История появления и развития оборудования
Считается, что первые токарные станки появились на территории Европы в 16-17 веке. В те времена они изготавливались из деревянных элементов и приводились в движение усилиями человека. Он мог раскручивать подвижное колесо руками или в дальнейшем вращал цепь, закреплённую на звёздочке.
Активного развития токарное производство не получало до 18 века. Только в первой части 18 века, в промышленности начали активно использоваться металлические механизмы. Ко второй половине 19 века, стараниями американских мастеров, оборудование было модернизировано и уже напоминало современный токарный станок. Работал механизм благодаря электродвигателю, появилась возможность выбирать скорость раскрутки шпинделя.
Токарный станок Р-105: технические характеристики, узлы, схемы | мк-союз.рф
Необходимость обработки небольших деталей возникает в обслуживающих, ремонтных организациях. Малые предприятия, не связанные с металлообработкой также нуждаются в мелкой работе по изготовлению необходимых элементов. Домашние мастера ищут оборудование, чтобы реализовать свои идеи, заниматься любимым хобби.
Хорошим решением в этой ситуации станет приобретение желаемого оборудования. Токарный настольный станок Р 105 относится к этому классу инструментов. Стоимость демократична, а перечень выполняемых операций позволит решить задачи по изготовлению деталей из металла и других материалов.
Основные узлы Р 105
Станок предназначен для широко круга пользователей и простых операций. По этой причине он не оснащен специфическими узлами, характерными для профессионального оборудования. Но с базовыми операциями он отлично справляется. Элементы конструкции станка Р 105:
- Корпус. Металлическая основа, позволяющая гарантировать точность работы,
- Передняя бабка. Блок включает в себя механическую часть станка, двигатель, патрон,
- Задняя бабка. Передвигается по направляющим станины с возможностью надежной фиксации в любом месте, установки сверел, зенковок, разверток в пиноли с конус Морзе 2. Имеется выдвигающаяся вручную пиноль с гравированной линейкой на 50 мм,
- Фрезерная головка. Малая мощность и ограниченный диапазон движение позволяет выполнять лишь простые операции, например, изготовление пазов.
Станок металлический, поэтому необходимым требованием при подключении является обязательное его заземление. Улучшить производительность и возможности оборудования позволит замена штатного резцедержателя. Приобрести его можно отдельно, либо заказать у мастера собственную конструкцию.
Назначение и область применения
На станке обрабатывается не только металл. Характеристики оборудования позволяют изготавливать детали из других материалов: дерева, пластика, композитов. Широко используется станок Р 105 в мастерских. Любят его домашние умельцы. При имеющемся навыке работы достигается высокая точность изделий. Преимуществом является качественная станина с хорошим диапазоном хода суппорта. Конструкция стабильна под нагрузкой и позволяет выполнять качественную обработку изделия по всей его длине.
Труба Икапласт 160 мм ПНД или (Труба ПЭ), что расшифровывается как труба из Полиэтилена Низкого Давления в последние годы заняла лидирующие позиции при строительстве наружных инженерных сетей. Она применяется на строительстве объектов любой сложности и в различных областях. Трубы ПНД в отличие от уже устаревших стальных, керамических и бетонных могут похвастаться:
- Более демократичной ценой,
- Низким весом, благодаря чему Труба ПНД удобна в монтаже и транспортировке,
- Устойчивостью к коррозии,
- Герметичностью,
- Стойкостью к ударным нагрузкам,
- Значительно большим сроком службы.
Подключить станок можно практически везде. Он легко транспортируется и эксплуатировать его можно как мобильное устройство. Достаточно иметь питание и ровную поверхность для установки. Станок экономичен, надежен и долговечен.
Подойдет для решения производственных задач, реализации домашних идей, занятием любимым хобби. Невысокая стоимость при коммерческом использовании быстро окупается.
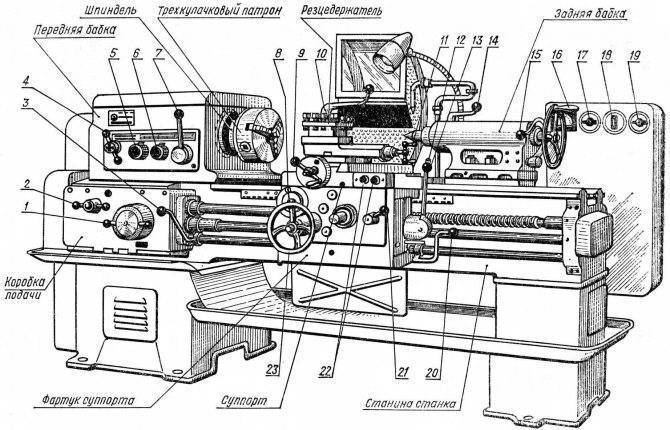
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
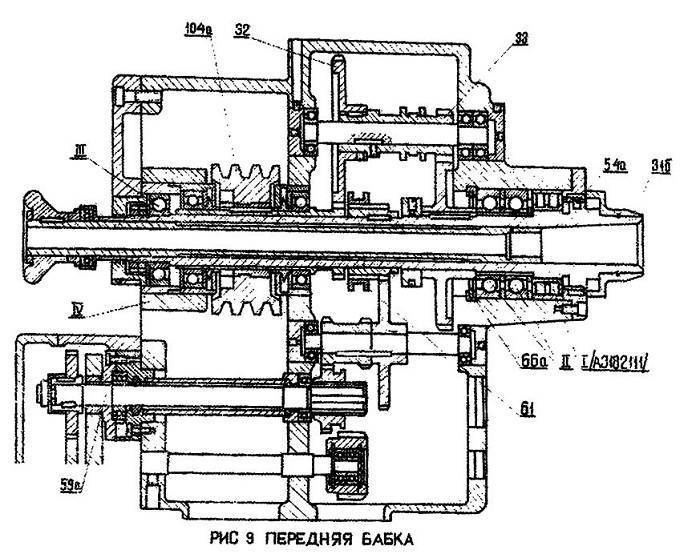
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
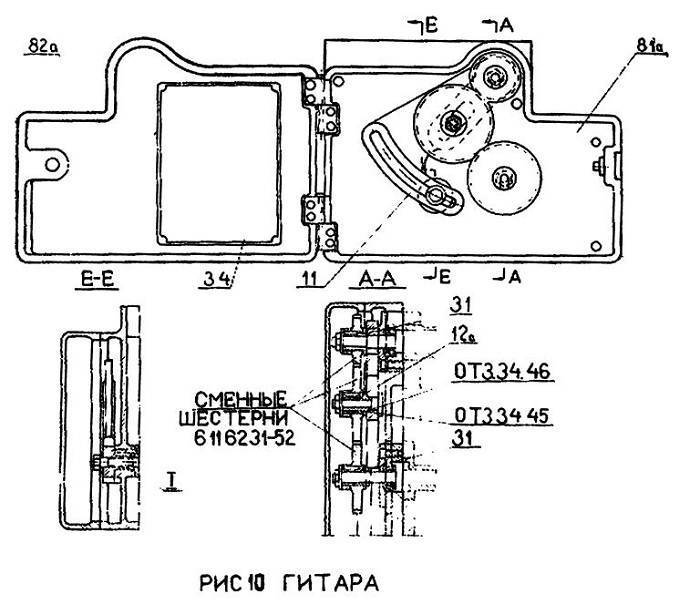
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
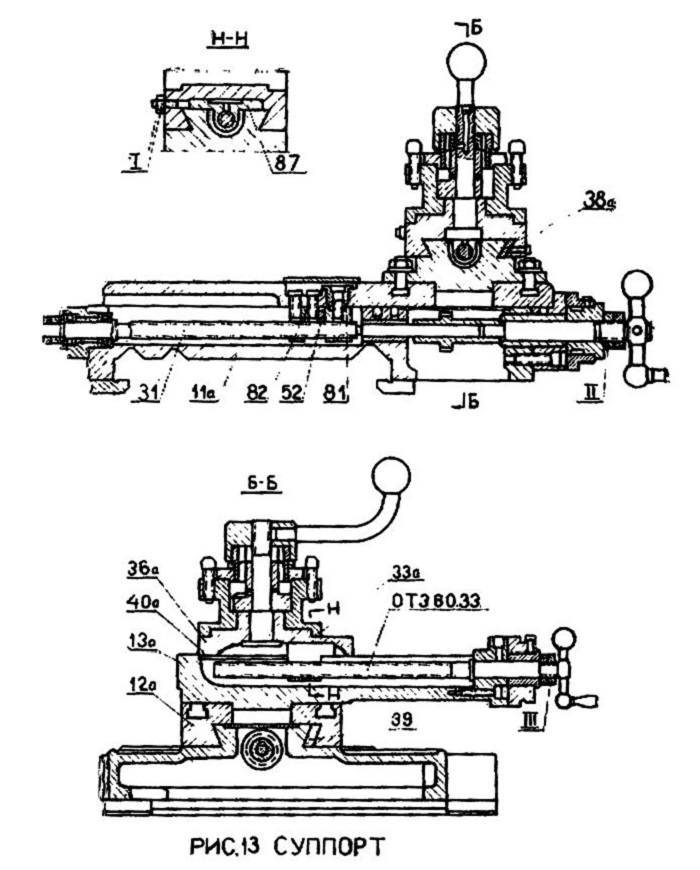
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
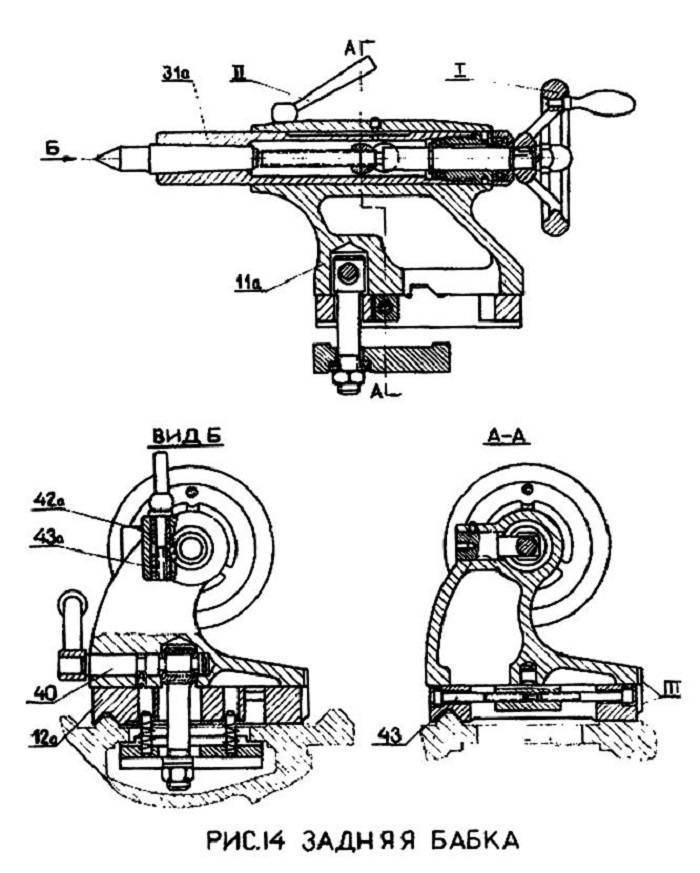
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.








Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Устройство оборудования
Специфические задачи обработки якорей электрических машин заставили разработчиков превратить Р105 в токарно-фрезерный станок. Наряду с классическими узлами, он оснащен дополнительной фрезерной головкой, установленной на суппорте. Головка имеет регулировку по высоте. Фреза закрепляется непосредственно на вал электромотора, без применения каких-либо передач.
Конструкция станины цельнолитая, закрытого типа исполнения. Во внутреннем объеме устанавливаются электрооборудование и электродвигатель главного движения. В вертикальном приливе станины смонтирована ось крепления патрона. Вращающий момент с вала двигателя передается на шпиндель с помощью клиноременной передачи. Шкивы имеют два ручья разных диаметров, что обеспечивает две скорости вращения обрабатываемого изделия. Использование трехфазных двигателей требует наличия соответствующего электроснабжения мастерской.
В шпинделе предусмотрен конус Морзе №4, в который, в базовой комплектации устанавливается трехкулачковый патрон. Для поджима длинных заготовок, станок оснащается задней бабкой, пиноль которой расточена под конус Морзе №2.
Устройство токарного станка Р105
Суппорт перемещается по двум осям на стальных направляющих типа «ласточкин хвост». Привод продольной подачи использует пару рейка-шестерня, поперечной – винт-гайка. Обе подачи оснащены только маховичками ручного перемещения. Верхние салазки не заложены в конструктив оборудования. Длина продольных направляющих обеспечивает наибольший ход суппорта в 500 мм, что значительно превышает показатели моделей, аналогичного класса. При этом имеется ограничение движения в сторону шпинделя. Суппорт не доходит до патрона на расстояние примерно 50 мм, что обусловлено исходным назначением станка.
| Измеряемая величина | Схема измерения | Предельное значение |
| Радиальное и торцевое биение шпинделя |
| А: 0,009 мм В: 0,01 мм |
| Радиальное биение присоединительной поверхности шпинделя |
| 0,009 мм |
| Радиальное биение оправки, установленной во внутренний конус шпинделя |
| А: 0,015 мм В: 0,03 мм |
| Параллельность пиноли задней бабки |
| А: 0,025 / 50 мм В: 0,015 / 50 мм |
| Биение оправки, установленной в центрах шпинделя и задней бабки |
| А: 0,03 мм В: 0,03 мм |
| Параллельность шпинделя |
| А: 0,03 / 250 мм В: 0,03 / 250 мм |
| Параллельность перемещения верхней каретки суппорта оси шпинделя |
| 0,04 / 75 мм |
| Радиальное биение токарного патрона |
| 0,04 мм |
| Радиальное биение измерительной оправки. закрепленной в токарном патроне: |
Видео настольный токарный станок р 105 характеристики аналог в Москве
Токарный станок по металлу Metal Master MML 1830V
Подготовка к работе настольного токарного станка Metal Master MML
Проверка твердости направляющих станины токарного станка Metal Master MML 1830V
Как пользоваться таблицей токарного станка Metal Master MML 1830V
Видео о компании Metal Master
Экскурсия по заводу Metal Master в Китае

Презентация компании Metal Master на выставке металлобработка

Презентация компании Metal Master на выставке мосбилд

Сюжет о компании Metal Master на телеканале Russia Today
- модернизация настольного токарного станка
- описание токарного станка по металлу
- токарный станок по металлу цена в екатеринбурге
- токарный станок по металлу корвет-402 энкор отзывы
- недорогой настольный токарный станок
Технические характеристики и стоимость товара могут отличаться. Уточняйте наличие, стоимость и характеристики на момент покупки и оплаты. Вся информация на сайте о товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437 ГК РФ.
Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.




Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
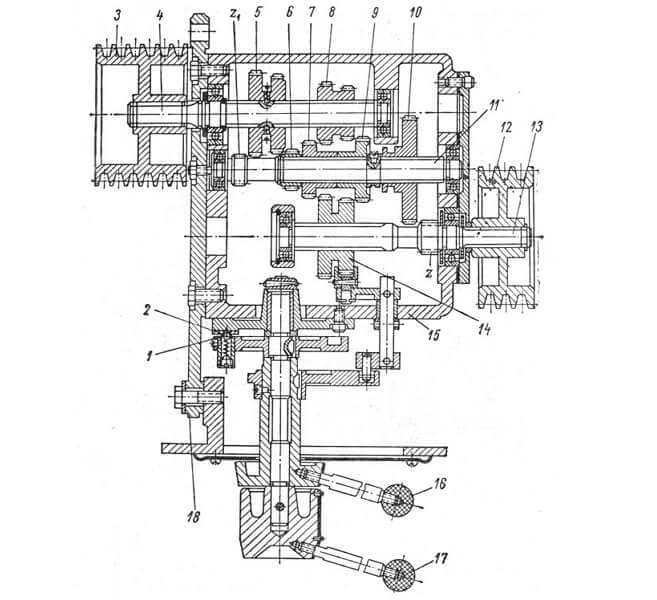
Конструкция КПП станка
Коробка скоростей в этой модели токарного аппарата включает:
- 3 цилиндра, располагающиеся один за другим с 3 подшипниками;
- 3 одиночные шестеренки, которые образуют две активные шестерни.
Эти узлы дают вращение оси, через вал, рабочие передачи зубчатого типа. В случае если потребуется задать увеличенную частоту оборотов оси, то она за счет кулачковой муфты подсоединяется прямо к валу.
Регулирование требует совершения последовательных действий, совершаемых вручную:
- Определение держателя резцов в нужное положение;
- Регулировка позиции задней бабки агрегата;
- Контроль суппорта (основной модуль).
ЦКБ Р-105 Лирическая повесть – Токарные станки
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
mondrum
34
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Leksin
139
- слесарь- пессимист
- Members
- 139
- 1 158 публикаций
- Город: Каганат Хазария,сектор М…
- Имя: Антон,но все называют по фамилии.
Конструктивные особенности, паспорт
Плюсы станка:
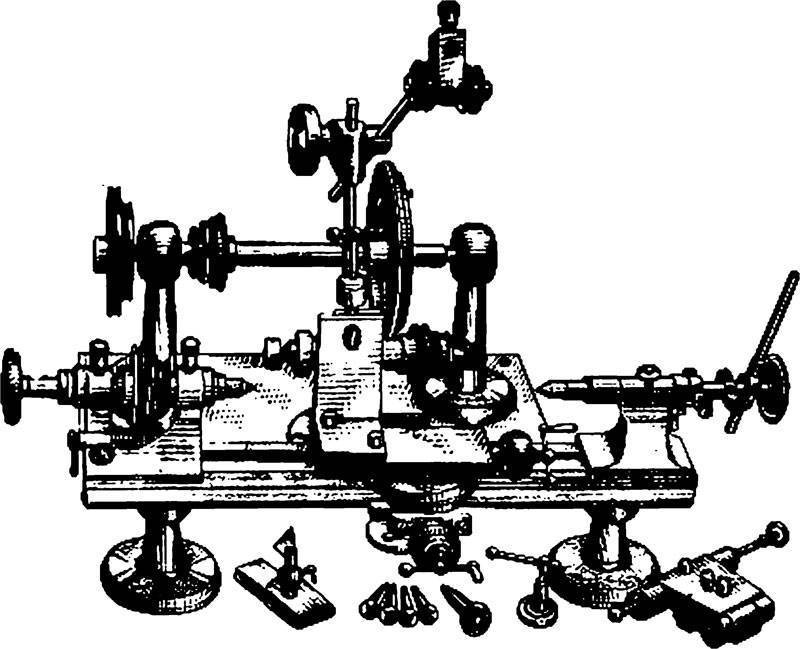
- У токарного станка Р-105 весьма несложное устройство в связи со спецификой применения. Электронный мотор, а также передняя и задняя бабка расположены на станине; фреза установлена горизонтально, что способствует выполнению фрезеровочной работы и увеличивает области применения оборудования.
- Целостная станина модели даёт гарантии высокой устойчивости. Передача момента вращения обуславливается ременной передачей мощностью в 400 Вт. Станок работает от электричества, напряжение которого равно 220 В либо 380 В. Модификация Р-105 влияет на определённый тип электричества.
Минусы станка:
- Суппорт необходимо подавать вручную, резьбу создать невозможно. Для полноценной работы со станком нужен стол. Модель предусматривает всего две скорости и 1400-2000 оборот/мин. Для смены скорости надо ремень передвигать по валу шкива.
- Заводской резцедержатель зачастую не справляется с фиксацией резца, потому возникает необходимость установить самодельный.
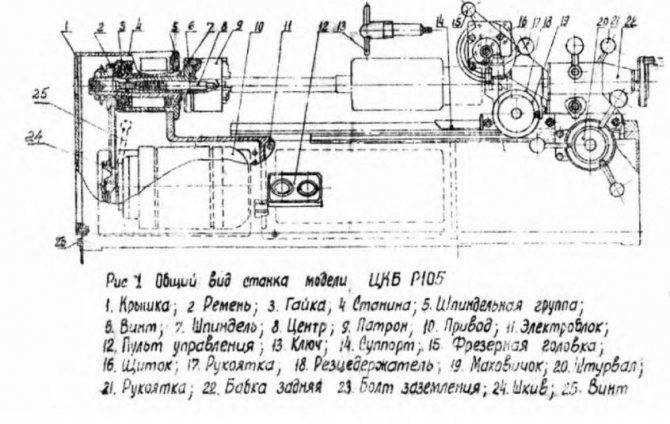
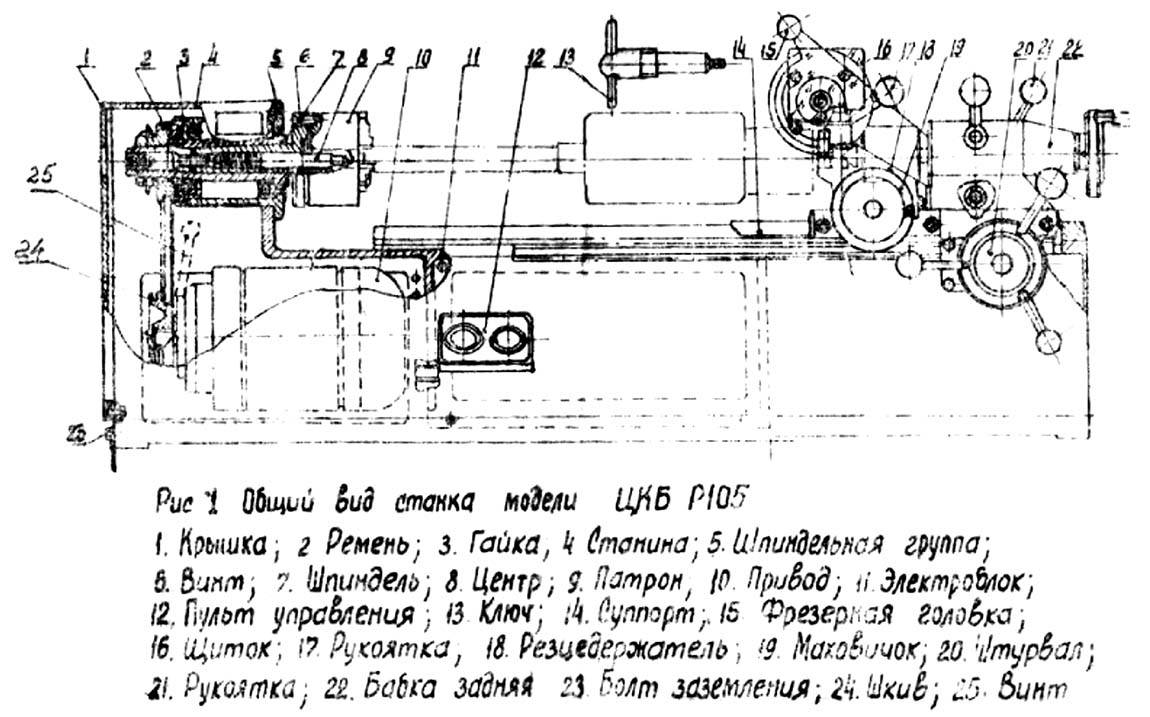
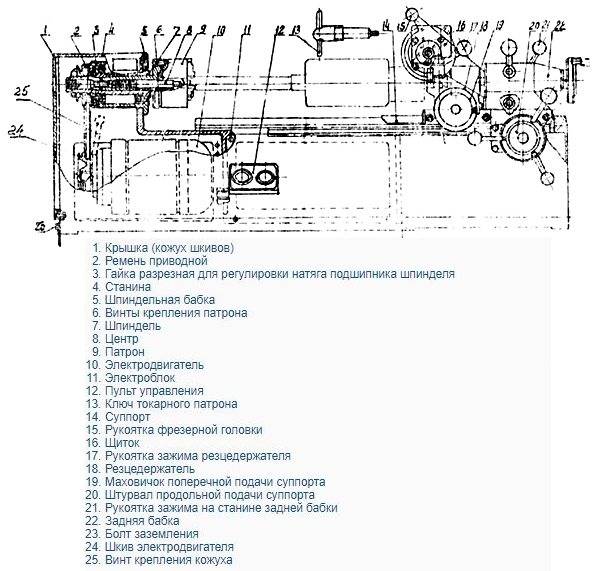
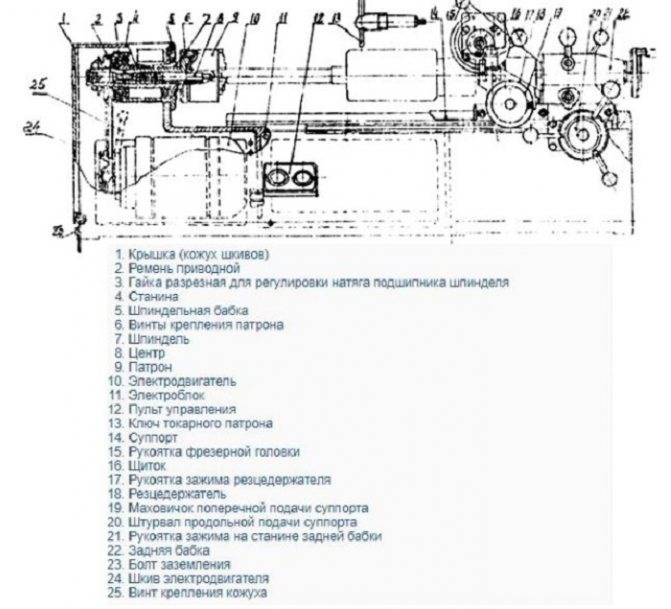
Основные узлы
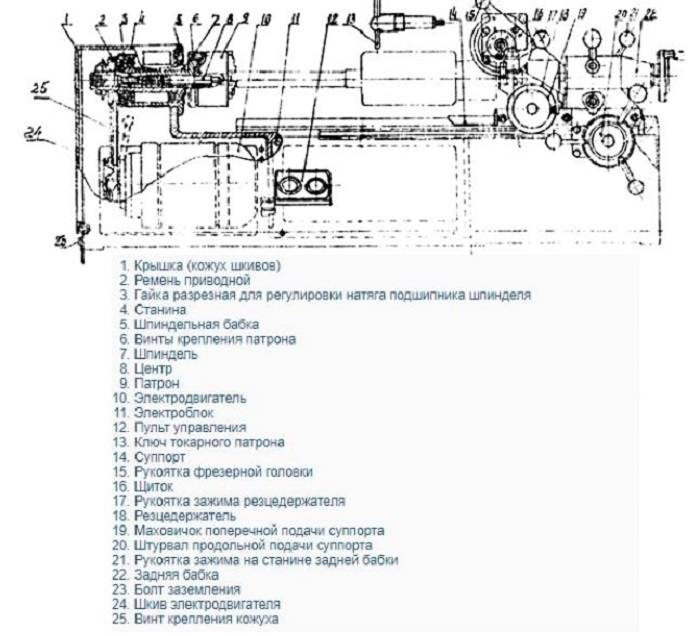
- Крышка.
- Ремень.
- Гайка.
- Станина.
- Шпиндельная группа.
- Винт.
- Шпиндель.
- Центр.
- Патрон.
- Привод.
- Электроблок.
- Пульт управления.
- Ключ.
- Суппорт.
- Фрезерская головка.
- Щиток.
- Рукоятка (2 шт.).
- Резцедержатель.
- Маховичок.
- Штурвал.
- Задняя бабка.
- Болт заземления.
- Шкив.
- Винт.
Возможности модернизации
Обладатели токарного станка модели Р-105 стараются усовершенствовать резцедержатель. В наши дни можно приобрести как схему узла, так и промышленное сборочное изделие. Усовершенствованная модель резцедержателя улучшает фиксацию резца и допускает установку сразу двух режущих инструментов.
А также можно усовершенствовать направляющие с небольшими изменениями, а именно: шлифовка, которая точнее обрабатывает заготовки. Кардинальное вмешательство включает в себя замену рельсовых комплектов целиком, после чего станок приобретает числовое программное управление.
Можно переделать электросистему двумя способами: электропитание от одной фазы составляет 220 В, а от трех — 380 В. Второй вариант наиболее часто встречается на рынке, поэтому токари сами совершенствуют систему электроподвода и запуска двигателя.
Замена мотора главного привода обуславливается переделкой консольной схемы с добавлением отдельного блока вращения сверху, что увеличит максимальные диаметры обработок.
Но для этого необходимо заменить основную конструкцию, так как электродвигатель должен находиться на отдельной платформе, не входящей в корпус оборудования. Некоторые токари заменяют и шпиндельное крепление.

Самая жёсткая модернизация — двигатели привода подачи: Р-105 трансформируется в мини-станок с ЧПУ. Каждый мастер сам выбирает схему, в зависимости от потребностей обрабатывания.
Краткая история серии
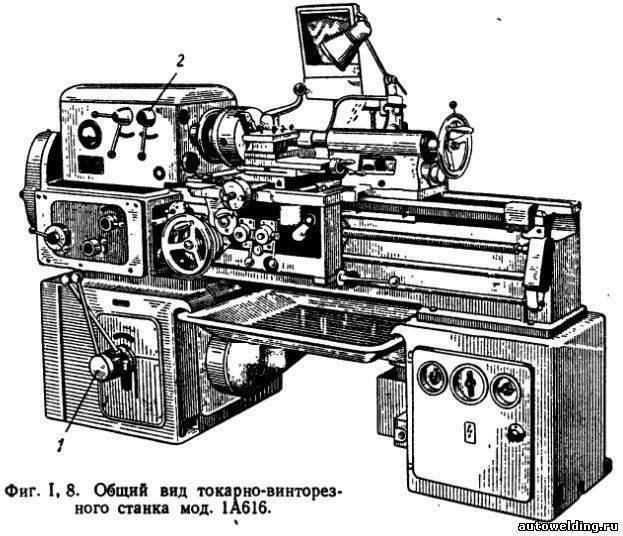
В 1957 году СВСЗ г. Самара (Средневолжский станкостроительный завод), основанный в 1876 году выпустил один из лучших универсальных токарно-винторезных станков, 1А616. Он стал достойной заменой своего предшественника — станка 1616, которому на тот момент было 8 лет (год выпуска — 1949).
На сегодняшний день агрегат снят с производства и заменен на более современные, но тем не менее используется на многих предприятиях, а также теми, кто решил заниматься токарной обработкой на дому.
Назначение и область применения токарно-винторезного станка по металлу
Станок предназначен для токарной работы над металлом и металлическими заготовками. Обработка представляет собой срезание всего лишнего слой за слоем до придания необходимой для использования формы, размера и других требуемых характеристик.
Для обработки в машине используются быстрорежущие, такие как Р18, Р6М5 и твердосплавные (ВК, ТК, ТТК) инструменты. Основные виды работ, которые можно проводить на токарном станке серии 1А616:
- точение наружных цилиндрических и конических поверхностей, торцов;
- обтачивание конических фасонных поверхностей;
- нарезание метрической, модульной, дюймовой и питчевых резьбы резцом;
- нарезание метрической, дюймовой резьбы метчиком и плашкой;
- накатывание сетчатых рифлений поверхности;
- прорезания канавок и отрезку;
- сверления, зенкерования и развертывание отверстий.
Возможность обработки деталей-тел вращения:
- валы;
- кольца;
- втулки;
- муфты;
- гайки;
- зубчатые колеса.
Обработка происходит посредством вращения заготовки относительно режущего инструмента
Основные разновидности и расшифровка модификаций
1А616 — базовая модель данной серии:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
1А616К:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- К — конструкция станка модернизирована (здесь: добавлена автоматическая коробка скоростей).
1А616С:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- С — особо точный.
1А616П:
- 1 — токарный станок;
- А — усовершенствованный;
- 6 — тип токарного станка (токарно-винторезный);
- 16 — высота центров станка (165 мм в данном случае);
- п — повышенной точности.
1А616Ф3:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 — высота центров станка (165 мм в данном случае).
- Ф3 — с числовым программным управлением (ЧПУ).
Так как в различных местах установки машины могут использоваться различное напряжение, станки поделены на группы по этому признаку:
- 220V для работы дома.
- 380V для массового производства (заводы, фабрики и т.п), считается стандартным.
- 500V изготавливаются на заказ при необходимости.
Технические характеристики
Приведенные в техническом паспорте параметры помогают определить, то ли это устройство, которое необходимо вам для работы. Предлагаем рассмотреть приведенную информацию.
Основные параметры:
- Тип — токарно-винторезный, универсальный.
- Серия — 1А616.
- Точность — Н (нормальная).
- Высота центров — 165 мм.
- Расстояние между центрами — 710 мм.
Шпиндель
Вал для закрепления заготовки в зажимном патроне:
- Пределы скоростей (прямые и обратные вращения) 9–1800 оборотов в минуту (при необходимости можно заказать с быстротой от 11 до 2240 оборотов в минуту).
- Диаметр отверстия 35 мм.
- Внутренний конус Морзе N5.
- Действует торможение шпинделя и блокировка рукояток.
Суппорт и подачи
Суппорт (поддержка) — подвижный элемент, узел для закрепления режущих инструментов или заготовок:
- Резцедержатель — 4 резца.
- Державка резца (наибольшие размеры 20х25).
- От опорной поверхности до линии центров 25 мм.
- От оси центров до кромки резцедержателя 170 мм.
- Один передний суппорт с одной резцовой головкой.
Конструктивные особенности, паспорт
Плюсы станка:
- У токарного станка Р-105 весьма несложное устройство в связи со спецификой применения. Электронный мотор, а также передняя и задняя бабка расположены на станине; фреза установлена горизонтально, что способствует выполнению фрезеровочной работы и увеличивает области применения оборудования.
- Целостная станина модели даёт гарантии высокой устойчивости. Передача момента вращения обуславливается ременной передачей мощностью в 400 Вт. Станок работает от электричества, напряжение которого равно 220 В либо 380 В. Модификация Р-105 влияет на определённый тип электричества.
Минусы станка:
- Суппорт необходимо подавать вручную, резьбу создать невозможно. Для полноценной работы со станком нужен стол. Модель предусматривает всего две скорости и 1400-2000 оборот/мин. Для смены скорости надо ремень передвигать по валу шкива.
- Заводской резцедержатель зачастую не справляется с фиксацией резца, потому возникает необходимость установить самодельный.
Основные узлы
- Крышка.
- Ремень.
- Гайка.
- Станина.
- Шпиндельная группа.
- Винт.
- Шпиндель.
- Центр.
- Патрон.
- Привод.
- Электроблок.
- Пульт управления.
- Ключ.
- Суппорт.
- Фрезерская головка.
- Щиток.
- Рукоятка (2 шт.).
- Резцедержатель.
- Маховичок.
- Штурвал.
- Задняя бабка.
- Болт заземления.
- Шкив.
- Винт.
Возможности модернизации
Обладатели токарного станка модели Р-105 стараются усовершенствовать резцедержатель. В наши дни можно приобрести как схему узла, так и промышленное сборочное изделие. Усовершенствованная модель резцедержателя улучшает фиксацию резца и допускает установку сразу двух режущих инструментов.
А также можно усовершенствовать направляющие с небольшими изменениями, а именно: шлифовка, которая точнее обрабатывает заготовки. Кардинальное вмешательство включает в себя замену рельсовых комплектов целиком, после чего станок приобретает числовое программное управление.
Можно переделать электросистему двумя способами: электропитание от одной фазы составляет 220 В, а от трех — 380 В. Второй вариант наиболее часто встречается на рынке, поэтому токари сами совершенствуют систему электроподвода и запуска двигателя.
Замена мотора главного привода обуславливается переделкой консольной схемы с добавлением отдельного блока вращения сверху, что увеличит максимальные диаметры обработок.
Но для этого необходимо заменить основную конструкцию, так как электродвигатель должен находиться на отдельной платформе, не входящей в корпус оборудования. Некоторые токари заменяют и шпиндельное крепление.

Самая жёсткая модернизация — двигатели привода подачи: Р-105 трансформируется в мини-станок с ЧПУ. Каждый мастер сам выбирает схему, в зависимости от потребностей обрабатывания.









Принцип работы токарного станка
Заготовка закрепляется в патроне, закрепленном на шпинделе. Получаемое вращение шпинделя исходит от электродвигателя главного движения посредством клиноременной передачи.
Инструмент осуществляет только прямолинейные движения в продольном или поперечном направлении.
Конусом, установленным в пиноли задней бабки, осуществляется поддержка длинной заготовки или для удержания ее от изгиба при высоких нагрузках при точении. Осевой инструмент, обрабатывающий отверстия, также закрепляется в задней бабке.
Токарный станок 1а616, инструкцию по эксплуатации и паспорт которого можно найти в интернете в открытом доступе, кроме точения, сверления и растачивания может выполнять следующие операции:
- фасонное точение;
- рифление;
- обкатку;
- развертывание;
- зенкерование.
Работать на станке можно инструментом из быстрорежущих сталей и сборными резцами с твердосплавными пластинами.
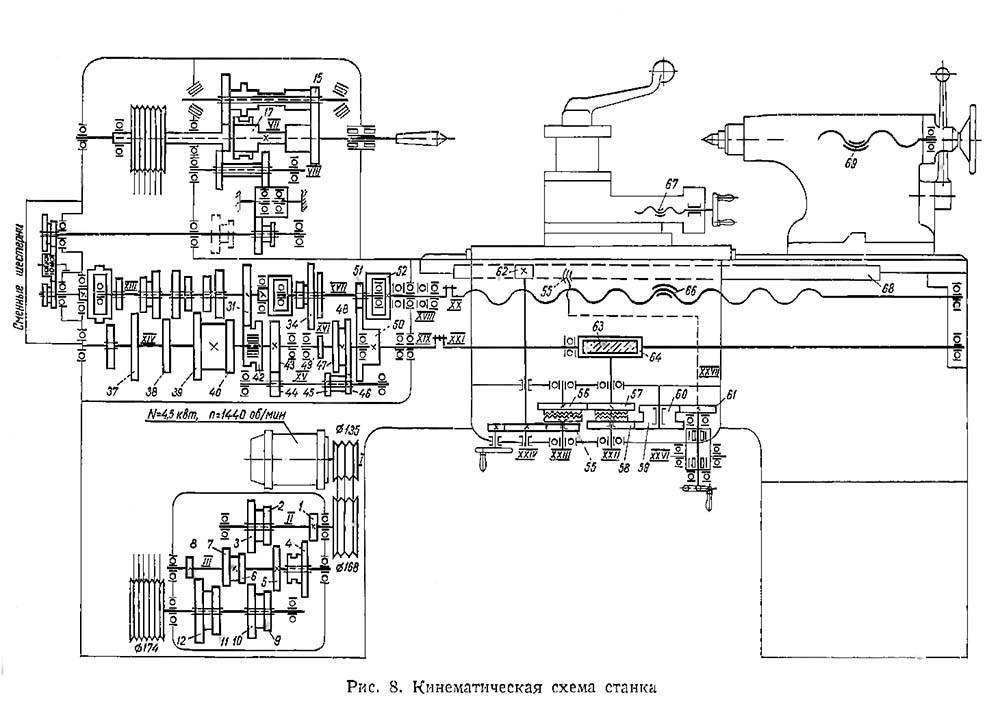
Кинематика
Кинематическая схема станка позволяет обеспечить следующие виды движений:
- Главное движение: n дв · i пп · i v = n шп → n шп. Настройка коробки скоростей производится исходя из условия: i v = n шп / n дв · i пп.
- Движение подачи: S пр = n дв · i пп · i s. Настройка коробки подач производится исходя из условия: i s = S пр/ n дв · i пп.
- Винторезное движение: t нр = t хв · i пр · i см · i пп. Наладка: i пр = t нр = i см / ( t хв · i пп ), где:
- i пр — передаточное отношение зубчатых колес от шпинделя до гитары сменных колес, i пр = 48/68·34/36·36/48;
- i пп — передаточное отношение зубчатых передач коробки подач;
- i см — передаточное отношение сменных колес.
Электрика
Электрическое оборудование на станке 1а616 аналогично 1б61. Это электродвигатели, предохранители, выключатели, реле, трансформаторы и местное освещение. Схема питания и принципиальная схема представлены в паспорте на станок.
В то время, когда станок массово выпускался, им оборудовали не только цеха и мастерские на предприятиях, но и сельские мастерские. На удаленных территориях напряжение в электрической сети было 220 В. Поэтому на станки модели 1а616к устанавливались двигатели пс8с, работающие от постоянного тока. Они обеспечивали плавное торможение без сильного нагревания.
Освещение рабочей зоны организовано через понижающий трансформатор и составляет 36 В.
Эксплуатация и ремонт
Документы на станок содержат инструкции по безопасному ведению работ, о сроках обслуживания и ремонта, периодичности смазки. Также отображены нормы к установке и требования к фундаменту.
Эксплуатационные параметры в помещении:
- влажность — 80%;
- температура — 10°С — 30°С;
- тип производства — серийное, штучное.
При продолжительной эксплуатации рекомендуемый цикл проведения капитального ремонта составляет 5 лет (при двухсменном режиме). Межремонтный цикл включает в себя следующие регламенты: осмотр – 10, малый ремонт – 5, средний ремонт – 2. Перечень проводимых работ можно найти в паспорте станка.
Токарный станок Р105: технические характеристики, паспорт
Предназначение токарного станка Р105 – работа с вращающимися деталями небольших размеров. Тип данного устройства – настольный. Размер деталей, которые можно обтачивать на станке, относительно невелик. Сфера применения станка – домашние, или небольшие ремонтные мастерские. Устройство также отлично подойдет для мобильных мастерских с ограниченным производственным пространством.
Конструкция
Учитывая специфику применения станка Р105, можно сказать, что у него довольно простое устройство. Передняя и задняя бабка установлены на станине, как и электромотор механизма. Горизонтально расположенная фреза может выполнять фрезеровочные работы, что значительно расширяет область применения станка.
Целостная станина данного устройства является скорее преимуществом, поскольку гарантирует высокую устойчивость. Передача крутящего момента осуществляется посредством ременной передачи с мощность 0,4 кВт. Электрооборудование станка рассчитано на работу от сети с напряжением 220 или 380 В. Конкретный тип сети зависит от модификации устройства.
К недостаткам станка относят необходимость ручной подачи суппорт и невозможность создания резьбы. Кроме того, для эффективной работы с устройство необходимо обзавестись столом. Количество скоростей, предусмотренных устройством – 2. Диапазон оборотов – 1400 и 2000 (в минуту). Механизм смены скорости основывается на передвижении ремня по валу шкива.

Еще одним недостатком данного устройства называют конструкцию его резцедержателя. Проблема довольно серьезная, и часто приводить к установке на узле самодельного резцедержателя, который справляется с фиксацией резца лучше, чем заводской аналог.
Описание технических показателей
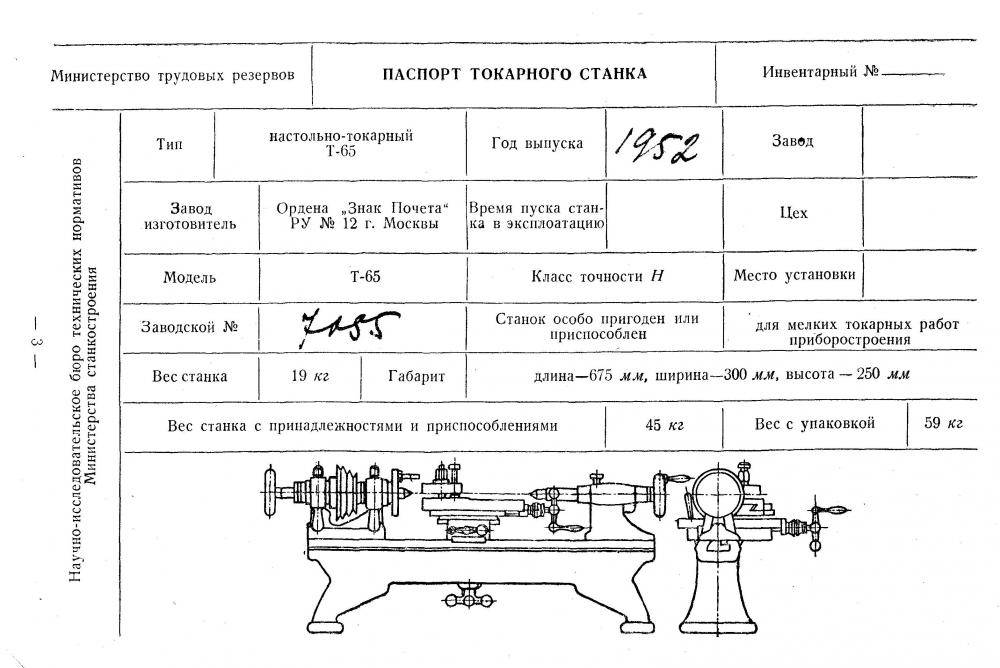
Из-за своих технических и функциональных характеристик, данный станок никогда не производился массово. Изначальной его задачей было протачивать коллекторы и создавать различные пазы. С другой стороны, устройство обладает относительно небольшими габаритами, что немного компенсирует его ограниченную функциональность. Габариты станка:
- длина – 1100 мм;
- ширина – 480мм;
- высота – 400 мм;
- масса – 110 кг.
К базовой комплектации устройства придавался специальный ключ и несколько фрез прорезного типа. Несмотря на простоту конструкции станка, у него имеется предохранитель, который обеспечивает длительную эксплуатацию электрооборудования станка. После подачи электричества, мотор изделия не запустится самостоятельно, поскольку у станка есть два пускателя магнитного типа, которые делают невозможным такой поворот событий.
Другие ключевые характеристики станка:
- Центры устройства имеют высоту 70 мм.
- Предел продольного движения суппорта – 500 мм.
- Предельная длина обрабатываемой заготовки – 550 мм.
- Мощность электромотора – 0,08 Вт.
- Предельная длина движения фрезера – 50 мм.
- Максимальное вертикальное передвижение – 4 мм.
- Предельное количество оборотов – 2760 (в минуту).
- Максимальная скорость продольной подачи фрезы – 30 мм за оборот.
- Цена одного сечения гайки – 0,05.
- Мощность привода шпинделя – 400 вт, а число его оборотов – 1400 (в минуту).
- Предельный поперечный ход резцедержателя – 7 см.
Отдельно стоит рассказать о столе для данного агрегата. Его поверхность должна быть максимально ровной, без изъянов. Для безопасного подключения устройства к сети необходима установка заземляющего контура. Для выполнения плановых и внеплановых ремонтных работ, станок надо полностью отсоединить от электросети. Ремонт следует осуществлять только по инструкции, предоставленной в паспорте устройства.
Видео: токарный станок Р105.