Преимущества
Рассматриваемый метод характеризуется довольно большим количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием повышается при использовании различных инструментов. Преимуществами можно назвать следующие моменты:
- Заготовки не нужно тщательно подготавливать. Если рассматривать контактную и другую технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от различных загрязнений и быть ровной. В противном случае качество шва будет низким, достигнуть требуемой герметичности не получится. В рассматриваемом случае достаточно очистить поверхность от крупных и сильно проявляющихся загрязнений.
- Не возникает необходимости в особой подготовке кромок. Некоторые технологии предусматривают снятие поверхностного слоя металла и проведение некоторых технологических операций, которые позволят существенно повысить прочность соединения.
- Есть возможность провести соединение металла, который нельзя обработать обычным способом. Примером можно назвать материалы, не подающиеся обычным методам сварки. При этом необходимость в предварительном подогреве зоны обработки практически не возникает.
- Прочность получаемого соединения достаточно высока. Именно поэтому технология может применяться для получения ответственных изделий с различной областью применения.
- Нет необходимости в использовании присадочной проволоки. Этот момент существенно снижает себестоимость проводимой работы.
- В месте соединения зернистость мелкая. За счет этого повышается плотность сварочного шва и его устойчивость к различного рода воздействия.
- Отсутствие пор также благоприятно сказывается на качестве полученного соединения. Это свойство можно связать с тем, что при сильном нагреве проводится выделение различных газов и веществ, которые и становятся причиной образования пористости.
- Практически полное отсутствие признаков коробления и термической деформации определяет то, что финишная обработка требуется крайне редко.
- После проведения сварочных работ при сварке трением с перемешивание изделие практически сразу готово к применению. При этом нет необходимости в проведении каких-либо подготовительных действий.
- Не повышается степень реакции поверхности на воздействие окружающей среды. Другими словами, материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не образуется токсичных газов или других выделений. Кроме этого, более распространенные методы, основанные на воздействии тока, приводят к образованию электрической дуги, которая оказывает негативное воздействие на оператора и окружающих при условии отсутствия специальных средств индивидуальной защиты.
- Уменьшается продолжительность производственного цикла примерно на 50% в сравнении с другими распространенными способами.
- Экономия на количестве потребляемой энергии составляет 20%.
Как ранее было отмечено, получение бездефектных швов на сплавах определило широкое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
Область применения
Сварка трением быстро приобрела популярность. С ее помощью оказалось возможным быстро и точно соединять детали. Причем из металлов, которые другим способом соединить сложно. К примеру, сталь с титаном, медь с алюминием и т.п.
Нагрев только поверхностных слоев дал возможность сваривать изделия, не допуская температурных деформаций. Соединять изделия, прошедшие чистовую обработку без порчи поверхности.
Такой способ соединения используют для редких, дорогостоящих металлов, уменьшая их расход за счет отсутствия шва, выгорания и разбрызгивания.
Преимущества и недостатки
Из минусов, точнее — ограничений метода можно назвать следующие:
- необходимость громоздкого оборудования;
- низкая универсальность процесса: невозможно либо невыгодно сваривать тяжелые, крупные изделия, ограничена конфигурация свариваемых элементов;
- требование точного соблюдения технологических регламентов;
Вместе с тем, методика:
- позволяет выполнять сварное соединение металлов, плохо или совсем не поддающихся другим способам, скажем, соединить алюминиевый брусок с титановой пластиной;
- дает экономию энергозатрат, особенно при поточном изготовлении типовых деталей;
- точно выдерживает характеристики соединений;
- чтобы подготовить поверхность заготовок не требуется особых мероприятий, от большинства загрязнений она очиститься в процессе соединения;
- не требует специфических расходных и вспомогательных материалов;
- качество соединения не уступает основному металлу не только по прочности, но по пластичности и упругости;
- обладает высокими экологическими качествами: отсутствует УФ излучение, нет разбрызгивания горячего металла, пыли, вредных газов.
Высокую экономичность метода подтверждает скорость окупаемости оборудования. Она редко превышает год. При активном использовании составляет несколько месяцев.
Применяемое оборудование
Для сваривания используют металлорежущие станки, но они не подходят для длительного применения, быстро выходят из строя. Специальные машины с блоком управления созданы по одному принципу: силовой привод подводится к двигающимся механизмам. Для фиксации свариваемых заготовок предусмотрены зажимные устройства, двигающие механизмы. Работает оборудование в автоматическом или полуавтоматическом режиме (укладка заготовок, выемка готовых изделий производится в ручном режиме). Машины бывают универсальными и под определенную технологию. На некоторых устройствах предусмотрена предварительная подготовка свариваемых поверхностей, заточка и выравнивание кромок.
Технология
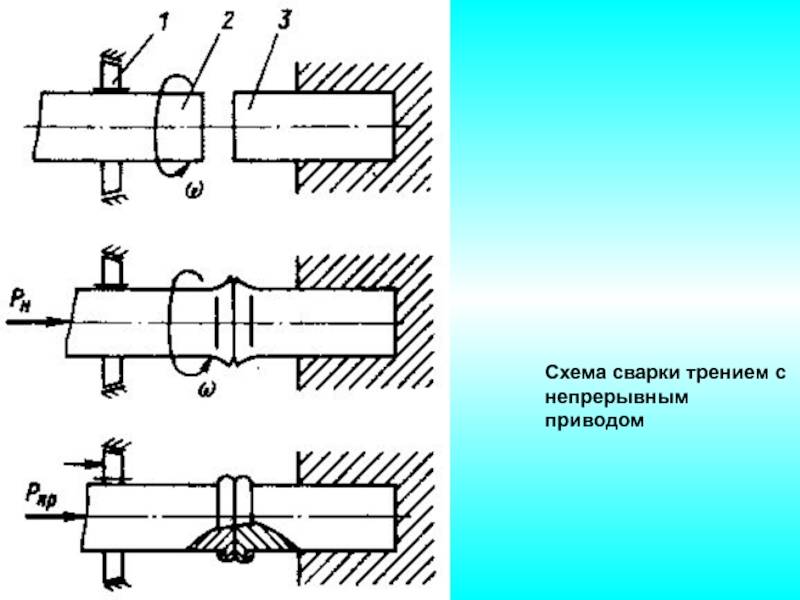
При движении свариваемых трением деталей происходит ряд последовательных процессов:
- под воздействием механических нагрузок разрушаются пленки окислов и загрязнения;
- заготовки разогреваются, металл выдавливается из стыка, одновременно вынося все загрязнения;
- вращение резко прекращается, при этом давление на детали не убирается, а часто увеличивается.
Опыт показал, что оптимальное значение размеров свариваемых элементов лежит в пределах от нескольких миллиметров, до 100-150 см. Бoльшие размеры требуют резкого увеличения мощности привода, переставая быть рентабельными. Наилучший эффект получается при использовании деталей с одинаковыми свариваемыми поверхностями. Исходя из этой особенности, в процессе подготовки, заготовки специально подрезают, выравнивая их торцы.
Сварочный процесс, выполняемый за счет трения, включает две переменных:
Скорость вращения и давление. Подбор этих параметров зависит от сочетания металлов, составляя наиболее сложную составляющую процесса. На 80% расчеты основаны на экспериментальных данных.
Динамические нагрузки возникающие при этом способе в ряде случаев требует дополнительной термической обработки. При этом она не требуется для низколегированных и некоторых классов высоколегированных сталей.
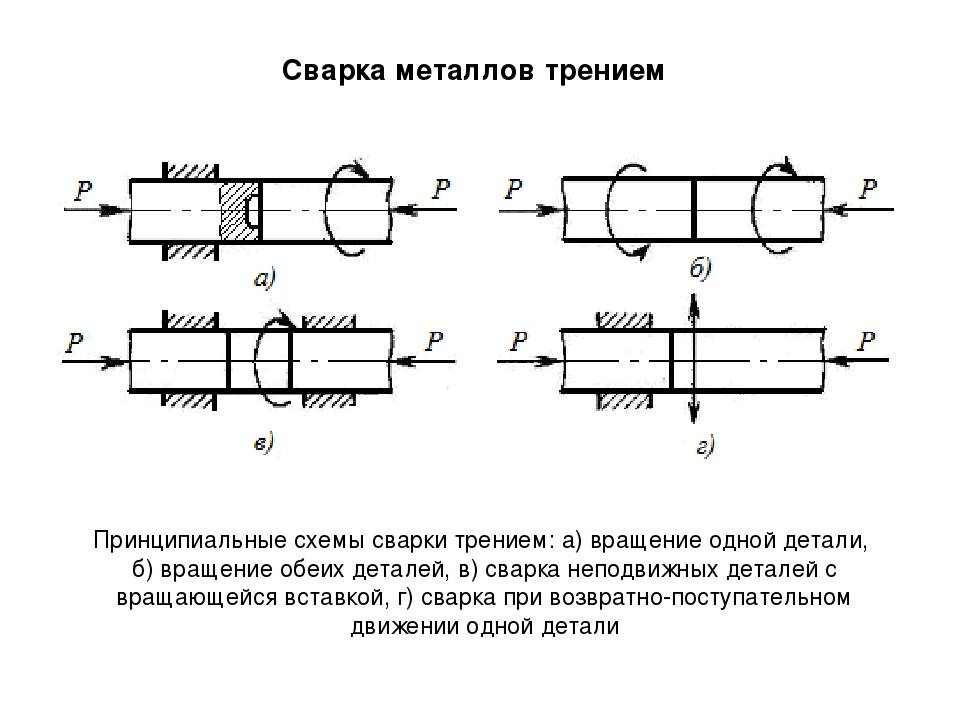
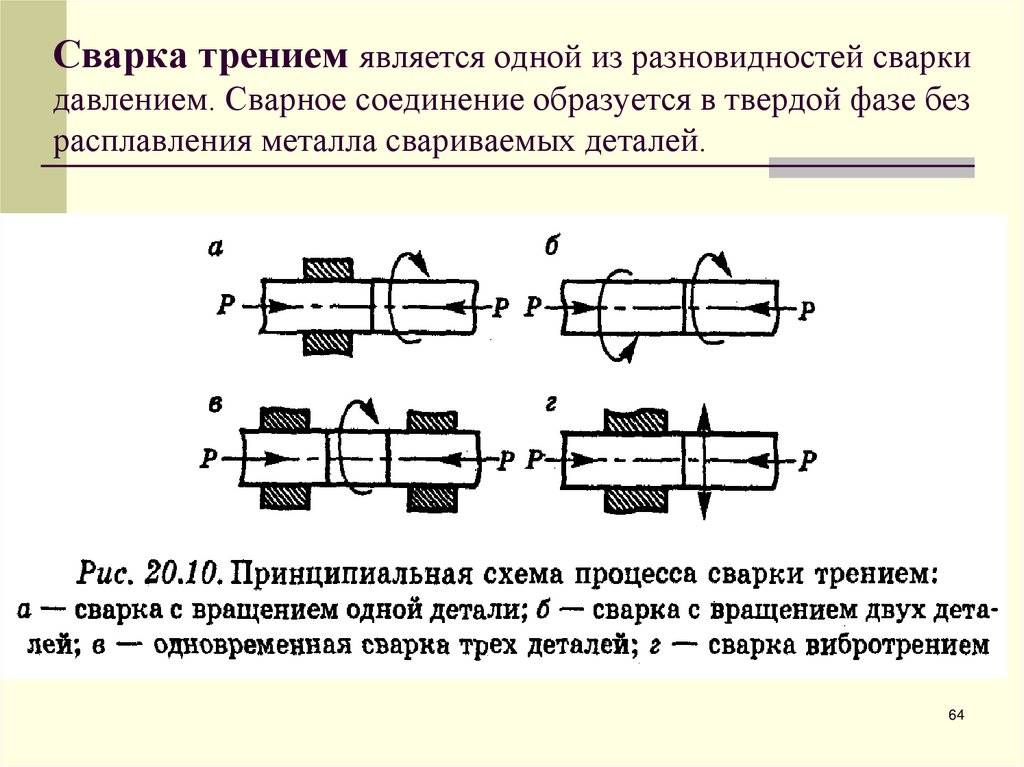
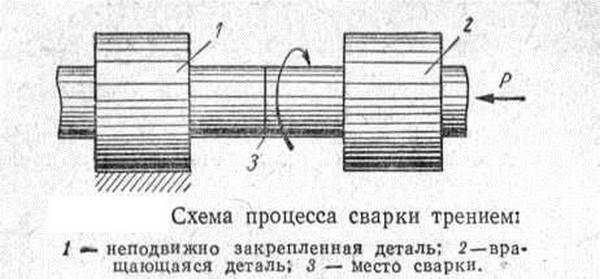
Сварка металлов трением
В соответствии с типажом на оборудование во ВНИИЭСО разработаны четыре типоразмера машин-полуавтоматов: МСТ-23, МСТ-35, МСТ-41, МСТ-51. Эти машины конструктивно и геометрически подобны и различаются лишь размерами сечений деталей, которые можно сваривать на каждой из машины, и, следовательно, основными параметрами (табл. 9). Они предназначены для сварки стержневых (сплошного сечения) круглых заготовок из низкоуглеродистой или низколегированных сталей. Машины позволяют также сваривать трубчатые заготовки и выполнять Т-образные соединения.
Весь цикл сварки выполняется автоматически после нажатия на соответствующие кнопки на пульте управления. Вручную лишь закладывают заготовки в зажимы машины (после чего происходит автоматическое их зажатие) и снимают сваренные детали.
Кроме этих машин, разработано, изготовлено и успешно эксплуатируется много специальных машин, предназначенных для сварки деталей только одного наименования в условиях массового или крупносерийного производства (табл. 10).
Таблица 9 Технические характеристики машин типа МСТ
| Показатели | МСТ-23 | МСТ-35 | МСТ-41 | МСТ-51 |
| Мощность, кВт | 10 | 22 | 40 | 75 |
| Осевое усилие, кгс: | ||||
| при нагреве | 2500 | 5 000 | 10 000 | 20 000 |
| максимальное | 5000 | 10 000 | 20 000 | 40 000 |
| Диаметр свариваемых стержневых заготовок, мм: | ||||
| минимальный | 10 | 16 | 22 | 32 |
| максимальный | 25 | 36 | 50 | 70 |
| Максимальный диаметр заготовок, мм | 32 | 39 | 52 | 75 |
| Производительность сварок в час | 150 | 120 | 100 | 70 |
Технические характеристики специальных машин для сварки трением
| Показатели | СМСТ-4 | МФ-327 | МТС-6 | МСТ-31-2 | МСТ-10-01 | МСТ-100-01 |
| Мощность, кВт | 20 | 10 | 4 | 28 | 40 | 125 |
| Частота вращения шпинделя, об/мин | 680 | 1500 | 2000 | 1000 | 1000 | 800 |
| Максимальное усилие, тс | 10 | 5 | 0,8 | 14 | 10 | 80 |
| Диаметр свариваемой детали, мм | 38 | 10—18* | 12 | 50 | 33 | 140/80 |
| Производительность, сварок в час | 70 | 160 | 420** | 50—60 | 140*** | 6—8 |
* Сварка специальных сталей. ** Сварка меди. *** Одновременная сварка двух стыков.
Применение сварки металла трением в промышленности
Оборудование для сварки трением сравнительно сложное и дорогое, а сам процесс высокопроизводителен. Максимальный экономический эффект от его внедрения достигается в массовом или серийном производстве при изготовлении деталей относительно крупными партиями или групповым методом. В этих случаях следует использовать полуавтоматы и автоматы. В мелкосерийном производстве для сварки трением следует использовать машины, более простые и легко переналаживаемые при переходе от сварки одной детали к сварке другой.
Рис. 58. Изготовление калибров:а — по старой технологии; б — с применением сварки трением





Сварка трением успешно применяется при изготовлении концевого режущего инструмента, например сверл средних размеров. Экономический эффект, получаемый в результате использования сварки трением заготовок инструмента, обусловлен значительным снижением брака и затрат труда и весьма существенной экономией дефицитной быстрорежущей стали. Замена электрической контактной сварки встык заготовок инструмента сваркой трения дает большую экономию.
Сваркой трением также изготовляют мерительный инструмент и детали вращающегося центра для токарных станков. Гладкие и резьбовые калибры ранее изготовляли из дорогой стали марки ШХ методом ковки в несколько переходов. При использовании сварки трением (рис. 58) заготовку выполняют составной: на автомате хвостовик из стали 45 приваривают к рабочей части из стали ШХ. В результате — экономия дорогой хромистой стали и значительное увеличение производительности труда.
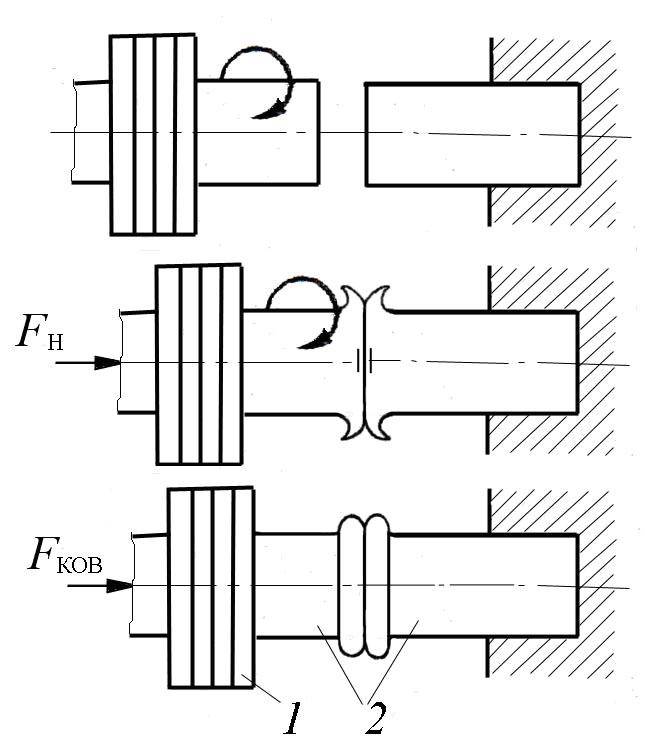
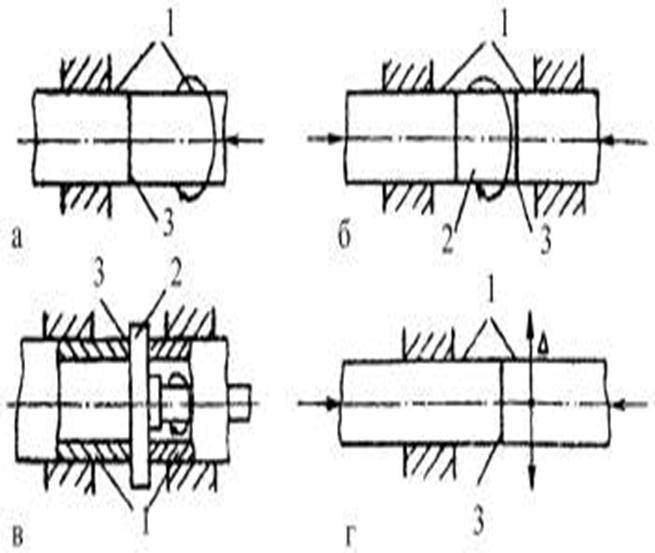
До применения сварки трением клапаны двигателей внутреннего сгорания были цельноштампованными (рис. 59); их получали из дорогостоящей стали путем отрезки и горячей штамповки в несколько переходов. Новая технология с применением сварки трением состоит из большего числа операций. Однако затраты на внедрение новой технологии окупились сокращением расхода жаропрочной стали, повышением производительности труда и высвобождением тяжелого ковочного оборудования.
Рис.59. Изготовление клапана:а — по старой технологии; б — с применением сварки трением; 1 — жаропрочная сталь; 2 — заготовка; 3 — углеродистая сталь
Сварка трением успешно внедрена не только в тракторостроении, автомобилестроении, при производстве двигателей внутреннего сгорания, но также и при изготовлении труб, в ракетостроении, в строительной индустрии, в сельхозмашиностроении, в электротехнической и энергомашиностроении, в станкостроении и при изготовлении изделий многих других отраслей производства.
В ближайшие годы сварка трением должна быть широко внедрена в промышленность. Для этого предстоит выявить детали, которые целесообразно сваривать трением.
Вперед
Оснащение

В оснащение могут входить различные компоненты, это зависит от цены набора и сферы внедрения. В обычный набор входит: сварочная машинка, станка, снимающего грат, а еще бота или манипулятора, с его помощью можно смещать заготовки имеющие большие размеры.
Для настройки оснащения необходимо устанавливать такие параметры: величина болванки, скорость сварки трением и мощность привода шпинделя.
У опытных сварщиков не возникнет проблем с настройкой большей части этих опций, но при расчете силы привода возникают трудности. Поэтому советуем применять последующую формулу:
Формула расчета
Технология
При движении свариваемых трением деталей происходит ряд последовательных процессов:
- под воздействием механических нагрузок разрушаются пленки окислов и загрязнения;
- заготовки разогреваются, металл выдавливается из стыка, одновременно вынося все загрязнения;
- вращение резко прекращается, при этом давление на детали не убирается, а часто увеличивается.
Опыт показал, что оптимальное значение размеров свариваемых элементов лежит в пределах от нескольких миллиметров, до 100-150 см. Бoльшие размеры требуют резкого увеличения мощности привода, переставая быть рентабельными. Наилучший эффект получается при использовании деталей с одинаковыми свариваемыми поверхностями. Исходя из этой особенности, в процессе подготовки, заготовки специально подрезают, выравнивая их торцы.
Сварочный процесс, выполняемый за счет трения, включает две переменных:
Скорость вращения и давление. Подбор этих параметров зависит от сочетания металлов, составляя наиболее сложную составляющую процесса. На 80% расчеты основаны на экспериментальных данных.
Динамические нагрузки возникающие при этом способе в ряде случаев требует дополнительной термической обработки. При этом она не требуется для низколегированных и некоторых классов высоколегированных сталей.
Технология
Теперь перейдем непосредственно к технологии сварки. Первый этап — это подготовка металла. Она обязательна и выполняется вне зависимости от выбранной вами технологии сварки. Но при сварке трением подготовка не особенно важна, поскольку все неровности можно исправить. А качество подготовки деталей не влияет на качество готово шва.
Так что вы можете разрезать детали с помощью ножниц по металлу или дисковой пилы. Если будут какие-о неровности, то их можно затереть или просто нагревать детали подольше. Вам даже не обязательно удалять загрязнения, масло, признаки коррозии или следы краски, поскольку все эти недостатки нивелируются при нагреве металла.
Куда важнее правильно установить режим сварки, поскольку от этого уже напрямую зависит качество сварного соединения.
Чтобы настроить режим сварки нужно знать все его параметры. Новичкам будет непросто сходу установить каждое значение, так что дадим свои рекомендации по поводу оптимальных настроек. Вы можете применять их первое время, но прочтите также нормативные документы, чтобы понимать суть.
Итак, первое, что нужно настроить, это частоту вращения. Оптимальное значение для сварки черного металла варьируется от 2,6 до 3, для сварки алюминия, меди и их сплавов достаточно 2, а для сварки титановых изделий подойдет значение 4 или 5.
Далее нужно настроить удельное давление притирки, этот параметр позволяет улучшить, а значит ускорить работу сварочной машины. Здесь сложно давать какие-то общие рекомендации, поскольку для разных металлов значения разные. Например, мы для сварки углеродистой стали выставляем значение 10 Мпа, а время притирки задаем в районе одной-трех секунд. Прочтите нормативные документы.
Следующий параметр — удельное давление нагрева. Опять же, для сварки углеродистой или низколегированной стали мы рекомендуем значение от 30 до 60 Мпа. Если нужно сварить жаропрочную или инструментальную сталь, то установите значение от 60 до 120 МПа, алюминию будет достаточно от 7 до 20 Мпа.
Также нужно настроить удельное давление проковки. Здесь нужно учитывать, какими пластическими свойствами обладает металл, который вы варите. Опять же, опирайтесь больше на нормативные документы. Мы для сварки алюминия использовали 8 — 10 Рн (МПа). Также устанавливали время проковки не более трех секунд.
Не забудьте установить время нагрева и время торможения. Вот здесь можете дать себе волю и поэкспериментировать, поскольку не существует единых параметров. Конечно, есть рекомендации, но от них можно отклоняться на свое усмотрение. А время торможения должно быть коротким.




Приложение А (справочное). Замененные и вышедшие из употребления процессы
Приложение А (справочное)
Настоящее приложение содержит перечень процессов, которые были включены в предыдущие редакции ИСО 4063, но которые позже были заменены или устарели. Они могут быть использованы в особых случаях или в старых документах.
| 113 | Сварка дуговая голой проволокой (без дополнительной защиты) | en | Bare wire metal arc welding Bare metal arc welding, USA |
| 115 | Сварка дуговая электродной проволокой с покрытием | en | Coaled wire metal arc welding |
| 118 | Сварка лежачим электродом | en | Firecracker welding |
| 137 | Сварка дуговая порошковой проволокой в инертном газе | en | Tubular cored metal arc welding with inert gas shield Flux cored arc welding, USA |
| 149 | Сварка атомно-водородная | en | Atomic-hydrogen welding |
| 181 | Сварка дуговая угольным электродом | en | Carbon-arc welding |
| 32 | Сварка газовоздушная | en | Air-fuel gas welding |
| 321 | Сварка ацетиленовоздушная | en | Air-acetylene welding Air acetylene welding, USA |
| 322 | Сварка пропановоздушная | en | Air-propane welding |
| 43 | Сварка кузнечная | en | Forge welding |
| 752 | Сварка световым излучением дуги | en | Arc image welding |
| 77 | Сварка ударная | en | Percussion welding |
| 781 | Приварка дуговая шпилек | en | Arc stud welding |
| 917 | Пайка высокотемпературная ультразвуковая | en | Ultrasonic brazing |
| 923 | Пайка высокотемпературная трением | en | Friction brazing |
| 953 | Пайка низкотемпературная трением | en | Abrasion soldering |
Преимущества и недостатки сварки трением
Преимущества
1. Высокое качество соединения. В месте стыка отсутствуют многие дефекты, присущие сварным швам, полученным при помощи других видов сварки. К примеру, в месте соединения исключается образование газовых пор и сварных трещин, различных неметаллических включений и других дефектов.
2. Постоянство механических свойств. Как правило, механические свойства основного металла, места стыка и зоны возле него практические одинаковые из-за равномерной структуры металла.
3. Высокая производительность метода. Весь цикл сварки занимает от нескольких секунд до нескольких минут, в зависимости от размеров свариваемых деталей.
4. Подготовка к сварке занимает меньше времени. Из-за того, что нет необходимости удалять оксидные плёнки с соединяемых поверхностей и зачищать их, это существенно экономит время подготовки.
5. Не требуется дополнительных присадочных материалов, как для многих других видов сварки.
6. Не требуется дополнительных операций после сварки, таких как отпуск, отжиг, проковка и др.
7. Снижаются затраты на последующую механическую обработку после сварки.
8. Отсутствуют сварочные поводки и низкая степень деформации после окончания сварки.
9. Большая номенклатура свариваемых материалов. Сварка трением позволяет сваривать многие материалы, как между собой, так и в различных их сочетаниях.
10. Высокий коэффициент использования металла (КИМ). У альтернативных методов получения заготовок (отливки, поковки и др.) КИМ значительно ниже.
11. Меньшая степень вредности. При сварке трением отсутствует яркий слепящий свет, как при дуговой сварке, нет выделения вредных газов, отсутствуют брызги расплавленного металла.
12. Лёгкая возможность автоматизации. Достигаться она может установкой машин для сварки в автоматические и роторные поточные линии, или, к примеру, применением управляющих компьютеров, работающих по программам.
13. Экологичность процесса. Для сварки не требуется защитных газовых сред, флюсов или покрытий, из-за этого нет выделения вредных веществ в воздушную среду.
14. Низкая энергоёмкость. По сравнению с обычной дуговой сварки энергоёмкость снижена в 10 раз.
Недостатки
1. Низкая универсальность процесса и относительно небольшая номенклатура свариваемых деталей.
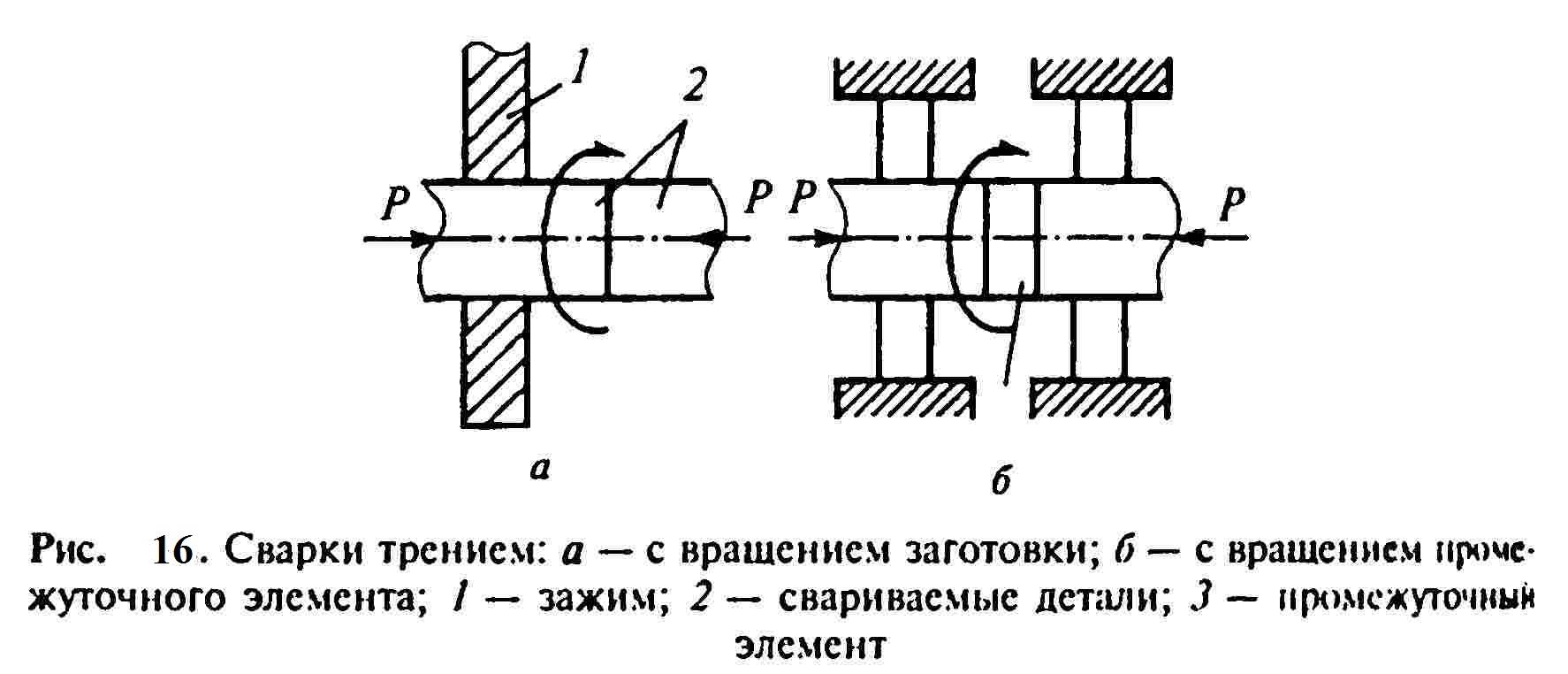
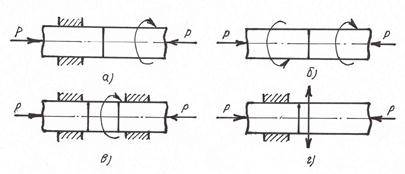
2. Габариты свариваемых деталей ограничены. В случае с круглыми деталями, при сварке которых одна неподвижно закреплена, а вторая вращается вокруг своей оси (ротационная сварка), экономически нецелесообразно сваривать заготовки, диаметром более 150мм.
3. Дорогое и громоздкое оборудование для сварки трением.
4. Возможно искажение волокон в зоне сварки, если сварное соединение в процессе эксплуатации подвергается высоким динамическим нагрузкам.
5. Отсутствие мобильности. Невозможно применить данный вид сварки в «полевых условиях» и различных монтажных работах, так как сварочное оборудование для сварки трением является стационарным, а не мобильным.
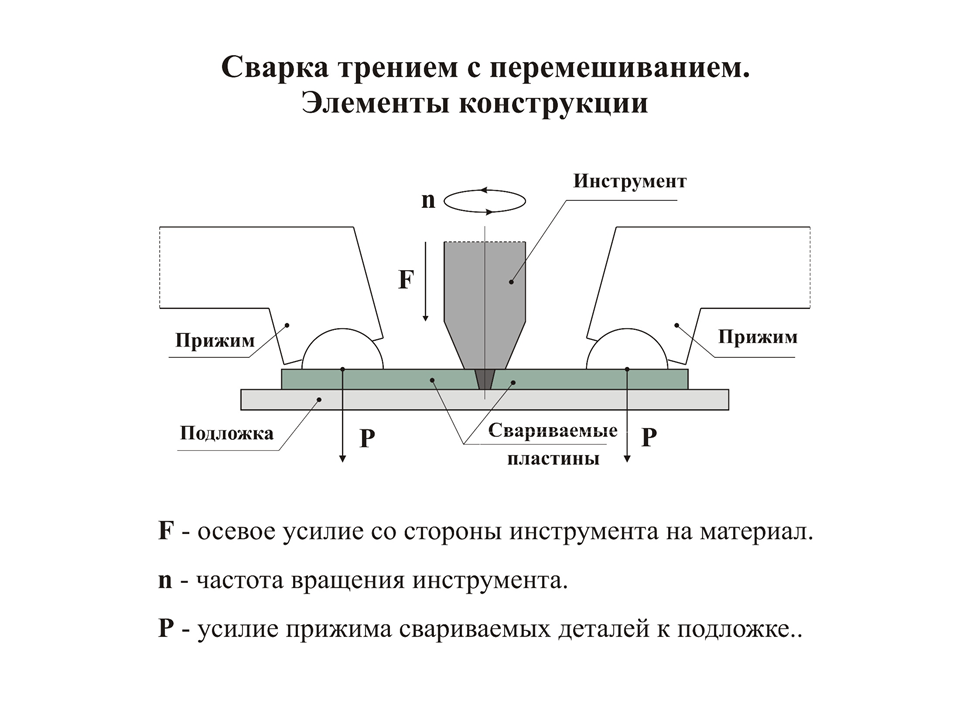
Оборудование
Состав оборудования может состоять из разных компонентов, в зависимости от стоимости комплекта и сферы применения. Стандартный набор состоит из сварочной машины, станка, снимающего грат, а также манипулятора (или робота), с помощью которого можно перемещать крупногабаритные детали.
Для настройки оборудования нужно установить параметр сварки, мощность привода шпинделя, задать размер заготовки, которую нужно сварить, а также установить скорость сварки.
Большинство настроек опытный сварщик установит сразу, а вот с расчетом мощности привода могут быть проблемы. Поэтому рекомендуем использовать следующую формулу:
Где S — это площадь свариваемого сечения в мм2, а Nуд неизменно и составляет 20 Вт/мм2.
Преимущества сварки трением
К важным преимуществам технологии сварки трением относят:
- Производительность. Весь сварочный процесс занимает от нескольких секунд до нескольких минут. Существенно меньше времени занимают также и подготовительно — завершающие операции. По этому параметру технология превосходит контактную электросварку.
- Эффективность использования энергии. Нагрев происходит очень быстро и в весьма ограниченной закрытой области, потери энергии на обогрев окружающего пространства ничтожны по сравнению с другими сварочными технологиями. Преимущество по энергозатратам может быть десятикратным.
- Отличное качество шва. При корректно подобранном технологическом режиме зона сварного шва и околошовные области станут практически идентичны по своему строению и характеристикам основному металлу. Кроме того, в шовном материале практически отсутствуют дефекты: пористость, каверны, трещины, посторонние включения.
- Высокая стабильность характеристик швов внутри партии деталей. Если точно выдерживать режим, параметры деталей будут отличаться на доли процента. Это позволяет контролировать качество выборочно и позволяет сэкономить много времени и средств. Если одна деталь из партии прошла разрушающий контроль, то можно принимать технически обоснованное решение о годности всей партии.
- Нет необходимости в предварительной механической зачистке поверхности зоны шва и околошовной области. Она выполняется на первом этапе технологического процесса. Поскольку на подготовительно — завершающие операции времени уходит больше, чем на собственно сварку, это преимущество дает возможность для весьма заметной экономии.
- Способность к свариванию разнородных металлов и сплавов. Успешно свариваются такие пары металлов, которые просто невозможно сварить другими методами: стальные сплавы с алюминиевыми, алюминиевые с медными, сталь с титаном и т.д.
- Экологичность технологии. Сведены к минимуму как загрязнение окружающей среды, так и вредные факторы воздействия на здоровье людей: высокое напряжение, брызги расплавленного металла, ультрафиолетовое излучение, пожароопасность и другие.
https://youtube.com/watch?v=XRvoqfIipXY
Кроме того, сварка трением легко поддается механизации и автоматизации
Это особенно важно при крупносерийном и массовом производстве. Несколько несложных повторяющихся операций легко алгоритмизируются и могут выполняться по программе без участия человека
Преимущества
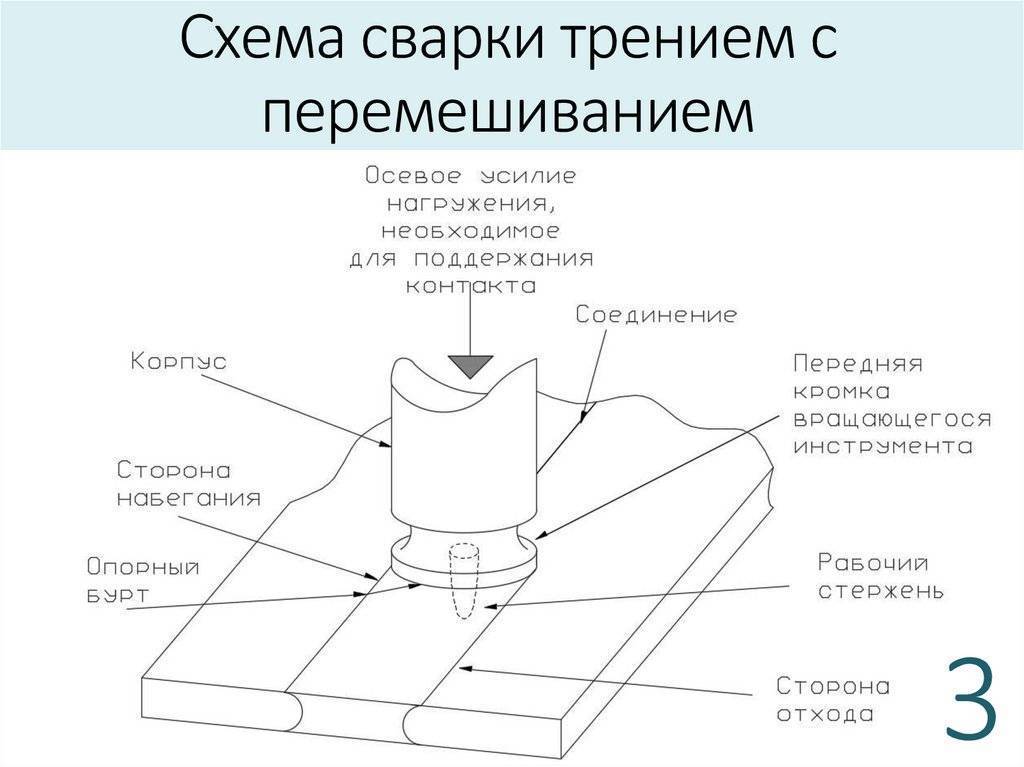
Рассматриваемый метод характеризуется довольно большим количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием повышается при использовании различных инструментов. Преимуществами можно назвать следующие моменты:
- Заготовки не нужно тщательно подготавливать. Если рассматривать контактную и другую технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от различных загрязнений и быть ровной. В противном случае качество шва будет низким, достигнуть требуемой герметичности не получится. В рассматриваемом случае достаточно очистить поверхность от крупных и сильно проявляющихся загрязнений.
- Не возникает необходимости в особой подготовке кромок. Некоторые технологии предусматривают снятие поверхностного слоя металла и проведение некоторых технологических операций, которые позволят существенно повысить прочность соединения.
- Есть возможность провести соединение металла, который нельзя обработать обычным способом. Примером можно назвать материалы, не подающиеся обычным методам сварки. При этом необходимость в предварительном подогреве зоны обработки практически не возникает.
- Прочность получаемого соединения достаточно высока. Именно поэтому технология может применяться для получения ответственных изделий с различной областью применения.
- Нет необходимости в использовании присадочной проволоки. Этот момент существенно снижает себестоимость проводимой работы.
- В месте соединения зернистость мелкая. За счет этого повышается плотность сварочного шва и его устойчивость к различного рода воздействия.
- Отсутствие пор также благоприятно сказывается на качестве полученного соединения. Это свойство можно связать с тем, что при сильном нагреве проводится выделение различных газов и веществ, которые и становятся причиной образования пористости.
- Практически полное отсутствие признаков коробления и термической деформации определяет то, что финишная обработка требуется крайне редко.
- После проведения сварочных работ при сварке трением с перемешивание изделие практически сразу готово к применению. При этом нет необходимости в проведении каких-либо подготовительных действий.
- Не повышается степень реакции поверхности на воздействие окружающей среды. Другими словами, материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не образуется токсичных газов или других выделений. Кроме этого, более распространенные методы, основанные на воздействии тока, приводят к образованию электрической дуги, которая оказывает негативное воздействие на оператора и окружающих при условии отсутствия специальных средств индивидуальной защиты.
- Уменьшается продолжительность производственного цикла примерно на 50% в сравнении с другими распространенными способами.
- Экономия на количестве потребляемой энергии составляет 20%.
Как ранее было отмечено, получение бездефектных швов на сплавах определило широкое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
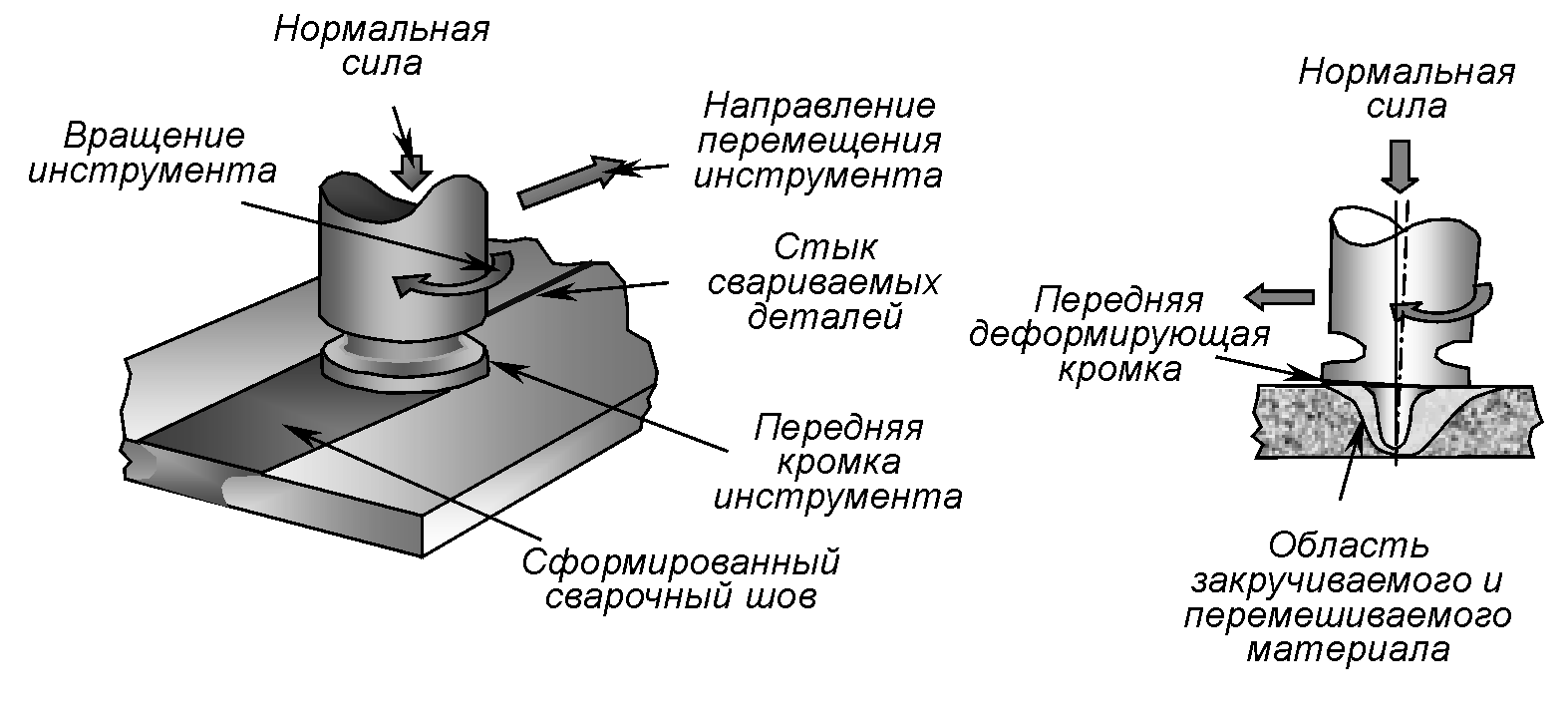
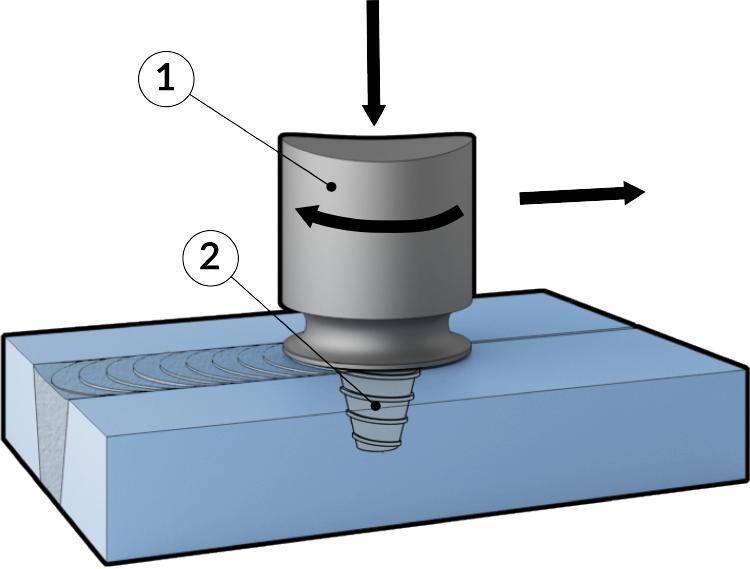
Генерация и поток тепла
Для любого процесса сварки, как правило, желательно увеличить скорость перемещения и свести к минимуму подвод тепла, поскольку это повысит производительность и, возможно, снизит влияние сварки на механические свойства сварного шва. В то же время необходимо убедиться, что температура вокруг инструмента достаточно высока, чтобы обеспечить адекватный поток материала и предотвратить дефекты или повреждение инструмента.
Когда скорость перемещения увеличивается, при заданном подводимом тепле меньше времени для теплопередачи впереди инструмента, и температурные градиенты больше. В какой-то момент скорость будет настолько высокой, что материал перед инструментом будет слишком холодным, а напряжение течения будет слишком высоким, чтобы обеспечить адекватное движение материала, что приведет к появлению трещин или поломке инструмента. Если «горячая зона» слишком велика, можно увеличить скорость перемещения и, следовательно, производительность.
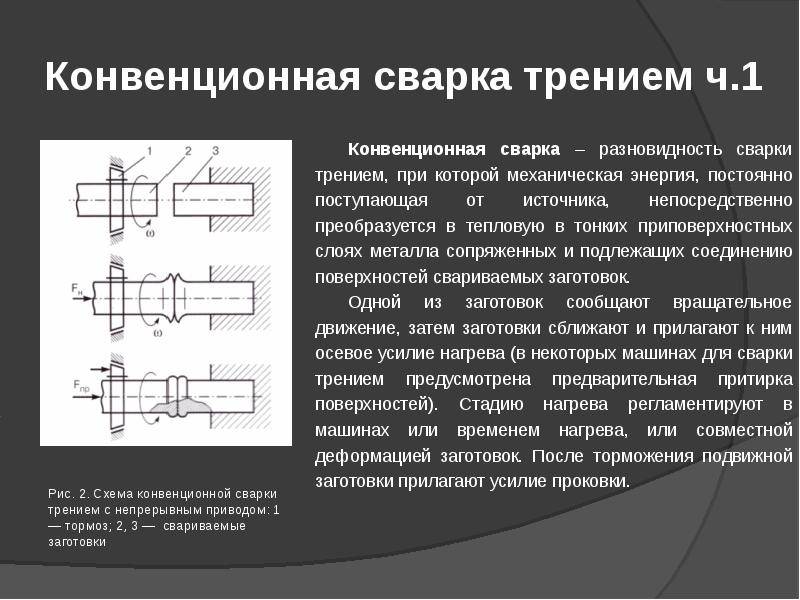
Цикл сварки можно разделить на несколько этапов, во время которых тепловой поток и тепловой профиль будут разными:
- Останься . Материал предварительно нагревается неподвижным вращающимся инструментом для достижения достаточной температуры перед инструментом, чтобы обеспечить возможность перемещения. В этот период также может входить врезание инструмента в заготовку.
- Переходный нагрев . Когда инструмент начинает двигаться, наступает переходный период, когда тепловыделение и температура вокруг инструмента будут изменяться сложным образом, пока не будет достигнуто практически устойчивое состояние.
- Псевдоустойчивое состояние . Хотя будут происходить колебания тепловыделения, тепловое поле вокруг инструмента остается практически постоянным, по крайней мере, в макроскопическом масштабе.
- Пост стабильное состояние . Ближе к концу сварного шва тепло может «отражаться» от конца пластины, что приводит к дополнительному нагреву вокруг инструмента.
Выделение тепла при сварке трением с перемешиванием возникает из двух основных источников: трения о поверхность инструмента и деформации материала вокруг инструмента. Часто предполагается, что тепловыделение происходит преимущественно под заплечиком из-за его большей площади поверхности и равно мощности, необходимой для преодоления контактных сил между инструментом и заготовкой. Состояние контакта под заплечиком можно описать трением скольжения с использованием коэффициента трения μ и межфазного давления P или трением прилипания на основе прочности на межфазный сдвиг при соответствующей температуре и скорости деформации. Математические аппроксимации для общего тепла, выделяемого уступом инструмента Q total , были разработаны с использованием моделей трения скольжения и прилипания:
- Qобщийзнак равно23πпμω(рплечо3-рштырь3),{\ displaystyle Q _ {\ text {total}} = {\ frac {2} {3}} \ pi P \ mu \ omega \ left (R _ {\ text {плечо}} ^ {3} -R _ {\ text { pin}} ^ {3} \ right),} (скольжение)
- Qобщийзнак равно23πτω(рплечо3-рштырь3),{\ displaystyle Q _ {\ text {total}} = {\ frac {2} {3}} \ pi \ tau \ omega \ left (R _ {\ text {плечо}} ^ {3} -R _ {\ text {pin }} ^ {3} \ right),} (прилипание)
где ω угловая скорость инструмента, R плечо радиуса плеча инструмента, а R контактный является то , что штифт. Было предложено несколько других уравнений для учета таких факторов, как штифт, но общий подход остается тем же.
Основная трудность при применении этих уравнений заключается в определении подходящих значений коэффициента трения или межфазного напряжения сдвига. Условия под инструментом экстремальные, и их очень трудно измерить. На сегодняшний день эти параметры используются в качестве «подгоночных параметров», когда модель опирается на измеренные тепловые данные для получения разумного смоделированного теплового поля. Хотя этот подход полезен для создания моделей процесса для прогнозирования, например, остаточных напряжений, он менее полезен для понимания самого процесса.