Сведения о производителе заточного станка 3662
Производитель заточного станка для червячных фрез 3662 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
Станки, выпускаемые Витебским заводом заточных станков, Визас
- 3А64 — станок заточной универсальный Ø 250 х 650
- 3А64М — станок заточной универсальный Ø 250 х 650
- 3А64Д — станок заточной универсальный Ø 250 х 600
- 3А662 — станок заточной для червячных фрез полуавтомат Ø 200 х 280
- 3Б642 — станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3В642 — станок заточной универсальный Ø 250 х 630
- 3Д641Е станок заточной универсальный с гидравлическим приводом Ø 200 х 400
- 3Д642Е — станок заточной универсальный с гидравлическим приводом Ø 250 х 630
- 3Е642 — станок заточной универсальный Ø 250 х 630
- 3Е642Е — станок заточной универсальный с гидравлическим приводом Ø 250 х 500
- 3М642 — станок заточной универсальный Ø 250 х 500
- 3Д692 — станок заточной универсальный для дисковых пил полуавтомат Ø 275..1430
- 3Е692 — станок заточной универсальный для дисковых пил полуавтомат Ø 250..1430
- 3662 — станок заточной для червячных фрез полуавтомат Ø 125 х 200
- ВЗ-318, ВЗ-318Е — станок заточной универсальный Ø 200 х 500
- ВЗ-818, ВЗ-818Е — станок заточной универсальный Ø 200 х 500
- ВЗ-319 — станок заточной универсальный настольный Ø 100 х 200
- БДС-4 — cтанок комбинированный по дереву
- БДС-5 — cтанок комбинированный по дереву
https://youtube.com/watch?v=d7A8uSAS7N4
Лучшие станки для заточки сверл, ножей и ножниц
Для заточки ножниц и ножей, необходимо использовать специальную насадку для безопасной работы
Диолд МЗС-02

Для ножей используются специальные точилки Компактный станок, который подойдет для заточки небольших инструментов. Мощность составляет всего 200 Вт. Высокооборотный двигатель издает сильный шум. Устройство очень удобно в использовании. Производитель позаботился о безопасности работы, установив специальные защитные стекла. Для ножей и ножниц предусмотрена специальная система заточки, которая снижает риск травмирования.
Достоинства:
- несколько скоростей;
- простое использование.
Недостатки:
высокий шум.
Устройство имеет нестандартные круги, которые не всегда имеются в продаже.
Prostormer PTET1058

Точилка Prostormer PTET1058 имеет компактные размеры Компактное устройство, которое можно приобрести на Алиэкспресс. Предусмотрен станок для заточки ножей, ножниц и сверл. Мощность небольшая, всего 95 Вт, поэтому точилка часто используется для дома. Скорость составляет 1600 оборотов в минуту, поэтому процесс работы не займет много времени. Работает устройство легко, поэтому сможет заточить даже карандаш.
Достоинства:
- заточка проводится быстро;
- качественная сборка.
Недостатки:
необходимо контролировать угол заточки.
Точилка не используется для особо прочных материалов.
Станки для заточки сверл: цены и производители
Среди отечественных производителей большой популярностью пользуется компания «Диолд». Цена станков для заточки сверл и ножей довольно умеренная. Например, модель МЗС-02 можно приобрести за 2900 рублей. Устройство имеет мощный коллекторный двигатель, высокие обороты. Рациональное расположение мотора и насадок позволило поместить в корпус охлаждающий элемент – крыльчатку. К недостаткам модели можно отнести довольно высокий уровень шума и нестандартность абразивных кругов.
Востребованы также станки Sturm. Головной офис компании находится в Германии, производственные цеха имеются во многих странах Европы, а также в Китае. Среди изделий данного производителя много недорогих домашних моделей. В частности, это станок Sturm BG6010S. Устройство имеет двигатель средней мощности, вполне удовлетворяющий бытовые запросы. Есть возможность выставления угла заточки. Цена устройства – 2300 рублей.

Станок отечественного производства фирмы «Диолд» можно приобрести за 2,9 тыс. рублей
Среди станков для заточки дисковых пил можно выделить вариант JMY8-70. Изготовлен инструмент в Китае, но отнести его следует к довольно качественным и функциональным моделям. Корпус выполнен из прочной стали. Абразивный диск алмазный, наиболее активно применяемый диаметр – 125 мм, частота вращения составляет 2850 об/мин. Держатель пилы имеет наклонное положение, которое позволяет производить угловую заточку.
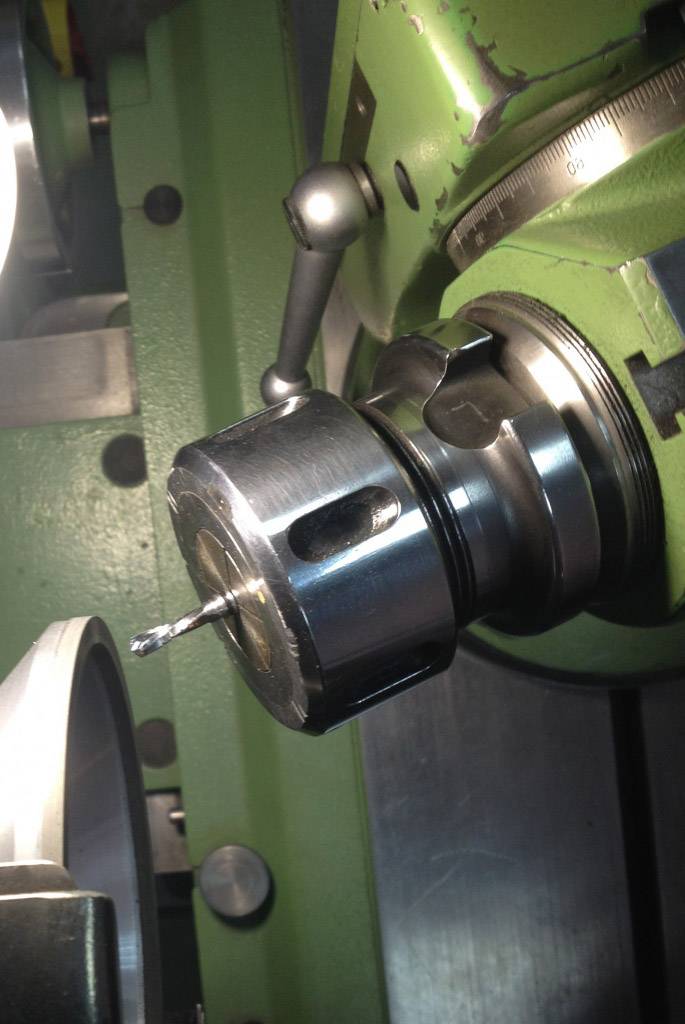
Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.

Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Конструкция и стандартная оснастка точилок для сверл
Основная конструкция любого точильного станка достаточно проста. В состав устройства входят следующие элементы:
Корпус, в который помещен двигатель. Для обработки элементов из мягких материалов применяется двигатель малой мощности. При заточке твердосплавных частей используются мощные модели. От мощности зависит скорость вращения заточных приспособлений, а следовательно, время, необходимое для обработки инструмента.
Установленные параллельно абразивные круги, изготовленные из различных материалов. Для заточки элементов из твердых сплавов применяются алмазные круги, которые могут различаться размерами. Наружный диаметр колеблется от 125 до 250 мм
Важное значение имеет величина посадочного места: наиболее распространенный вариант – 32 мм, но встречаются размеры 21.7, 16, 20 мм. Не менее важным показателем является зернистость: для черновой обработки достаточно 40-60, для финишной – 80-120.
Шлифовальная лента или другие специальные приспособления
Дополнительные элементы конструкции присущи универсальным станкам для заточки. Такие части также могут иметь разные показатели размеров, структуры покрытия и т. д.
Экран. Прозрачная защитная пластина-щит, обеспечивающая безопасность работы.
Кнопка запуска и выключения агрегата.
Схема с изображением стандартной конструкции точильного станка
Все размеры и особенности элементов обязательно должны быть указаны в паспорте к точильному станку.
Как выбрать заточной станок для дома
Чтобы заточный станок служил длительный период без снижения своих характеристик, необходимо знать, как выбрать точило. При выборе учитываются основные критерии.
Какая мощность должна быть в зависимости от предстоящего использования
Выбирая устройство, необходимо определиться с типом поверхности, которая будет затачиваться. Чем грубее поверхность, тем мощность должна быть выше.







Наиболее часто используемая мощность устройство составляет от 180 и до 800 Вт. Такие станки могут использоваться для работы в гараже или мастерских. Также установки станут незаменимыми для домашнего использования.
Как определиться с максимальным числом оборотов
Количество оборотов зависит от стали, которая будет затачиваться. Для прочных сплавов оптимальным количеством оборотов считается 2700-3000. Такого показателя достаточно, чтобы шлифовать инструменты и бытовые предметы.
Как подобрать диаметр круга
Круги бывают нескольких типов:
- Малые. Подходят для бытового использования. Чаще всего используются для заточки небольших инструментов.
- Средние. Предназначены для универсального использования. Легко справляются не только с ножами и сверлами, но и инструментом из более прочного металла.
- Большие. Подходят для обработки крупногабаритных инструментов. Чаще всего используются для станков с высокой мощностью.
Для домашних целей достаточно использовать средний круг. Если пользователь часто затачивает мелкие детали, дополнительно может использоваться малый круг.
Для домашних целей используются средние размеры кругов
Что нужно знать о посадочном диаметре круга
Правильно установленный круг, должен соответствовать диаметру вала. Проверить это очень просто, необходимо сравнить отверстие в круге с валом. Если диаметр больше или меньше, такой расходный материал не используется.
Многие современные модели станков, имеют в комплектации съемные насадки, которые позволяют подобрать круг любого диаметра. Однако если необходимо установить станок, который будет отличаться прочностью и надежностью, используются модели с крупными валами.
На что влияет толщина круга
Посадочный круг должен соответствовать указанным характеристикам на устройстве. Так как использование слишком больших деталей при низкой мощности, часто приводит к поломкам. Для заточки небольших инструментов могут использоваться круги, которые по ширине немного больше затачиваемой поверхности. Такие установочные диски прослужат длительное время.
Если использовать широкие круги для мелких инструментов, это приведет к неправильной заточке или некомфортному процессу работы. Такого же результата можно достичь если использовать маленькие детали для объемных инструментов.
Как правильно заточить фрезу по металлу: несколько способов
Основная задача – обработать с двух сторон криволинейную поверхность, обладающую большой протяженностью. При этом режущим инструментом является абразивное вещество. Оно должно быть направлено непосредственно вдоль кромки (под верным углом).
Как затачивать с помощью станка

Технологически данный процесс происходит в несколько этапов:
- Закрепление инструмента в нужном положении в подвижной части станины.
- Поднесение режущего элемента к вращающемуся абразивному кругу до появления равномерного искрения.
- Обрезка металлического слоя, шириной до 50 мкм.
При этом требуется выполнять следующие рекомендации:
- Каждый зуб нуждается в отдельном затачивании.
- Движение должно происходить от начала борозды до внешнего края.
- Все циклы нужно проводить одинаково, чтобы добиться полного единообразия в режущей кромке.
Как затачивать фрезы с помощью кругов для заточки
Это специальное оборудование, насадка которого из абразивного вещества и представляет собой замкнутую ленту:

Особенность обтачивания заключается в правильном выборе материала. Какие продают абразивы:
- Белый или классический электрокорунд. Применяется чаще всего для обыкновенных резцов по дереву или металлу.
- Эльбор – хорошо обрабатывает быстрорежущую сталь.
- Карбид кремния или алмаз (натуральный, синтетический) прекрасно справляется с твердосплавными изделиями.
Рекомендация: применяйте охлаждающие смазки для того, чтобы снизить термическое влияние силы трения.
Подручными средствами
Для этого нужно самодельное приспособление или стол для ручного фрезера.

Алгоритм действий:
- Используя специальную жидкость, необходимо очистить поверхность инструмента от нагара. Для этого нужно поместить резец в емкость и оставить его там отмокать на 3 мин., затем очистить грубой щетиной.
- Применяя алмазный брусок, обточить кромку спереди, чтобы было обеспечено продольное движение.
- Протереть готовую оснастку мягкой тряпкой для устранения металлической пыли.
Особенности конструкции
Несмотря на то, что существует довольно много моделей станков, их конструкция несколько схожа. К особенностям типовой конструкции можно отнести:
- Основная часть корпуса представлена электродвигателем.
- При необходимости изменения частоты вращения может быть включена в конструкцию клиноременная передача.
- На валу закрепляется абразивный круг.
- Подставка необходима для закрепления обрабатываемого инструмента.
- Имеется блок с кнопкой включения или выключения оборудования, а также с элементами регулировки режимов работы.
Могут присутствовать и иные элементы.
Достоинства применения
Многие решают, стоит ли тратиться и приобретать специальные станки для заточки. Их использование можно определить следующим образом:
- Значительно ускоряется процесс: большая скорость вращения круга обуславливает ускорение процесса снятия необходимого слоя металла.
- Можно достигнуть более точного результата. Углы заточки имеют четкие приделы, без использования станков выдержать их практически невозможно.
- Качество проводимой работы значительно выше.
- Выполнить работу может даже неподготовленный мастер, так как работа практически полностью автоматизирована.
Станки используются в мастерских при среднем и крупносерийном производстве. Только в этом случае их покупка оправдана.
Недостатки применения
Также можно выделить и некоторые недостатки применения:
- Электрический привод потребляет довольно много энергии. При постоянном использовании затраты на оплату электроэнергии будут весьма большими.
- Стоимость станков весьма велика. При этом отметим, что цена зависит как от основных эксплуатационных показателей, так и от того, какая фирма является производителем.
- Нужно проводить постоянное обслуживание оборудования для поддержания его в надлежащем состоянии.
- Нужно найти место для установки оборудования и правильно оснастить его. Некоторые модели требуют жесткого крепления.
Подобные недостатки можно выделить при рассмотрении заточных станков.
В заключение отметим, что существует довольно много видов фрез, каждый обладает определенными качествами, которые стоит учитывать. Именно поэтому следует приобретать не специализированный, а именно универсальный вариант исполнения заточного станка.
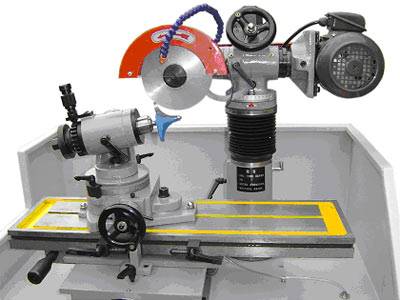
Инструмент для заточки
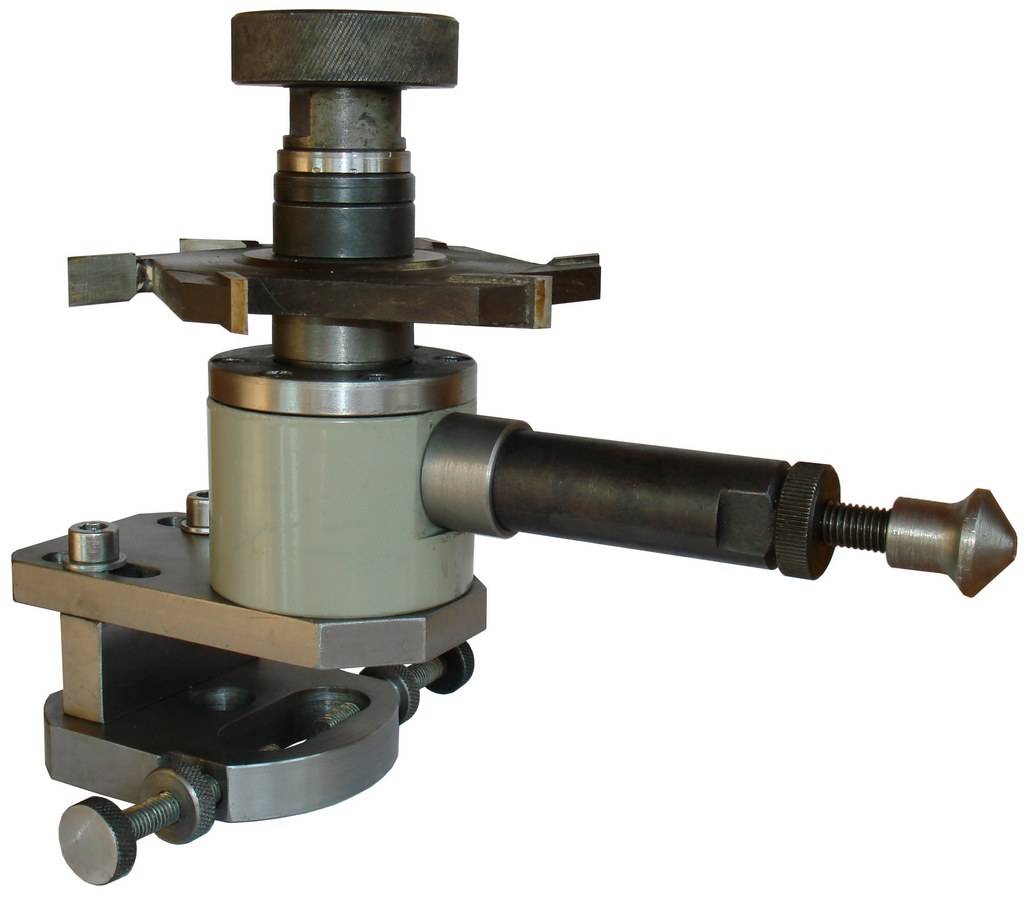
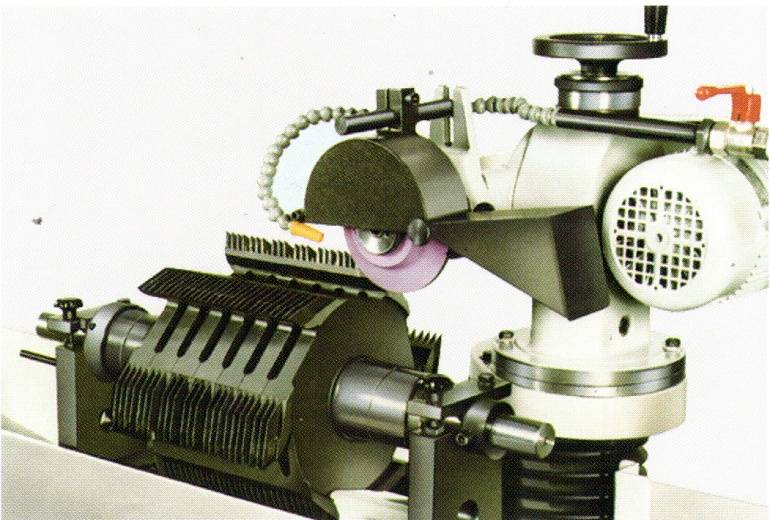
Для заточки фрез по наружной поверхности – затыловке, используют чашечные мелкообразивные круги. Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам. Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Заточку токарных резцов по металлу выполняют на точилах с кругами средней и мелкой зернистости. Доводка осуществляется на полировочных алмазных кругах и оселках. Правильность выполнения угла проверяется специальным шаблоном.
Заточка дисковых фрез осуществляется по 2 плоскостям. Сначала тонким кругом, перемещающимся перпендикулярно плоскости диска, обрабатывается внутренняя режущая кромка. Затем шлифуется тыльная сторона. При этом фреза после каждого прохода круга проворачивается на 2 – 5 зубьев. Это обеспечивает равномерную заточку. Количество зубьев в одном шаге инструмента не должно быть кратным их общему количеству. Например, для диска с 20 режущими кромками выбирается шаг через 2 на 3 выступ.

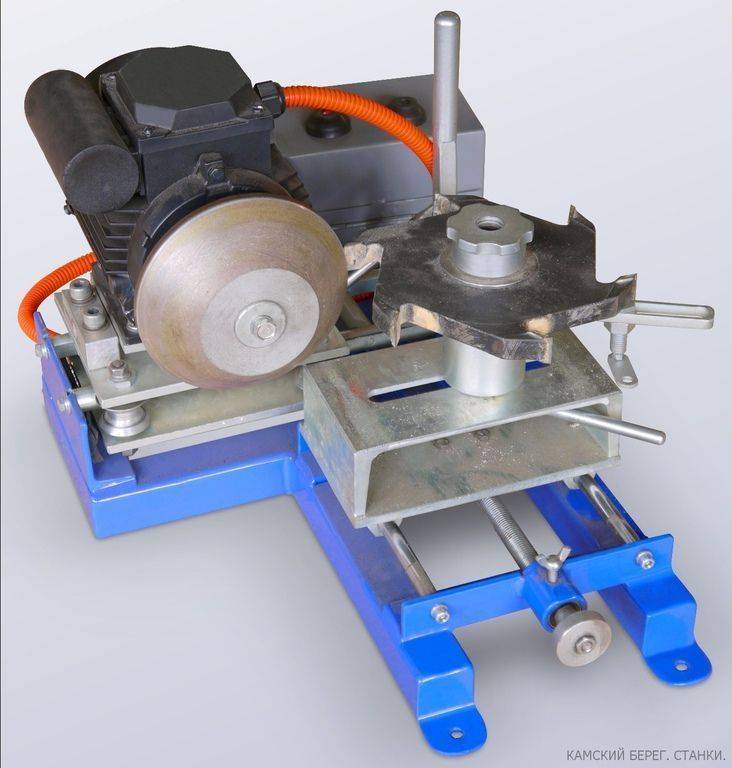
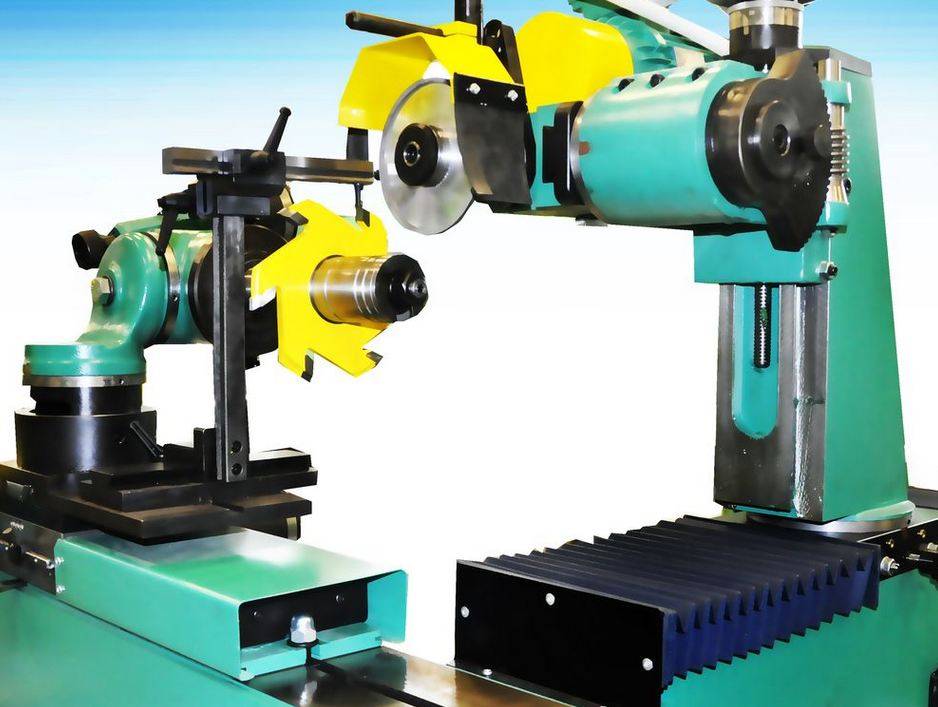
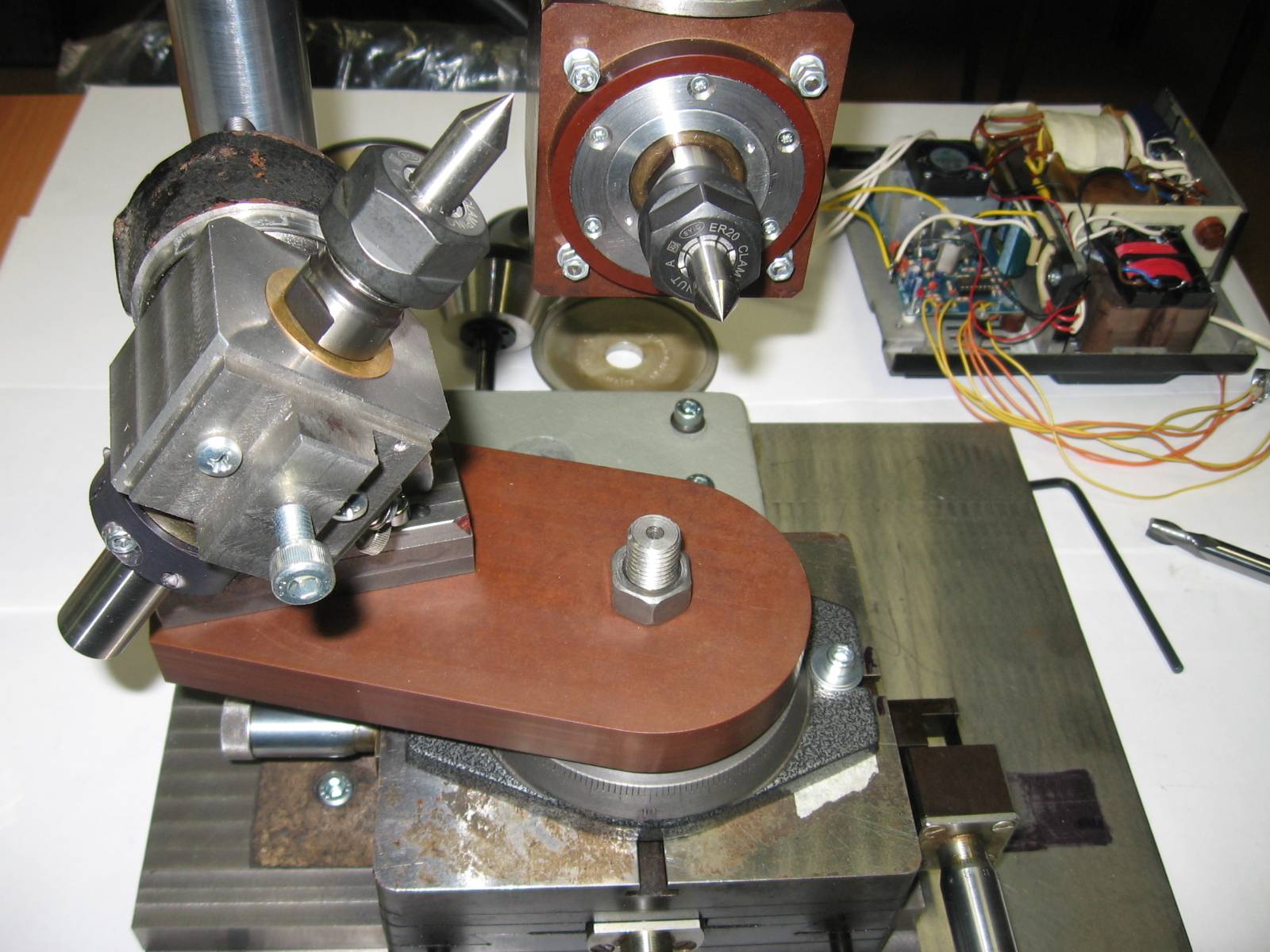
Станок для заточки фрезы
Чертежи простейших приспособлений
Простейшими устройствами для заточки могут быть втулки, внутренний диаметр которых соответствует поперечным размерам сверл. Втулка жестко фиксируется в надежное основание с учетом определенного угла
При подборе втулки для таких приспособлений, следует обращать внимание на соответствие ее внутреннего диаметра с поперечным размером затачиваемых инструментов. Запрещается, чтобы обрабатываемые инструменты болтались во втулке, поскольку, даже при отклонении в 1-2 градуса по оси от требуемых значений, могут существенно снизиться показатели качества и точности заточки. В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту
Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
В некоторых случаях задачу можно упростить, установив на данную конструкцию деревянный брусок, в котором должны быть просверлены отверстия, с диаметром соответствующим используемому инструменту. Одним из важнейших элементов такого изделия считается наличие подручника, который необходим для:
- обеспечения правильной фиксации сверлильного инструмента и возможности точного перемещения в отношении поверхности абразивного камня;
- создания упорной точки для затачиваемого сверла.
Такие изделия из дубовых брусков, в которых предусмотрены разнокалиберные отверстия, являются наиболее надежными. Благодаря им выполняется качественная и точная заточка инструментов. Основной задачей, которая должна быть решена самодельным станком или подобным приспособлением, является правильная ориентация режущей части обрабатываемых инструментов для получения точности требуемого угла заточки.




Порядок и особенности
Независимо от сложности станков и устройств, заточка фрезы производится в определенном порядке.
Подготовка
Учитывая, что инструмент рабочий, его следует подготовить, соблюдая правила заточки.
- Очистить от прилипшей стружки и остатков масла и охлаждающих жидкостей. Положить в керосин калоша, выдержать несколько минут. Грязь счистить мягкой щеткой, протереть резец насухо ветошью.
- Проверить углы заточки, используя шаблон.
- Установить фрезу в станок.
- Настроить нужный угол поворотом шлифовального круга.
Включив вращения заточного инструмента, надо коснуться им режущей кромки, медленно вручную подводя его резцу. Проверить правильность настройки и только после этого запустить на автоматическую подачу или при включенном круге перемещать фрезу по направляющим вручную.
Как заточить фрезу по дереву
Фрезы по дереву делаются из более мягкого металла, поэтому их затачивают обычно вручную, используя простые приспособления. Брусок крепится неподвижно к столу. Фреза выставляется в державке режущей кромкой параллельно абразивной поверхности. После этого каждая поверхность затачивается поступательным движением инструмента.

Фрезы по дереву для заточки
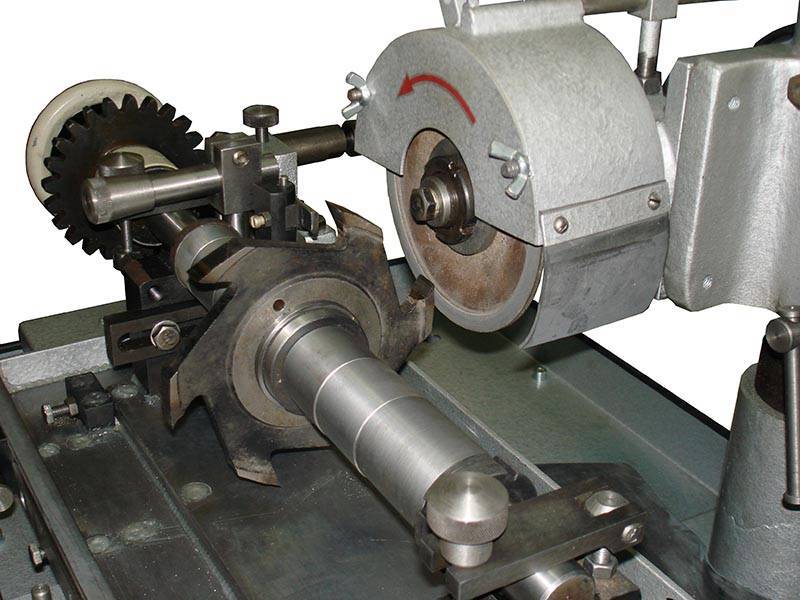
Заточка фрез по металлу
Для каждого типа фрез по металлу имеется свой заточной станок или приспособление. Они позволяю вращать инструмент и обрабатывать зуб со сложной конфигурацией под нужным углом по всей длине.
Чашечный круг обеспечивает ровную поверхность кромки, без радиальных впадин. Он выполняет работу дольше цилиндрического, но кромка получается точно по шаблону.
При заточке по 2 и более поверхностям, сначала обрабатывают переднюю кромку, подгоняют угол заточки. После этого делается затыловка. Обе операции желательно выполнять с одной установки.
Червячные фрезы обрабатываются плоским кругом по рабочей плоскости, затем по кругу шлифуется их тыльная часть. Форма впадины зуба проверяется по шаблону. Поправить ее можно на станке с ЧПУ.
Вручную затачиваются токарные резцы на точильных станках. На промышленных предприятиях могут стоять автоматы для обработки больших партий одинакового инструмента.
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.
В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу
После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
С помощью станка
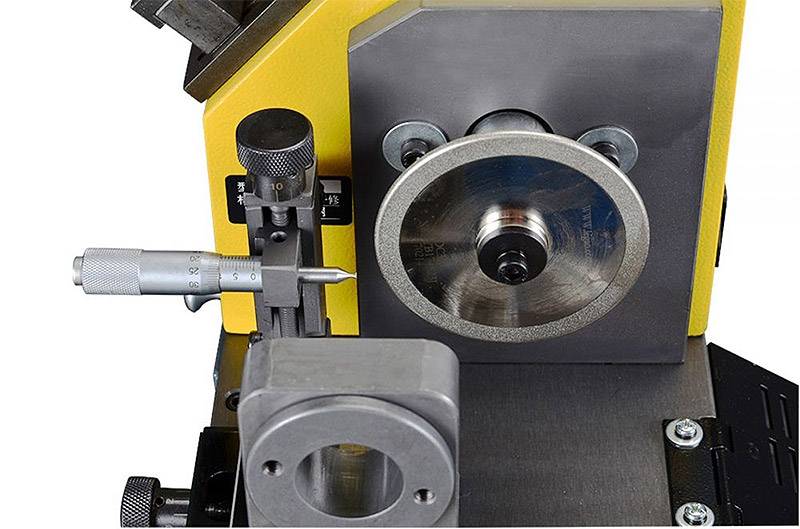
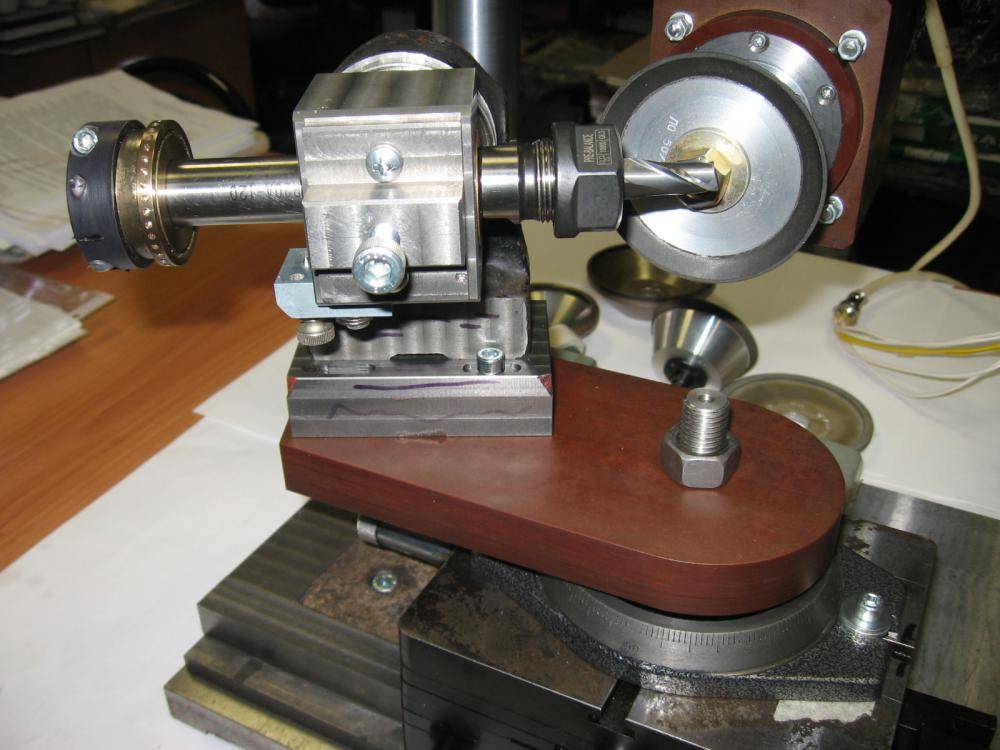
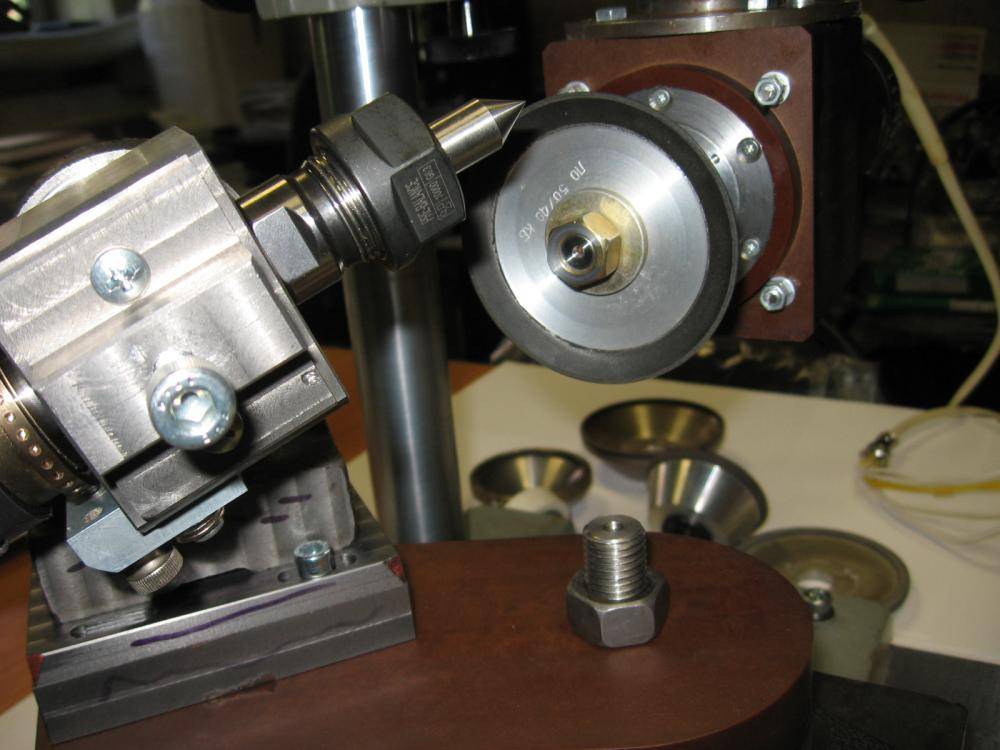
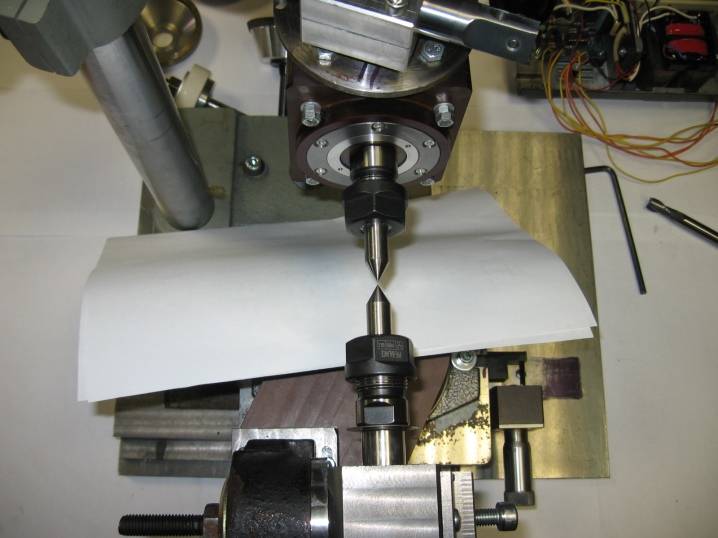
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива
Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом
С помощью станка легко подновить инструменты для ручного фрезера.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.

В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.

Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.

Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание! Если фреза имеет припаянные зубчики, это не всегда значит, что сделаны они из твердого сплава. Это может быть и быстрорежущая сталь
Геометрия зубчиков
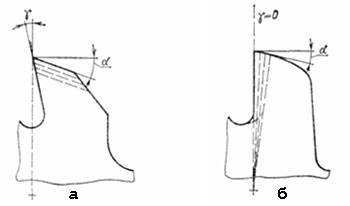
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
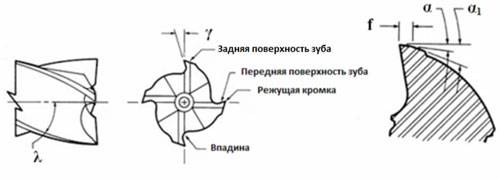
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.






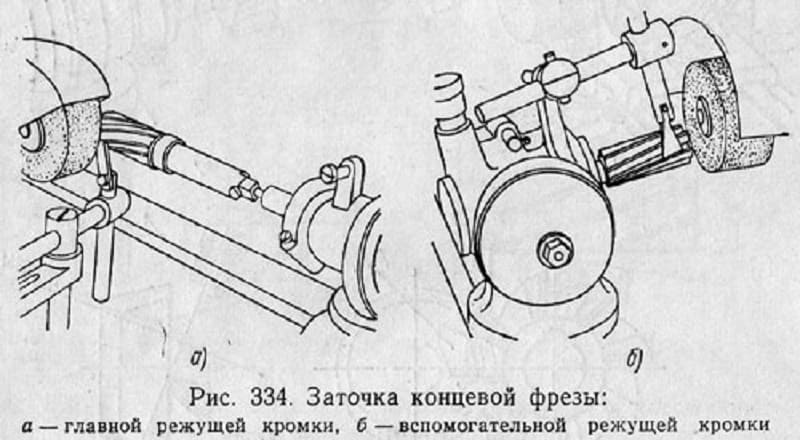
Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
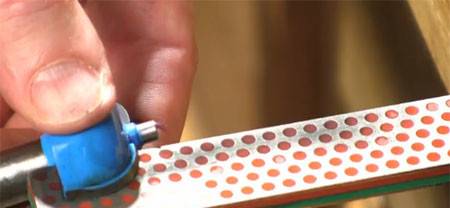
Работа вручную

Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание! Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять. В попытке сэкономить время вы можете испортить его и всю фрезу
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ
При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак
Ниже приведена таблица таких величин.