1М63Д станок токарно-винторезный универсальный. Назначение, область применения
Станок токарно-винторезный 1м63д (начало серийного производства – 1983 год) заменил модель . В 1986 году станок 1м63д был заменен на более совершенную модель .
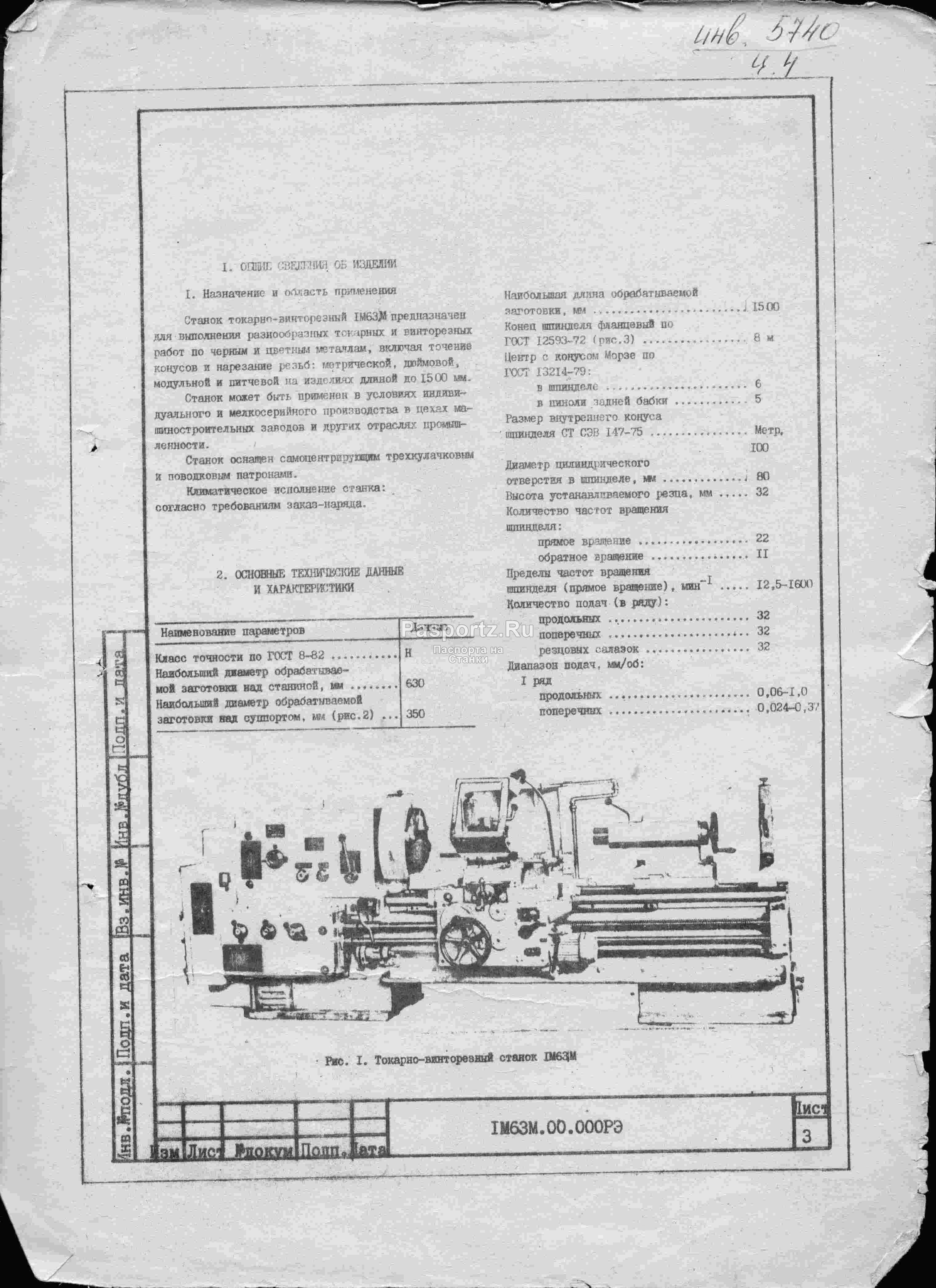
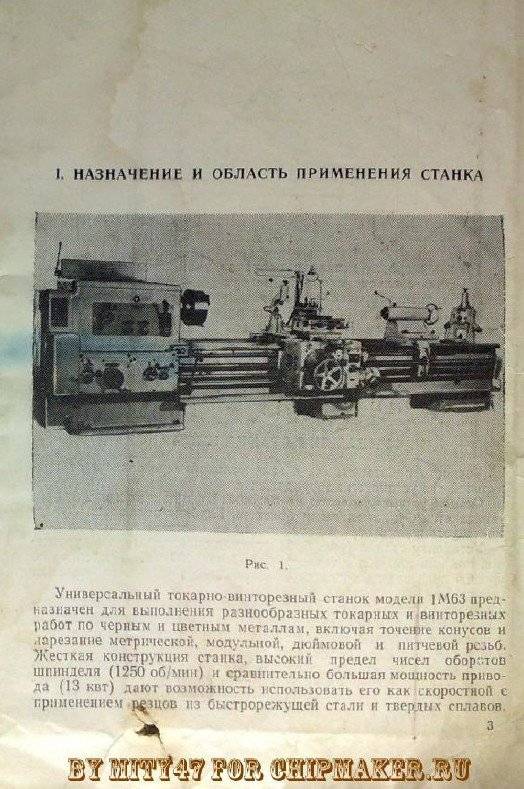
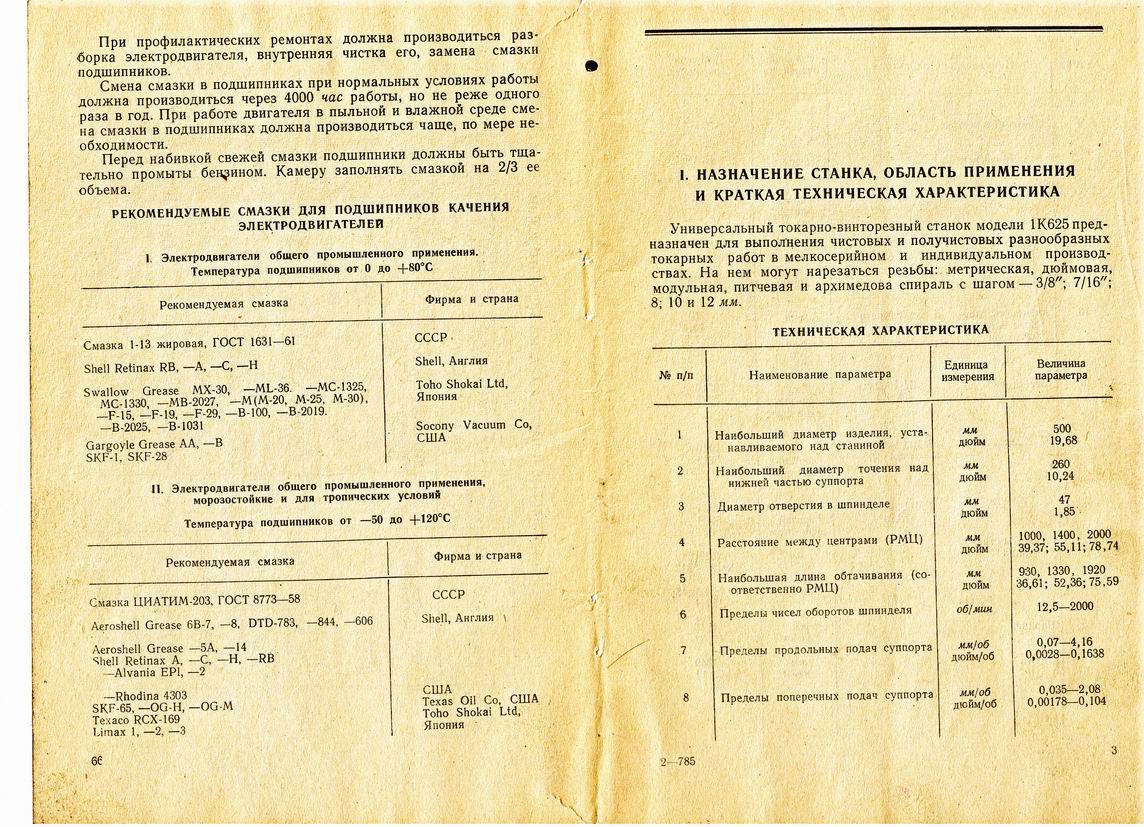
Токарно-винторезные станки 163 серии одни из самых распространённых на территории бывшего СССР, предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Модификации токарного винторезного станка 1М63
1М63 – следующее поколение 163-й серии, станок заменил модель 163, начало выпуска 1968 год.
1М63Ф306 – токарно-винторезный станок с ЧПУ, начало серийного выпуска 1973 год.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные быстроходные повышенной мощности.
1М63Д, 1М63ДФ101 – токарно-винторезные, Тбилиси, 1983 год.
1М63М, 1М63МФ101 – токарно-винторезные повышенной мощности, Тбилиси, 1986 год.
1М63МФ30 – токарный станок с ЧПУ Электроника НЦ-31, Тбилиси.
1М63МС5 – токарно-винторезный станок 163 серии, Тбилиси, 1991 год.
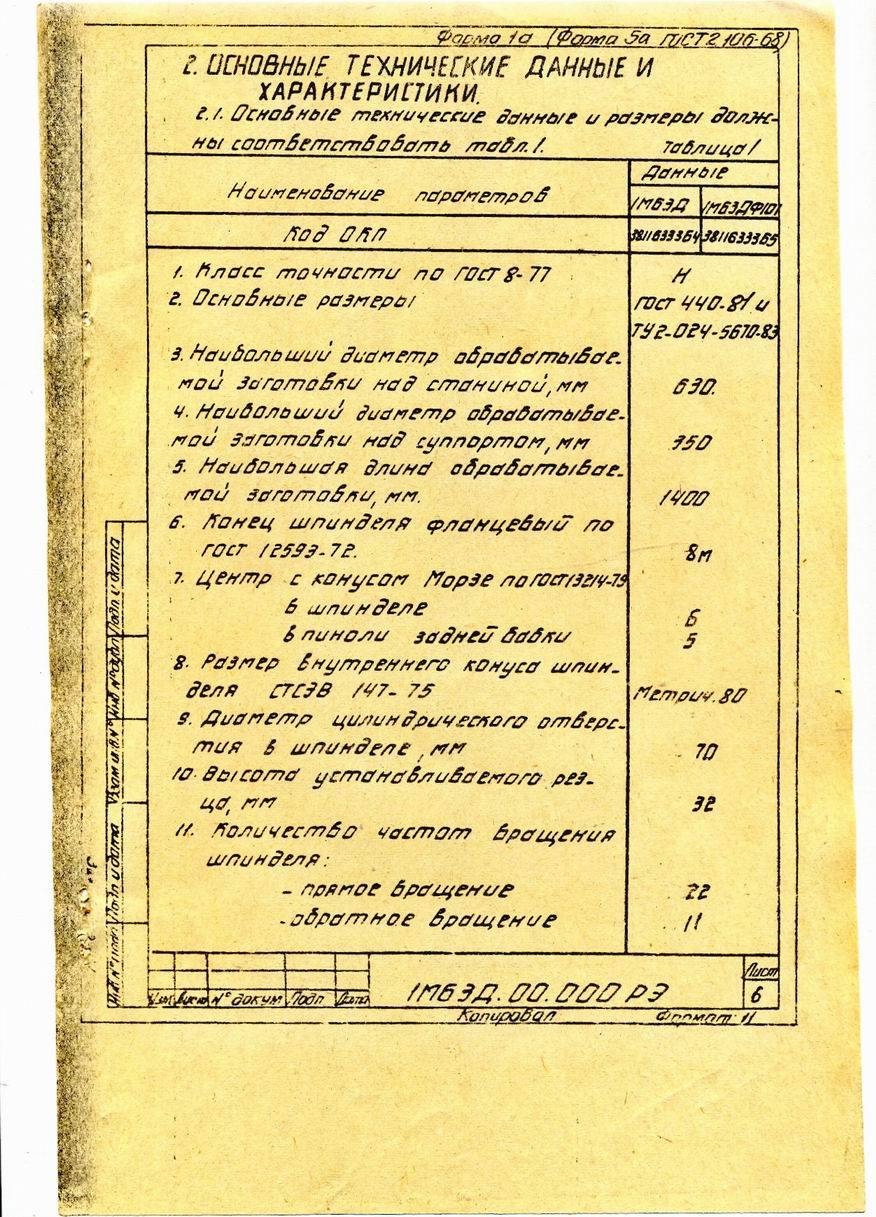
Основные технические характеристики токарно-винторезного станка 1М63Д
Изготовитель – Тбилисский станкостроительный завод им. Кирова.
Запланированный срок установочной серии – 1983 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 350 мм
- Расстояние между центрами – 1400 мм
- Высота центров – 315 мм
- Мощность электродвигателя – 15 кВт
- Вес станка полный – 4,3 т
Шпиндель токарно-винторезного станка 1М63Д
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя – 8
- Внутренний (инструментальный) конус шпинделя – Морзе 6
- Диаметр сквозного отверстия в шпинделе – Ø 70 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) – 12,5..1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) – 22,4..2240 об/мин
- Диаметр стандартного патрона – Ø 400 мм
Подачи и резьбы токарно-винторезного станка 1М63Д
- Пределы продольных подач – 0,06..1,4 мм/об
- Пределы поперечных подач – 0,024..0,518 мм/об
- Пределы подач резцовых салазок – 0,019..0,434 мм/об
- Пределы шагов резьб метрических – 1..124 мм
- Пределы шагов резьб модульных – 0,25..56 модулей
- Пределы шагов резьб дюймовых – 28..1/4 ниток на дюйм
- Пределы шагов резьб питчевых – 112..0,5 питчей
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Обозначение токарного станка
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков, в том числе и принята единая система условных обозначений станков.
1
– токарный станок (номер группы по классификации ЭНИМС)
М
– поколение станка или обозначение завода – производителя:
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
3
– высота центров над станиной (1, 2, 3, 4, 5) (2 – высота центров 315 мм)
Буквы в конце обозначения модели:
Г
– станок с выемкой в станине
А, М
– станок с механическим приводом верхнего (резцового) суппорта. Поставляется по особому заказу
Б
– станок быстроходный
Д
– станок изготовленный Тбилисским станкостроительным заводом им. Кирова
К
– станок с копировальным устройством
П
– точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1
– станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2
– станок с позиционной системой числового управления ЧПУ
Ф3
– станок с контурной (непрерывной) системой ЧПУ
Устройство
Станина
Элемент конструкции, являющийся основой оборудования. Станина отлита из чугуна с двумя тумбами и монтируется на ровной поверхности. Предусмотрено наличие двух пар направляющих, служащих для хода каретки суппорта и корректировки расположения задней бабки.


Фронтальная и задняя тумбы пустотелые. В последней размещен двигатель насоса и емкость с охладителем. В передней располагается электродвигатель основного привода.
Шпиндель
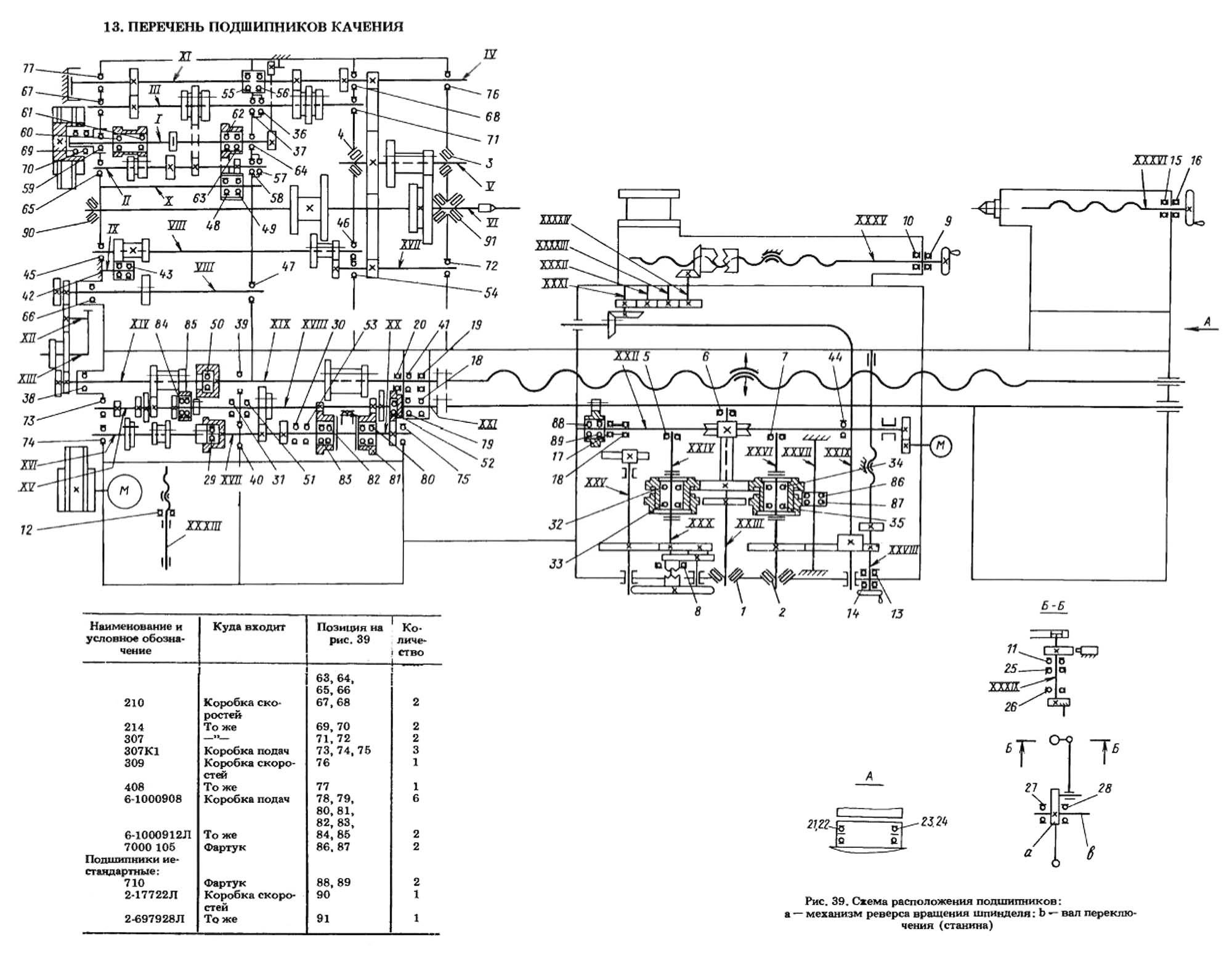
Шпиндель располагается на трех опорах.
Фронтальная и центральная опоры — 2-рядные радиальные подшипники с роликами с внутренней втулкой в виде конусного кольца. Во фронтальной опоре радиальный люфт регулируется.
Задняя опора – радиально-упорный шарикоподшипник, принимающий основные усилия подачи в процессе прямого точения.
Управление количеством оборотов шпинделя выполняется путем передвижения шестерен по валам посредством пары рукояток, размещенных спереди передней бабки. Переход на реверсивный ход осуществляется посредством фрикционной муфты, полная остановка – муфты электромагнитной.
Суппорт
Элемент крестового типа. Верхняя зона суппорта – перемещающаяся, благодаря чему возможно точение конусов любой длины.
Каретка передвигается по направляющим плоскостям станины, по направляющим каретки движутся салазки. Движение реализуется за счет ручного либо механического управления, может осуществляться с обычной и увеличенной скоростью.
На поперечных салазках размещена поворотная часть элемента. В ней также имеются направляющие, служащие базой для движения резцовых салазок.

В гайке торцевого винта расположено отверстие для устранения появляющегося в процессе износа люфта. Усилия от торцевого винта принимают подшипники-упоры.
Ключевые процессы механизированы. Имеется возможность организации хода суппорта в скоростном режиме вдоль и поперек направляющих, салазки с резцом передвигаются от электродвигателя.
Остановка хода шпинделя выполняется автоматически во время отключения фрикционной муфты.
Регулирование подачи и настройка шага резьбы производится путем замены зубчатых шестерен коробки подач, а также корректированием гитары заменяемых шестерен.
Задняя и передняя бабки
Задняя бабка передвигается по направляющим плоскостям станины в отжатом состоянии на 4-х подшипниках, размещенных на мостике. Крепление к направляющим осуществляется посредством планок и болтов.
Сдвиг бабки поперек мостика выполняется посредством пары винтов и гайки. Пиноль сдвигается вследствие движения маховика.

На тыльной поверхности передней бабки расположен сменный блок шестерен, использующихся для отдачи и регулирования оборотов на вал подач. Также путем замены шестерен осуществляется изменение типа нарезаемой резьбы.
Передняя бабка размещена слева лицевой части станины. Оснащена коробкой скоростей.
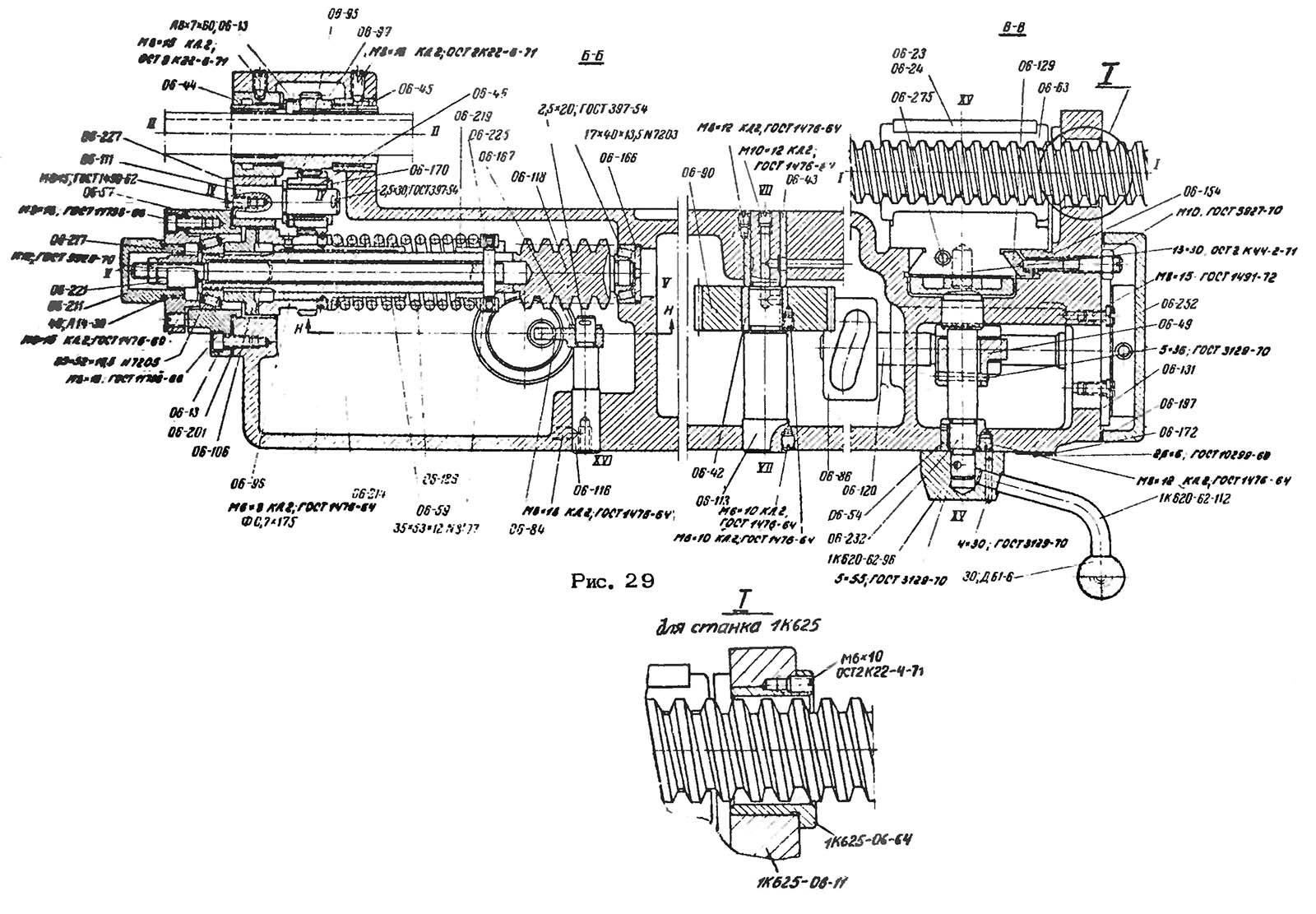
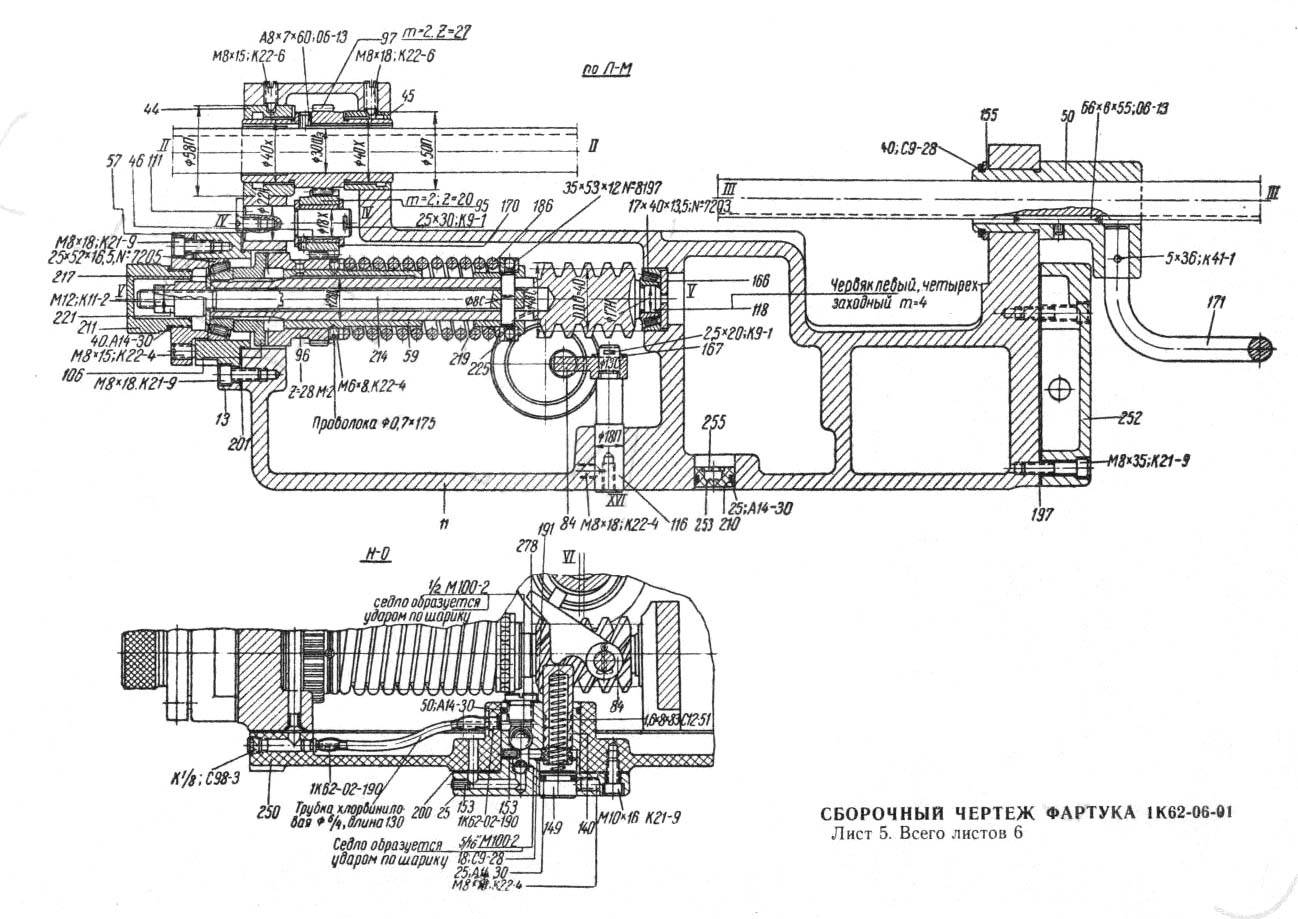
Фартук
Элемент используется для передачи движения суппорту от ходового вала. Оснащен четырьмя электромагнитными муфтами, благодаря чему управление сосредоточено на единственном рычаге. Передвижения рукояти соответствуют направлению подачи. На рукояти находится кнопка, применяющаяся для установки ускоренного движения суппорта.
Совет: Включение хода на повышенной скорости допускается при выполнении подачи.
Специальный блокировочный механизм не допускает синхронного включения подачи вала и передвижения суппорта в ускоренном режиме при соединенной гайке ходового винта.
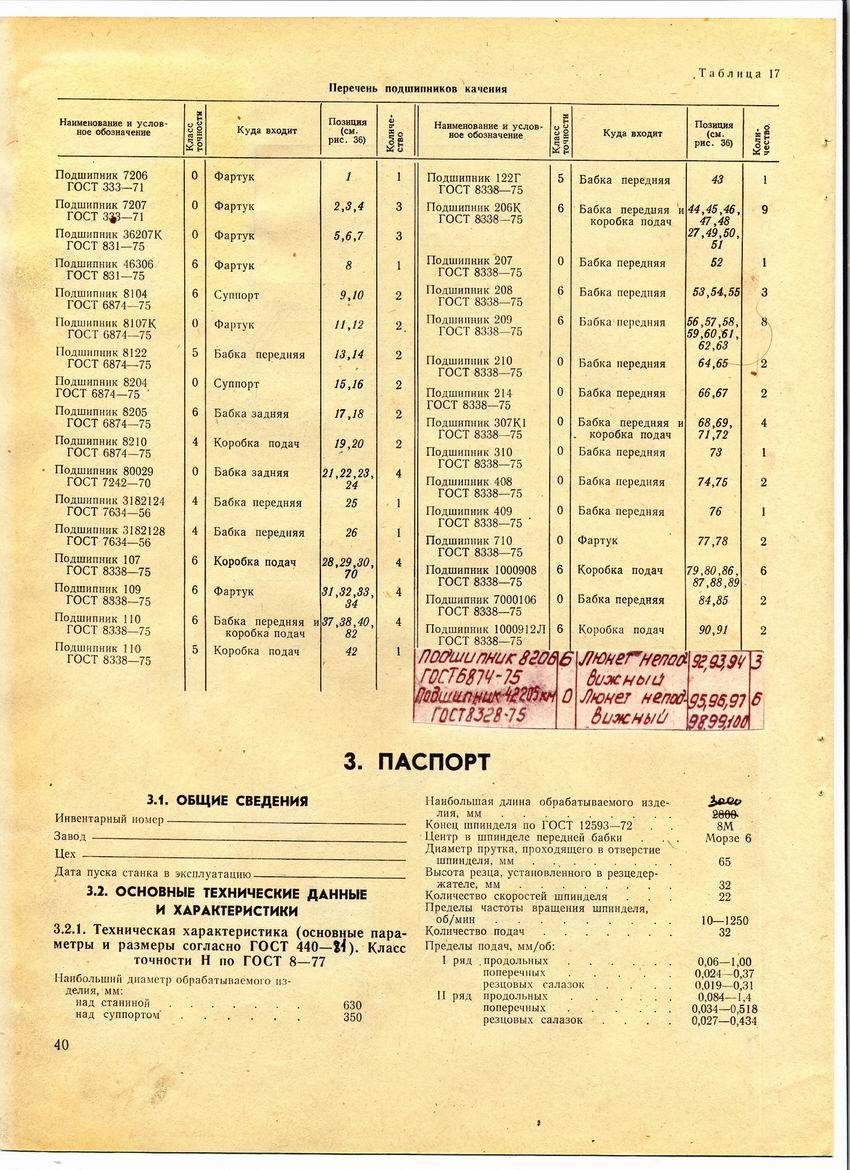
Технические характеристики
Паспорт данного токарно-винторезного станка 1М63Н содержит в себе следующие характеристики:
- Максимальный используемый диаметр заготовки: 630 мм при обработке обработка торцов изделия;
- 350 мм при обработке цилиндрических поверхностей;
- Диаметр внутреннего отверстия для размещения длинных труб и прутков в центре шпинделя – 105 мм;
Таблица резьб:
- от 1 до 224 мм — предельные размеры метрической резьбы;
от 28 до 0.25 ниток на дюйм – дюймовая резьба;
от 0.5 до 112 питч – питчевая резьба;
модуль от 56 до 0.25 – модульная резьба;
Наименьшая частота вращения заготовки – 10 об/мин (18 об/мин при обратном вращении);
Наибольшая частота вращения заготовки – 1250 об/мин (1800 об/мин при обратном вращении);
Стандартный для обычной комплектации диаметр трехкулачкового патрона 400 мм;
Конус шпинделя – Морзе 6;
Количество передач – 22 для прямого вращения и 11 передач обратного вращения;
Высота резца – 32 мм;
Количество позиций резцедержателя – 3;
Мощность привода (асинхронный трехфазный электродвигатель) составляет 15 кВт, что в сочетании с высокой жесткостью конструкции позволяет применять для точения обрабатываемых деталей инструмент избыстрорежущей стали или со сменными твердосплавными вставками на высоких скоростях обработки;
Масса станка – от 4200 до 13200 кг.
Описание и тонкости использования оборудования
Для допуска любого специалиста к агрегату этому человеку необходимо полностью разобраться с техническими характеристиками токарного станка 1М63. Знание возможностей, основных модулей устройства и правил безопасности становится пропускным билетом к осуществлению первой операции.
Цикл работы:
- начало эксплуатации сопровождается предстартовой проверкой рабочей зоны, ее очистки;
- разбросанные инструменты следует убрать, проверить отсутствие посторонних предметов на станине;
- включить привод необходимо нажатием на кнопку запуска, она расположена рядом с коробкой подач;
- приборная панель оснащена дополнительной кнопкой запуска, это облегчает работу;
- мотор привода отвечает за рабочую подачу оборотов, ускоренное движение обеспечивается дополнительным двигателем.
Пуск основного двигателя производится при выключенном фрикционе.
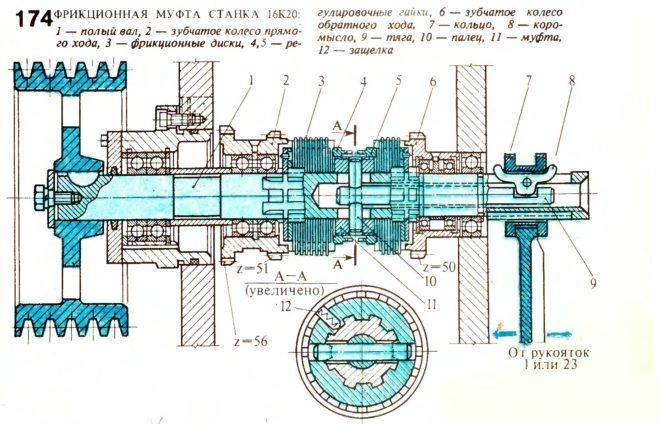
Устройство фрикционной муфты токарного станка
Любая поломка, ограничивающая работоспособность агрегата, не должна ремонтироваться собственными средствами. Поскольку станок – агрегат повышенной опасности, его ремонт обязан осуществлять квалифицированный мастер.
Характеристики суппорта устройства:
- максимально допустимое перемещение в продольной плоскости равняется 126 см, при поперечном движении допускается отклонение от изначального положения на 40 см;
- резцовая головка одновременно оснащается 4 токарными инструментами;
- поддерживается продольное ускоренное движение суппорта по имеющимся направляющим станины 4,5 м, а в поперечной плоскости – 1,6 м.
При совершении лимбом полного оборота происходит смещение суппорта на 30 см в продольной плоскости, и 5 мм в поперечное отклонение.
Обеспечивает передвижение суппорта механический привод, имеется ручное управление этим модулем, но для ускоренного движения суппорта необходимо применить специальный электродвигатель.
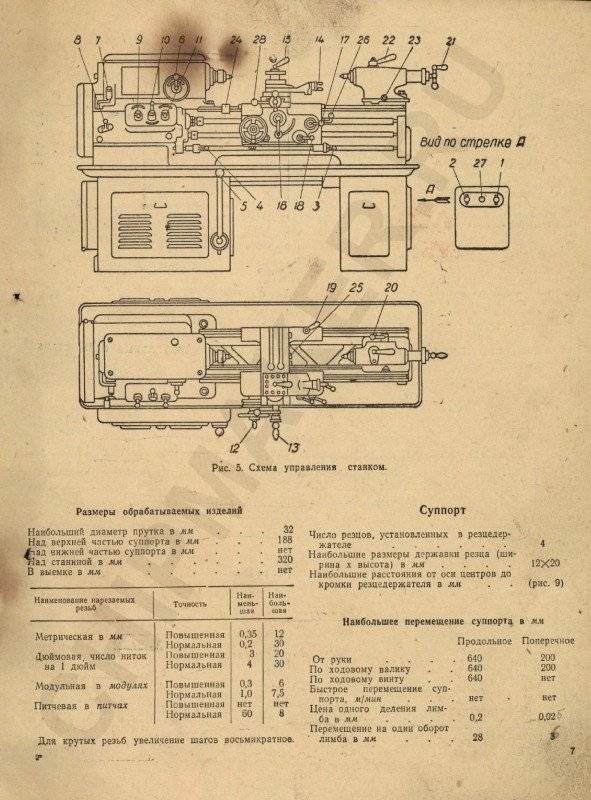
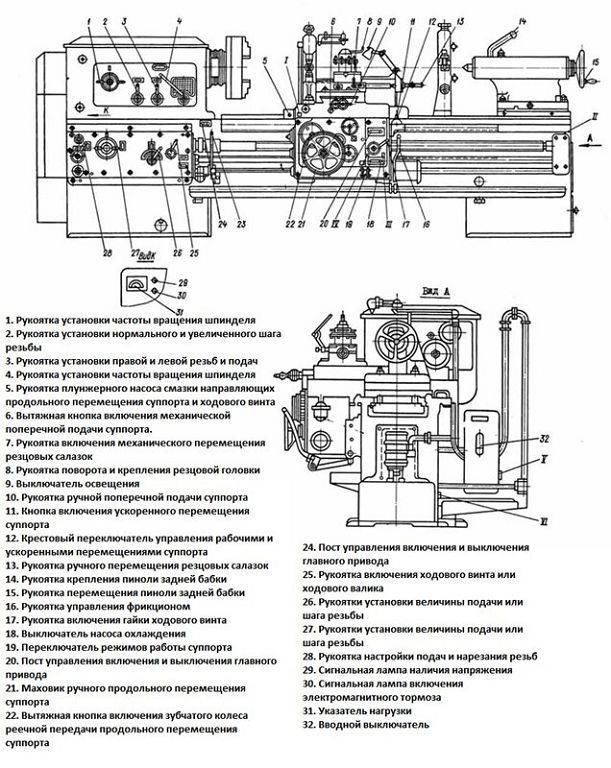
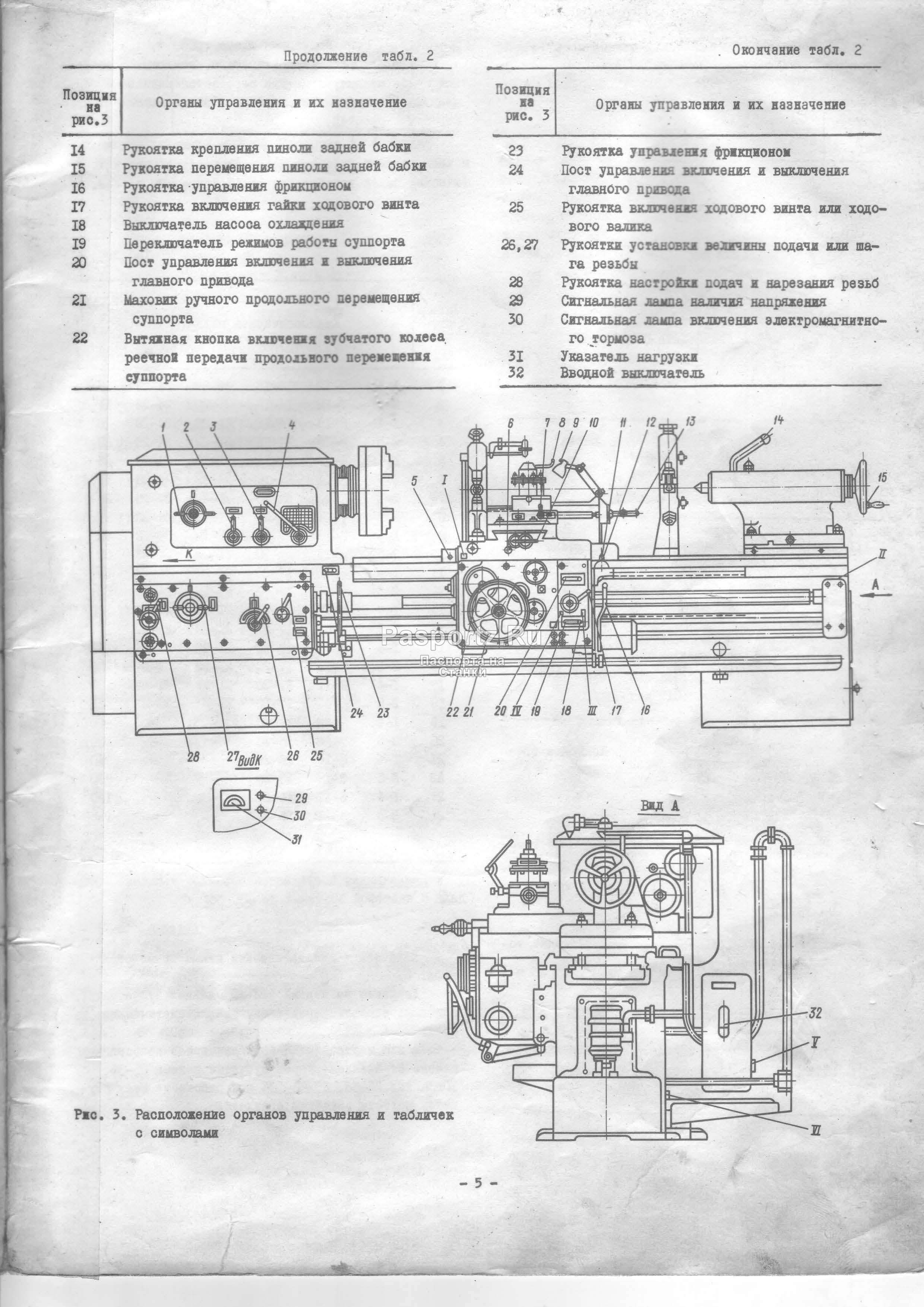
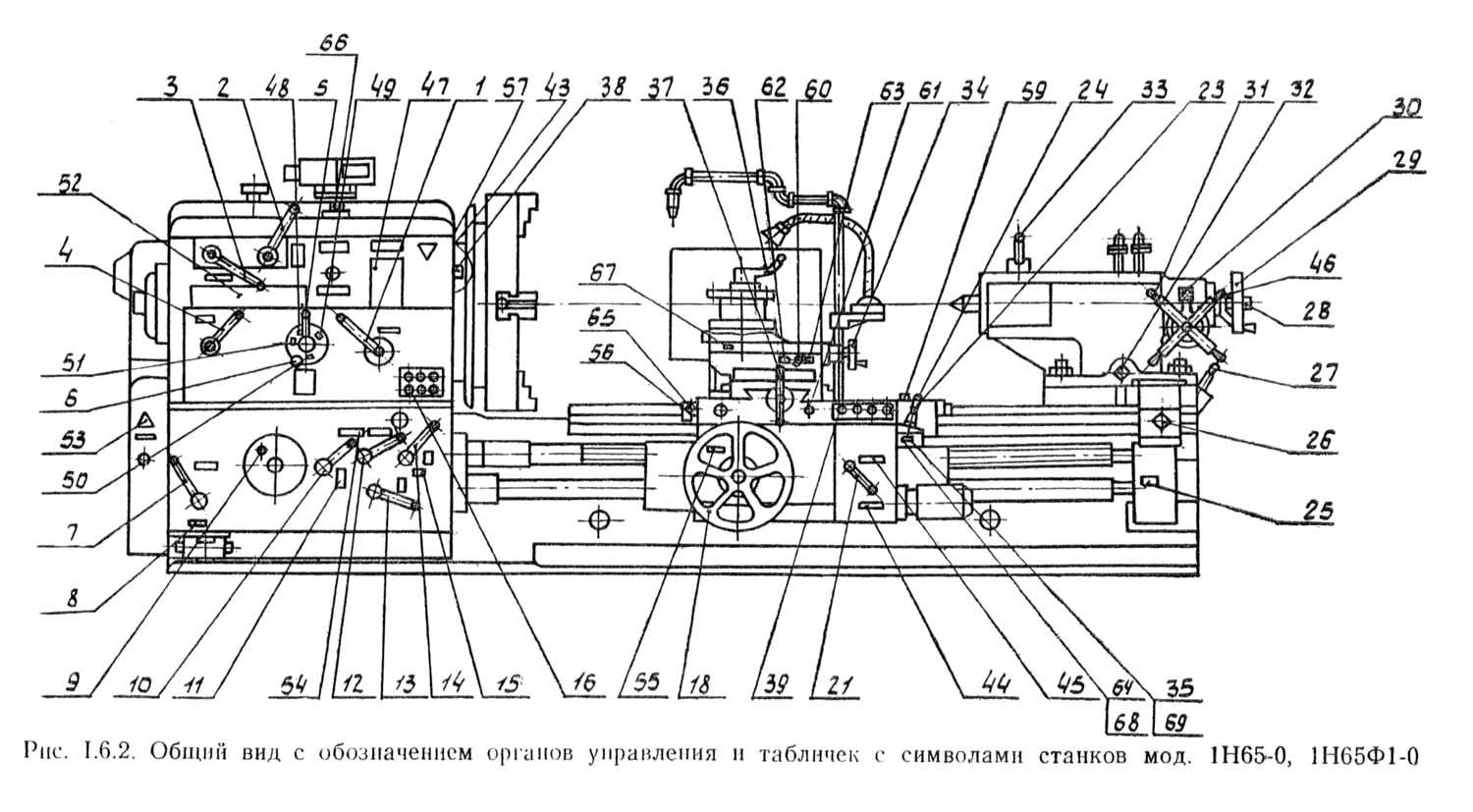
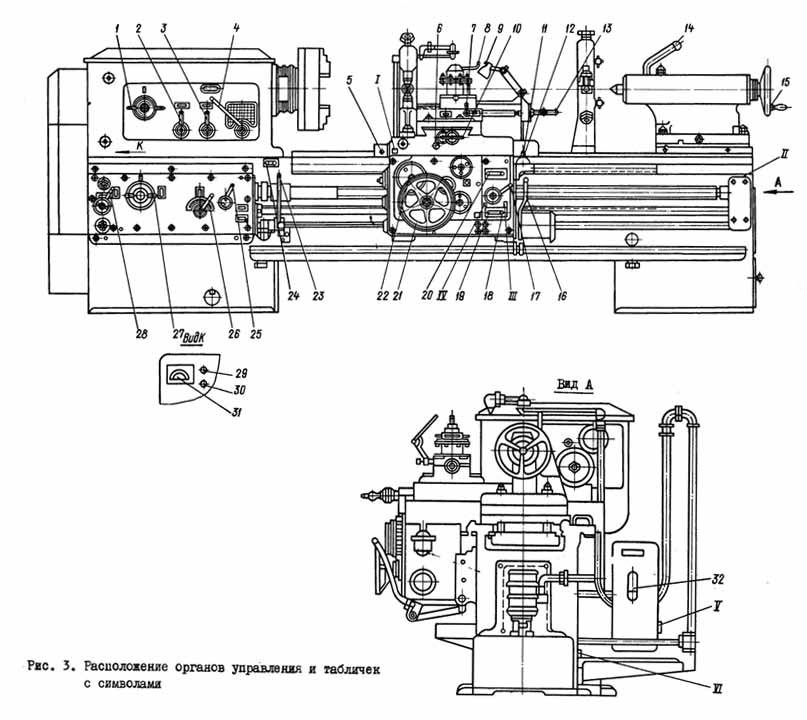
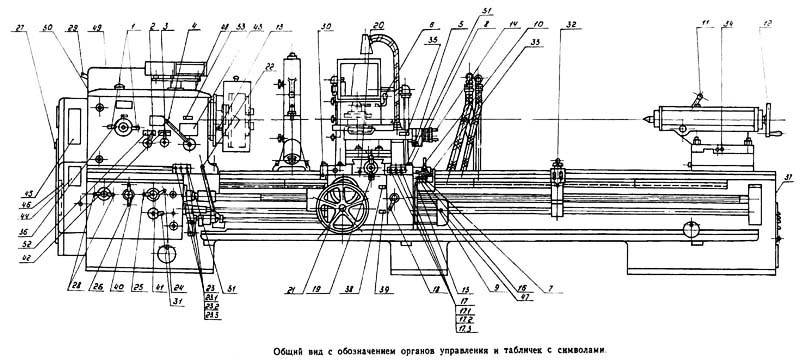
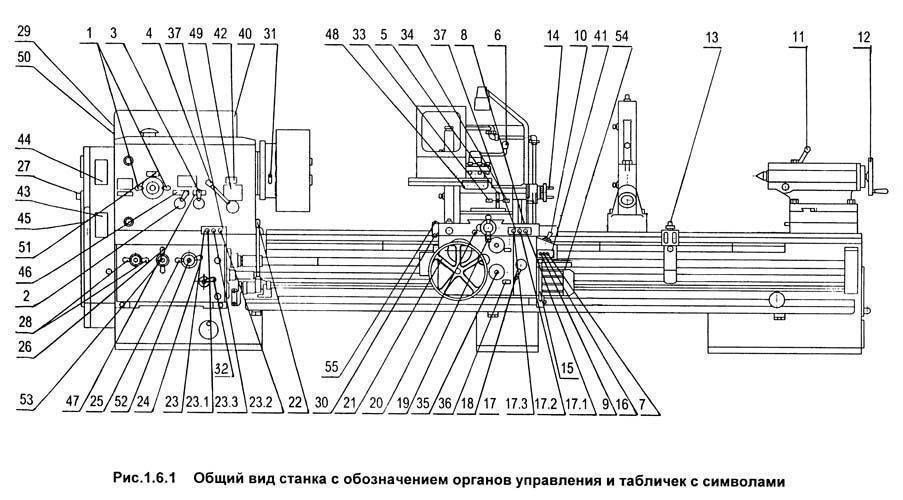
Расположение основных узлов и органов управления токарным станком 163
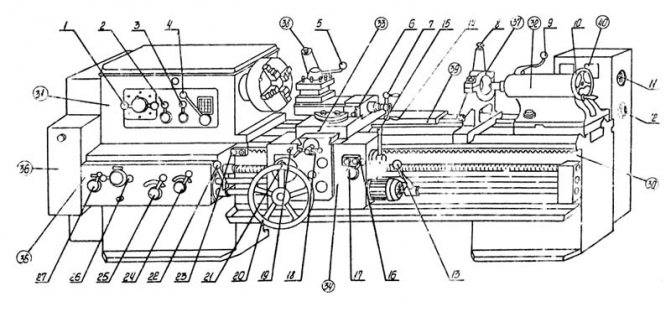
Расположение органов управления токарным станком 163
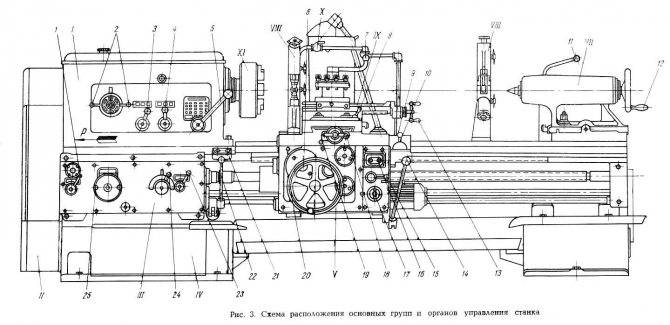
Спецификация основных узлов станка модели 163
- Станина — 16301Б001
- Коробка скоростей (передняя бабка) — 16302001Г
- Задняя бабка — 16303001А
- Суппорт — 16304001А
- Фартук — 16306001Г
- Коробка подач — 16307001А
- Сменяемые шестерни — 16308001А
- Люнет неподвижный — 16310001
- Люнет подвижный — 16311002А
- Охлаждение — 16334001А
- Электрооборудование — 16380001
Перечень органов управления станком 163
- Штурвал управления коробкой скоростей (настройка чисел оборотов шпинделя)
- Рукоятка для настройки резьбы на нормальный или увеличенный шаг и для деления при нарезании многих резьб
- Рукоятка управления реверсивным механизмом для нарезания правых и левых резьб
- Рукоятка управления переборами (настройка чисел оборотов шпинделя)
- Рукоятка поворота, фиксации и закрепления резцедержателя
- Рукоятка для включения механического перемещения верхних салазок суппорта
- Рукоятка ручного перемещения верхних салазок суппорта
- Рукоятки управления шпинделями люнета
- Рукоятка закрепления и освобождения пиноли задней бабки
- Маховичок ручного перемещения пиноли задней бабки
- Включатель напряжения
- Переключатель для точения конусов или цилиндров
- Рукоятки включения, выключения и реверсирования вращения шпинделя
- Рукоятка включения, выключения и реверсирования продольных и поперечных перемещений суппорта
- Кнопка включения быстрых перемещений суппорта
- Рукоятка включения и выключения маточной гайки
- Кнопочные станции пуска и остановки главного электродвигателя
- Рукоятка ручного поперечного перемещения суппорта
- Кнопка для включения механической подачи продольных или поперечных салазок суппорта
- Маховичок для ручного продольного перемещения суппорта
- Кнопка включения и выключения реечной шестерни
- Рукоятки включения, выключения и реверсирования вращения шпинделя
- Кнопочные станции пуска и остановки главного электродвигателя
- Рукоятка включения ходового винта или ходового вала
- Рукоятка для настройки требуемого шага резьбы или величины подачи
- Рукоятка для настройки требуемого шага резьбы или величины подачи
- Рукоятка выбора типа резьбы или подачи
Назначение и технические характеристики
Основное назначение станка – это токарная обработка внутренних и наружных поверхностей различной формы. Возможности оборудования позволяют обрабатывать с высокой точность как простые цилиндрические, так и конические, и различные сложные поверхности. Помимо точения и растачивания, станок позволяет производить операции нарезки различных типов резьб (метрической, дюймовой, питчевой и т. д.), а также сверление, развертку и зенкование с применением резцов и другого инструмента.
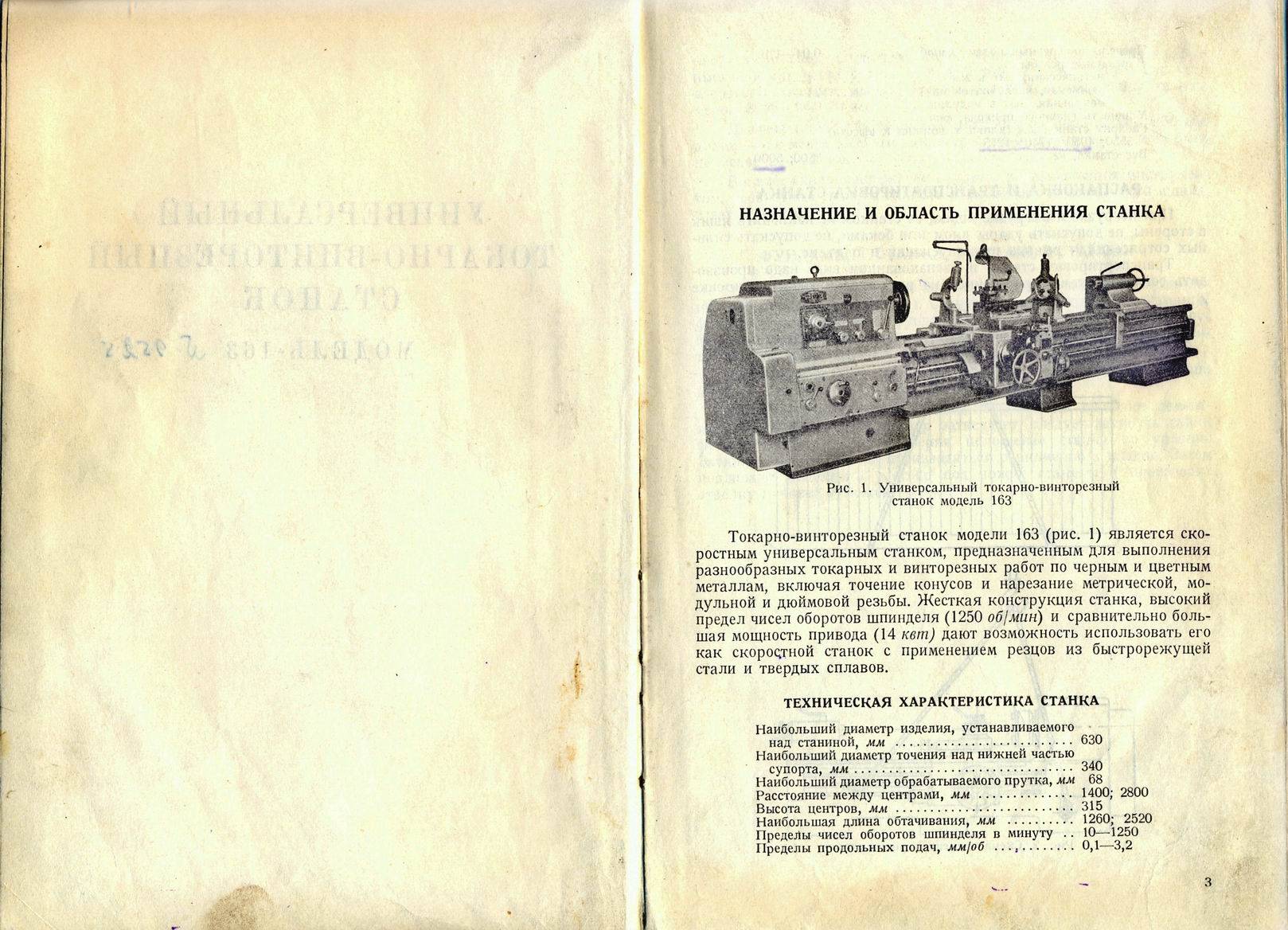

Возможности станка позволяют производить обработку заготовок длиной до 10 000 мм (в зависимости от РМЦ), диаметром до 630 мм и массой до 2 тонн. Основные технические характеристики станка 1M63 можно изучить из приведенной ниже таблицы:
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Данный токарный станок имеет класс точности «Н» что позволяет производить широкий перечень деталей для ремонта машин и оборудования, крепежа и других изделий. Следует отметить и высокий диапазон частот вращения шпинделя — от 10 до 1250 об/мин при работе на прямом ходе, и от 18 до 1800 об/мин при обратном. Благодаря этому станок имеет 22 режима скорости при прямой обработке и 11 скоростей при реверсе, что значительно расширяет возможности работы с различными материалами.
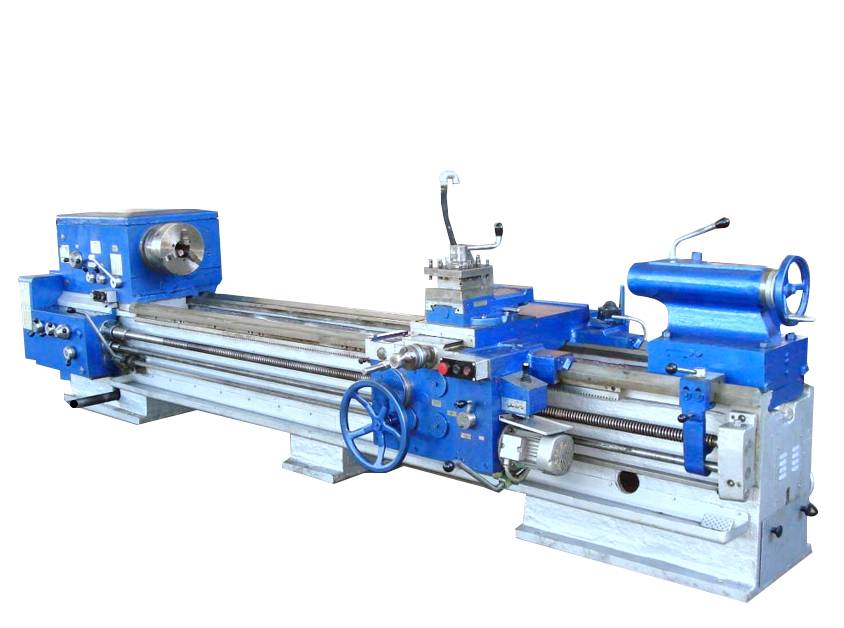
Благодаря своей точности и высокой производительности станок 1М63 широко применяется для единичного и мелкосерийного производства в механических цехах и ремонтных мастерских. Его надежность, неприхотливость и универсальность, вместе с доступной ценой, обеспечивают его высокую популярность в различных отраслях промышленного производства и на транспорте.
Токарный станок 1М63: технические характеристики
В паспорте устройства имеются описания всех его технических характеристик, среди которых, в качестве основных, выделяются следующие:
- Габариты – 353х168х129 см;
- Вес – 4400 кг;
- Присвоенная точность – «Н»;
- Ширина обрабатываемой болванки в максимальном значении – 63 см над основанием, 35 см над суппортом;
- Высота центров – 31,5 см;
- Длина обрабатываемой болванки в наибольшем значении – 140 см;
- Вес обрабатываемой болванки в наибольшем значении – 2000 кг.
- Характеристики главного вала станка:
- Мощность электрического двигателя – 13 кВт;
- Прямая скорость вращения – 10-1250 об/мин;
- Обратная скорость вращения – 18-1800 об/мин;
- Диаметр отверстия – 7 см;
- Скорости прямого вращения – 22;
- Скорости обратного вращения – 11.
Технические характеристики и паспорт станка 1М63
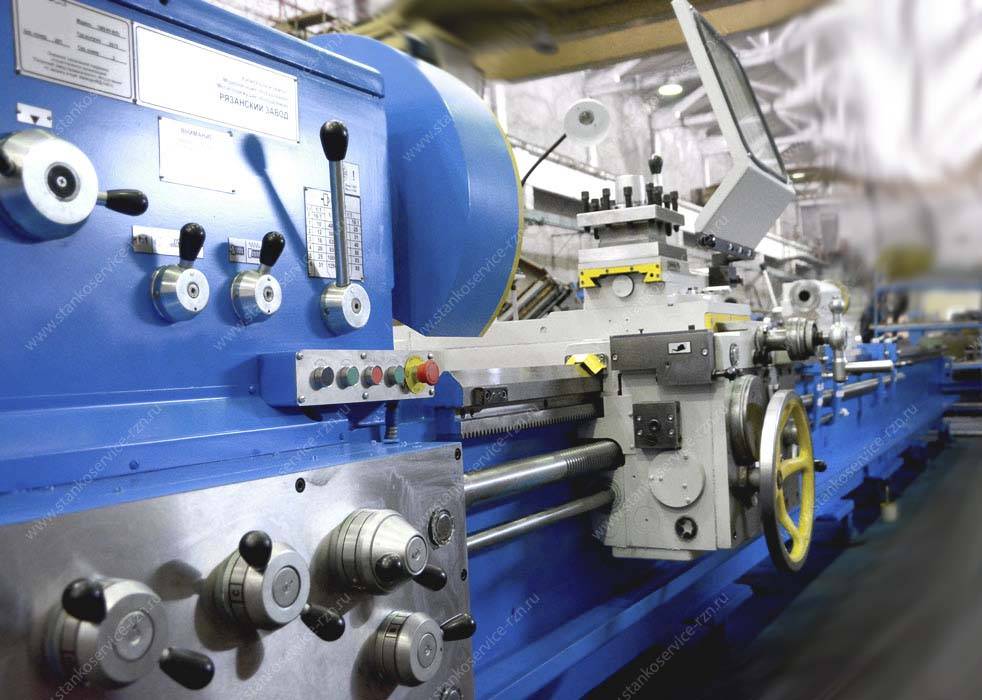
Конструкцию станка 1М63 разработали специалисты Рязанского станкостроительного завода, которым удалось создать надежное и производительное оборудование. Этот токарный станок быстро завоевал популярность и стал использоваться многими производственными предприятиями.
Характеристики станка
Станок 1М63 на момент его создания отличался рядом конструктивных особенностей, которые выделяли его среди другого оборудования данной категории.
- Эта модель дает возможность использования инструментов из быстрорежущих сталей и специальных сплавов.
- Шаг резьбы на заготовке при нарезании регулируется благодаря сменным колесам гитары станка, а также зубчатым колесам настраиваемой коробки подач.
- Повышенная жесткость нижней части суппорта, станины и шпиндельного узла агрегата позволяет выполнять обработку на высоких скоростях.
- В конструкции 1М63 предусмотрен специальный двигатель, обеспечивающий ускоренное движение суппорта в продольном и поперечном направлениях.
- Верхняя часть станка также имеет возможность перемещаться, что позволяет выполнять обработку длинных и коротких деталей, имеющих коническую форму.
В соответствии с требованиями стандарта, утвержденного в 1982 году, данный токарный станок причислен к устройствам с классом точности «Н». Максимальный диаметр обрабатываемых на нем заготовок составляет 35 см над суппортом и 63 см – над станиной.
Высота центров у станка данной модели – 31,5 см, на нем можно работать с заготовками, длина которых не превышает 140 см. При обработке длинных и нежестких деталей необходимо использовать люнет неподвижный 1М63. В комплекте со станком люнет неподвижный 1М63 не поставляется, его необходимо приобретать дополнительно.
В соответствии с характеристиками, указанными в паспорте, шпиндель станка 1М63 может вращаться с частотой в интервале 10–1250 об/мин на прямом ходе и 18–1800 об/мин – на обратном. При помощи устройств управления на станке выставляют 22 прямых и 11 обратных скоростей вращения шпинделя, оснащенного системой торможения. В этом конструктивном элементе токарного станка 1М63 имеется сквозное отверстие, диаметр которого составляет 7 см.
Органы управления станка
Чтобы иметь представление о технических возможностях рассматриваемого станка, необходимо описать характеристики, которым обладает его суппорт.
- Величины максимальных перемещений составляют 126 см в продольном направлении и 40 см – в поперечном.
- Одновременно в резцовую головку может быть установлено 4 токарных инструмента.
- Расстояние между осью центров оборудования и кромкой резцедержателя – 32 см.
- Суппорт может совершать ускоренные продольные движения по направляющим станины (4,5 м/мин) и поперечные – по направляющим каретки (1,6 м/мин).
- Одно деление на лимбе соответствует передвижению суппорта на 1 мм в продольном и на 0,05 мм – в поперечном направлении.
- Когда лимб совершает полный оборот, суппорт перемещается на 300 мм в продольном направлении и на 5 мм – в поперечном.
Конструкция суппорта станка
Сам суппорт и его верхняя часть передвигаются благодаря ручному и механическому приводу, но его ускоренное перемещение обеспечивает только используемый в качестве привода специальный электродвигатель. Основные усилия, которые воспринимают продольный и поперечный ходовой винт при перемещении суппорта и его верхних салазок, принимают на себя шарикоподшипники упорного типа. Чтобы компенсировать люфт, возникающий при поперечном перемещении суппорта, на его винте установлена специальная гайка.
Описание работы
Перед началом работ с такой техникой, как токарный станок, необходимо в обязательном порядке изучить инструкцию по эксплуатации, а также ознакомиться с правилами техники безопасности.
Пренебрежение ими может нанести вред вашему здоровью. Если у вас нет токарного образования или специальной подготовки, то в ваших же интересах не эксплуатировать станок без строго надзора специалиста.
После сборки и подключения агрегата, нужно также почистить и подготовить его к работе. Наличие разбросанных инструментов и деталей на рабочем месте неприемлемо. Включается привод кнопкой запуска, найти которую можно возле коробки подач. Есть еще одна кнопка запуска, которая расположена на приборной панели каретки. При запуске двигателя фрикцион должен быть выключен!
Чтобы привести в движение суппорт (каретку), нужно подключить фрикционные муфты, находящиеся в фартуке. Четыре муфты, одна половина которых обеспечивают продольное движения, другая — поперечное, управляются переключателем, расположенным на фартуке. У переключателя имеется 1 вертикальное (нейтральное) положение и 4 наклонных положения, в соответствии с направлением движения суппорта. Головка переключателя имеет кнопку, включающую скоростной ход суппорта.
В случае возникновения серьезной поломки станок следует отправить на ремонт. Перед этим обязательно нужно почистить агрегат от грязи и стружки, слить жидкости. Вместе со станком должны быть отправлены технический паспорт, акт о проведении технического осмотра и ведомость сборных запчастей, которые отправляются демонтированными от машины. Если какие-либо запчасти будут отсутствовать, за отдельную плату ремонтный завод их изготовит.
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.