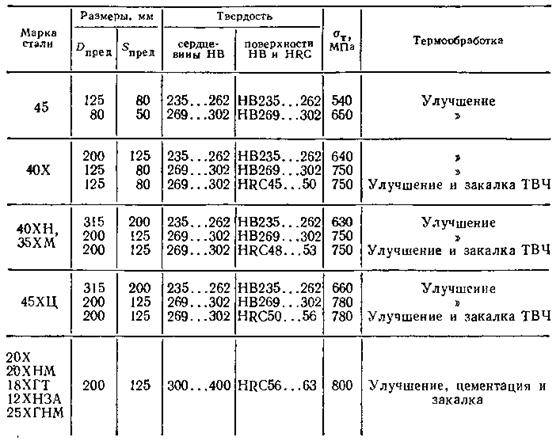
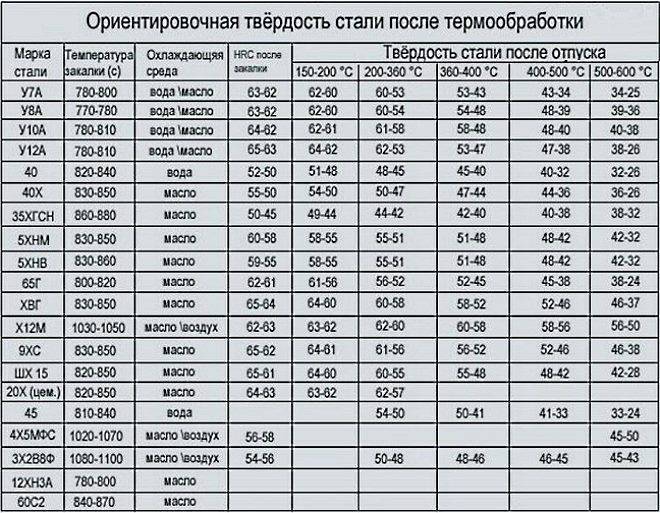
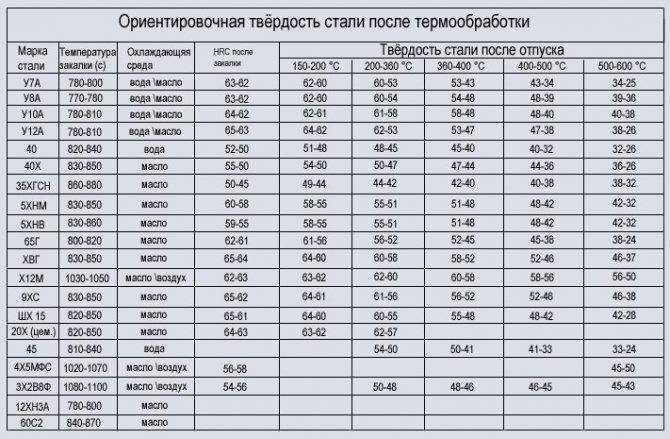
Термическая обработка стали 40Х
В процессе термообработки можно максимально улучшить качества сплава. Причем при соблюдении параметров технологических процессов получают заданные характеристики металла.
Масло является предпочтительной средой для закалки стали 40Х. Сплав в этом случае будет иметь максимально улучшенные эксплуатационные свойства. Конечно при строгом соблюдении заданных температурных режимов:
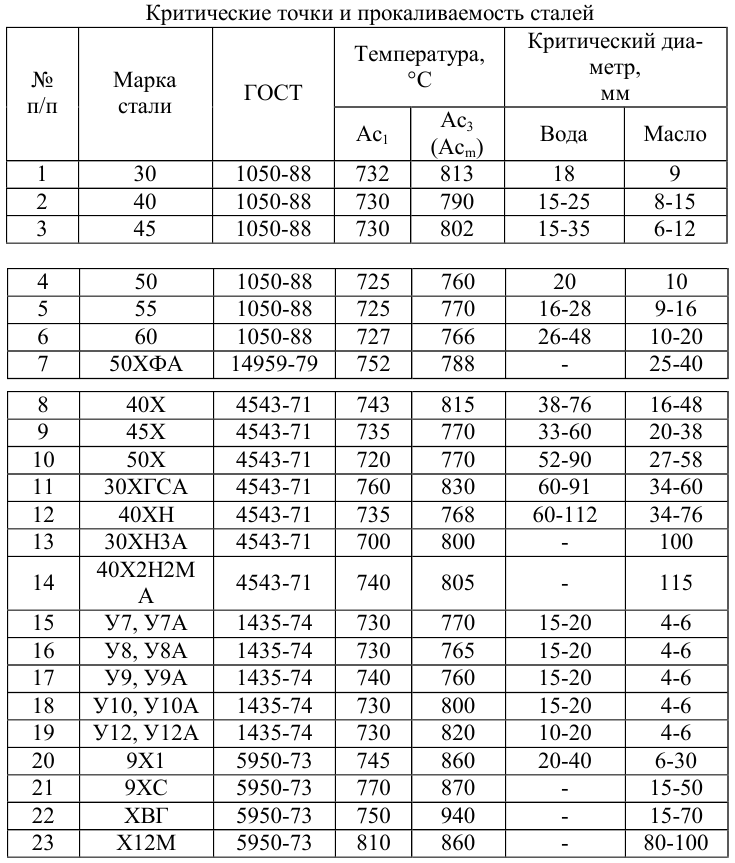
- Процесс нагрева заготовки при термообработке можно условно разделить на участки. На границах участков происходят важные изменения в кристаллической структуре материала. Эти точки называют критическими. Для стали 40Х выделяют четыре таких точки: при температуре 743 градуса, при 815, 730, и 693 градусах.
- Для закалки стали 40Х возможно применение одного из трех методов, на выбор. Первый, используется единственный охлаждающий элемент. Это может быть вода, масло, порошок, другое вещество.
- Закалка завершается этапом охлаждения заготовки. Первый, используется единственный охлаждающий элемент. Это может быть вода, масло, порошок, другое вещество. Масляное охлаждение исключает доступ кислорода и позволяет максимально сохранить качества полученного при термообработке материала. Большие размеры заготовок однако затрудняют применение масляного охлаждения. В этом случае изделия остывают на открытом воздухе. Вода в качестве хладагента может стать причиной появления окалины и других признаков разрушения металла. Второй способ подразумевает повторное охлаждение, то есть после того как заготовка побывала в воде, ее окунают в масло. Еще один метод охлаждения — с помощью струи охлаждающего металл вещества или точечный. Заготовку не охлаждают целиком, а направляют поток воды (или масла) на выбранный участок, для примера это может быть зуб зубчатого колеса.
- По завершении термообработки обязательно осуществляется отпуск. Об отпуске мы рассказывали выше, эта операция позволяет снизить внутренние напряжения металла и сделать его более пластичным. Это значительно продлевает срок эксплуатации изделий из металла.
Существует вероятность появления различных дефектов в процессе термической обработки сплава. Чтобы их избежать и сделать их проявление минимальным металл защищают в течение обработки.
Есть разные способы изоляции от кислорода, в идеале термообработку лучше проводить в герметически изолированной печи. Если это слишком сложно, заготовку можно осыпать чугунной пылью или стружкой. Ниже на видео показано пример термической обработки стали 40Х:
https://youtube.com/watch?v=J3fYxPhKYvs
Для получения труб и конусов металлопрокат подвергают вальцовке. Вальцовка это сгибание проката в заданных направлениях. Для этого металл оборачивают вокруг специальных валов (отсюда и слово «вальцовка»). Так как этот процесс не связан с нагреванием проката, то свойства стали практически не изменяются. Здесь есть некоторые особенности. Чем толще лист тем труднее его вальцевать.
Литье и обработка стали 40Х процесс достаточно сложный. Это существенно отражается на цене готового металла и изделий из него. По этой причине легирование сплава осуществляется только для деталей, назначение которых особо ответственное. Сталь хорошо сопротивляется воздействию влаги, но ее нельзя считать нержавеющей. Содержание хрома не такое большое как у нержавейки, где оно приближается к 18%.
Расшифровка стали 40Х
На территории СНГ применяется стандарт ГОСТ 4543-2016, который позволяет определить не только химический состав, но и различные эксплуатационные качества материала.
Сталь 40Х ГОСТ определяет следующие вещества в составе:
- Первая цифра 40 применяется для обозначения основного элемента в составе, которым является углерод. Как правило, большая часть состава приходится на железо, а углерод, концентрация которого составляет 0,44%, определяет основные эксплуатационные характеристики.
- Следующая буква Х указывает на то, что в составе есть легирующий элемент, представленный хромом. Отсутствие цифры после буквы указывает на то, что концентрация элемента составляет 1,1%. Как ранее было отмечено, хром повышает коррозионную стойкость структуры. Однако, рассматриваемая марка стали 40Х не характеризуется высокими антикоррозионными качествами.
- Рассматривая 40Х ГОСТ отметим, что в состав входит довольно большое количество никеля, кремния и марганца. Они определяют некоторые эксплуатационные характеристики металла, но они не отмечаются в маркировке.
Расшифровка позволяет определить химический состав и основные эксплуатационные качества материала. Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Способы обработки стали марки 40х
Материал плохо сваривается. Для устранения этого недостатка применяется термическая обработка. С ее помощью можно получить более универсальный сплав, улучшить его технические характеристики. Термическая обработка проводится в несколько этапов:
- Закалка. Проводится в масляной среде. Нужная для улучшения качества поверхностей структуры.
- Охлаждение детали. Осуществляется с помощью масла или на воздухе. Лучше использовать масло, поскольку оно повышает качество обработанной заготовки. Если применять воду, могут появиться дефекты.
- Отпуск. С его помощью устраняется внутреннее напряжение металла. Проводится на воздухе или с помощью масла.
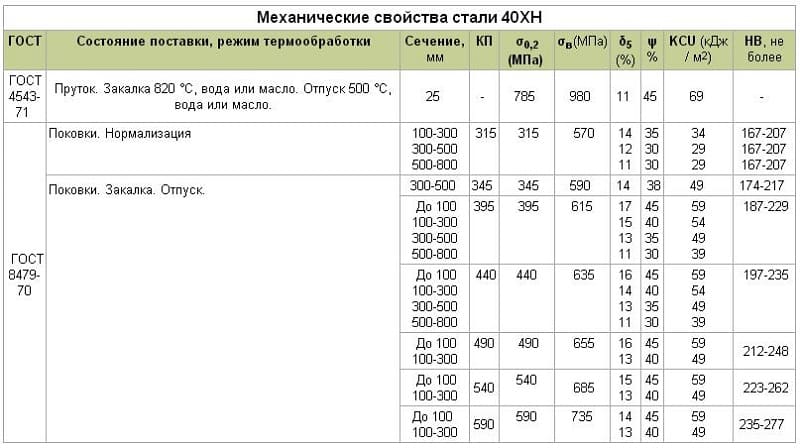
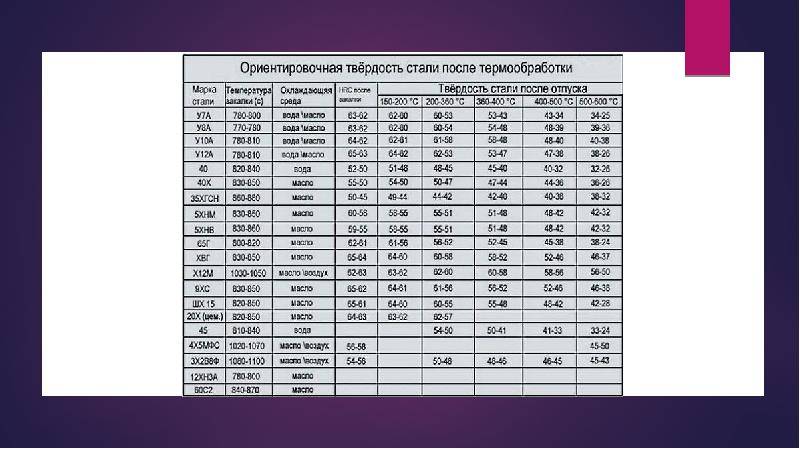
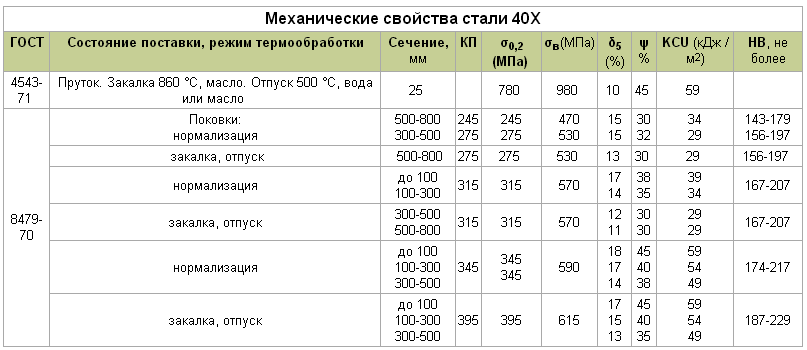
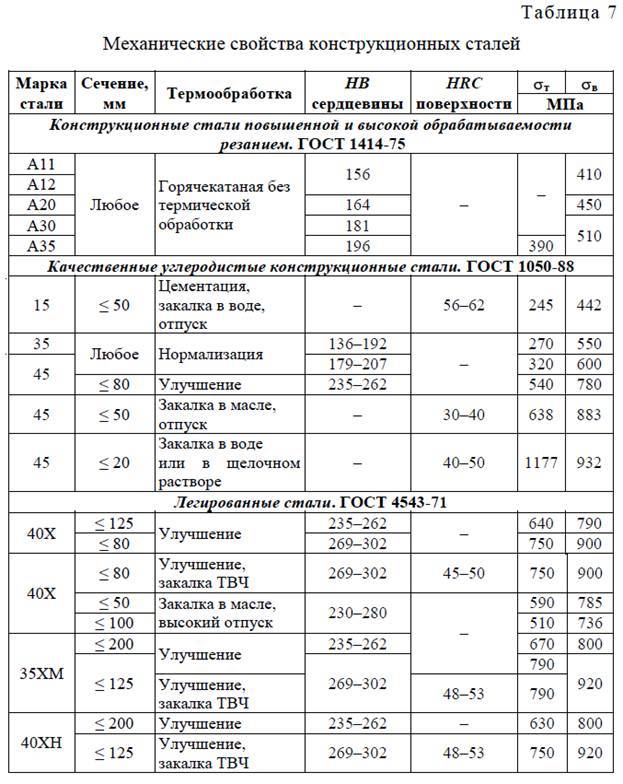
Если термическая обработка была проведена правильно, твердость повышается до 217 НВ. При этом снижается внутреннее напряжение. Закалку проводят при температуре 860 °C, отпуск — при 200 °C. Если температурный режим не был нарушен, срок эксплуатации сплава увеличивается.
Поле проведения термической обработки улучшается свариваемость металла, для получения качественного шва до применения сварки места соединения нужно разогреть.
Сталь 40х имеет высокую себестоимость из-за сложностей производства, дополнительной термической обработки. Легированный металл чаще применяется для производства деталей, которые длительное время подвергаются большой нагрузке.
Особенности термообработки
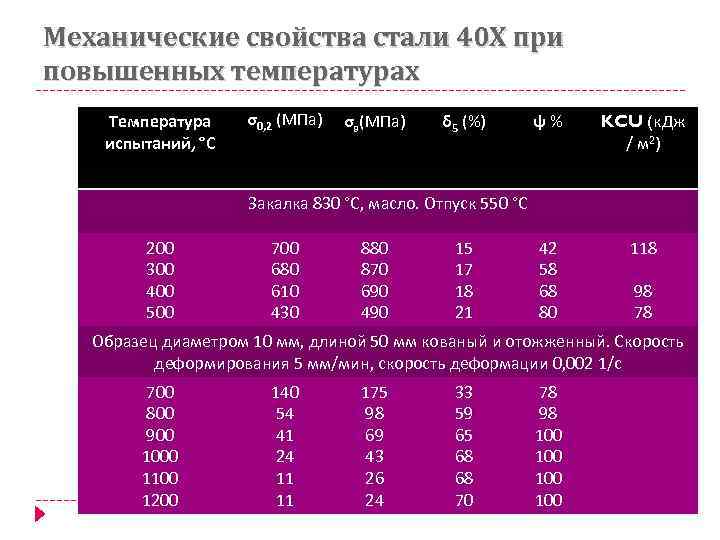
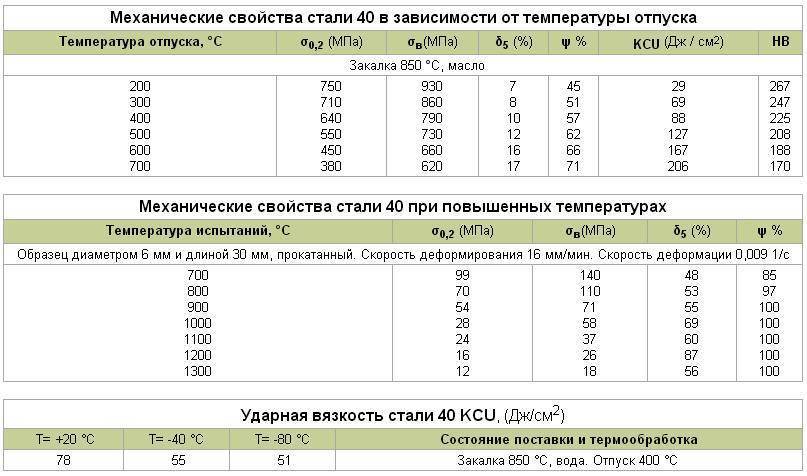
Термическая обработка проводится с целью улучшения механических свойств стали 40., в основном, для повышения прочности и поверхностной твердости. Она состоит из комплекса операций, в результате которых изменяется внутренняя структура сплава. Материал подвергается сильному нагреву, поэтому технология термообработки должна учитывать особенности сплава, например:
- температуру плавления стали 40Х;
- ее химический состав;
- содержание примесей, влияющих на твердость металла;
- критические точки, при которых изменяется структура сплава.
ГОСТ определяет оптимальные режимы:
- закалки стали – масляная среда с температурой 860 градусов;
- отпуска – вода или масло при 500 градусах;
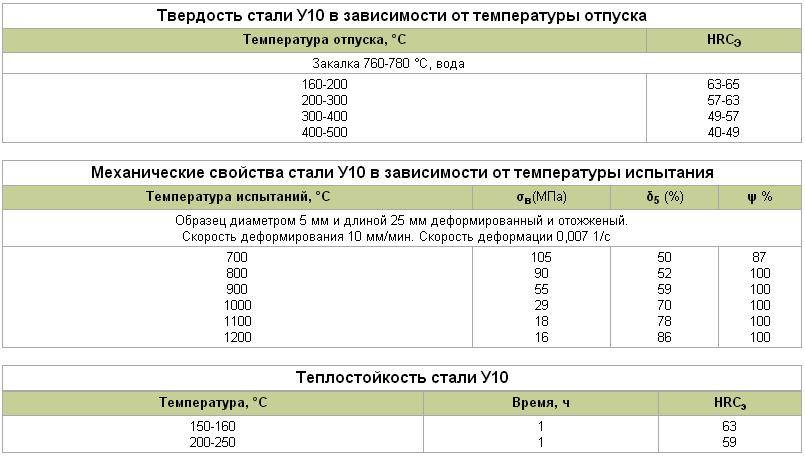
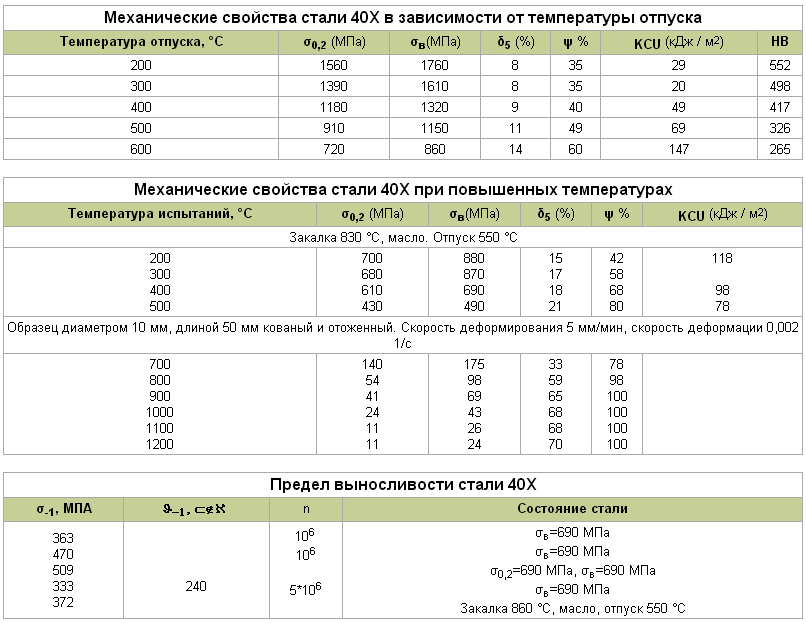
- если отпуск проводить при 200 градусах, твердость увеличивается до 552 МПа.
В итоге улучшаются характеристики:
- твердости – до 217 МПа;
- предела прочности на разрыв – 980 Н/м2;
- ударной вязкости – до 59 Дж/см2.
Медленное охлаждение после отпуска ведет к хрупкости стали. Избежать ее можно быстрым охлаждением, однако при этом возможно появление внутренних напряжений, вызывающих деформацию металла. Флокеночувствительность, то есть образование внутренних трещин и полостей, можно уменьшить вакуумированием процесса нагрева и совмещением его с продувкой аргоном.
Технические характеристики углеродистой стали 45
Особого внимания требует процесс закалки стали 40Х, так как она идет на изготовление деталей, испытывающих постоянные нагрузки, например, втулок, шестерен, болтов. После процедуры увеличивается твердость металла, но снижаются пластичность и устойчивость к ударным нагрузкам. Соотношение этих параметров зависит:
- от времени, в течение которого происходит нагрев до заданной температуры;
- интервала выдержки, определяющего равномерность прогрева;
- скорости охлаждения.
Критический диаметр после закалки в различных средах
При максимальной твердости от 43 до 46 HRC3 и содержании мартенсита не более 50% диаметр составляет от 16 до 76 мм.
При критической твердости в диапазоне от 49 до 53 HRC3 и количестве мартенсита, равном 90%, диаметр равен от 6 до 58 мм.
В обозначенных пределах прут с сечением цилиндрической формы прокаливается насквозь.
Определение метода и способа получения заготовки
4. Определение метода и способа получения заготовки
Метод – это совокупность способов формообразования или формоизменения. В машиностроении используется 3 основных метода получения заготовок:
· обработка материалов давлением;
Деталь изготавливается из стали 40Х (ГОСТ 4513-71), данная марка материала не обладает хорошими литейными свойствами (жидкотекучестью, низкой объемной и линейной усадкой и т.д.), также она не является порошком. Следовательно, методом получения данной заготовки является обработка материала давлением.
Что касается способов получения заготовок обработкой материала давлением, то они весьма разнообразны (молоты, ГКМ, КГШП, ГША). В данном случае наиболее оптимальным способом получения заготовки является получение заготовки горячей объемной штамповкой на молотах.
Особенностями ГОШ на молотах являются ударный характер деформирующего воздействия и возможность регулирования хода подвижных частей и величины удара при одновременном кантовании заготовки, что позволяет более эффективно производить перераспределение металла. Верхняя часть штампа заполняется лучше. Части штампа при штамповке на молоте должны смыкаться.
На молотах поковки изготавливаются с самым низким классом точности: Т5. Это обусловлено возможностью смещения частей штампа, отсутствием направляющих в конструкции штампа, ударным характером деформирования.
Допускаемые отклонения от номинальных размеров поковки соответствуют припускам, поэтому также являются увеличенными.
Кузнечные напуски имеют максимальные значения. Ввиду ударного характера работы молота в конструкции штампа нельзя использовать выталкиватели, поэтому для извлечения поковки из ручья штампа на вертикальных поверхностях поковок оформляются значительные штамповочные уклоны: наружные – до
5. Расчет припусков на механическую обработку табличным методом
1. Определение класса размерной точности поковки.
Класс точности поковки определяется по табл. 9 из в зависимости от применяемого деформирующего оборудования. При определении класса точности поковки необходимо учитывать способ нагрева исходной заготовки – пламенный нагрев.
По табл. 9 выбираем класс размерной точности поковки – Т5.
2. Определение группы материала.
Определение группы материала производится в зависимости от процентного содержания углерода и легирующих элементов.
Сталь 40Х относится к группе М2.
3. Определение степени сложности поковки.
Определяется степень сложности поковки по соотношению массы (объема) поковки

Степень сложности поковки – С2.
4. Определение расчетной массы поковки.

Расчетная масса поковки:
5. Определение исходного индекса поковки.


Исходный индекс определяется по табл. 11 из в зависимости от массы, группы материала, степени сложности и класса точности поковки.
По табл. 11 принимаем исходный индекс поковки – 16.
6. Определение общего припуска на обработку.
· для размеров
· для размера
· для размеров
· для размеров
Дополнительный припуск на смещение по поверхности разъема штампа –
Дополнительный припуск на изогнутость и отклонения от плоскостности и прямолинейности –
Дополнительный припуск, связанный с нагревом –
· для размеров
· для размеров
· для размеров
· для размера
· для размеров
· для размеров
Источник
Преимущества и недостатки
Положительные и отрицательные качества металла определяют его свойства. Среди качеств стали вида 40х важны характеристики выносливости и твердости. Примесь хрома в составе придает компонентам следующие положительные черты:
Преимущества Они отличаются большой прочностью и защитой от ржавчины. Держат сильные и долгосрочные нагрузки. Выдерживают экстремальные температурные значения от -40 до +425 °С. Магнитные свойства материала не влияют на качество стали. Их можно использовать в различных условиях внешней среды. Поверхности не нуждаются в очищении и обработке. Хорошо переносят коробление.
Недостатки К отрицательным чертам сплава относят хрупкость стали, ее флокеночувствительность. Но термообработка дает возможность понизить данные свойства до минимальных показателей.
Свариваемость сталей
СВАРИВАЕМОСТЬ — способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям
ЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕРОДА (Сэк) — количественная характеристика свариваемости. Она определяется по формуле:
где С — содержание углерода, %;
Mn, Cr… — содержание легирующих элементов, %
| ГРУППА СВАРИВАЕМОСТИ | Сэк, % | МАРКИ СТАЛЕЙ | ||
| Углеродистые | Легированные | Высоколегированные | ||
| I Хорошая | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВСт4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12X18Н9Т; 15X5 |
| II Удовлетворительная | Свыше 0,25 до 0,35 вкл | ВСт5; Стали 30; 35 | 12ХН2; 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | 30X13; 12X17; 25X13Н2 |
| III Ограниченная | Свыше 0,35 до 0,45 вкл | ВСт6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | 17X18Н9; 12Х18Н9; 36X18Н25С2; 40Х9С2 |
| IV Плохая | Свыше 0,45 | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н14В2М; 40X10С2М |
| ГРУППА СВАРИВАЕМОСТИ | УСЛОВИЯ СВАРКИ |
| I | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
| II | Сварка только при температуре окружающей среды не ниже — 5 °С, толщине металла менее 20 мм при отсутствии ветра |
| III | Сварка с предварительным или сопутствующим подогревом до 250 °С в жестком диапазоне режимов сварки |
| IV | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
weldering.com
Химический состав стали
Как ранее было отмечено, химический состав стали 40Х определяется маркировкой. Однако, она не отображает весь состав. Сталь марки 40Х характеризуется следующими особенностями:
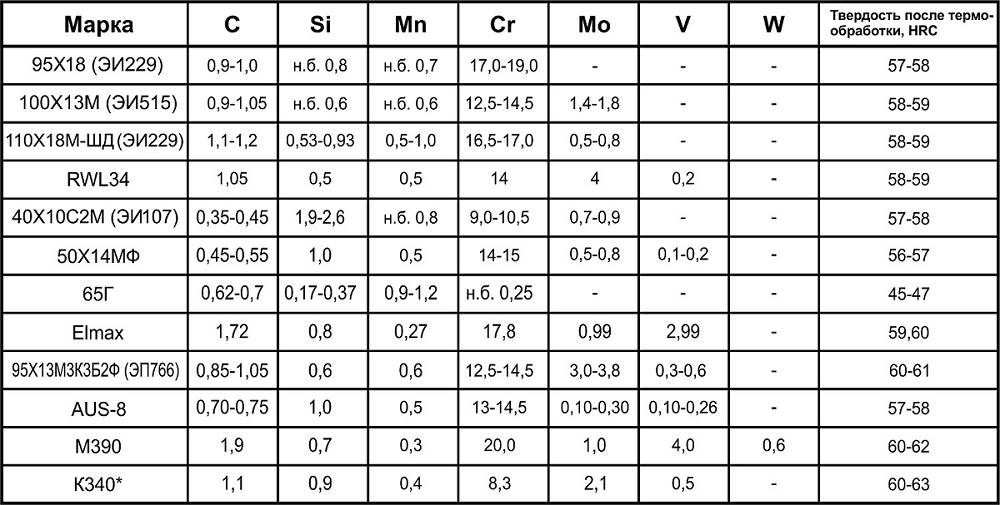
- Показатель концентрации углерода в составе находится в пределе от 0,36% до 0,44%. Отметим, что более точный показатель выдержать производители не могут по причине сложности процесса получения металла.
- Хром является основным легирующим элементом, его в металле содержится 0,8-1,1%.
- Процесс производства сплава определяет то, что в металл включается никель, кремний и марганец. Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик.
- В составе есть вредные элементы, к примеру, фосфор и сера. Их концентрация строго регламентирована.
- Также в состав включается медь, но ее около 0,035%. Именно поэтому концентрация этого элемента не изменяет основные эксплуатационные характеристики.
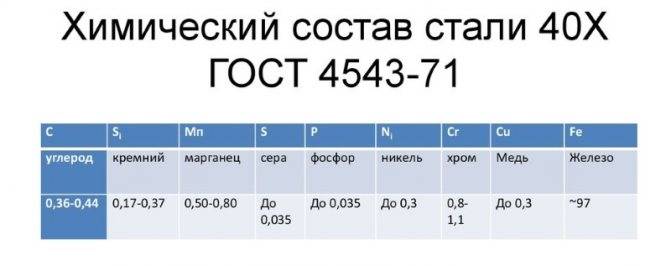
Химический состав стали 40х по ГОСТ
Рафинирование структуры различными легирующими элементами проводится при применении сильных раскислителей, после чего вводится шлак, обрабатываемый кремнием и углеродом.
Применение сплава
Благодаря хорошей переносимости высоких температур, устойчивости к ударным нагрузкам и высокой износостойкости, сплав 40Х10С2М довольно востребован в различных сферах. Его применяют в машиностроении для изготовления клапанов дизельных и авиационных двигателей.
Из стали изготавливают различные крепёжные детали и транспортёры для термической обработки. Термическая обработка позволяющая получить мелкозернистый сплав высокой прочности, разрешает его применять для режущих ножей различного направления.
Отличительной особенностью клинков из этого сплава, является возможность его полировки до зеркального блеска. Это улучшает защиту от коррозии.
Сталь 40Х10С2М хорошо затачиваема, и делать это можно с ней даже в полевых условиях.
Невысокая стоимость сплава имеет высокий покупательский спрос. Из металла изготавливаются ножи доступные всем слоям населения. Клинки хорошо переносят боковые нагрузки. Поэтому ножи используются охотниками, рыбаками и туристами. Сплав подходит для изготовления подарочного и коллекционного оружия.

Сталь 40Х: характеристики, применение, твердость и свариваемость стали 40Х
Марка стали: 40Х (заменители 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР).
Класс: сталь конструкционная легированная.
Использование в промышленности: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности..
Твердость: HB 10 -1 = 217 МПа
Свариваемость материала: трудносвариваема. Способы сварки: РДС, ЭШС, необходимы подогрев и последующая термообработка. КТС — необходима последующая термообработка.
Температура ковки, oС: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе.
Флокеночувствительность: чувствительна.
Склонность к отпускной хрупкости: склонна.
Вид поставки:
- Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Поковки ГОСТ 8479-70.
- Трубы ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 13663-86.
| Зарубежные аналоги марки стали 45 | |
| США | 5135, 5140, 5140H, 5140RH, G51350, G51400, H51350, H51400 |
| Германия | 1.7034, 1.7035, 1.7045, 37Cr4, 41Cr4, 41CrS4, 42Cr4 |
| Япония | SCr435, SCr435H, SCr440, SCr440H |
| Франция | 37Cr4, 38C4, 38C4FF, 41Cr4, 42C4, 42C4TS |
| Англия | 37Cr4, 41Cr4, 530A36, 530A40, 530H36, 530H40, 530M40 |
| Евросоюз | 37Cr4, 37Cr4KD, 41Cr4, 41Cr4KD, 41CrS4 |
| Италия | 36CrMn4, 36CrMn5, 37Cr4, 38Cr4KB, 38CrMn4KB, 41Cr4, 41Cr4KB |
| Бельгия | 37Cr4, 41Cr4, 45C4 |
| Испания | 37Cr4, 38Cr4, 38Cr4DF, 41Cr4, 41Cr4DF, 42Cr4, F.1201, F.1202, F.1210, F.1211 |
| Китай | 35Cr, 38CrA, 40Cr, 40CrA, 40CrH, 45Cr, 45CrH, ML38CrA, ML40Cr |
| Швеция | 2245 |
| Болгария | 37Cr4, 40Ch, 41Cr4 |
| Венгрия | 37Cr4, 41Cr4, Cr2Z, Cr3Z |
| Польша | 38HA, 40H |
| Румыния | 40Cr10, 40Cr10q |
| Чехия | 14140 |
| Австралия | 5132H, 5140 |
| Южная Корея | SCr435, SCr435H, SCr440, SCr440H |
Сталь 40Х и ее характеристики
В нашей компании вы можете заказать разнообразные изделия из металла, используемые в быту, строительстве и в промышленности. От того, из какого материала создан металлопрокат, зависят его качества, свойства и характеристики.
Мы предлагаем вам ознакомиться с разнообразными видами стали. К примеру, марка стали 40Х, относящаяся к классу конструкционной легированной, пользуется особой популярностью. В данном разделе вы узнаете больше про этот материал.
Если у вас возникают вопросы по товарам или вы хотите сделать заказ, то звоните нашим специалистам! Менеджеры компании работают круглосуточно.
В данном материале имеется 0,40 процента углерода и меньше полутора процентов хрома.
Этот материал относится к трудносвариваемым. Вы можете осуществлять сваривание ручным дуговым методом и электрошлаковым, но в начале следует подогреть сталь, а после произвести термическую обработку. При контактной точечной сварке также требуется дальнейшая термическая обработка.
Твердость стали 40Х следующая: HB 10 -1 = 217 МПа.
Заменителями этого материала могут стать марки 45X, 38XA, 40XH, 40XC, 40ХФ, 40XP.
Если вы собираетесь ковать эту сталь, то в начале процесса нужно нагреть ее до 1 250 градусов по Цельсию, а в конце остудить до 800 градусов. Если ковке подвергались изделия сечением до 350 миллиметров, их нужно охлаждать на воздухе.
Больше информации вы можете узнать из таблиц, расположенных на сайте.
Применение 40Х
Она поставляется в виде сортового, а также фасонного проката. Вы можете найти прутья с разнообразными видами обработки поверхности, сделанные из этого материала. Также популярностью пользуется серебрянка и листы разной толщины. Из данной стали изготавливают и трубы, и полосы. Она используется для производства поковок ГОСТ 8479-70.
Этот материал широко применяется в промышленной сфере.
Сталь Ст 40Х используется для изготовления осей и стержней для передачи крутящего момента, вал-шестеренок, поршней, трубопроводной арматуры, колец, вращающихся деталей, инструментов для клепальных работ, измерительных устройств, болтов, деталей для аппаратов с вращающимися барабанами, деталей конической формы и прочих элементов. Сталь марки 40Х требуется, если нужно произвести улучшаемые изделия, имеющие повышенную прочность.
Область применения
По степени свариваемости структуры она относится к 4 группе. Сварочный шов может стать причиной образования различных трещин. Именно поэтому материал 40Х перед выполнением сварочных работ предварительно разогревается, что позволяет избежать просто огромного количества проблем с эксплуатацией полученного изделия.
Другие свойства рассматриваемого материала определяют его широкое применение. На производственные площадки поставляются заготовки следующего типа:
- Листы. Листвой металл получил широкое распространение, к примеру, при холодной или горячей штамповке. Кроме этого, листы металл используются при обшивке каркасных конструкций.
- Поковки используются в качестве основы при создании различных изделий.
- Трубы сегодня весьма распространены, к примеру, при создании отопительной системы или для транспортировки различной жидкости.
- Металлопрокат применяется в машиностроительной области в качестве заготовки для различных деталей.

Круг ф 160 ст 40Х с обточкой
После проведения термической обработки Сталь 40 может применяться для получения насадок, разверток и корпусов метчиков. Аналог стали 40Х может использоваться для получения различных ответственных конструкций, к примеру, осей, валов, зубчатых колес, болтов или плунжеров. Аналоги зарубежные могут использоваться для изготовления деталей, которые будут эксплуатироваться на открытом воздухе при низкой температуре. Примером назовем элементы мостов и железнодорожных конструкций.
Закалка приводит к существенному повышению твердости поверхности, однако хрупкость снизить можно только при отпуске. Достигнуть требуемых показателей можно только при соблюдении особенностей технологии.
Расшифровка стали 40Х
Марку 40Х, относят к конструкционным, легированным. В результате того, что в состав стали может входить от 0.36 и 0.44% углерода и от 0.8 и до 1.1% хрома, она становится трудно свариваемой. То есть, для получения качественного шва необходимо выполнить ряд дополнительных технологических операций. Перед тем как начать сварку, кромки деталей необходимо подогреть до 300 ºC. После того как шов получен, надо выполнить отжиг.
Полный состав 40Х:
С(углерод) | Si(кремний) | Mn(марганец) | Ni(никель) | S(сера) | P(фосфор) | Cr(хром) | Cu(медь) |
0,36-0,44 | 0,17-0,37 | 0,5-0,8 | до 0,3 | до 0,035 | до 0,035 | 0,8-1,1 | до 0,3 |
Химический состав стали 40Х позволяет ее применять для производства деталей с высокими параметрами прочности. К этим деталям относят:
валы механизмов;
оси;
шпиндели;
зубчатые венцы и пр.
Аналоги
Кстати, при выборе прутка из стали 40Х в качестве основного материала, проектировщик должен помнить о том, что существует возможность применения отечественных аналогов, таких как – 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР. Среди сталей, производимых за рубежом, существуют следующие аналоги как:
G51400, H51350 – США;
37Cr4, 41Cr4, 41CrS4 – Германия;
35Cr, 38CrA, 40Cr, 40CrA – КНР.
Производство стали марки 40х
Этапы:
- Подготовка и плавка шихты. Нагревание жидкого металла в специальной ванне. На этом этапе происходит окисление железа, образуется его оксид. Одновременно с этим окисляются основные примеси — фосфор, марганец, кремний. Одна из главных задач этапа — удаление фосфора из состава. Для снижения его процентного содержания нужна небольшая температура ванны со шлаком, металлом. В ней должно содержаться определенное количество оксида железа.
- Кипение металлической ванны. Температура повышается постепенно. Если нагрев будет происходить быстро, начнется окисление углерода. На этом этапе снижается содержание серы в сплаве.
- Раскисление стали. Выполняется двумя способами. Первый — диффузионный. Осуществляется с помощью шлака. На его поверхность погружается измельченный алюминий, ферросилиций, ферромарганец. С помощью раскислителей оксид железа восстанавливается, его процентное содержание в сплаве уменьшается. Второй способ — осаждение. В жидкую сталь вводятся растворимые раскислители — алюминий, ферросилиций, ферромарганец. Железо восстанавливается, образуются сторонние оксиды, которые уходят в шлак.
Последний этап производства — легирование стали. В расплавленный металл вводятся определенные компоненты, которые нужны для изменения его технических характеристик.

Стальной медальон для кошки (Фото: Instagram / gravceh)
Технология сварки разнородных сталей
Разнородными принято считать стали, которые отличаются атомно-кристаллическим строением, т.е. имеют ГЦК-, ОЦК- решетку или принадлежат к разным структурным классам (перлитные, ферритные, аустенитные), а также стали с однотипной решеткой, относящиеся к различным группам по типу и степени легирования (низколегированные, легированные, высоколегированные). Они содержат в сумме до 5, 10 или свыше 10 % хрома и других легирующих элементов соответственно.
В табл. 1 приведены основные группы сталей, применяемых в машиностроении. Из них формируют различные сочетания для изготовления сварных конструкций.
Табл. 1 Классификация сталей, применяемых в сварных соединениях разнородных сталей
Класс сталей и сварочных материалов
Перлитные и бейнитные
09Г2С, 10ХСНД, 20ХГСА
30ХГСА, 40Х, 40ХН2МА, 38ХВ
Теплоустойчивые (Cr-Мо и Cr-Mo-V)
12МХ, 12Х1МФ, 20Х1М1Ф169
Мартенситные, ферритные, ферритно-мартенситные, аустенитно-мартенситные, ферритно-аустенитные
12 %-ные хромистые, жаростойкие
08X17Т, 15Х25Т, 20X17Н2
12 %-ные хромистые, жаропрочные
Аустенитные стали и сплавы на никелевой основе
Аустенитные коррозионно-стойкие и криогенные
Жаропрочные никелевые сплавы
Конструкции, сваренные из разнородных сталей, называют комбинированными. Они применяются в тех случаях, когда условия работы отдельных частей конструкции отличаются температурой, агрессивностью среды, особыми механическими воздействиями (износ, знакопеременное нагрузка и т.п.).
Особенности технологии сварки комбинированных конструкций из сталей различных структурных классов
Одна из причин пониженной свариваемости перлитной и аустенитной сталей — образование хрупкого мартенситного слоя или карбидной гряды в объеме переходной кристаллизационной прослойки, у которой уровень легирования металла снижается, приближаясь к перлитной стали. Образование этой прослойки объясняется ухудшением перемешивания жидкого металла в пристеночных слоях. При небольшом запасе аустенитности металла шва толщина этой прослойки может достигнуть критической величины, при которой происходит хрупкое разрушение сварного соединения.
Поэтому при выборе способов и режимов сварки отдают предпочтение технологии, при которой толщина кристаллизационной прослойки минимальна. Этого достигают следующими методами:
— Применением высококонцентрированных источников тепла (электронный луч, лазер, плазма);
— Разделкой кромок или их наплавкой (рис. 1), уменьшающей долю участия сталей;
— Выбором режимов сварки с минимальной глубиной проплавления;
— Переходом к дуговой сварке в защитных газах, обеспечивающей интенсивное перемешивание металла ванны.
Преимущества сварки комбинированных конструкций в защитных газах связаны с увеличением температуры расплавленного металла, снижением поверхностного натяжения и, соответственно, увеличением интенсивности его перемешивания, что вызвано ростом приэлектродного падения напряжения сварочной дуги и увеличением кинетической энергии переноса капель электродного металла и плазменного потока в дуге.
Добавление в аргон кислорода, азота, углекислого газа усиливает отмеченные преимущества. Добавки кислорода повышают температуру ванны также тем, что вызывают экзотермические окислительно-восстановительные реакции. В результате отмеченных явлений снижается уровень структурной и механической неоднородности в зоне сплавления перлитной стали с аустенитным швом.
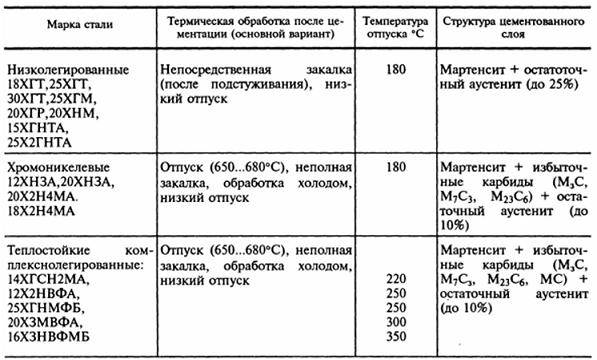
Термообработка стали
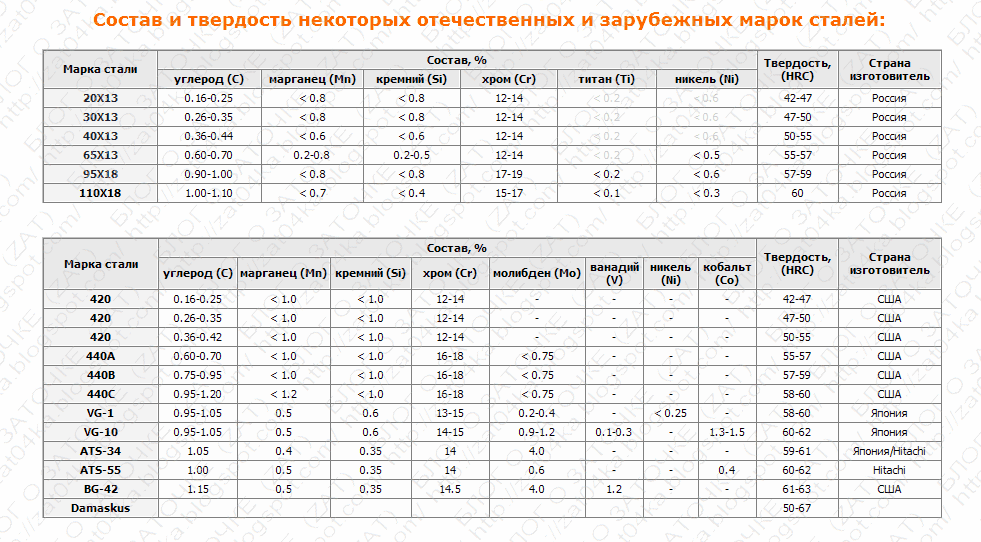
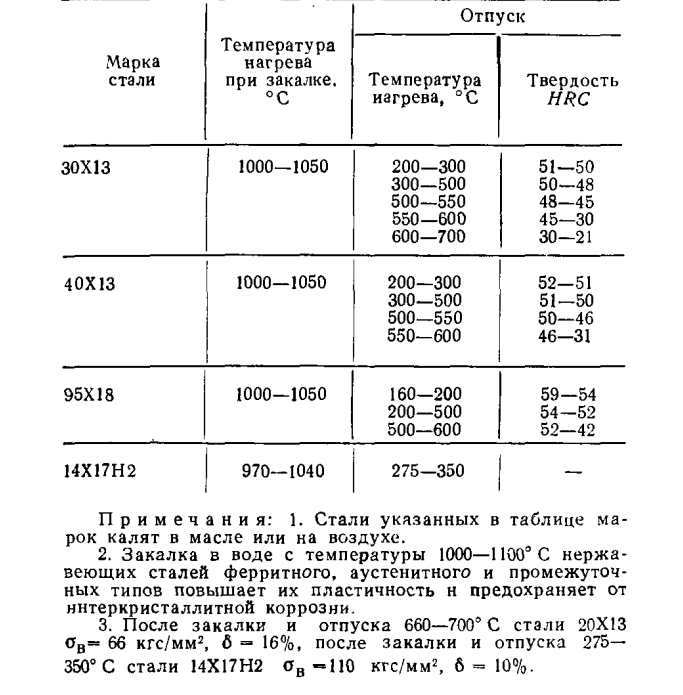
Свои уникальные свойства, в частности, повышенную стойкость к коррозии, марка 40Х13 получает в результате сложной термической обработки.
После закалки, составляющими компонентами стали 40Х13 являются:
- карбиды;
- мартенситы;
- остатки аустенитов.
Надо отметить, что при температуре порядка 1050 ºC сталь теряет свою твердость. Это вызвано в первую очередь тем, при таком режиме растёт количество аустенита. Но при понижении температуры до 500 ºC твёрдость возвращается. Это обусловлено тем, что происходит удаление карбидов из структуры стали.
Финишная термообработка (закалка) производится при температуре 950 — 1000 ºC, с последующим охлаждением в масле или на воздухе. При соблюдении всех технологических режимов сталь получить требуемую твёрдость и коррозионную стойкость.
Марка 40Х13 – назначение
Коррозионно-стойкая жаропрочная сталь 40Х13 мартенситного класса используется для изготовления высокопрочных износостойких деталей, работающих в коррозионных средах или при температурах до 4500С – оси, втулки, пружины, корпусы, лопасти, цапфы, бандажи, турбин, рессоры, диски, иглы карбюраторов, крепеж, другие изделия. Стойкость к образованию окалины при длительном сроке эксплуатации до 6000С.