь устойчивой к коррозионным процессам, производители наносят гальваническое покрытие, основой которого является хром, цинк.
Механические параметры:
- Простая механическая обработка.
- Средние показатели твердости, прочности.
- Модуль упругости — 200 Мпа.
- Относительное удлинение на разрыв — 26%.
- Максимальное сужение структуры — 55%.
- Предел выносливости металла — 14 кг/мм2.
- Ударная вязкость металлических поверхностей — 780 кДж/м2.
- Прочность структуры на разрыв — до 46 кг/мм2.
Рулоны стали (Фото: Instagram / kb_steel)
Характеристика материала сталь 40Х
| Марка стали | сталь 40Х |
| Заменитель стали | сталь 45Х, сталь 38ХА, сталь 40ХН, сталь 40ХС, сталь 40ХФ, сталь 40ХР |
| Классификация стали | Сталь конструкционная легированная ГОСТ 4543-71 |
| В Компании ГП «Стальмаш» Вы можете купить сталь 40Х в следующих видах металлопроката: круг ст 40Х ГОСТ 2590-2006 (ГОСТ 2590-88) круг (пруток) стальной горячекатаный круг ст 40Х ГОСТ 7417-75 круг (пруток) калиброванный шестигранник ст 40Х ГОСТ 2879-2006 (ГОСТ 2879-88) шестигранник горячекатаный шестигранник ст 40Х ГОСТ 8560-78 шестигранник калиброванный лист ст 40Х ГОСТ 19903-74 прокат листовой горячекатаный | |
| Применение стали 40Х | оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности. |
Химический состав в % материала сталь 40Х
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.36 — 0.44 | 0.17 — 0.37 | 0.5 — 0.8 | до 0.3 | до 0.035 | до 0.035 | 0.8 — 1.1 | до 0.3 |
Температура критических точек материала сталь 40Х
Ac1 = 743 , Ac3(Acm) = 782 , Ar3(Arcm) = 730 , Ar1 = 693
Механические свойства при Т=20oС материала сталь 40Х
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Диск | Танг. | 570 | 320 | 17 | 35 | 400 | ||
| Пруток | Ж 28 — 55 | Прод. | 940 | 800 | 13 | 55 | 850 | |
| Пруток | Ж 25 | 980 | 785 | 10 | 45 | 590 | Закалка 860oC, масло, Отпуск 500oC, вода, |
| Твердость материала сталь 40Х после отжига , | HB 10 -1 = 217 МПа |
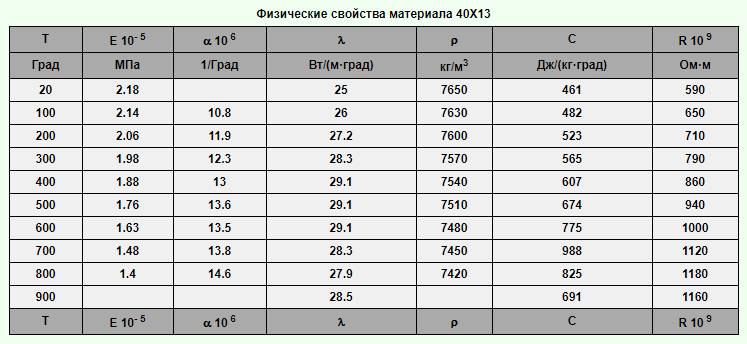
Физические свойства материала сталь 40Х
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.14 | 7820 | 210 | |||
| 100 | 2.11 | 11.9 | 46 | 7800 | 466 | 285 |
| 200 | 2.06 | 12.5 | 42.7 | 7770 | 508 | 346 |
| 300 | 2.03 | 13.2 | 42.3 | 7740 | 529 | 425 |
| 400 | 1.85 | 13.8 | 38.5 | 7700 | 563 | 528 |
| 500 | 1.76 | 14.1 | 35.6 | 7670 | 592 | 642 |
| 600 | 1.64 | 14.4 | 31.9 | 7630 | 622 | 780 |
| 700 | 1.43 | 14.6 | 28.8 | 7590 | 634 | 936 |
| 800 | 1.32 | 26 | 7610 | 664 | 1100 | |
| 900 | 26.7 | 7560 | 1140 | |||
| 1000 | 28 | 7510 | 1170 | |||
| 1100 | 28.8 | 7470 | 120 | |||
| 1200 | 7430 | 1230 | ||||
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
Технологические свойства материала сталь 40Х
| Свариваемость: | трудносвариваемая. |
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
Зарубежные аналоги материала сталь 40ХВнимание! Указаны как точные, так и ближайшие аналоги
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австралия | Юж.Корея | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | AS | KS | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
Обозначения:
| Механические свойства : | |
| sв | — Предел кратковременной прочности , |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | — Относительное удлинение при разрыве , |
| y | — Относительное сужение , |
| KCU | — Ударная вязкость , |
| HB | — Твердость по Бринеллю , |
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , |
| E | — Модуль упругости первого рода , |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , |
| l | — Коэффициент теплопроводности (теплоемкость материала) , |
| r | — Плотность материала , |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), |
| R | — Удельное электросопротивление, |
| Свариваемость : | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
Марочник стали и сплавов
Процесс производства закалки
Закалка представляет вид термообработки металлов и их сплавов, стекла, и заключается в нагревании до температурного уровня, превышающего критические значения, и проведением быстрого охлаждения. Выполнение закалки металла, позволяющей получить качественные характеристики, не следует приравнивать к обычному виду обработки, производимой для осуществления фазовых преобразований.

Охлаждение зачастую выполняют в водной или масляной среде, но имеются и иные методы: твёрдый теплоноситель псевдокипящего характера, поток сжатого воздуха, водяное облако, полимеры.
Существуют такие виды закалки:
- для сталей, обладающих полиморфическими преобразованиями;
- для преобладающей части цветных металлов без наличия полиморфического преобразования.
После закалочной операции возрастает твердость материала, но он приобретает хрупкость, наблюдается снижение уровня пластичности и вязкости при повторных процедурах нагрева и охлаждения. Применение отпуска металла после операции закаливания с полиморфным преобразованием позволяет добиться уменьшения хрупкости, повышая при этом характеристики пластичности и вязкости. При выполнении процедуры без структурных преобразований используют операцию старения. Отпуск способствует незначительному понижению твердости и прочностных характеристик металла.
Учитывая температурные режимы нагревания, выполняется разделение процедуры закаливания на полную и неполную. Полное закаливание выполняют нагреванием на 30…50 0С по уровню выше линии GS для сталей, обладающих доэвтектоидной и эвтектоидной структурой, для заэвтектоидной — по линии PSK (согласно диаграммы железоуглеродистых сплавов). При этом наблюдается образование структуры аустенита и аустенит + цементит. При производстве неполного закаливания выполняют нагрев выше линии PSK, что ведет к появлению излишних фаз.
Проведение отпуска позволяет снимать напряжения закаливания.
Для определенной категории изделий требуется проведение неполного или выборочного закаливания, к примеру, процесс производства катан (японских мечей) предполагает выполнение закаливания по режущей кромке.
Выпуск стали
Однако в своем первозданном виде сталь не очень-то пригодна для применения, поэтому на металлургических заводах проводят не только выплавку сплава, но и придают ему определенную форму. Таким образом можно достичь сразу несколько целей:
- Формованную сталь легче складировать.
- Ее намного легче транспортировать.
- Покупатели заранее знают, какой форм-фактор покупаемого изделия им более предпочтителен.
Для стали 20Х13 ГОСТами предусмотрено несколько вариантов формовки:
- Прутки различных калибров.
- Стальная полоса.
- Стальная лента.
- Лист стальной различной толщины.
- Поковка.
- Трубы различных диаметров.
- Проволока стальная.
Технологические особенности сплава
Свойства, которые проявляет сталь марки 20х13 при обработке, это технологические характеристики высокого класса. Они проявляются при обработке с помощью методов резания и давления.
Сплав отличается слабой флокеночувствительностью, то есть склонностью к появлению флокенов. Это дефекты легированных сталей, которые видны на изломе как пятна или хлопья, при поперечном микрошлифе проявляются как трещины. Снижают прочность высококачественных сталей.
Наблюдается определенная склонность к отпускной хрупкости – снижению пластичности стали после закалки, когда отпуск происходит при температурах около 300-400 гр. С.
Сварка 20х13 может проходить без предварительного нагрева, сталь относится к 1 группе свариваемости.
Проведение термической обработки
Большое содержание углерода в сплаве предопределяет такие его особенности, как сложность при сварных работах и возможность улучшения качества металлического материала с получением мартенсита во время закалки.
При теплообработке стали можно сделать акцент на следующих положениях:
- Закалка 20х13 проходит при t°, на 100 градусов превышающей тысячеградусную отметку. Это предопределено жаропрочностью сплава. Подобная обработка может проходить только в специальных условиях металлургического производства.
- Ковку проводят, нагревая материал до 780 гр. С.
Нагрев ведут медленно и постепенно, это обусловлено возможностью возникновения структурных деформаций, которых необходимо избегать. - Отжиг требует теплового режима порядка 800 гр. С. Периодически проводят охлаждение для повышения качества сплава.
- После проведения закалки охлаждение возможно в различных средах. Например, охлаждение на открытом воздухе. Новые технологии позволяют подключить способ охлаждения в масляных ваннах. Он позволяет равномерно снижать температуру даже для больших деталей или изделий. Однако существуют издержки: иногда возникают ситуации, когда масло загорается и чадит. Технология применима лишь в специализированных производственных помещениях с хорошей вытяжкой.

Изменяя t° отпуска, повысив ее до 450 гр. С., удается улучшить пластичность стали. Но это происходит за счет снижения твердости 20х13 и коррозионной стойкости сплава.
В типичном варианте термообработка проводится за два этапа:
- Процесс нормализации проходит при очень высоких температурах – порядка 1000-1200 гр. С. Вслед за ним – отпуск при тепловом режиме 730-750 гр. С.
- Закалка 20х13 проводится при достижении 1050 гр. С., затем сплав охлаждают на открытом воздухе.
Первый этап позволяет выйти на цифры предела прочности 710 Мпа, на втором этапе достигается величина 1600 Мпа.
Технологические параметры 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Рекомендуются следующие интервалы деформации начало 1100 °С, конец 875-950 °С, нагрев под прокатку и ковку проводят медленно до 780 °С, после деформации также следует применять медленное охлаждение. Смягчающей термической обработкой стали 20Х13 является отжиг при 750- 800 °С, охлаждение с печью до 500 °С; окончательная термическая обработка — закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость. Сталь является технологичной при горячей и холодной деформации. Она относится к мартенситному классу. Критические точки стали Ac1 = 820 °С и Ac3 = 950 °С. В закаленном состоянии микроструктура состоит из мартенсита и карбидов; в отожженном состоянии — из смеси высокохромистого феррита и карбида типа М23С6. С повышением температуры отпуска выше 450 °С происходит значительное снижение прочности, сопровождаемое увеличением пластичности, при этом снижается также коррозионная стойкость.
ГОСТы и другие стандарты на сталь 20Х13
Для того чтобы выпускаемые металлы могли применяться в тех или иных условиях при их изготовлении применяется Госстандарт. Сталь 20×13 (ГОСТ определяет форму выпуска и основные качества) изготавливается при учете следующих стандартов:
- Кованные заготовки поставляются в квадратной и круглой форме.
- При применении сплава могут изготавливаться проволоки с высокими эксплуатационными характеристиками.
- На производственные линии поставляется прокат с различной толщиной листа, который характеризуется жаропрочностью и коррозионной стойкостью.
- В промышленность поставляются кованые и горячекатанные полосы.
- Фасонные профили.
Расшифровка стали 20х13 определяет высокую концентрацию хрома, что приводит к снижению некоторых эксплуатационных качеств. Примером можно назвать отсутствие возможности использования листового металла для изготовления корпуса при применении сварочного аппарата. Установленный стандарт 20х13 ГОСТ также определяет возможность проведения дополнительной обработки, которая делает структуру более плотной и прочной, устойчивой к различного рода воздействия.
Применение стали 20Х13

Используется этот сплав в первую очередь для изготовления вполне обычных болтов и гаек различного диаметра и конфигурации. На этом поприще стали 20Х13 активно помогает ее устойчивость к коррозии. Второе поприще — энергетика. Из сплава 20Х13 изготавливаются роторы промышленных двигателей, лопасти турбин и прочие немаловажные составляющие. Третья область применения — строительство печей. Так как 20Х13 — жаростойкая сталь, ее использование в этом процессе более чем оправдано, так как некоторые другие сорта стали попросту потеряют свои первоначальные свойства. Но жаростойкость этой стали по-настоящему раскрывается не здесь. Третья, но не менее показательная область применения характеристик стали 20Х13 — переработка нефтепродуктов при высоких температурах, где особенно пригодилась теплостойкость стали.
Электроды для сварки высоколегированных сталей
Часть 2

Мартенситные и мартенсито-ферритные высокохромистые стали очень склонны при сварке электродами к закалке и образованию холодных трещин, поэтому они свариваются с предварительным подогревом (кроме стали 08Х13) до температуры 250-300 о С (для стали 12Х13) и 300-400 о С (для сталей 20Х13, 30Х13 и др.) с обязательным отпуском непосредственно после сварки при температуре 700-740 о С.
Низкоуглеродистая полуферритная сталь 08Х13 сваривается без подогрева при минимальной погонной энергии дуги с охлаждением до температуры ниже 100 о С после наложения каждого сварочного валика для предотвращения чрезмерного роста зерен и снижения ударной вязкости в околошовной зоне сварного соединения.
Изменение термического цикла сварки не одинаково влияют на сопротивление образованию холодных трещин высокохромистых сталей.
Для стали 20Х13 увеличение скорости охлаждения металла шва с 15 о до 180 о С/с в интервале температур от 600 до 500 о С монотонно снижает сопротивляемость образованию холодных трещи. Для сталей 08Х13 и 12Х13 – холодные трещины возникают при скорости охлаждения более 15 о С/с.

Содержание углерода в количестве от 0,1 до 0,2% в мартенситной (20Х13) и мартенсито-ферритной (12Х13) сталях обусловлено необходимостью ограничения в структуре зоны термического влияния количества свободного феррита, образование которого повышает хрупкость сварных соединений, неустраняемой последующей термической обработкой.
Улучшение свариваемости высокохромистых сталей с содержанием 13% хрома достигнуто уменьшением количества углерода в стали с одновременным легированием никелем.
При выборе электродов для сварки высокохромистых нержавеющих сталей требуется обеспечить следующие основные свойства наплавленного металла и металла шва:
а) стойкость против атмосферной коррозии и в слабо агрессивных жидких средах;
б) жаростойкость до температуры 650 о С;
в) жаростойкость до температуры 550 о С.
Этим условиям удовлетворяет металл, наплавленный сварочными электродами типа Э-12Х13, который имеет химический состав, структуру и свойства, ближе к сталям этой группы.
Источник
Сталь 20Х13 – хромистая нержавеющая — Литейные заводы России
Классификация хромистых нержавеющих сталейСталь 08Х13Сталь 12Х13Сталь 30Х13
Сталь 40Х13
Применение стали 20Х13
Сталь 20Х13 применяют при изготовлении изделий для работы в слабоагрессивных средах:
- атмосферные условия, кроме морских;
- водные растворы солей органических кислот при комнатной температуре;
- растворы азотной кислоты слабой и средней концентрации при умеренных температурах и др.
Сталь 20Х13 используют в тех случаях, когда изделия должны обладать достаточно высокой прочностью, а также высокой пластичностью и вязкостью. Сталь 20X13 удовлетворительно сваривается.

Сталь 20Х13 применяют также в качестве жаропрочного материала при температурах до 450-550 °С и в качестве жаростойкого — до 700 °С.
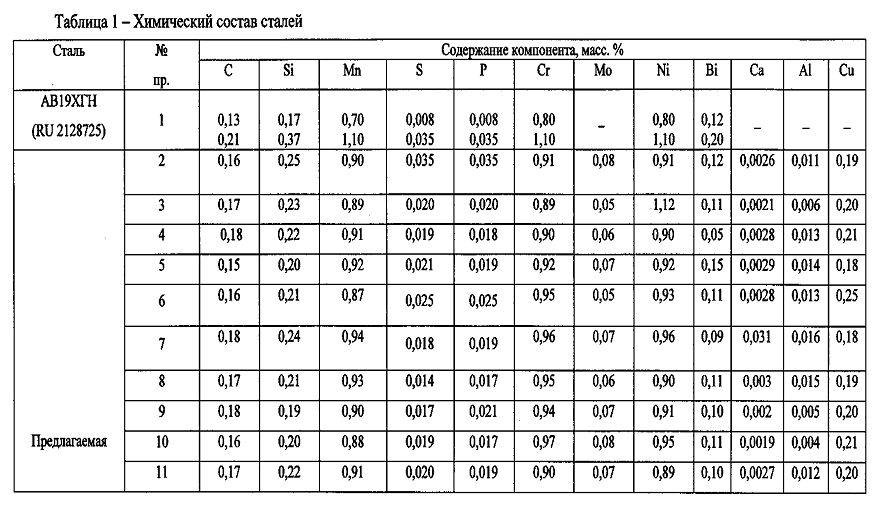
Химический состав стали 20Х13
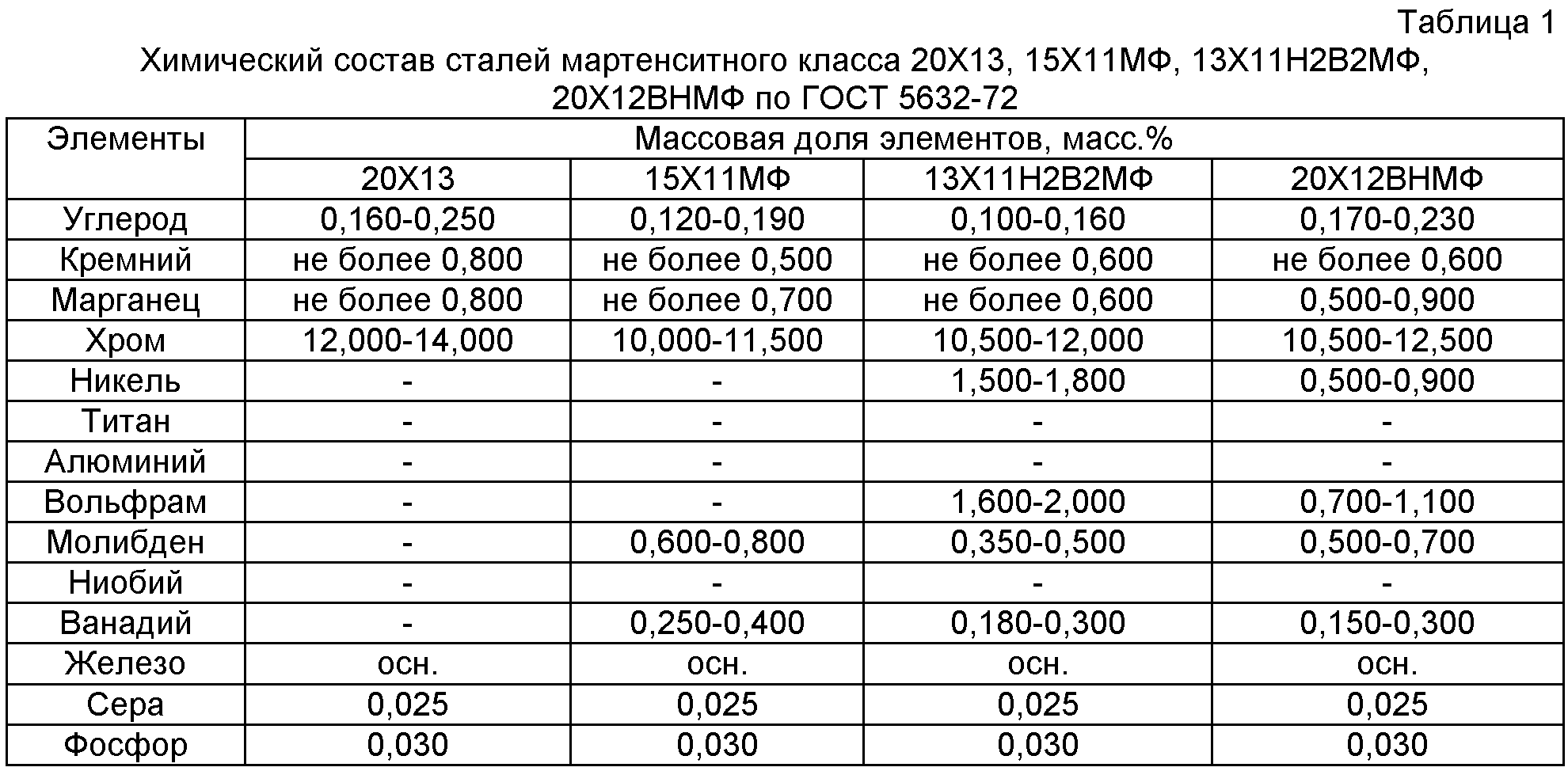
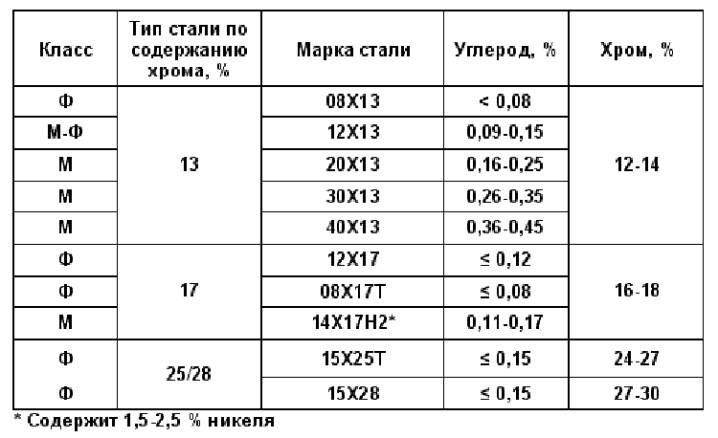
Сталь 20Х13 входит в стали типа Х13 вместе со сталями 08Х13, 12Х13, 30Х13 и 40Х13. Занимает свой интервал по содержанию углерода — от 0,16 до 0,25 %, количества остальных легирующих элементов и примесей — такие же, как и у других сталей типа Х13 (таблица 1).
Таблица 1 — Химический состав стали 20Х13 по ГОСТ 5632-72
Класс стали 20Х13 по ГОСТ 5632-72
По классификации ГОСТ 5632-72 сталь 20Х13 относится к мартенситному классу.
Превращения и микроструктура стали 20Х13
- При нагреве отожженной стали 20Х13 полиморфное альфа-гамма превращение в ней происходит в интервале температур от 820 °С (Ас1) до 950 °С (Ас3). Температура точки Аr1 составляет 780 °С.
- При изотермической выдержке или медленном охлаждении в интервале 800-550 °С аустенит распадается феррито-карбидную смесь.
Эта феррито-карбидная смесь состоит из высокохромистого феррита и карбида типа Cr23C6.
При быстром охлаждении стали 20Х13 в ней происходит мартенситное превращение. Температура начала мартенситного превращения — 220 °С.
- С повышением температуры отпуска происходит значительное снижение прочности с увеличением пластичности, а также снижение коррозионной стойкости.
Сортамент стали 20Х13
Из стали 08Х13 производят следующую продукцию:
- лист толстый по ГОСТ 7350-77;
- лист тонкий по ГОСТ 5582-75;
- лента и подкат по ГОСТ 4986-78;
- сортовой прокат по ГОСТ 5949-75;
- трубы горячедеформированные по ГОСТ 9940-81;
- трубы холоднодеформированные и теплодеформированные по ГОСТ 9941-81;
- проволока по ГОСТ 18143-72.
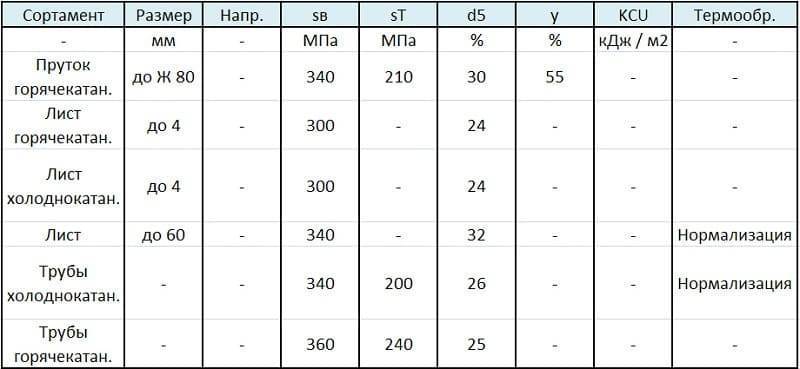
Механические свойства стали 20Х13
Механические свойства стали 20Х13 в различных видах продукции представлено в таблице 2.
Таблица 2 — Механические свойства стали 20Х13 при 20 °С
Влияние понижения и повышения температуры на механические свойства прутка из стали 20Х13 после нормализации с 1000-1020 °С и отпуска при 730-750 °С показано в таблице 3.
Таблица 3 — Механические свойства стали 20Х13при низких и повышенных температурах
Коррозионная стойкость стали 20Х13
Сталь 20Х13 обладает высокой стойкостью в атмосферных условиях (кроме морской атмосферы), речной и водопроводной воде.
Специальные свойства стали 20Х13
Для деталей, работающих при повышенных температурах длительное время, предельная рабочая температура составляет 450-475 °С, при кратковременной работе — 500-550 °С.
Плотность стали 20Х13 — 7,76 г/см3.
Термическая обработка сварных швов стали 20Х13
После сварки проводят отпуск сварных соединений или изделий. Температура отпуска зависит от уровня требуемых механических свойств. Чаще всего применяют отпуск при 680-760 °С.
Технологические параметры стали 20Х13
Сталь 20Х13 имеет хорошую технологичность при горячей пластической деформации. Температурный интервал горячей пластической деформации составляет от 1100 до 875-950 °С. Нагрев под прокатку и ковку до 780 °С проводят медленно. После горячей деформации применяют медленное охлаждение.
Для стали 20Х13 обычно применяют смягчающий отжиг при 750-800 °С с охлаждением в печи до 500 °С. Окончательная термическая обработка – закалка с 950-1000 °С с охлаждением в масле или на воздухе и отпуск на заданную твердость и коррозионную стойкость.
Обозначения нержавеющей стали
В наименованиях марок легированной и нержавеющей стали химические элементы, входящие в состав обозначены следующими буквами:
- А (в начале марки) — сера
- А (в середине марки) — азот
- Б — ниобий
- В — вольфрам
- Г — марганец
- Д — медь
- Е — селен
- К — кобальт
- М — молибден
- Н — никель
- П — фосфор
- Р — бор
- С — кремний
- Т — титан
- Ф — ванадий
- X — хром
- Ц — цирконий
- Ю — алюминий
- ч — РЗМ (редкоземельные металлы: лантан, празеодим, церий и пр.).
Наименование марок легированной и нержавеющей стали состоит из обозначения элементов и следующих за ними цифр. Цифры, стоящие после букв, указывают среднюю массовую долю легирующего элемента в целых единицах, кроме элементов, присутствующих в стали в малых количествах. Цифры перед буквенным обозначением указывают среднюю или максимальную (при отсутствии нижнего предела) массовую долю углерода в стали в сотых долях процента.

Наименование марок сплавов на железоникелевой и никелевой основах состоит только из буквенных обозначений легирующих элементов, за исключением
- углерода (только для сплавов на железоникелевой основе), для которого цифры перед буквенным обозначением указывают среднюю или максимальную долю углерода в сотых долях процента;
- никеля, после которого указывают цифры, обозначающие его среднюю массовую долю в процентах.
Стали и сплавы, полученные с применением специальных методов (процессов) выплавки или специальных переплавов, дополнительно обозначают через дефис в конце наименования марки следующими буквами:
- В — с вакуумированием
- ВД — вакуумно-дуговой переплав
- ВИ — вакуумно-индукционная выплавка
- ВП — вакуумно-плазменный переплав
- ВО — вакуумно-кислородное рафинирование
- ГВР — газокислородное рафинирование с последующим вакуумно-кислородным рафинированием
- ГР — газокислородное рафинирование
- ДД — двойной вакуумно-дуговой переплав
- ИД — вакуумно-индукционная выплавка с последующим вакуумно-дуговым переплавом
- ИЛ — вакуумно-индукционная выплавка с последующим электронно-лучевым переплавом
- ИП — вакуумно-индукционная выплавка с последующим плазменно-дуговым переплавом
- ИШ — вакуумно-индукционная выплавка с последующим электрошлаковым переплавом
- П — плазменно-дуговой переплав
- ПД — плазменная выплавка с последующим вакуумно-дуговым переплавом
- ПЛ — плазменная выплавка с последующим электронно-лучевым переплавом
- ПП — плазменная выплавка с последующим плазменно-дуговым переплавом
- ПТ — плазменная выплавка
- ПШ — плазменная выплавка с последующим электрошлаковым переплавом
- СШ — обработка синтетическим шлаком
- Ш — электрошлаковый переплав
- ШД — электрошлаковый переплав с последующим вакуумно-дуговым переплавом
- ШЛ — электрошлаковый переплав с последующим электронно-лучевым переплавом
- ШП — электрошлаковый переплав с последующим плазменно-дуговым переплавом
- ЭЛ — электронно-лучевой переплав,