Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки. Это осложняет рабочий процесс.
- На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
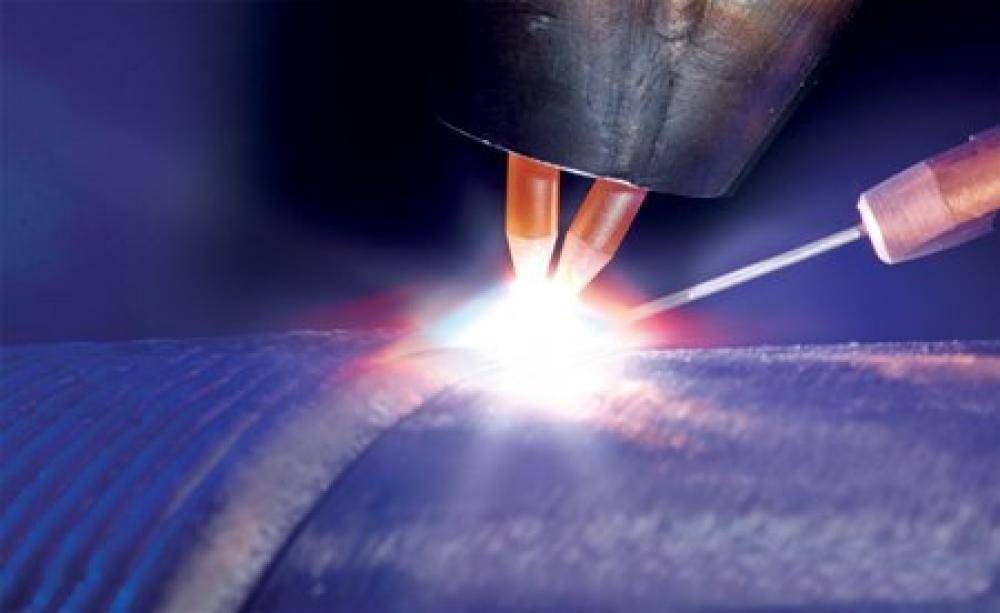
Красивые швы сварки
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
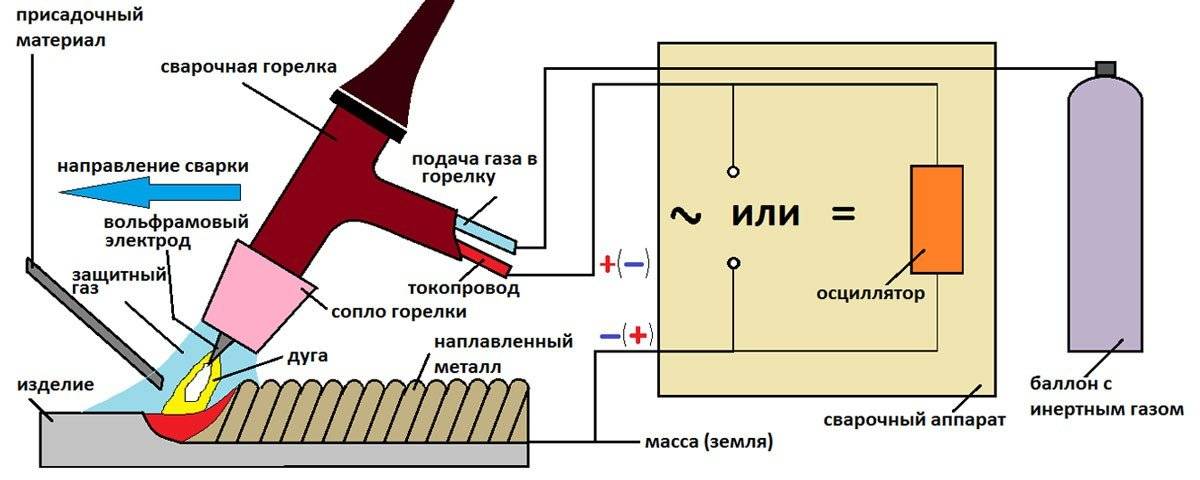
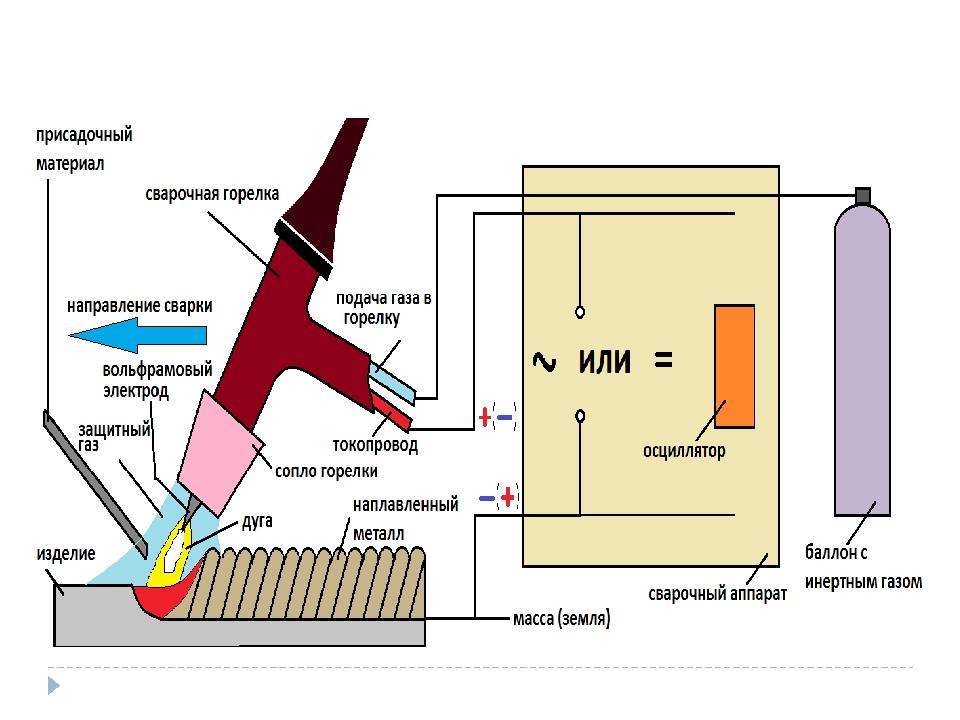
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.

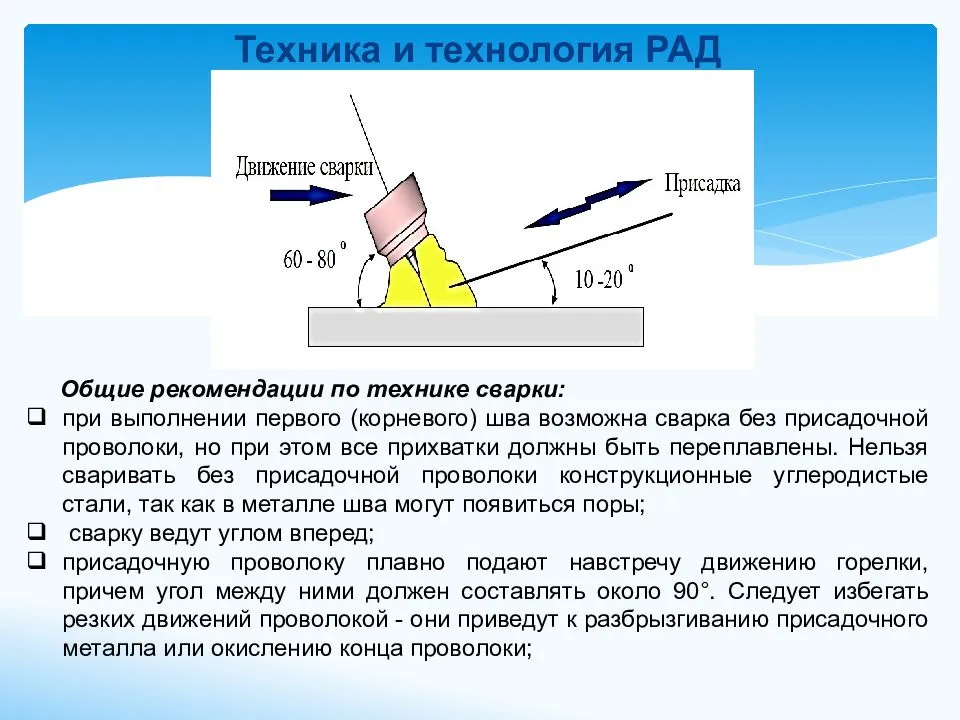
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности. После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки
Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва
Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Отличие меди и титана
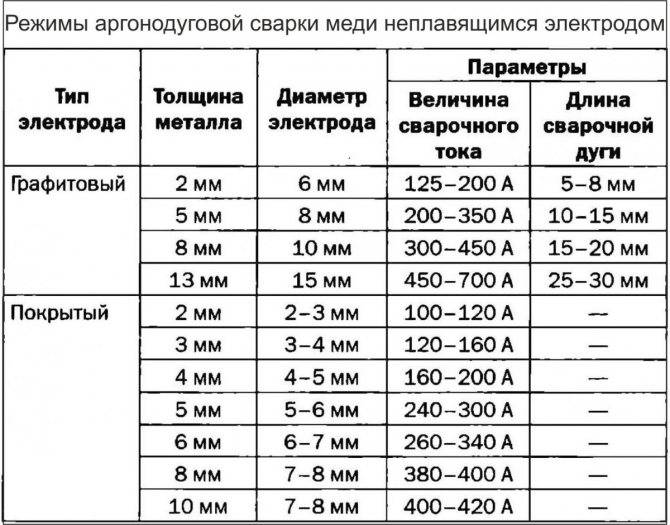
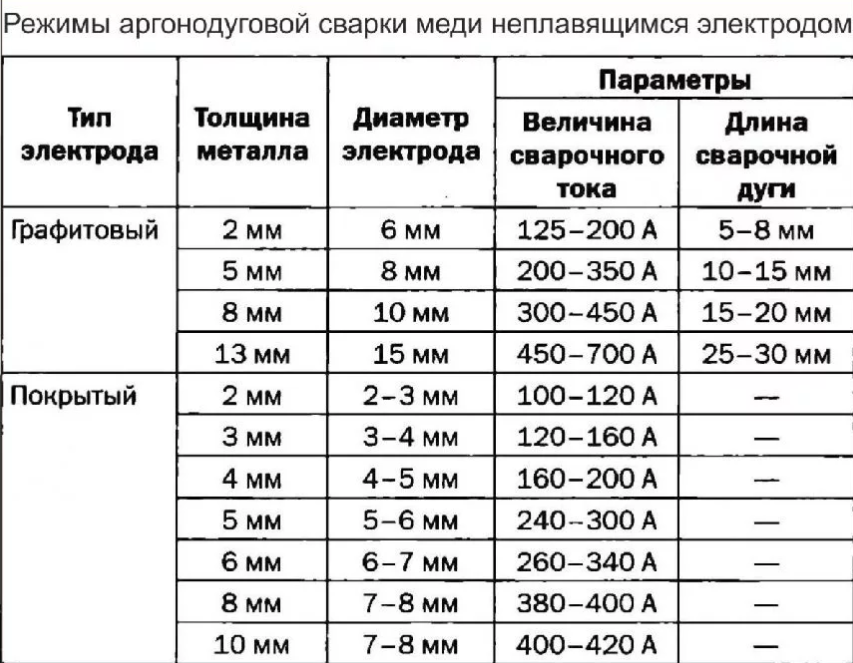
Своеобразием отличается медь. Металл также очень легко окисляется, обладает большой теплопроводностью (в 6 раз больше, чем у железа). Для сваривания медных деталей нужна высокая температура дуги.
При этом придется значительно увеличить расход аргона. Скорость потока варьируется в диапазоне от 7 л/мин при работе с тонкими деталями (1,2 мм) до 14 л/мин при сваривании в несколько проходок деталей с толщиной 25 мм.
Специфика меди заключается также в большом линейном расширении, которое может приводить к образованию трещин на горячем материале. Для предотвращения негативных явлений медь разогревают постепенно до 300 °C, бронзовые сплавы – до 600 °C. Только после этого можно приступать к работе.
Для работы с титаном аргон приходится направлять с тыльной стороны детали. Поэтому заранее следует приобрести специальные форсунки для подачи газа. Расход аргона составляет 6-7 л/мин.
Аргоновая сварка — это процесс со многими параметрами. Учесть все можно и нужно, руководствуясь специальными справочниками. Имея представление об основах, сориентироваться в технической литературе гораздо проще.
Критерии выбора инструмента
Во многом успешное выполнение шва зависит от правильно выбранного инструмента и материалов, которыми вы будете пользоваться. Присадочный материал должен быть как можно более подходящим для металлического изделия, подвергающегося сварке
Поэтому, очень важно знать все составляющие металла. Однако, это не всегда удается выполнить, в связи с этим, основным ориентиром выступают популярные марки проволоки, которые наиболее часто используются
Большинство профессионалов советуют применять Св-08Г2С.

Выбирая проволоку, обращайте внимание на такой критерий как кипучесть. Многие пользователи, не зная как варить черный металл сталкиваются с этой проблемой
Чтобы избежать этого надо смотреть на маркировку. Если на проволоке указано значение КП, то это говорит о подверженности металла кипению, поэтому такие детали покупать не стоит. Еще один важный показатель – толщина диаметра присадочного материала. Выбирать нужно исходя из толщины изделий, подвергающихся сварке. Старайтесь подобрать материал максимально идентичный плотности металла.







Выбор инструмента
Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Особенности аргонодуговой сварки
 Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
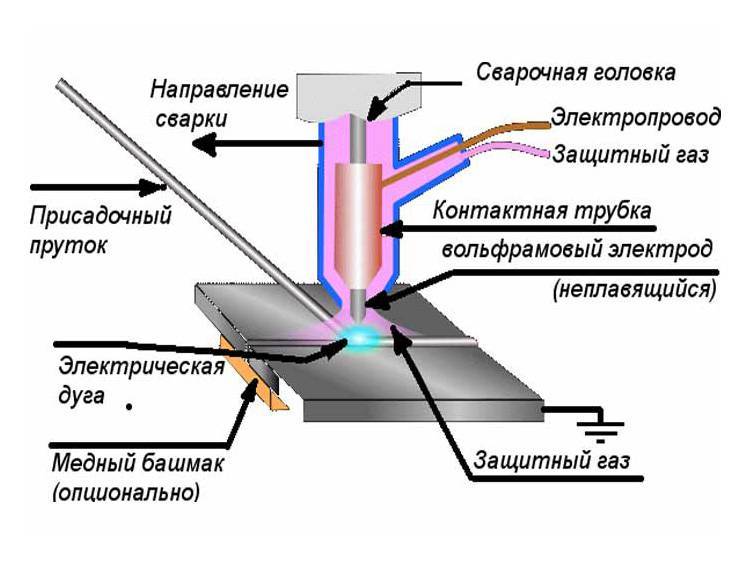
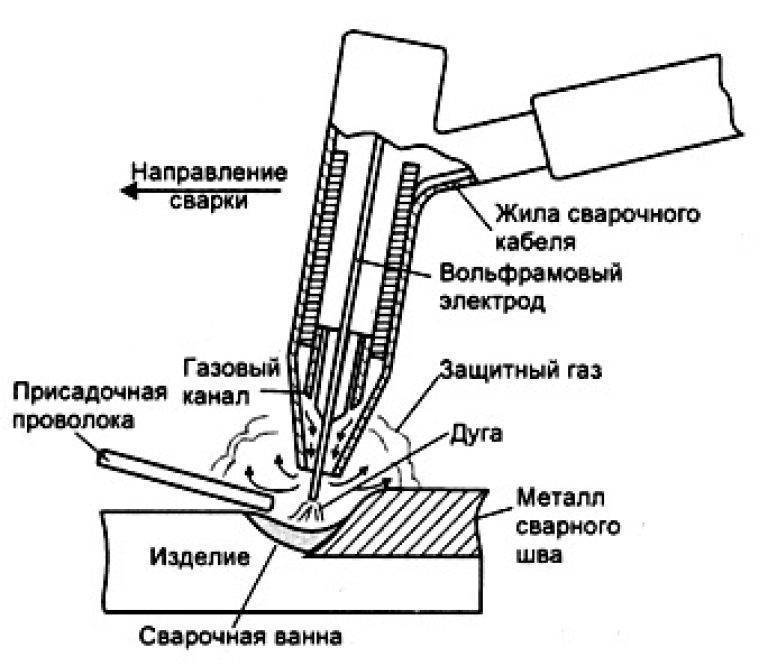
Основным инструментом выступает аргоновая горелка: с её помощью выполняется соединение металлов. Ввиду специального исполнения вольфрамовый электрод фиксируется с таким расчётом, чтобы конец его стержня выступал над керамическим соплом на несколько миллиметров.
Короткая дуга обеспечивает максимальную глубину проплавления изделия. От техники подачи присадочного материала зависит, насколько аккуратным будет сварочный шов и какую ширину будет иметь. Присадка должна постоянно находиться в зоне защиты и поступать спереди сварочной горелки.
Аргонодуговая сварка TIG будет успешной при соблюдении определённых правил:
- Изделия должны быть подготовлены для сваривания — обезжирены и очищены.
- Чтобы создать защитную среду до выполнения работ, аргонный газ подаётся за 10 секунд.
- Длина дуги должна быть минимально возможной.
- Варить нужно только в продольном направлении, без отклонений в поперечное направление.
- Если подача аргона нарушена, то работу необходимо остановить, так как электрод и присадка должны быть под его защитой.
- Чтобы металл не разбрызгивался, пруток (присадочная проволока) додаётся плавно.
- Качество шва считается хорошим, если сварочная ванна удлинена.
- Завершаются сварочные работы принижением силы тока и отключением через 10 секунд подачи газа.
У каждого вида аргонодуговой сварки свои особенности, определяются они применяемым оборудованием.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
Из нержавейки – присадка для сварки из нержавеющей стали применяется для создания шва имеющего антикоррозионные свойства.
- Алюминия и сплавов – получаемый шов способен выдерживать воздействие высоких температур и других факторов не поддаваясь растрескиванию и сохраняя прочностные и другие характеристики.
- Меди и сплавов – такая присадка позволяет получить шов отличающийся вязкостью и текучестью, а также высокой электропроводностью, что незаменимо при обработке определенных цветных металлов.
- Никеля – присадочный пруток из никелевого сплава позволяет выполнять работы по наложению шва среди неоднородных материалов. Широкое применение присадочный пруток из никеля получил при сварке чугуна, тяжело поддающегося термической обработке. Получаемый шов отличается как прочностью, так и устойчивостью к окислениям.
Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом
Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона
Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
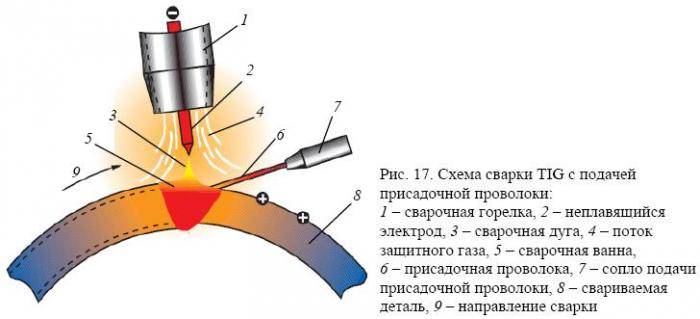
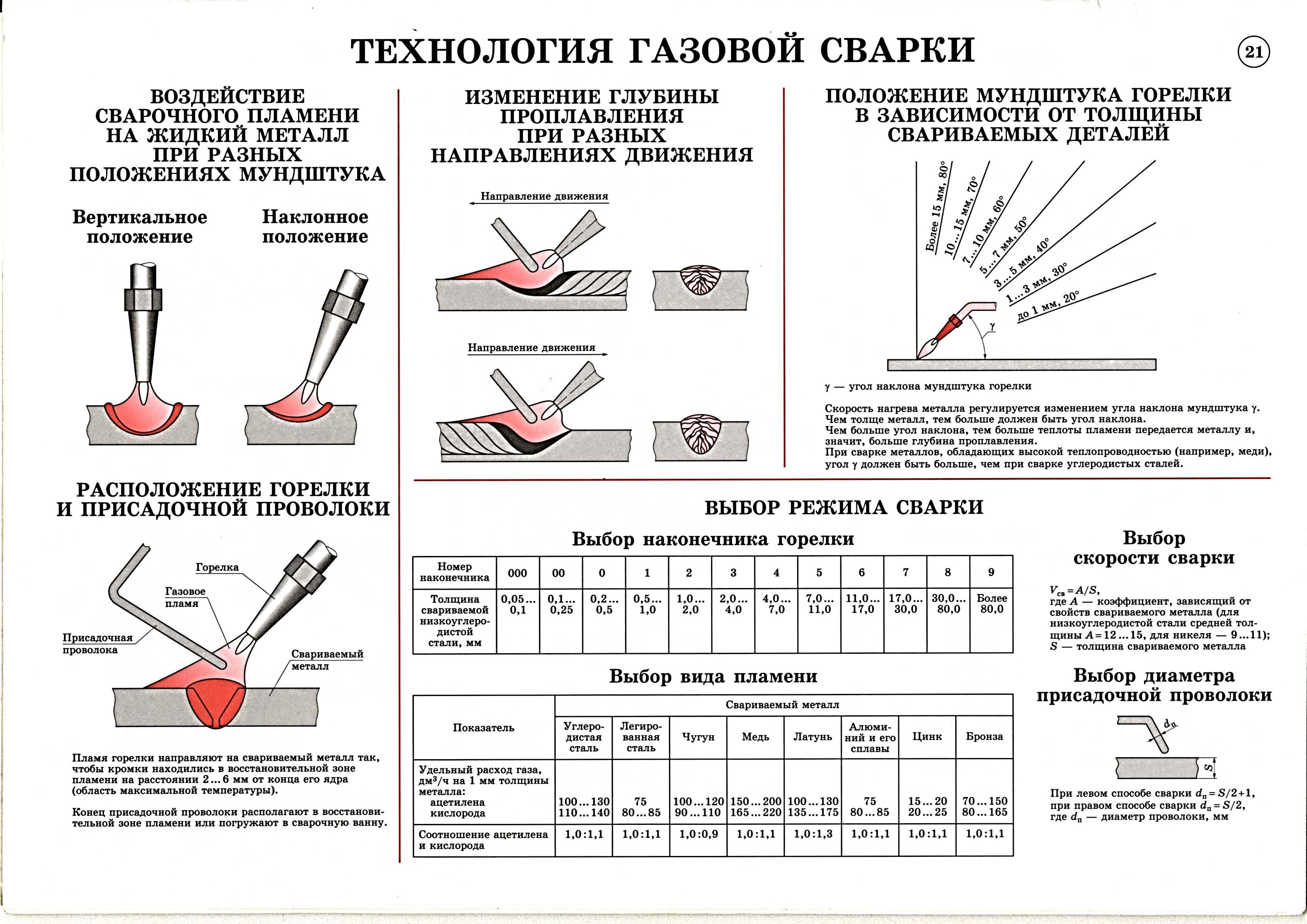
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
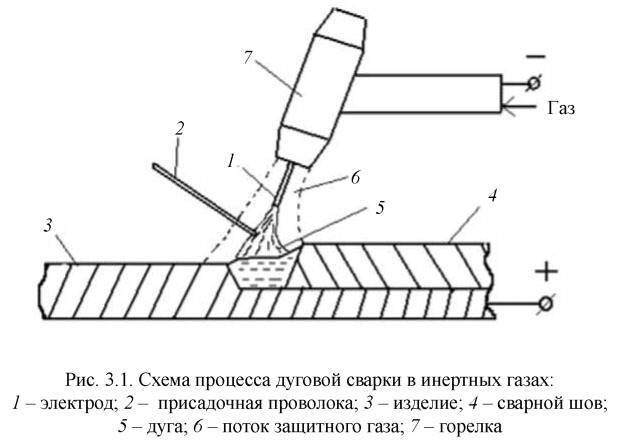
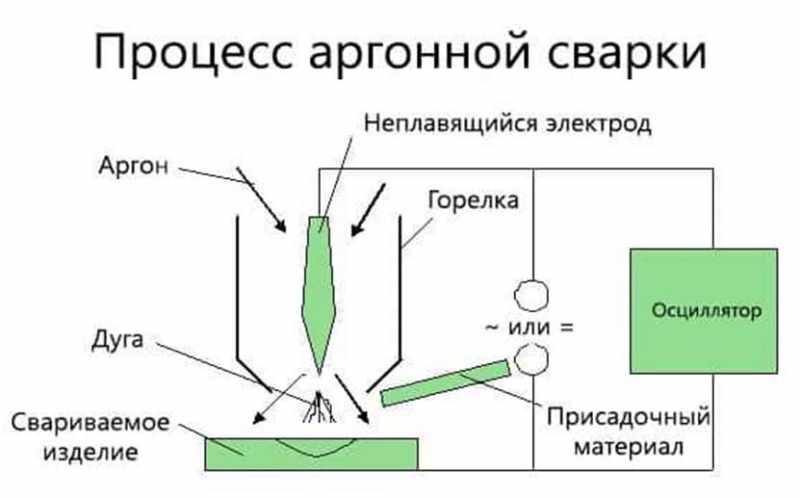
Принцип аргонно дуговой сварки MIG и TIG
Прежде, чем рассматривать принцип аргонодуговой сварки, стоит разобраться. Необходимо понять как работает аргонная сварка. Чтобы соединить металлические детали, их необходимо разогреть в месте стыка. Для расплавления металла используется сварочная дуга. Горение дуги и расплавление металла невозможно без окисления кислородом, находящегося в воздухе. Этот элемент окисляет сплавы, причем цветные металлы и легированные стали быстрее, чем углеродистый металл. Также в зоне расплавления за счет насыщения водородом, азотом появляются пузырьки, при кристаллизации в шовном валике образуются раковины, свищи и многочисленные поры. Прочность соединений страдает. Ухудшается геометрия сварного соединения. Для того чтобы обеспечить надежную защиту расплавленного металла используются различные газы в чистом виде, а также и в виде смесей.
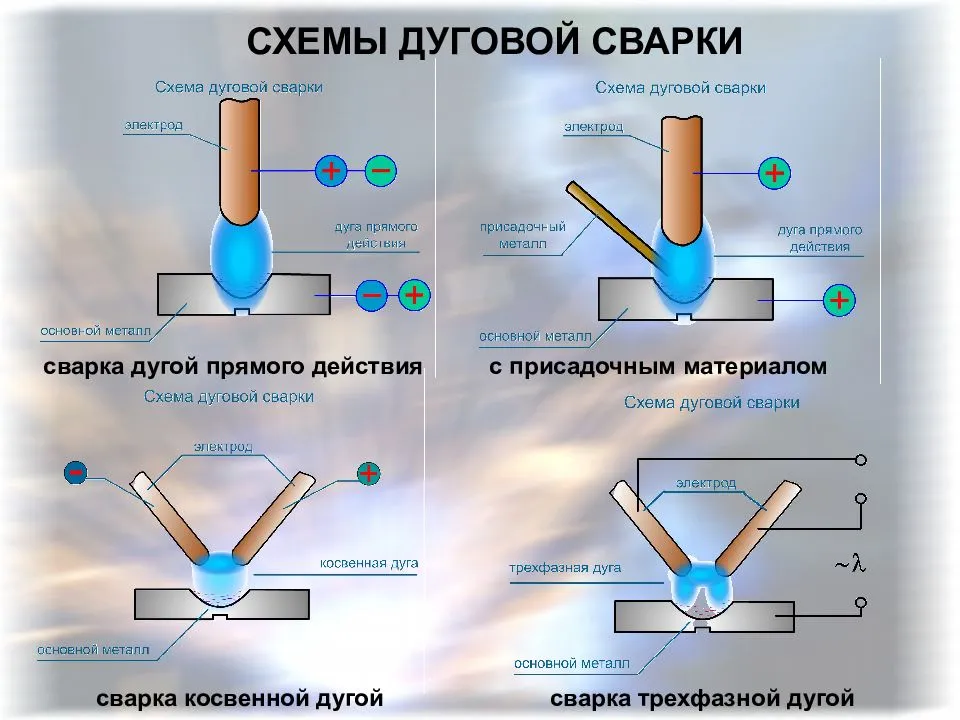
Какие бывают режимы TIG сварки
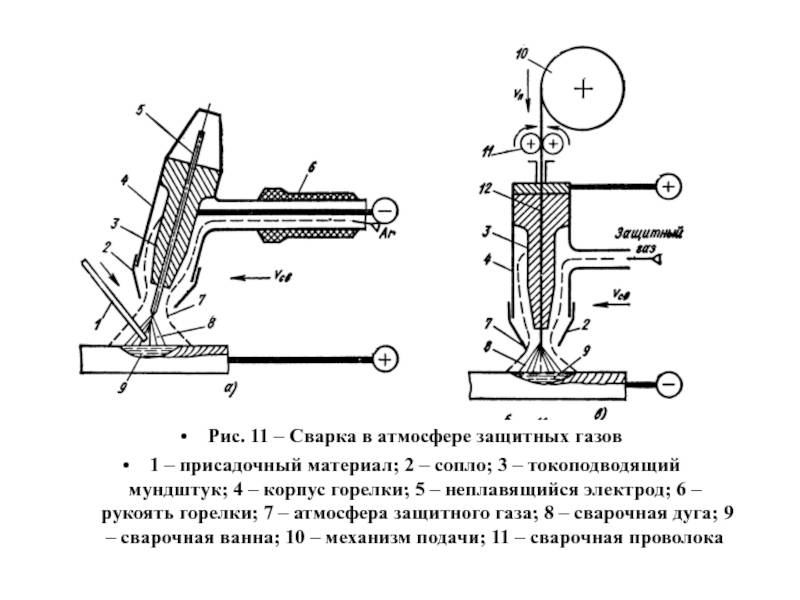
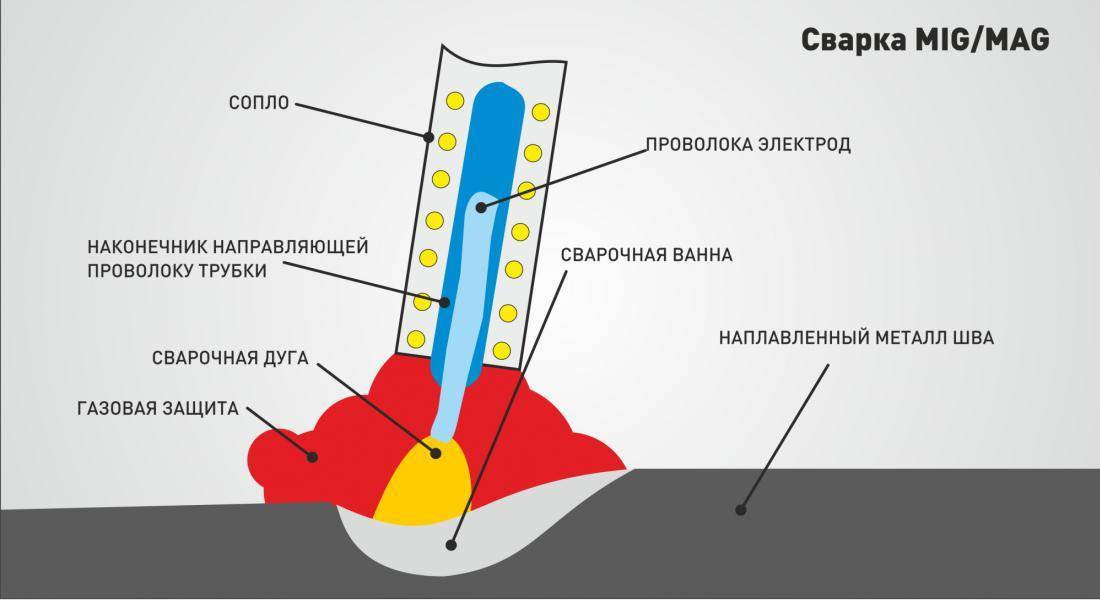
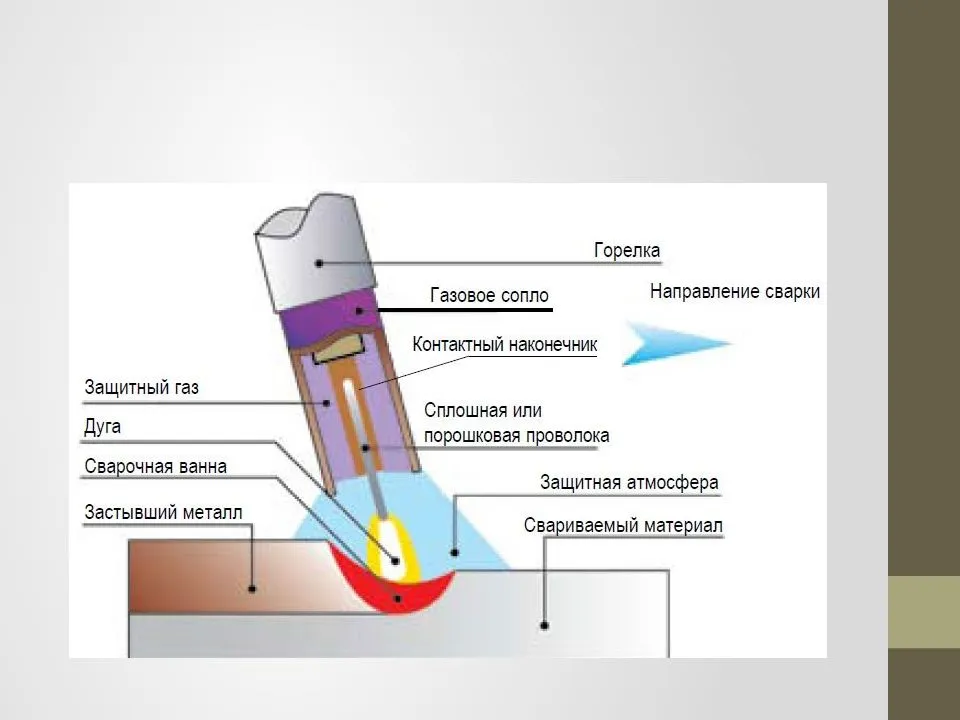
Сварку в аргоне выполняется как в автоматическом (ААД), механизированном полуавтоматическом (MIG) и в ручном режиме (TIG). Для данного метода характерно применение как плавящегося электродного металла (проволоки), так и неплавящегося вольфрамового электрода.
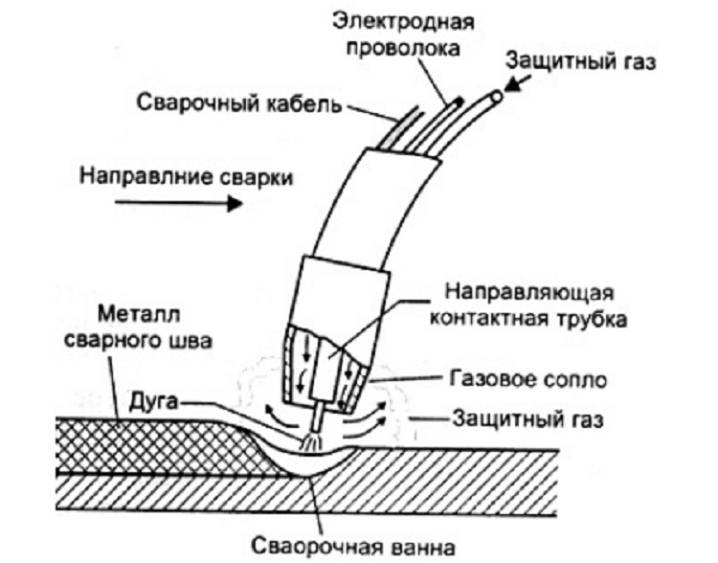
От механизированной аргонодуговая сварка плавящимся электродом (MIG) отличается присутствием особенностями розжига дуги. Газ и сварочная проволока и подается через сопло горелки при нажатии специальной клавиши на ее корпусе. Газ подается за 12-25 секунд до подачи питания на клеммы. Для mig поджег дуги происходит касанием проволоки самого изделия.
Основные особенности
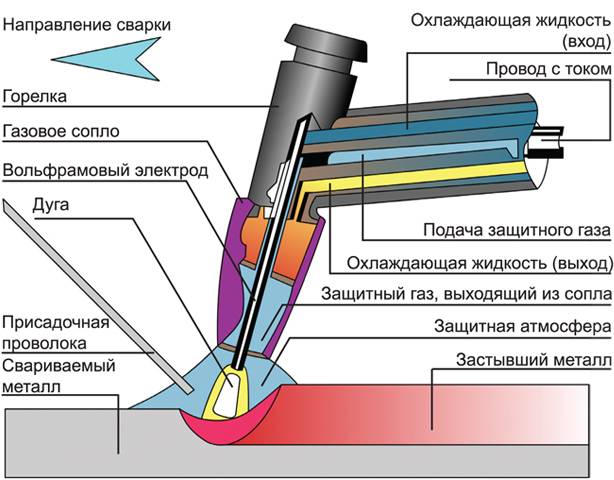
Особенности процесса аргонодуговой сварки следует рассмотреть подробно, у технологии множество режимов, нюансов. Защитная атмосфера защищает ванну расплава. Но для этого необходимо в постоянном режиме подавать газ в рабочую зону под определенным давлением. Сущность аргонодуговой сварки – создание специальной среды, препятствующей окислению присадки и металла при воздействии электродуги с необходимой температурой горения.
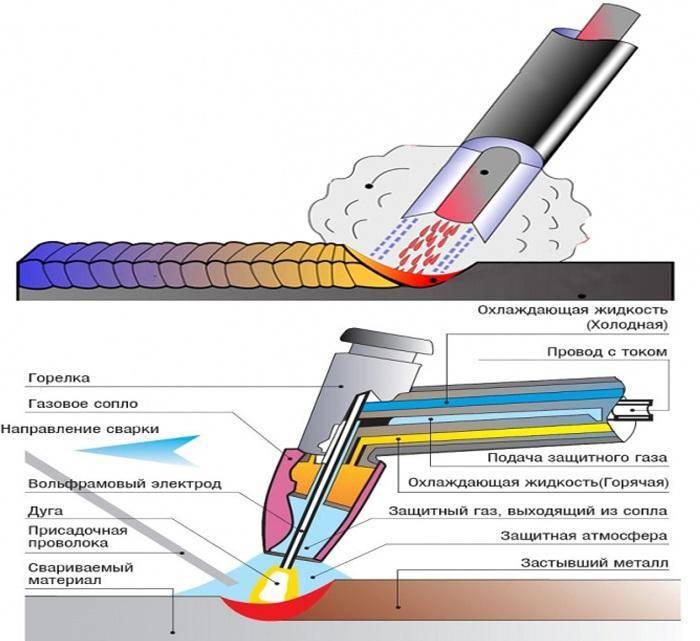
Теперь об особенностях аргонодуговой сварки неплавящимся электродом TIG. Рабочим элементом является горелка с соплом, через которое осуществляется подача газовой смеси или чистого Ar. Аргон имеет более высокую плотность чем воздух вследствие чего обеспечивает вытеснение посторонней газовой среды из зоны процесса. Данный газ ионизируется под воздействием электрического разряда и разогрева металла при розжиге. Происходит так называемая термоэлектронная эмиссия. В результате газ образует плазму, в которой происходит уверенное горение дуги. Потенциал ионизации инертных газов очень высокий. Пробить защитную атмосферу способны только высокочастотные токи, образованные специальным устройством — осциллятором.
Методы зажигания дуги.
За счет частотности электродуга способна формироваться без касания электрода о металлическую поверхность (чиркания). В некоторых случаях дугу зажигают и методом качания (чирканья) о поверхность изделия. Тут необходимо высокая квалификация сварщика, так как при замыкании, в металл изделия могут попасть частички вольфрама, образуя тем самым дефект. Также произойдет оплавление самого электрода изменив его геометрию, и ухудшит процесс сварки. Мощность дуги снизится из-за уменьшения напряжения на дуге. Также измениться и давление самой дуги. В современных аппаратах для предотвращения этого применяется функция Lift Tig (лифт тиг). С ее помощью понижается сила сварочного тока в стадии зажигания дуги. С увеличением зазора между изделием и электродом ток увеличивается до рабочих значений.
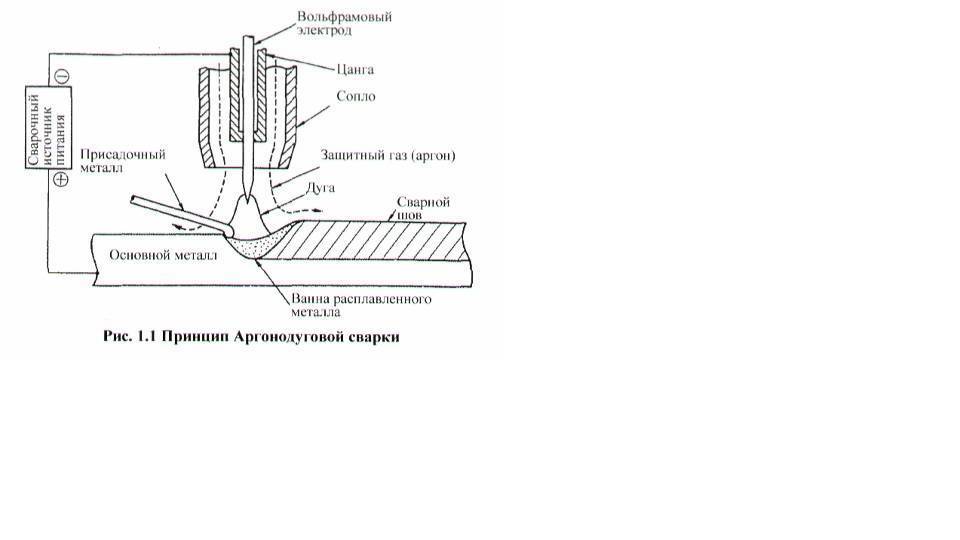
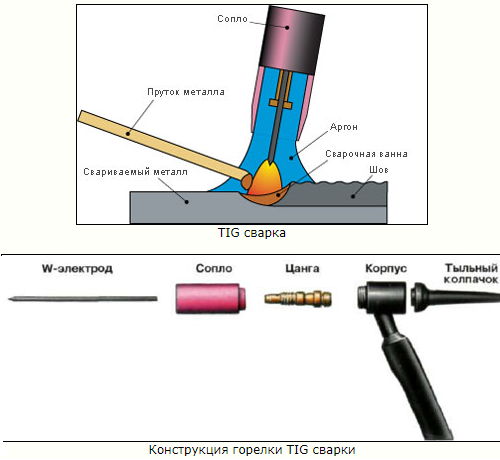
Устройство сварочной горелки
Вернемся к устройству сварочной горелки. В центральную часть устанавливается держатель (цанга), в который вставляется электрод с вылетом из сопла в пределах от 2,0 до 5,0 мм. Горелка аппарата, оборудованного осциллятором, имеет на корпусе кнопку для запуска процесса. При ее нажатии происходит продувка газом магистралей, и с небольшой задержкой импульсно подается ток на электрод. Сварочный ток TIG – это высокочастотный или импульсный электроток с частотой от 150 до 500 Гц. Его напряжение весьма верило и колеблется в пределах 2500 – 6000В.
Шов формируется плавлением сварочной проволокой подаваемой в зону сварки из вне и последующей кристаллизацией сварочной ванны. Подбирают присадку, по химическому составу близкую к сплаву. В ряде случаев используется присадка с дополнительными легирующими элементами для придания особых свойств.
Применяемый газ
Основной газ для режима ТИГ — аргон. Он тяжелее кислорода, поэтому вытесняет его из зоны факела, обеспечивая защиту. Другой газ — гелий. Второе по массе вещество, после водорода. Несмотря на высокую стоимость, гелий обеспечивает увеличение мощности дуги в 1.5-2 раза. Результат — более глубокое проплавление металла и повышение производительности.
Благодаря техническим свойствам, гелий применяют для работ с тугоплавкими материалами. Ответственные операции проводят на смеси газов: Ar около 35-40%, He порядка 60-65%. Это дает следующее сочетание преимуществ: легкий газ обеспечивает более глубокое проплавление, а тяжелый — стабилизирует показатели дуги.
Методы сваривания нержавейки
Для соединения листовой стали или сложных конструкций применяют несколько способов, помогающих получить шов высокого качества.
Неплавящийся электрод из вольфрама
Сварку с вольфрамовыми стержнями выполняют при соединении труб. Главное преимущество – эстетичный вид швов.
Аргонодуговую технологию используют и при формировании резервуаров для хранения жидких и газообразных веществ, эксплуатирующихся под большим давлением. Сварка ведется как с постоянным, так и с переменным током прямой полярности. Для прогрева обрабатываемой области используют горелку с неплавким электродом, через которую поступает газ. Шов формируется за счет плавления присадки.
TIG-сварка имеет следующие особенности:
- При проникновении частиц вольфрама в сварочную ванну прочность соединения снижается. Для возбуждения электрической дуги применяют угольную пластину, которая затем переносится на рабочую поверхность.
- Подача аргона продолжается до остывания стержня и шва. Это снижает скорость окисления сварного соединения и электрода.
Использование полуавтомата
Научиться варить таким методом должен каждый начинающий мастер. Полуавтоматический способ отличается высокой производительностью. Надежность получаемого шва не уступает таковой при аргонодуговой сварке, однако эстетические его качества ниже. Полуавтомат позволяет работать с деталями разной толщины. Повышенные требования предъявляют к расходному материалу. В состав должен входить никель, иначе проволока не будет соответствовать стандартам.
Сварку ведут в следующих режимах:
- Короткой дугой. Температура нагрева рабочей области определяется длиной разряда. Небольшое расстояние между горелкой и поверхностью подходит для соединения тонких деталей.
- Импульсный. Проволока подается в сварочную ванну небольшими порциями, что препятствует разбрызгиванию расплава и перегреву деталей.
- Струйный. Перевод аппарата в этот режим помогает заварить заготовки толщиной более 1 см.
История появления
Сварка представляет собой соединение металлов при высокой (сотни и тысячи градусов) температуре. В таких условиях интенсивно протекают окислительные процессы, насыщение и легирование металлов вредными примесями.

Идея проводить высокотемпературную стыковку в облаке газов возникла на рубеже XIX-XX веков у американского инженера Charles L. Coffin (Чарльз Л. Коффин). Но существующие технологии не позволяли применить этот способ в промышленных масштабах. Особенно это касалось активных металлов (алюминия, магния, титана).
Первые практические опыты были совершены в 40-х годах прошлого века. Используя вольфрамовый неплавящийся электрод и инертный гелий, специалисты корпорации Northrop Corporation разработали метод соединения алюминия, магния и никеля. Это открытие позволило сделать технический рывок в авиационной промышленности.
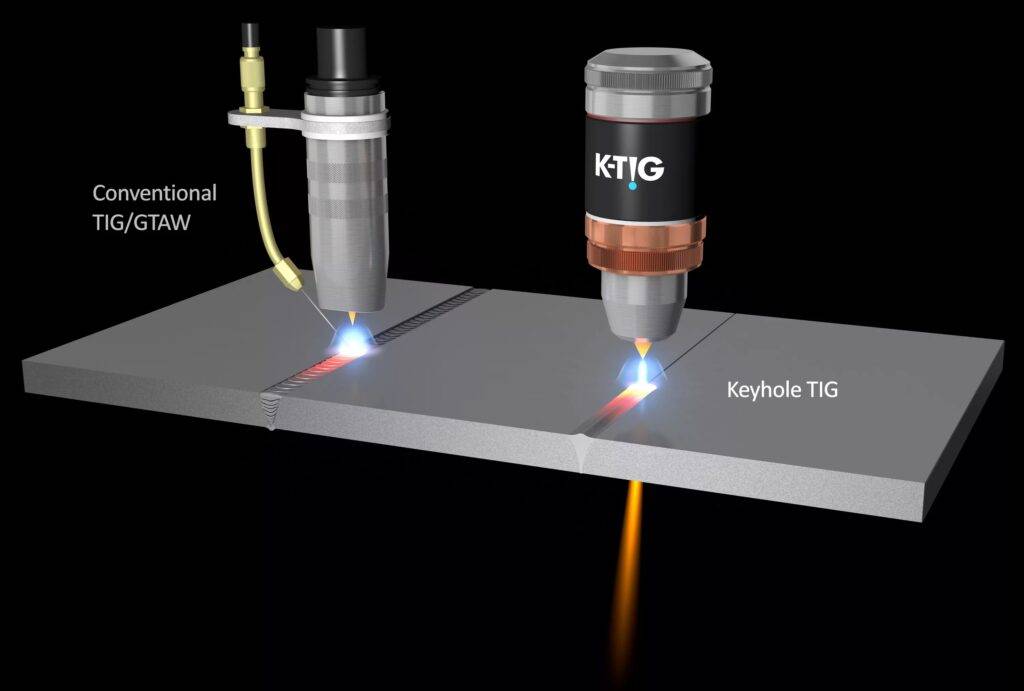
Современное название метода — сварка TIG (от немецкого Tungsten Insert Gas), буквально: сварка неплавящимся вольфрамовым стержнем в облаке инертного газа.
Часто возникает путаница с АДС в защитном газе. Этот процесс проводится плавящимся электродом — сварочной проволокой. Имеет обозначение MIG/MAG.
Особенности аргонной сварки
Аргоновая сварка отличается от обычной несколькими особенностями. Основным рабочим инструментом в составе аппаратного комплекса служит горелка. В ней по центру закрепляется вольфрамовый электрод, газ поступает через форсунку.
Электродуга нагревает и расплавляет металл в рабочей области, присадочная проволока, плавясь, дает материал для шва. Состав этой проволоки надо подбирать так, чтобы он был как можно ближе к составу свариваемых металлов.
Технологический процесс состоит из следующих этапов:
Механическая либо химическая (а в случае сильных загрязнений — и обе) очистка свариваемых поверхностей и околошовной зоны. Необходимо очистить поверхности лот механических загрязнений, масляных пятен и пленки окислов.
Массовый провод от аппарата присоединяется к свариваемым заготовкам. Следует отметить, что присадочная проволока не входит в состав электроцепи.
В зависимости от толщины свариваемых деталей выбирается рабочий ток и выставляется на источнике тока.
За 10-25 сек до розжига дуги подают в рабочую зону газ, открыв вентиль на баллоне
Важно помнить, что отключать подачу газа можно только через 5-15 сек после окончания очередного шва.
Процесс аргоновой сварки
Горелку с электродом, выступающим на 2-5 мм, следует поднести к месту начала шва по возможности близко к деталям, но не касаясь их
Наилучший зазор, при котором получается аккуратный и надежный шов — примерно два миллиметра.
Присадочную проволоку следует удерживать перед горелкой, и вместе плавно вести их по линии шва
Очень важно вводить проволоку в рабочую область осторожно и плавно, во избежание образования брызг металла.
Розжиг дуги выполняется без соприкосновения электрода и заготовок. Для этого в схему добавляют осциллятор, генерирующий мощные импульсы напряжением от 2 до 6 киловольт и частотой до 500 килогерц
Эти импульсы и осуществляют электрический пробой газовой прослойки между электродом и массой.
Применение
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.
Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
Преимущества технологии ТИГ сварки
По сравнению с иными способами, аргонодуговая сварка TIG имеет следующие преимущества:
Плюсы и минусы сварки методом TIG
- широкий спектр свариваемых материалов, возможность соединять легированные стали, цветные металлы, чугун;
- в процессе ТИГ сварки нагревается небольшая зона изделия, поэтому детали практически не деформируются;
- сварной шов отличает высокое качество и герметичность;
- красивый качественный швов практически не требует последующей обработки;
- простой процесс обучения основам мастерства.
Техпроцесс ТИГ расширил область применения алюминия. При сваривании иными способами кислород вступает в реакцию с металлом, образуя на поверхности ванны легкую тугоплавкую пленку, которая препятствует процессу плавления алюминия, имеющего температуру плавления в 660 С. Температура плавления оксида алюминия составляет 2072 С. Инертная среда защищает зону расплавленного металла от кислорода, тем самым давая возможность соединить алюминиевые детали.
Несмотря на большие возможности и хорошее качество, технология имеет свои недостатки:
- при аргонной сварке TIG на открытом воздухе возможно нарушение инертной защиты порывами ветра;
- предварительно необходимо качественно подготовить поверхности;
- горелка имеет конструкцию, неудобную для соединения изделий под острым углом.
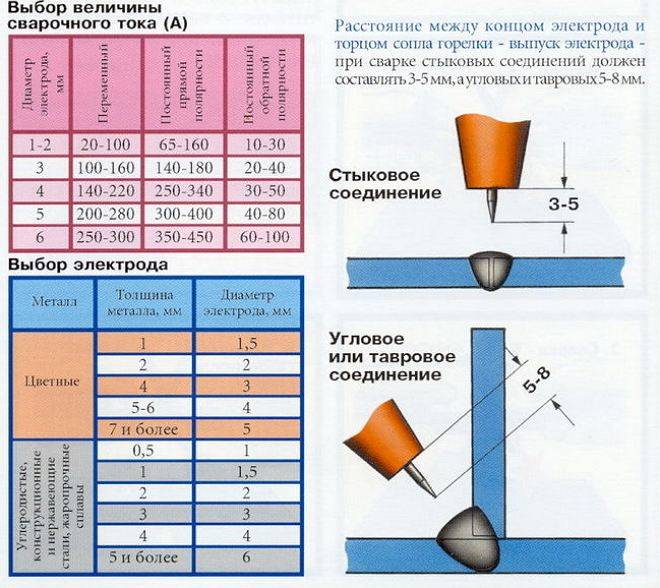
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод
В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.

Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Сварка черного металла аргоном
Сварка аргоном черного металла относится к категории относительно невысокого уровня сложности работ. Для данного процесса свойственно присутствие качественности осуществления сварочной деятельности.
В большинстве случаев задействование сварки аргоном железа происходит для разрешения ситуаций сложного характера, когда имеет место осуществление работ с применением сложно свариваемых металлических элементов, для которых высок риск возникновения дефектов и брака.

Черный металл отмечается высоким уровнем сварки при наличии различного рода условий с получением положительного результата.
С целью проведения сварки черного металла используется специальный элемент в виде присадочной проволоки без покрытия защитного характера. Для того, чтобы создать защитную среду в области сварной ванны от действия таких факторов внешнего характера, как грязь, мусор, поступление кислорода из атмосферы, задействуется аргон.
Виды сварочного оборудования
Для сварки аргоном применяется несколько типов оборудования:
- Ручной процесс — сварщик держит горелку и присадочный материал.
- Полуавтоматический процесс — присадочный материал и газ подаются автоматически в горелку, которую мастер ведет вдоль шва вручную.
- Полностью механизированный процесс – в рабочей области человек отсутствует, подача присадочного материала и ведение горелки осуществляется оператором дистанционно.
- Роботизированный процесс — оператор только вводит программу, а система ЧПУ исполняет ее.
Это могут быть и разнородные металлы на производстве, и стык труб в домашней системе отопления.
Преимущества

Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.