Принцип работы
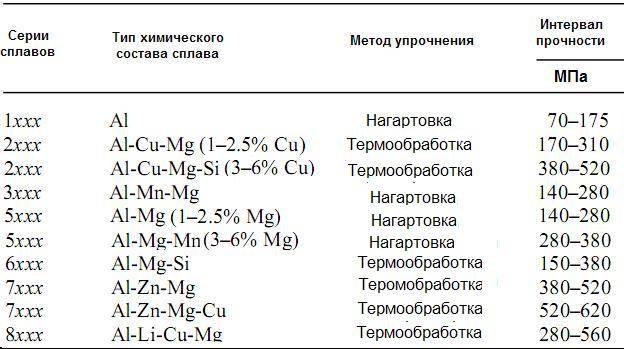
Принцип работы фуговального станка заключается в следующем:
- Задняя плита в процессе обработки деталей всегда остается неподвижной. Местоположение передней части рабочего стола настраивается оператором до требуемой высоты.
- После включения станка электродвигатель направляет обороты к ножевому валу. В результате режущие элементы начинают вращаться.
- Деревянная деталь прикладывается к направляющей линейке двумя руками и направляется на ножи. При работе с недорогими устройствами подавать заготовку необходимо вручную, что может привести к травмам. Современные станки оснащаются системой автоподачи заготовок. Она обеспечивает безопасность работы и увеличивает скорость подачи брусков.
- После подачи заготовки вращающиеся лезвия снимают слой древесины, устраняя неровности, и создают плоскую чистовую базовую поверхность. Скорость обработки зависит от технологии строгания заготовки. Большая часть инструментов состругивает поверхности заготовок по-отдельности. Существуют приборы, способные обрабатывать 2 стороны деревянной детали одновременно.
Если в процесс обработки на бруске появляются волокна или мелкие частицы древесины, то нужно заточить лезвия. Если на обструганной плоскости присутствуют неровности, то рекомендуется отрегулировать расстояние между плитами и строгальным валом.
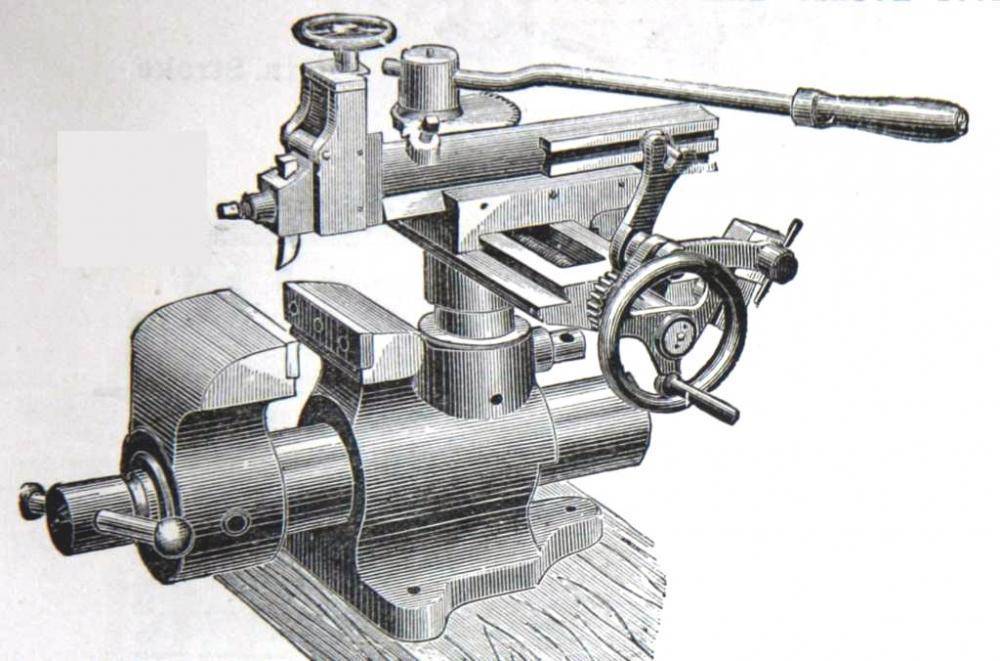
Устройство и принцип работы
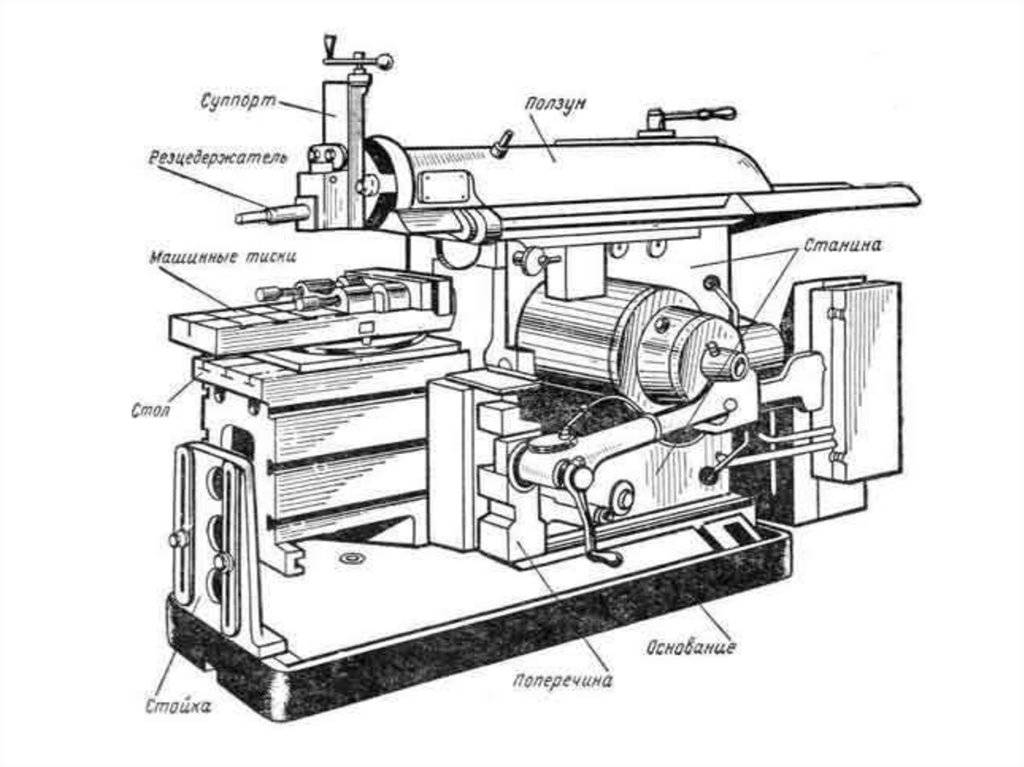
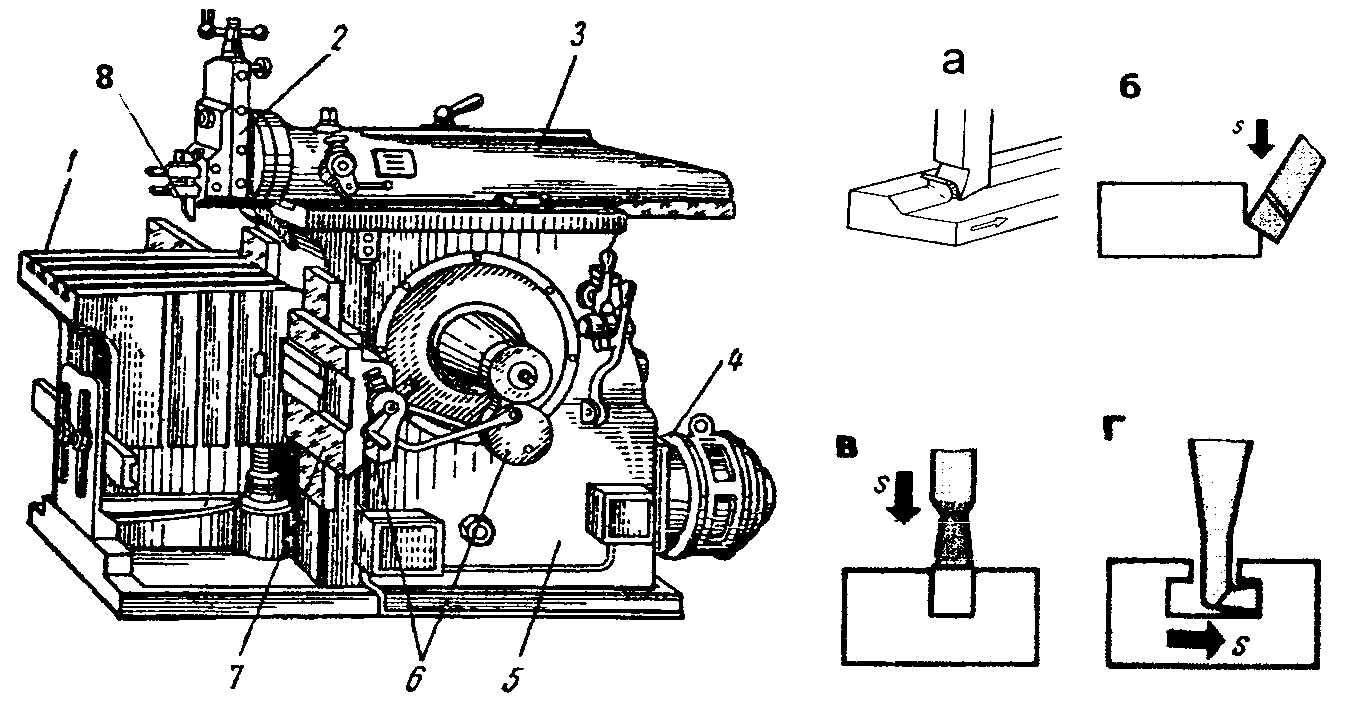
Механическая часть строгальных станков состоит из следующих элементов:
- чугунная или стальная станина — основная часть конструкции, воспринимающая основные нагрузки, используемая для размещения узла с режущим инструментом и рабочего стола;
- рабочая поверхность — предназначена для размещения заготовок, их крепления;
- направляющие —необходимы для перемещения ползуна или рабочей поверхности;
- ползун — выполняет поступательные перемещения при обработке заготовок;
- резец, используемый для резки металла;
- суппорт — фиксирует резец под определённым углом;
- коробка переключения передач — применяется для изменения скорости вращения шпинделя с закреплённой заготовкой;
- тиски для фиксирования деталей при обработке.
Конструкция также включает электрические компоненты: двигатель, органы управления, контролирующие датчики, системы защиты. Для охлаждения механических элементов используется система подачи смазочных, а также охлаждающих жидкостей. Все узлы станка располагаются внутри стального или чугунного корпуса.
Принцип работы основан на прямом контакте режущего инструмента с обрабатываемой деталью. Обработка происходит при перемещении или вращении заготовки относительно резца.
Обработка детали (Фото: Instagram / khuevgen)
Виды строгальных станков для обработки металла
Из-за холостого хода (обратного перемещения в начальную точку цикла), на который затрачивается время, не связанное со снятием стружки, строгальное оборудование по производительности уступает фрезерным станкам. Зато потребление энергии привода значительно меньше, чем, к примеру, у фрезерных станков, т. к. отсутствует вращательное движение рабочего инструмента и не требуется повышенных нагрузок привода электродвигателя.
Снятие верхнего слоя металла (стружки) совершается резцом благодаря возвратно-поступательным движениям режущего инструмента или заготовки. Существуют три основных вида строгального оборудования:
- кромкострогальные;
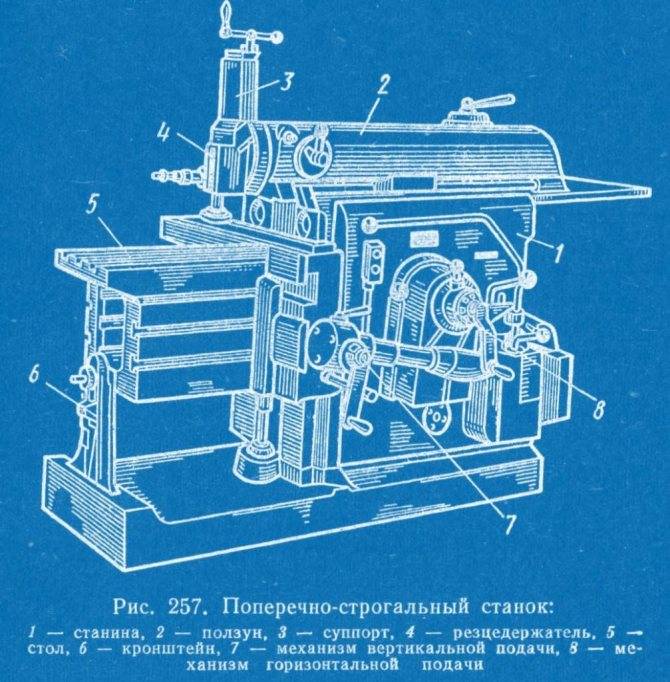
- поперечно-строгальные;
- продольно-строгальные.
Первый тип станков предназначен для строгальной обработки кромок листового металла. Суть технологии в следующем: листовую заготовку крепят на рабочем столе оборудования. Обработка резцом, закрепленным на движущейся в обоих направлениях каретке станка, происходит по краю листа. В качестве главного привода таких машин используют электромеханический двигатель, а передачу движения производят через блок зубчатых (шестеренчатых) колес.
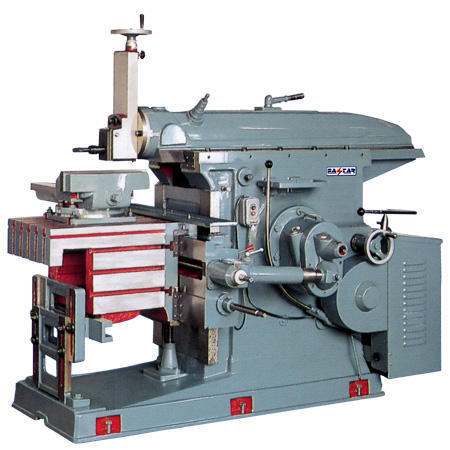
Поперечно-строгальное оборудование используют для операций с металлическими деталями небольших размеров. Движущим элементом является резец.
Продольно-строгальные станки отличаются от кромкострогальных тем, что имеют другой принцип работы. При такой строгальной обработке металла возвратно-поступательные движения совершаются не резцом, а металлической заготовкой. И это является их неоспоримым преимуществом, так как появляется возможность одновременной обработки двух кромок заготовки. Подобную операцию можно выполнить при оснащении станка двумя неподвижными резцами. Недостатком такого вида оборудования можно считать большие габариты, что предполагает для их функционирования наличие увеличенных площадей.
Классифицировать оборудование, предназначенное для строгальной обработки металла, можно в зависимости от:
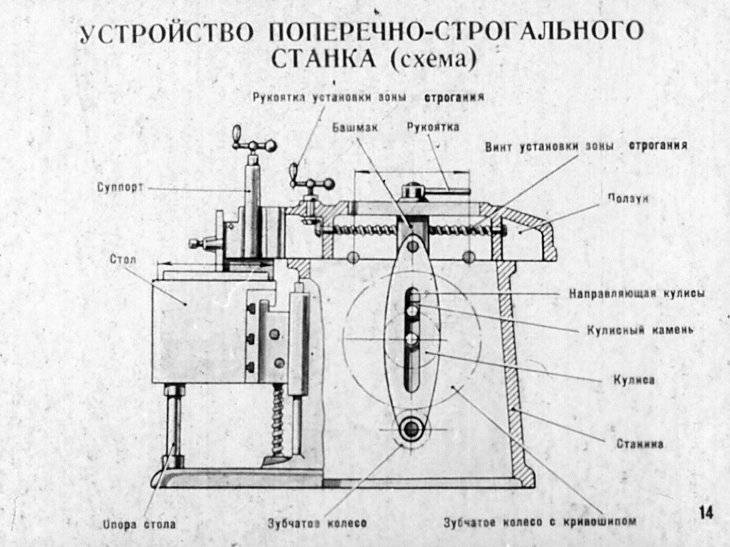
- Конструкции привода. В машиностроительной отрасли используются подобные станки, оснащенные как гидравлическим приводом хода стола (или инструмента), так и с применением кривошипно-кулисного приводного механизма. В первом случае скорости перемещения подвижных узлов всегда постоянные и нерегулируемые, а во втором – могут изменяться в зависимости от особенностей технологической обработки, для переключения которых достаточно передвинуть в другое положение камень кулисного механизма.
- Количества одновременно обрабатываемых рабочих поверхностей. На четырехсторонних строгальных станках по металлу можно одновременно обрабатывать все грани заготовки, а при применении двухсторонних – только две с противоположных сторон. Следовательно, из-за установки сразу четырех резцов суппорт оборудования первого вида является более сложным по конструкции. Односторонние строгальные станки обычно изготавливаются небольших габаритов.
- Мощности приводного механизма. Функциональные возможности малогабаритных станков ограничены, но за счет невысоких цен и компактности они более популярны, так как их установку можно произвести в небольшом металлообрабатывающем цехе или в частной мастерской.
- Конфигурации перемещения стола или инструмента. Для строгальной обработки металла со сложными траекториями обрабатываемых поверхностей применяют фасонно-строгальные станки, оснащенные системой с ЧПУ. Такие модули повсеместно применяются при мелкосерийных производствах с целью создания на деталях плоских сложных поверхностей. Причем для этого необязательна квалификация оператора, так как все необходимые движения заготовки или режущего инструмента производятся согласно предварительно введенной в память программы, в которой указаны все необходимые координаты перемещений.
Основные критерии выбора строгального оборудования:
- площадь рабочего стола;
- мощность приводного электродвигателя;
- скорость передвижения резца по отношению к заготовке;
- доступные способы резания;
- конфигурация рабочего стола;
- возможность производить позиционирование режущего инструмента: угол наклона, траектории перемещений;
- уровень защиты корпуса от попадания влаги и пыли;
- максимально допустимый вес обрабатываемых деталей;
- репутация завода-изготовителя, срок гарантии, наличие дополнительных возможностей по модернизации, оснащению и усовершенствованию оборудования.
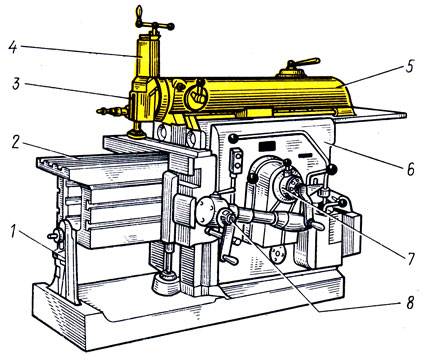
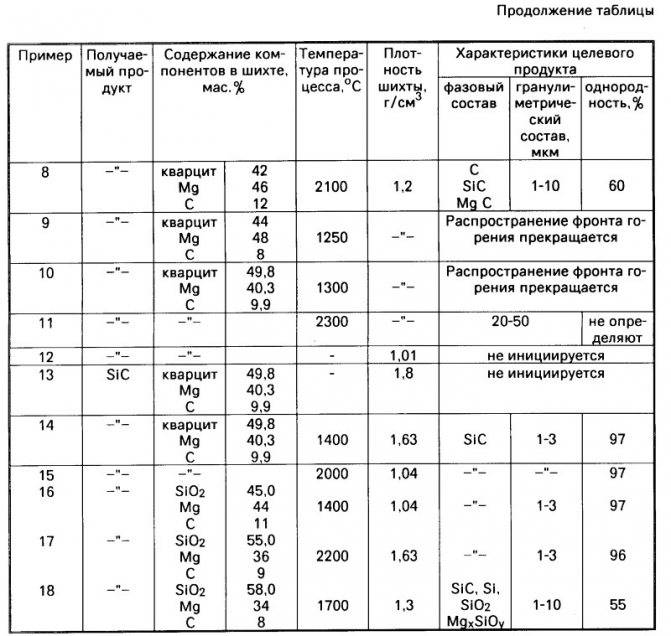
Продольно-строгальный станок
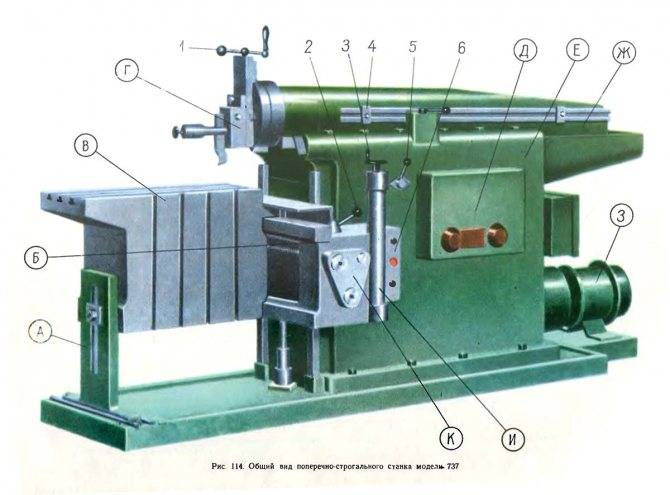
Продольно-строгальный станок (рис. 4) служит для обработки крупногабаритных или массивных деталей.
Рисунок 4. Продольно-строгальный станок.
Продольно-строгальный станок состоит из следующих основных компонентов.
- Направляющие стола. По направляющим стола осуществляется главное рабочее движение. Выполняются направляющие с повышенной точностью.
- Станина. Служит основой для установки всех элементов станка. Ввиду больших габаритов продольно-строгальных станков станины под них выполняются составными. Это делается для облегчения транспортировки и монтажа.
- Стол. Конструкция стола продольно-строгального станка стандартная для металлообрабатывающего оборудования. Металлическая плита, в которой имеются Т-образные проточки для установки в них крепежных элементов (винтов, струбцин, тисков и др.), надежно соединена с рамой, движущейся по направляющим.
- Левая стойка.
- Правая стойка. На стойки опирается траверса, которая служит для закрепления суппорта.
- Верхняя поперечная перекладина. Служит для соединения стоек.
- Коробка привода вертикальной подачи траверсы. В ней расположен электродвигатель и редуктор. Осуществляет перемещение траверсы в вертикальном направлении.
- Суппорт с резцедержателем. Главный рабочий орган. За счет суппорта осуществляется подача резца. Величина подачи регулируется в зависимости от условий обработки.
- Привод бокового суппорта.
- Привод главного рабочего движения стола. Включает в себя электродвигатель, редуктор, коробку скоростей и электрический щит, содержащий схемы управления величиной и скоростью подачи.
Продольно-строгальные станки массово используются в тяжелом машиностроении, где часто требуется обработка деталей больших габаритов и массы.
Читайте нас в Яндекс Дзен и подписывайтесь во Вконтакте.
Изготовление своими руками
Пошаговое создание строгального станка:
- Создаётся чертёж, деталировка, смета затрат.
- Закупаются все необходимые материалы.
- Изготавливается несущий каркас из стальных балок, стенки обшиваются стальными листами.
- Крепится рабочая поверхность.
- Устанавливаются направляющие.
- Крепится станина и ползун.
- Монтируются тиски, суппорт.
- Устанавливается электродвигатель, укладывается проводка.
- Соединяется ременной передачей вал двигателя с маховиком, на котором крепится заготовка.
- При необходимости подводится трубка с охлаждающей жидкостью, а также ванна для слива её излишков в канализацию.
- Проверяется правильность сборки, тестирование на расчётных нагрузках.
- Наладка оборудования.
Номенклатура и обозначение
Все типоразмеры строгального оборудования входят в группу станков для обработки плоских поверхностей. При этом отдельно маркируются станки общего назначения (как поперечно-, так и продольно-строгальные), специализированные и специальные.
Общий классификационный индекс для такого оборудования включает в себя буквенно-цифровое обозначение вида ХХХХ. Первый индекс – цифра – определяет отнесение станка к определённому виду. Для рассматриваемого оборудования это всегда цифра 7. Далее следует цифра, которая указывает на тип станка:
- 1 – одностоечный продольно-строгальный;
- 2 — двухстоечный продольно-строгальный;
- 3 – поперечно-строгальный;
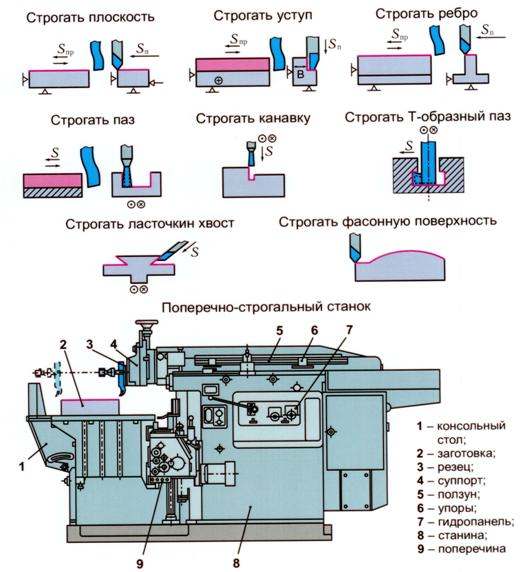
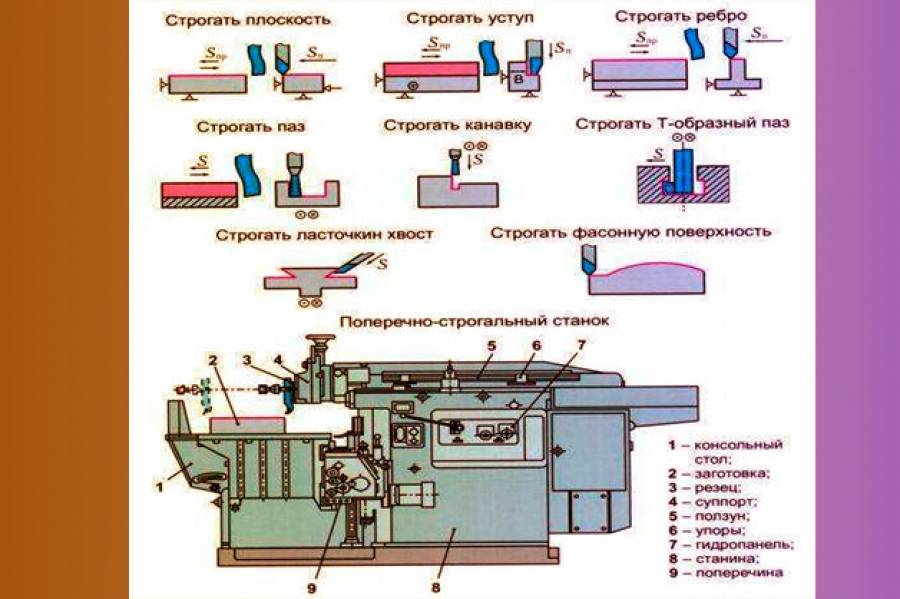
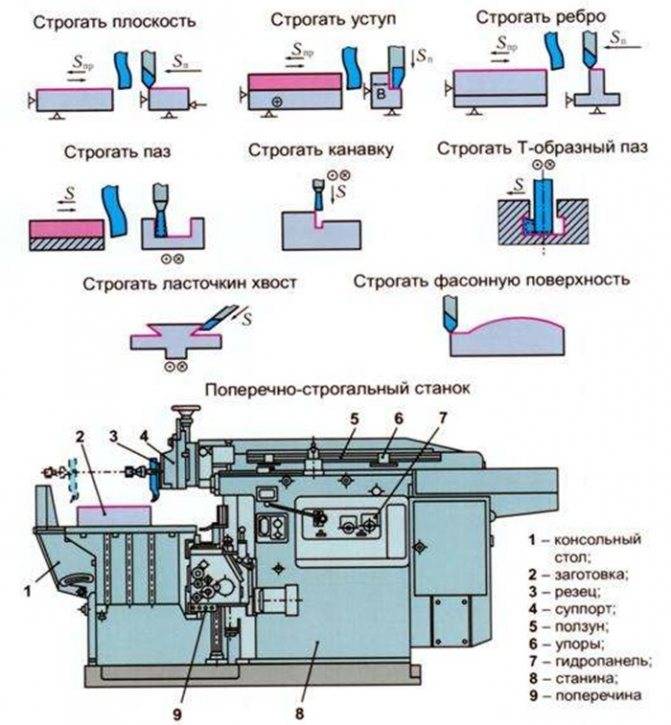
Схемы обработки металла строганием
Последние две цифры маркировки обозначают основной технологический параметр оборудования. Как правило, это – наибольший габарит обрабатываемого изделия в дециметрах. Например, марка 7310 будет указывать на то, что данный агрегат – поперечно-строгальный, и предназначен для обработки металла с максимальной длиной плоскости до 1000 мм. Буква в обозначении (например, 7А110) указывает на модификацию базовой модели (например, наличие гидропривода, дополнительного узла прижима и т.п.). Наличие буквы Ф в обозначении отмечает, что данное оборудование снабжено системой ЧПУ.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Виды строгальных станков по металлу
Классификация строгальных станков по металлу по технологии обработки:
- Для продольного строгания. Стол с деталью смещается относительно резца.
- Для поперечного строгания. Режущая часть двигается над рабочим столом, на котором закреплена деталь.
По виду привода:
- гидравлические — подвижные механизмы перемещаются или вращаются с постоянной скоростью;
- кривошипно-кулисные — узлы двигаются в соответствии с установками кулисного механизма, то есть скорость можно подбирать под конкретную технологию обработки.
По способу воздействия на заготовку:
- протяжные — используются для снятия поверхностных слоёв (горизонтальных, вертикальных или комбинации первых двух вариантов)
- фасонно-строгальные — предназначены для создания сложных криволинейных поверхностей;
- долбёжные — применяются для создания отверстий, канавок при перемещении режущего инструмента исключительно вдоль вертикальной оси.
Описание инструмента
Рейсмусы — это станки для обработки древесины, которые позволяют осуществлять строгание выравнивание поверхности пиломатериалов с выполнением досок заданной толщины. Такая обработка древесины выполняется при использовании пиломатериалов в строительстве и изготовлении из них различных конструкций. Строгальное оборудование востребовано на рынке и пользуется популярностью у обычных домовладельцев, которые самостоятельно занимаются строительством на даче и в собственном доме.
Самостоятельно изготовленные рейсмусы отличаются простотой конструкции, что позволяет выполнить их, используя в качестве основы электрорубанок, болгарки и другой аналогичный электроинструмент. Необходимо лишь позаботиться о наличии соответствующей схемы, придерживаться которой следует при выполнении самодельного оборудования.
Последовательность сборки станка
Чтобы работа увенчалась успехом, сначала составляются рабочие чертежи и краткое описание устройства.
Начинается сборка станка с переноса на заготовки размеров с чертежа, и изготавливаются детали в натуральную величину
При этом нужно обратить внимание на местоположение подшипников ротора.
Устанавливается ротор с подшипником, ремни присоединяются к ножевому валу и двигателю.
Монтируются подающий и принимающий столы. Движущиеся части станка закрываются листами металла или фанеры.
Устанавливается пусковой включатель/выключатель.
Делается контрольный пуск агрегата.
Видео: фуговальный станок вместо рейсмуса.
Делаем строгальный станок самостоятельно
Как и любое оборудование, где используются вращающиеся детали, и состоящее из нескольких компонентов, в изготовлении оно довольно сложное. Очень хорошо, если у вас есть некоторый опыт работы на нем, который весьма пригодится при проектировании и осуществлении задуманного.
Фактически будем конструировать мини-комплекс, где можно будет древесину:
- пилить вдоль и поперек волокон, для чего понадобится циркулярная пила;
- строгать;
- шлифовать и ;
- точить;
- сверлить.
- Следует периодически проводить профилактические работы оборудования:
- шприцевать подшипники;
- проверять надежность крепления ножей;
- оценивать состояние зубьев циркулярной пилы;
- осматривать ремни;
- проверять электрокабель.
- Не забывайте, что данного оборудование опасно во время работы из-за вращающихся деталей, поэтому их следует закрывать кожухом.
- Во время работы будьте предельно внимательны и соблюдайте правила ТБ.
- В процессе строгания и резки не стоит применять излишнюю силу, чтобы ускорить процесс.
Установите над рабочим местом хорошее освещение, а пространство возле станка не захламляйте ненужными вещами.
Обратите внимание на поверхность пола – она не должна быть скользкой.
- Желательно работать вдвоем, если приходиться строгать длинные заготовки – один на подаче, второй на приеме.
- Если приходится срезать большой слой, чаще убирайте стружку со стола или используйте пылеотсос.
Изготовление фуганка на деревянной станине
Инструкция ниже расскажет все поэтапно:
Приготовьте двигатель и основной вал.
Нарисуйте модель на компьютере или от руки.
Начертите детали оборудования с соблюдением масштаба.
Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.
43 файла
- Последние обновления
- Заголовок
- Наивысший рейтинг
- Дата начала
- Самые просматриваемые
- Самые скачиваемые
- Назад
- Далее
От
BAXON
7а110; 7а112; 7а116; 7а210; 7а212; 7а216 – Станки продольно-строгальные. Модификации и специальные станки на их базе. 1988г. Руководство по эксплуатации. Часть 2. Электрооборудование станка. Djvu, 75 страниц
870 раз скачали
Отправлено 16 августа, 2012
7402 – станок долбежный. Паспорт
От
Shint
Станок долбёжный модель 7402 Руководство по эксплуатации Скачать еще файл: 7402, станок долбёжный. Паспорт (pdf)
2 383 раза скачали
Обновлено 14 сентября, 2015
От
newbas
7А311, 7А33 – поперечно-строгальные станки, Оренбург. Полный паспорт
876 раз скачали
Обновлено 22 февраля, 2012
От
newbas
Поперечно-строгальные станки мод. 7А311 и 7А33 Оренбургский станкостроительный завод Часть паспорта – только технические характеристики
185 раз скачали
Обновлено 19 февраля, 2012
От
Ртуть
Завод-изготовитель: Предприятие п/я В-8731 Станок продольно-строгальный модель 7210, 7110, 7212, 7112, 7216, 7116 Паспорт, Руководство, Акт приемки. Часть 1, 1971 год Спасибо K@RLSON за мануал! Продольно-строгальный станок мод. 7212. Материалы по запасным деталям – 7212_spare_parts.djvu (11.74 MB) Альбом чертежей – 7212_strogaln_Album_Detalei.djvu (15.00 MB) Похожие файлы: 7210, 7212, 7110, 7112 – продольно-строгальный двухстоечный станок, г. Минск. Паспорт (djvu) 7210В, станок продольно-строгальный. Схема управления перемещением стола (pdf)
5 272 раза скачали
Обновлено 28 декабря, 2017
От
Ртуть
Паспорт на 7М36 гидрофицированный поперечно-строгальный станок. Паспорт и Руководство по уходу и обслуживанию. Издательство “Полымя”, Минск, 1967, 1962 год
7M36_Gomel_Pasport.djvu (2.57 MB), 7M36_pasport.djvu (1.78 MB), 7M36_Pass.djvu
Полный паспорт станка 7М36, 7М37, Акт приемки, Альбом быстроизнашивающихся чертежей – 7M36_7M37_passport.djvu (21.12 MB)
Альбом чертежей 7М36, 7М37 – 7M36_7M37_Spare_parts.djvu, 7M36_7M37_Detali.djvu
Чертежи и схемы – 7M36_7M37_big.djvu (3.04 MB)
2 311 раз скачали
Обновлено 27 февраля, 2020
-
7305, 7307Г – станки поперечно-строгальные, г. Оренбург (djvu)
От
Ртуть
Станок поперечно-строгальный моделей 7305, 7307Г Оренбургский станкостроительный завод (ОСЗ) Руководство по эксплуатации 7305/7307Г.00.000 РЭ Москва, Станкоимпорт Спасибо DDen за мануал!
1 020 раз скачали
Обновлено 3 июня, 2011
7Б35 – станок поперечно-строгальный
От
Ртуть
Станок поперечно-строгальный модели 7Б35 Руководство Москва, Станкоимпорт, Внешторгиздат Завод-изготовитель: г. Оренбург (Оренбургский станкостроительный завод (ОСЗ) Вариант 1: 7b35-manual.djvu (3.19 MB) Вариант 2: 7b35_pass.djvu (8.24 MB) К теме на форуме http://www.chipmaker…ost__p__2027406
3 325 раз скачали
Обновлено 11 августа, 2017
7307Д, 7310Д – станки поперечно-строгальные с гидравлическим приводом (djvu)
От
Ртуть
Станок поперечно-строгальный с гидравлическим приводом моделей 7307Д, 7310Д Руководство по эксплуатации 7307Д.00.000 РЭ Руководство по эксплуатации 7310Д.00.000 РЭ Руководство по эксплуатации. Приложение. Материалы по быстроизнашивающимся деталям 7307Д.00.000 РЭ Москва, Станкоимпорт, Внешторгиздат Спасибо DDen за мануал!
1 159 раз скачали
Обновлено 3 июня, 2011
От
mit
Станок долбежный с гидравлическим приводом модели 7Д430 Руководство по эксплуатации
1 911 раз скачали
Обновлено 6 апреля, 2011
7Д36 (7Д37), станок поперечно-строгальный, Гомель
От
Tooler
Поперечно-строгальные станки 7Д36 и 7Д37. Руководство по эксплуатации и паспорт. Изготовитель: Гомельский станкозавод им. Кирова. Спасибо SvD за представленную информацию!
1 203 раза скачали
Обновлено 6 апреля, 2018
От
screw
Подборка информации по 7307Д
307 раз скачали
Отправлено 17 июня, 2010
От
VadEl
ценность представляет схема подключения 4х скоростного движка
213 раза скачали
Обновлено 31 марта, 2010
7А420, станок долбежный, Саракташ
От
АлексаNдр
Руководство по эксплуатации, акт приемки, паспорт. Саракташский станкостроительный завод “Коммунар”, 1968 г.
2 818 раз скачали
Обновлено 31 марта, 2010
От
mtv
Электрооборудование
1 303 раза скачали
Обновлено 31 марта, 2010
От
screw
abest спрашивал схемку, так у меня случайно нашлась одна. С радостью выкладываю :pardon:
803 раза скачали
Обновлено 31 марта, 2010
7216(7А110, 112, 116, 210, 212, 216), станок продольно строгальный
От
mtv
Головка фрезерная на продольно-строгальный станок. Паспорт, акт приемки, руководство по эксплуатации
988 раз скачали
Обновлено 31 марта, 2010
От
EngineerJD
Руководство по эксплуатации.
1 199 раз скачали
Обновлено 31 марта, 2010



Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)
Типы строгальных агрегатов
После анализа геометрических размеров заготовки, а также свойств металла, из которого она изготовлена, отделка поверхности производится на продольно- или поперечно-строгальном агрегате.
Принципиальное отличие этих станков по металлу определяется способом перемещения резца. На продольно-строгальном агрегате движется стол, с зафиксированной на нем обрабатываемой заготовкой.



Таким способом обрабатываются большие болванки. Когда выполняется поперечная строгальная обработка, движется резец, а обрабатываемая деталь закреплена на столе. Этот способ применяется при обработке деталей средних размеров. В каждом конкретном случае выбираются резцы соответствующей конфигурации.
Используя резцы различной формы, на таких станках выполняются операции по выборке выемок и пазов, проточке каналов и прорезанию отверстий.
Одной из особенностей строгального станка по металлу является количество установленных режущих инструментов.
ВАЖНО ЗНАТЬ: Технические характеристики токарно-винторезных станков
Некоторые модели рассчитаны на одновременное крепление сразу нескольких резцов.
По этим параметрам выпускаются следующие модели станков:
- односторонние;
- двухсторонние;
- четырехсторонние.
Чем больше режущих инструментов установлено на устройство продольно-строгального типа, тем выше его производительность.
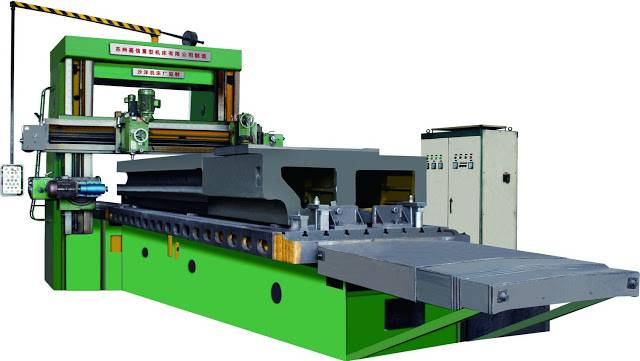
Устройство агрегата продольно-строгального типа
Как предписано техническими характеристиками, продольно строгальные станки применяются при обработке поверхностей на корпусных и ассиметричных деталях, отлитых из чугуна или из сплавов цветных и черных металлов.
Размеры обрабатываемой заготовки определяются техническими возможностями строгального агрегата. Исходную заготовку, которую необходимо обработать, устанавливают на столе.
Стол способен выполнять возвратно-поступательные движения. При этом резец, закрепленный в суппорте, остается неподвижным.
При холостом ходе стола суппорт выполняет движение в сторону, позволяя свободно перемещаться столу в исходную точку.
Такое комплексное движение позволяет обрабатывать большие заготовки сразу же несколькими резцами.
Продольно-строгальный станок для производства металлических изделий скомпонован из станины, стола, суппортов, поперечины, электрооборудования, системы смазки и других узлов.
При обработке сложных по геометрическим размерам деталей, на суппорт можно установить несколько режущих инструментов. Такой прием сокращает время для обработки изделия.
Устройство агрегата поперечно-строгального типа
Строгальный станок по металлу поперечного типа устанавливается в технологических линиях, где обрабатываются детали малого и среднего размера.
Агрегат используется при строгании горизонтальных, вертикальных и наклонных поверхностей.
Как и в любом металлообрабатывающем станке, основными элементами поперечно-строгального агрегата является станина и основание.
ВАЖНО ЗНАТЬ: Применение мини фрезерных станков по металлу
На эту опору крепятся все узлы и устройства, которые призваны обеспечивать крепление и перемещение соответствующих элементов. Деталь закрепляется на столе по заданным координатам.
Суппорту, с закрепленным в нем резцом, задается движение в определенных пределах.
Строгальный агрегат по металлу поперченного типа может работать под ручным управлением или по заданной программе.
Основным считается возвратно-поступательное движение ползуна, на котором закреплен режущий инструмент.
Вспомогательным является движение стола, на котором закреплена обрабатываемая заготовка. Скорость перемещения ползуна регулируется с помощью специальной коробки передач, как в автомобиле.
Перед началом обработки любой детали все механические узлы агрегата нужно смазать машинным маслом.
Обзор модельного ряда станков
Основным разработчиком и производителем строгального оборудования данной группы является Оренбургский СЗ, приобрести готовые, отремонтированные или модернизированные устройства предлагают многие отечественные компании («Станкокомпания СД», «Прессмаш», «Станочный мир»), среди б/у станков хорошие отзывы продукция Гомельского СЗ. Модели имеют в целом сходную конструкцию, различия проявляется в габаритах, мощности и параметрах обрабатываемой заготовки. Основные показатели наиболее распространенных из них представлены ниже:
7305Т
Характеристика | 7305Т | 7307ГТ |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 250 |
Размеры верхней рабочей поверхности стола, мм | 500х400 | 710х450 |
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 1980 | 2770 |
Габаритные размеры станка, мм | 2380х1085х1560 | 2790х1375х1665 |
Габаритные размеры упаковки, мм | 2400х1306х1620 | 2800х1400х1740 |
Данное оборудование выделяется повышенной жесткостью станины и направляющей и обладает хорошим ресурсом по мощности (до 5500 Вт), способствующими точному выполнению чистового, чернового и тонкого строгания.
Станок оснащен поворотным столом 500×400 с 25 подачами и тремя Т-образными пазами для захвата заготовок при ходе ползуна до 510 мм и вылете до 560 максимальное расстояние между горизонтальной плоскостью и направляющими у него составляет 40 см.
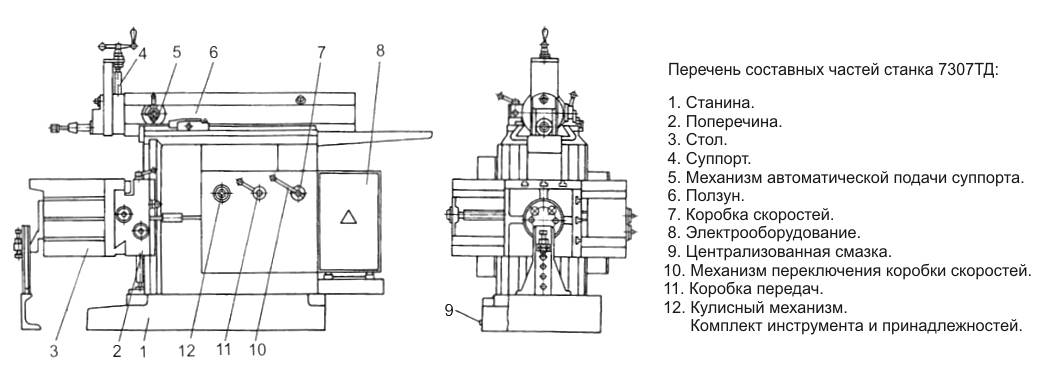
7307ТД
Расширенная модификация 7305Т с долбежной головкой и увеличенным до 710 ходом ползуна. Этот поперечно-строгальный станок по аналогии с предыдущим рекомендуют купить при обработке плоских и фасонных заготовок из твердых материалов (допускаемое усилие резания достигает 19,6 кН), при равной мощности и скорости перемещения стола он выигрывает в функциональности и увеличении рабочего пространства.
Это сказывается на цене, в новом состоянии эту модель можно приобрести от 800000 рублей и выше. При этом его оптимальной сферой применения являются предприятия с единичными и мелкосерийными условиями производства.
7Б35
Строгальное оборудование для обработки резцом заготовок с длиной до 500 мм включительно и формирования в них пазов и канавой с разной формой и глубиной в пределах сечения рабочего инструмента 20×32 мм. Модель была разработана с целью установки в ремонтных, механических и инструментальных цехах предприятий машино- и приборостроения при сравнительно малых объемах производства (единичный и мелкосерийный выпуск деталей из металлов).
В базовом исполнении 7Б35 имеет неповоротный стол с 20 подачами и ручным, механическим и укоренным перемещением, модели с универсальными поворотными конструкциями изготавливаются под заказ. Станок оснащен узлом централизованной смазки и стружносборником, ориентировочные затраты при его покупке в базовой комплектации и хорошем состоянии составляют 600000 рублей.
7М36 и 7М37
Станок имеет 2 электродвигателя (главный обеспечивает запуск всех узлов, вспомогательный – быстрое перемещения рабочего стола с размерами 450×700 и 560×1000 мм соответственно), смазка его станины и направляющих ползуна осуществляется автоматически, это же относится к подаче суппорта и резца.
ОД61-5
Комбинированное строгальное оборудование с долбежной головкой, используемое при обработке плоских, фасонных и наклонных поверхностей и прорезания канавок и пазов в заготовках с длиной не более 500 мм. ОД61-5 соответствует всем требованиям, выдвигаемым к станкам 7305ТД и 7307 ТД, уступая в размерах выпускаемой детали он выигрывает в функциональности за счет оснащения трехпозиционным поворотным и круглым столами.
Характеристика | ОД61-5 | ОД61-7 |
Ход ползуна, мм: | ||
наибольший для строгания | 500 | 710 |
наибольший для долбления | 200 | 200 |
Размеры рабочей поверхности стола, мм | ||
поворотного стола в горизонтальном положении | 500х400 | 710х450 |
наклоняемого стола | 360х360 | 360х360 |
Диаметр рабочей поверхности круглого стола, мм | 360 | |
Частота ходов ползуна, дв.ход/мин | 13,2-150 | 10,6-118 |
Подача стола, мм/дв.ход: | ||
Горизонтальная | 0,2-5,0 | |
Вертикальная | 0,04-1,0 | |
Мощность главного привода, кВт | 5,5 | |
Масса 7305Т станка (без принадлежностей) кг, мах | 2200 | 3000 |
Габаритные размеры станка, мм | 2410х1300х1560 | 2820х1575х1665 |
Габаритные размеры упаковки, мм | 2306х1238х1710 | 2426х1268х1825 |
Помимо обычных операций по строганию с его помощью выполняется обработка поверхностей с заданным уклоном, формирование шлицевых отверстий, шпоночных пазок и другие долбежные работы.