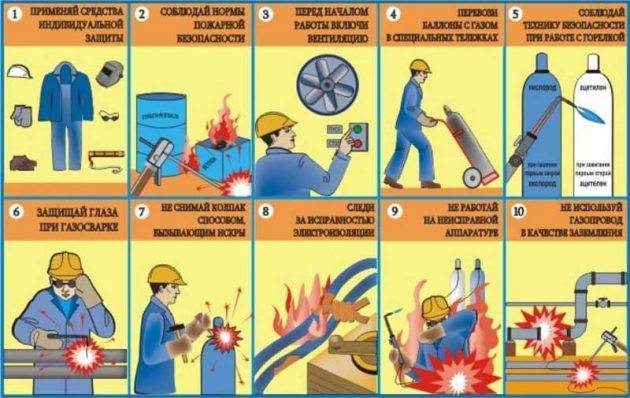
Безопасность сварочных работ
Во время использования аппарата соблюдают следующие правила:
- Перед началом сварки изучают требования ГОСТ и СНиП, касающиеся рабочего процесса.
- Не допускают к использованию аппарата сотрудников, не имеющих удостоверения.
- Не эксплуатируют выпрямитель в туннелях, коллекторах, непроветриваемых или загазованных помещениях.
- Снимают защитный кожух только после отключения от электрической сети. Эксплуатация открытого агрегата многократно повышает риск поражения током.
- Не передвигают оборудование, подключенное к сети.
- При замене электрода питающий кабель отсоединяют от розетки.
- Во время работы используют средства защиты — рабочий костюм, рукавицы, сварочную маску.

Аппараты для точечной сварки
Точечный сварочный аппарат является разновидностью контактных аппаратов и достаточно востребован как метод соединения металлов. При этом методе металлы соединяются одной или несколькими точками, расположенными на определенном расстоянии. От структуры, а также от размера точки зависит прочность соединения. На характеристики точки влияют: свойства электродов, усилие и время сжатия, параметры тока, свойства металла соединяемых деталей.
Отличительные особенности
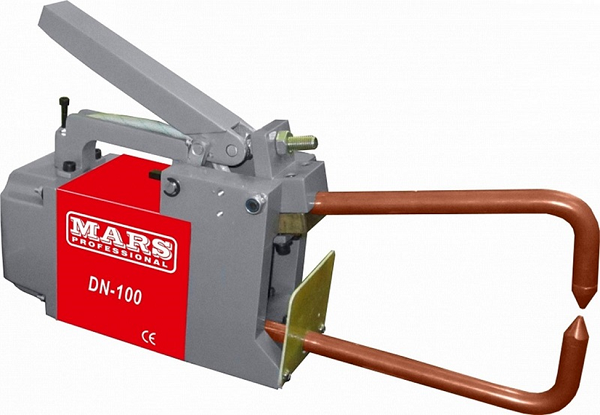
Чаще всего для точечной сварки используются аппараты, имеющие в своем составе конденсаторы. Последние аккумулируют энергию, а в момент соединения электродов отдают ее. При этом образуется сварочный импульс с высокой силой тока, благодаря чему соединяемые детали свариваются в точке прикосновения электродов.
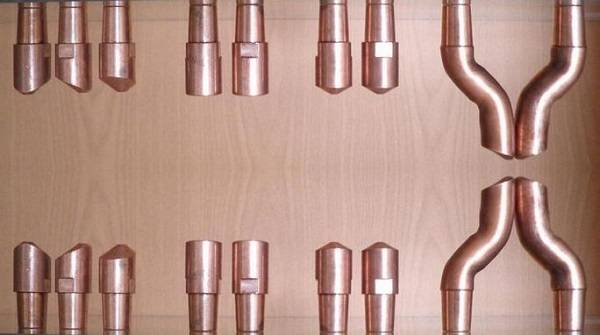
Электроды для данного аппарата могут быть различной формы, как показано на следующем фото.
По причине очень короткого импульса (сотые или тысячные доли секунды) область воздействия высоких температур сводится к минимуму, что дает возможность соединять металлы толщиной от 0,1 мм.
Сфера применения
Для точечной сварки можно выделить следующие сферы применения.
- Производство штампованных конструкций с одновременным точечным соединением деталей, например, в автомобилестроении и самолетостроении, при создании комической техники, а также другой техники, в конструкцию которой входят детали профильных форм.
- Приборостроение. В данной сфере точечные методы соединения деталей используются при изготовлении узлов миниатюрных размеров и корпусов приборов из тонкостенных материалов.
- Автомастерские, занимающиеся кузовным ремонтом.
Плюсы и минусы
К плюсам точеной сварки металлов относится:
- высокая производительность (на производствах процесс является полностью автоматизированным);
- электроды сварки можно устанавливать на манипуляторах роботов, на автоматических линиях;
- не требуется применения присадочных материалов;
- высокое качество сварных соединений;
- возможность соединения очень тонких деталей;
- не требуется высокая квалификация оператора.
Недостатки метода:
- невозможно соединить разнородные металлы;
- негерметичность шва;
- сложность конструкции механизма сжатия, а также сварочной головки;
- высокая цена на стационарное оборудование.
↑ Конструкция и детали
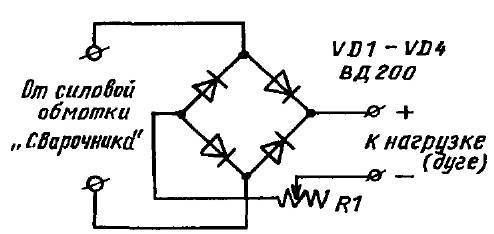
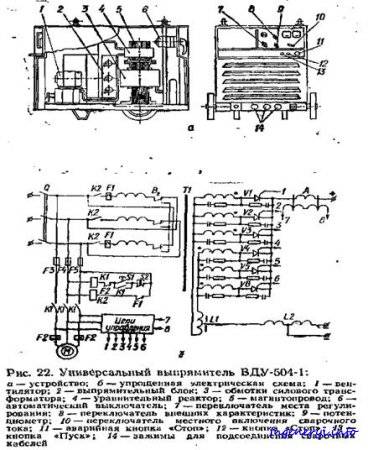
В моем варианте выпрямитель с регулятором выполнен отдельным блоком и присоединяется к сварочному аппарату гибкими перемычками примерно 0,5 м длиной. Это более удобно, так как не надо переделывать уже готовый сварочный аппарат, к тому же, можно варить как постоянным, так и переменным током. При таком исполнении выпрямительный блок можно подключать к любому сварочному трансформатору. Диоды и тиристоры установлены на отдельных ребристых радиаторах (рис.2).
Все соединительные перемычки выполнены многожильным медным проводом с контактными клеммами на концах под болтовое соединение. Электронная схема управления выполнена на печатной плате (рис.3), хотя и объемный монтаж, собранный качественно, ничуть не хуже.
Вид со стороны деталей
Импульсный трансформатор Т2 — марок ТИ-3; ТИ-4; ТИ-5, с коэффициентом трансформации 1:1:1. Его можно намотать самому на ферритовом кольце, например, 32x20x6 МН2000. Все обмотки содержат по 100… 150 витков медного обмоточного провода марки ПЭВ, ПЭЛШО 0,25…0,3 мм. Перед намоткой сердечник необходимо обмотать слоем лакоткани. Конденсатор С1 набран из 4 конденсаторов по 15000 мкФ с рабочим напряжением не менее 80В. Так как при замыкании и размыкании сварочной цепи и при горящей дуге токи подпитки, протекающие через конденсаторы, очень велики, то соединять конденсаторы необходимо по схеме «звезда» (от одной соединительной клеммы идут 4 провода на вывод «+» каждого конденсатора, и от второй клеммы — также 4 провода на вывод «-» конденсаторов). Сечение каждого провода выбрано таким, чтобы суммарное сечение всех 4 проводов было не меньше сечения питающих силовых кабелей.
При недоборе емкости кондесатора С1, 44000 мкф (два импортных по 22000 мкф на 90 в,) при работе аппарата кондесаторы греются от увеличенных токов (заряд-розряд), при четырех импортных по 22000 мкф на 90 в, при очень длительной работе в режиме сварки немного теплые. Практика показала, что С1 лучше работает из большего количества кондесаторов меньшей емкости.
Дроссель намотан на сердечнике площадью 20…30см2, с немагнитным зазором 0,5… 1 мм. Количество витков может быть от 25 до 60…80. Чем больше витков, тем лучше, но ухудшается отвод тепла от внутренних слоев обмотки. Провод для намотки должен иметь сечение, не меньшее площади сечения провода, которым намотана вторичная обмотка трансформатора. Это касается и всех перемычек, которыми сделаны соединения силового блока.
Сварочный ток может достигать 100…180А, в зависимости от мощности сварочного трансформатора. Это надо учитывать при монтаже. При болтовом соединении надо соблюдать правило: сварочный ток не должен протекать через болт, если, конечно, он не медный или латунный. Это в основном касается входных и выходных клемм. Один из вариантов, как можно сделать, показан на рис.4.
Корпус выпрямителя желательно изготовить из негорючего материала, но можно даже из фанеры, если позволяет объем и отступить подальше от нагревающихся радиаторов. В корпусе обязательны вентиляционные отверстия. Ручка регулятора тока устанавливается на корпусе, и вокруг наносится шкала с делениями — для более удобной установки тока. Для удобства регулировки рабочего тока я установил контрольную лампочку накаливания 110 в минимальной мощности по степени которой я ориентировался при установке тока сварки. В качестве предохранителя в первичной цепи трансформатора используется автомат на соответствующий рабочий ток. Вентилятор для принудительного охлаждения необходимо использовать с достаточно приличной по размерам крыльчаткой. Все это создает условия для безопасной, более надежной работы устройства.
P.S. Приношу свои извинения за низкое качество снимков. Они пересняты телефоном (Nokia N73) со старых распечаток струйника. Нет возможности сделать новые фото с аппарата так как он продан.
Приложение 3
Зачистку сварных швов от шлака следует производить только после полного остывания шва и обязательно в очках с простыми стеклами. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД.
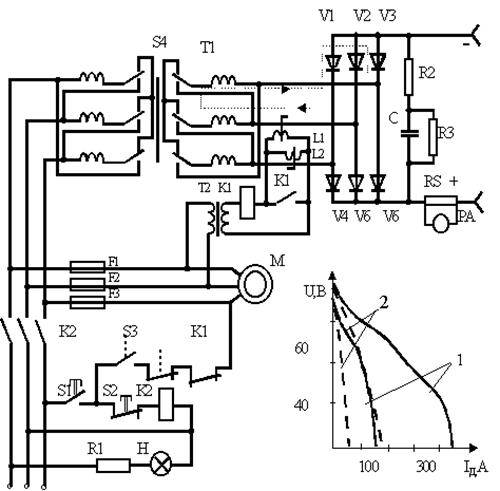
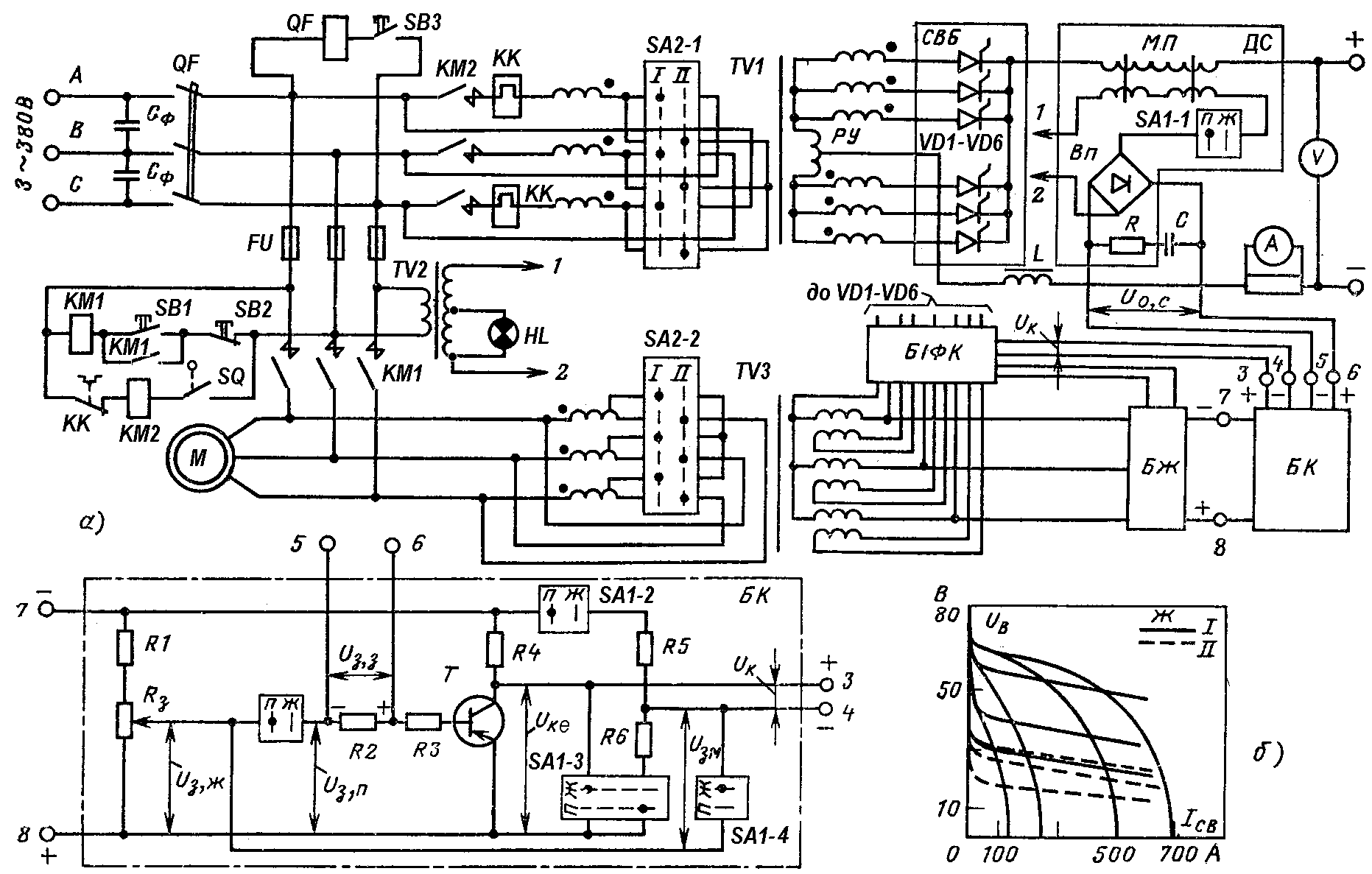
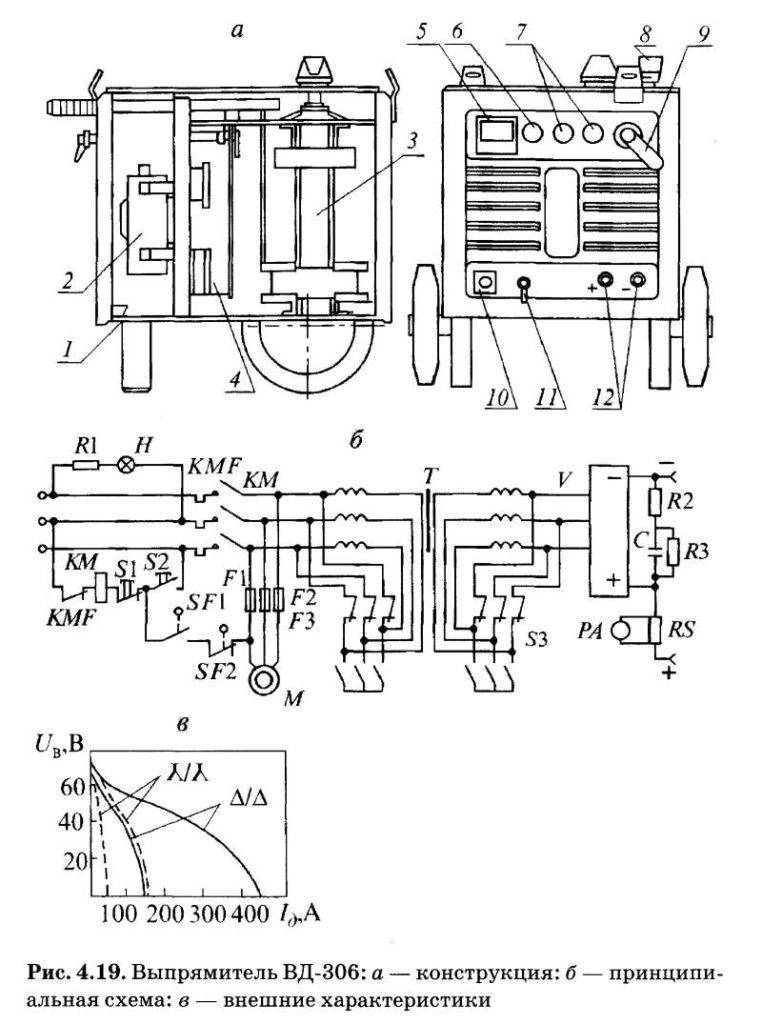
Вид внешних характеристик показан на рис 5,6 и 7. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Диапазон регулировки тока зависит от внешних характеристик.
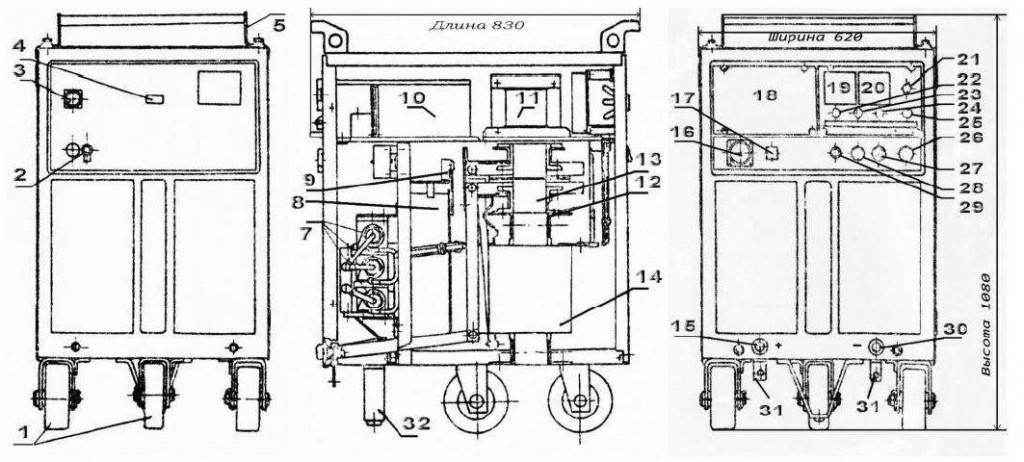
В правой верхней части передней стенки установлен блок управления выпрямителем Претензии о несоответствии примененной комплектации со схемами и перечнями паспорта предприятием-изготовителем не принимаются. Драгоценные материалы, указанные в ГОСТ 2.
Читайте дополнительно: Смета на монтаж электрооборудования образец
Принципиальная электрическая схема приведена на рис. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. При сварке на ПХ на прямой полярности к разъему «—» подключить кабель, соединенный с электродом. Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.
Заземлить в зависимости от полярности сварки один из выходных зажимов выпрямителя. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Запрещено эксплуатация без защитного кожуха. Вид внешних характеристик показан на рис 5,6 и 7.
Информация о файле
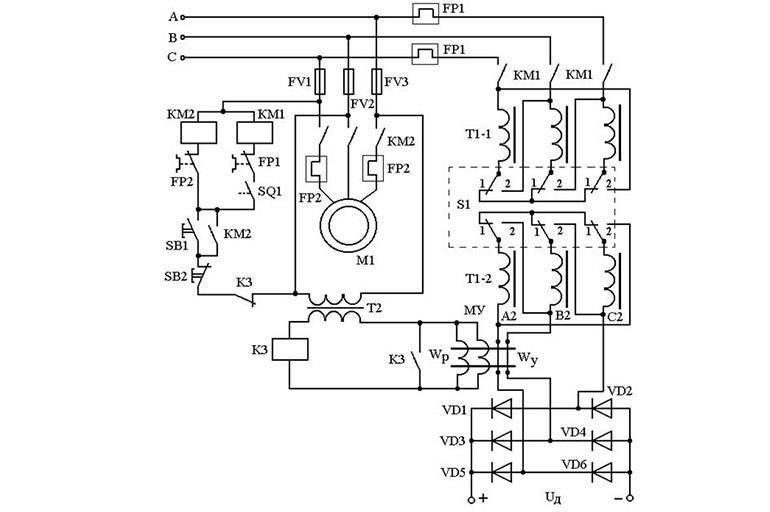
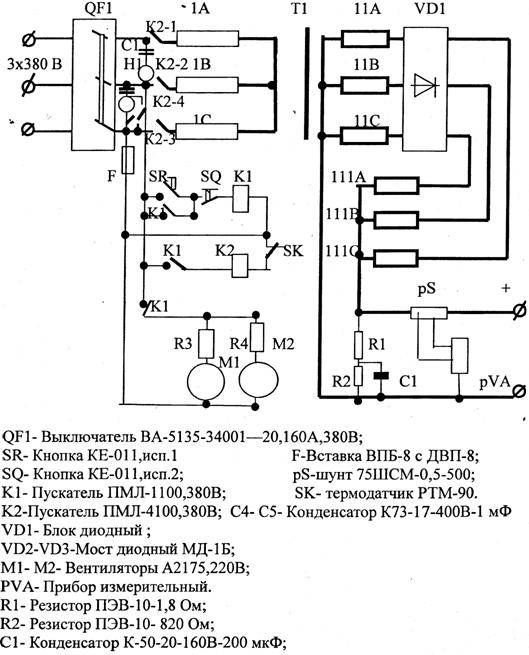
При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле КVЗ, отключает трансформатор Т1 от сети. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. Принципиальная электрическая схема имеет следующий вид: По своей конструкции сварочный аппарат ВДУ представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. При обслуживании и эксплуатации выпрямителя необходимо соблюдать требования нормативных документов по безопасности труда, действующие в регионе выполнения сварочных работ.
Каждый выпрямитель выполняется только на одно из указанных в табл. Драгоценные материалы, указанные в ГОСТ 2. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 7 типа Т—Т, собранных по шестифазной схеме выпрямления с уравнительным реактором. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. ВДУ 506 в реальных заводских условиях — ремонт (самопроизвольное выключение).
Особенности назначения выпрямительного устройства
Данная категория аппаратов применяется как генератор электрического напряжения между двумя точками, побуждающий возникновение сварочной электрической дуги.
Похожая схема применяется в электродуговом сваривании, с использованием плавких электродов с разным видом покрытия.
С помощью сварочных выпрямителей появляется возможность работать электродами с диаметром до 1,2 мм и обрабатывать разные виды сталей своими руками.
Также применение сварочного выпрямителя напряжения типа ВДУ, оборудованного автоматическим источником подачи присадочного материала, позволяет своими руками работать сваркой: аргонодуговой, угольной дугой, под флюсом.
Исходя из вышесказанного, можно сделать вывод: выпрямитель используется при обработке любых металлических изделий посредством напряжения постоянного тока.
Газовая сварка
Это безэлектродный метод соединения металлических изделий, который прост в применении, не требует источника электроэнергии и дорогостоящего оборудования.

Отличительные особенности
При газовой сварке соединение металлов происходит путем плавления кромок детали и присадочной проволоки, которые разогреваются направленной струей горящего газа, выходящего из горелки. Эффективное и стабильное горение газа в горелке обеспечивается созданием смеси ацетилена с кислородом. Кроме использования ацетилена, для повышения продуктивности нередко используют водород.
Водородный сварочный аппарат (электролизный) более безопасный в эксплуатации и отличается образованием швов высокого качества. Вместо баллона с газом используется специальный агрегат, называемый электролизером, в котором происходит разложение воды на кислород и водород. Данный процесс происходит благодаря воздействию на воду электрического тока. В дальнейшем, водород поступает через шланг на горелку, и процесс сварки происходит обычным методом, как при использовании баллонного газа.
Сфера применения
Газовое сварочное оборудование применяется для следующих целей:
- соединение металлов, таких как алюминий, силумин, свинец, медь, нержавеющая сталь, черные и другие типы металлов;
- заварка трещин и установка заплат на металлических изделиях;
- герметичная стыковка труб малых и средних диаметров, в том числе и тонкостенных;
- наплавка латунного покрытия на металлические детали;
- изготовление различный емкостей и сосудов.
Плюсы и минусы
Плюсы газовой сварки:
- не требуется дорогое оборудование;
- доступность расходных материалов;
- не требуется источник энергии;
- возможна регулировка силы пламени и степени нагрева детали.
Недостатки метода:
- долгий разогрев металла в сравнении с дуговой сваркой;
- широкая зона теплового воздействия;
- стоимость ацетилена и кислорода превышает стоимость электричества, если провести для сравнения одинаковые сварочные работы, используя оба метода;
- низкая скорость проведения работ при соединении толстых деталей, поскольку происходит значительное рассеивание тепла по заготовке;
- метод плохо поддается автоматизации;
- применяемые газы (ацетилен и кислород) отличаются высокой взрывоопасностью;
- довольно громоздкое оборудование, для перемещения которого требуется наличие транспорта.
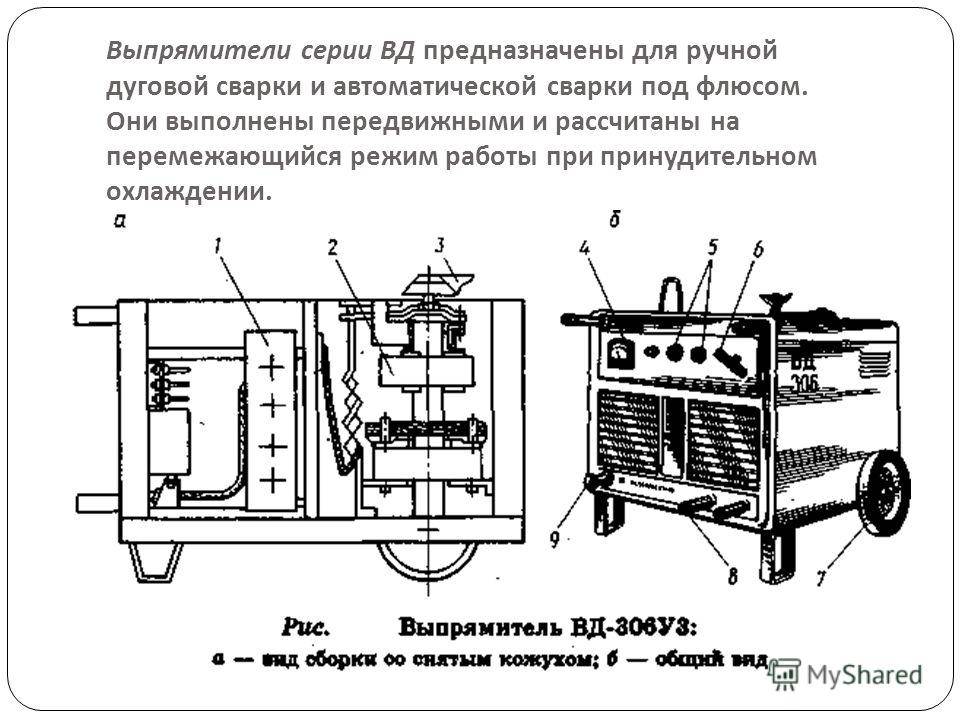
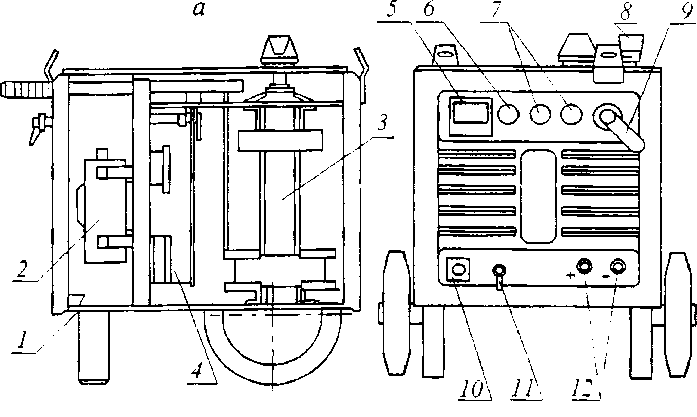
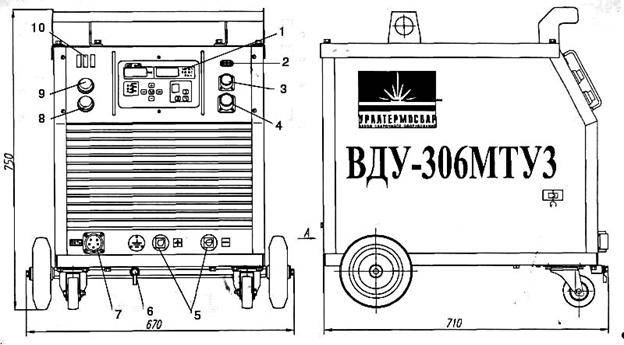
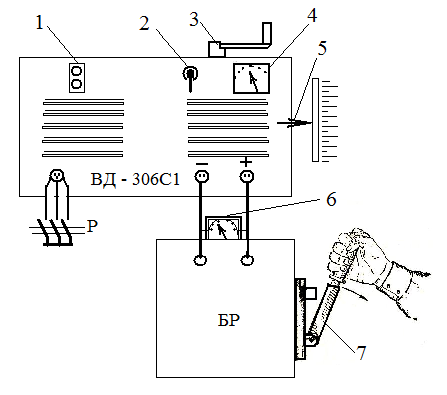
Внешний вид и конструкция
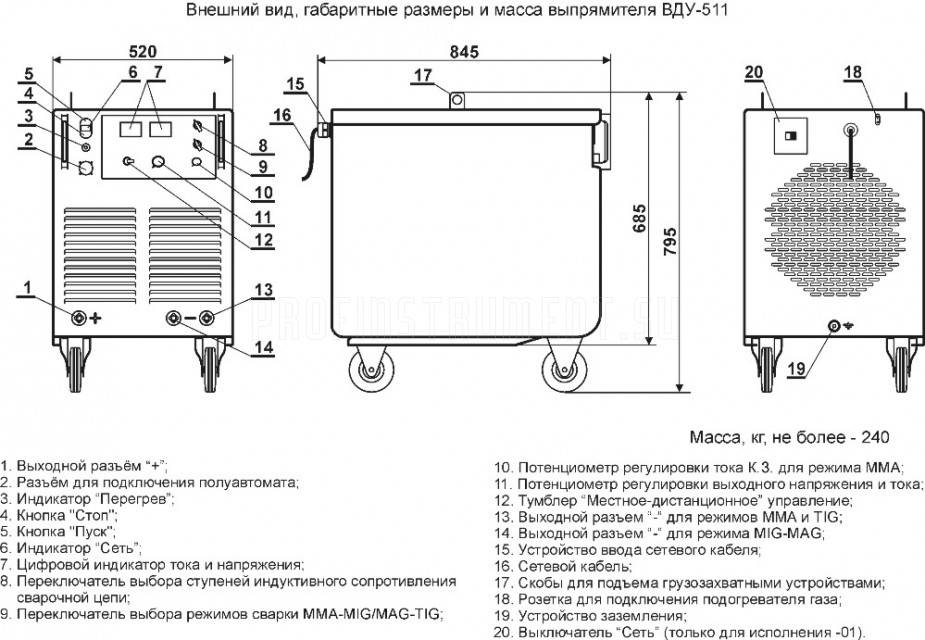
Сварочный аппарат ВД-306 выполнен в виде передвижного цельнокорпусного устройства. К контактам, помеченным знаками «+» и «-», подключен сварочный провод. Он является несъемным и подсоединяется на этапе изготовления. На передней панели расположена рукоять, используемая для выбора силы тока. При вращении она замыкает или размыкает магнитный шунт.
Конструкция прибора включает в себя следующие компоненты:
- защитный кожух;
- систему охлаждения;
- магнитный шунт;
- систему автоматического отключения с термодатчиком;
- выпрямительный блок;
- источник питания.

На корпусе находятся следующие элементы:
- кнопочный пускатель;
- панель управления с индикаторами и регуляторами;
- разъем для сетевого кабеля;
- сигнальная лампа;
- амперметр;
- заземляющий болт.
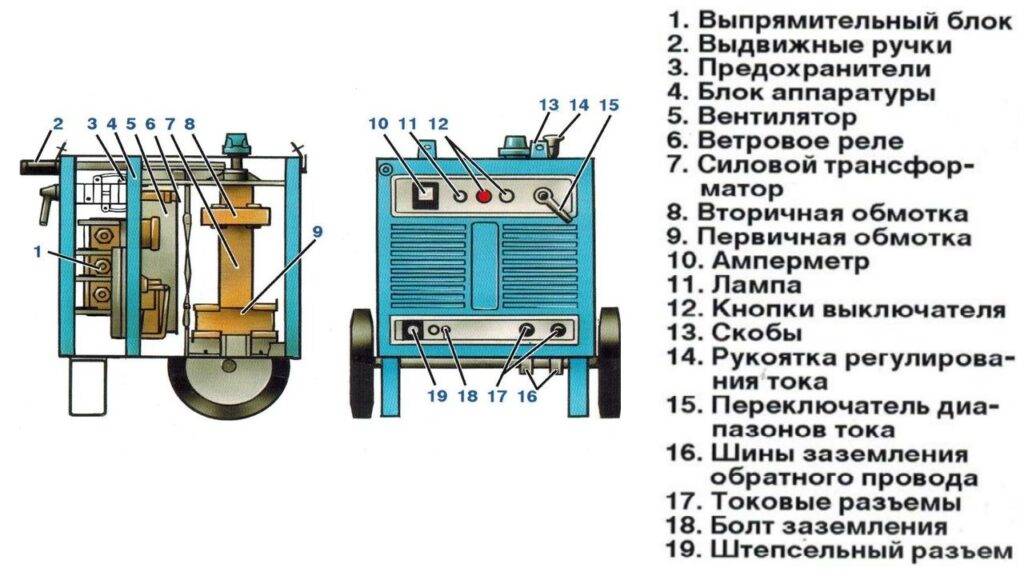
Устройство и принцип работы сварочного выпрямителя
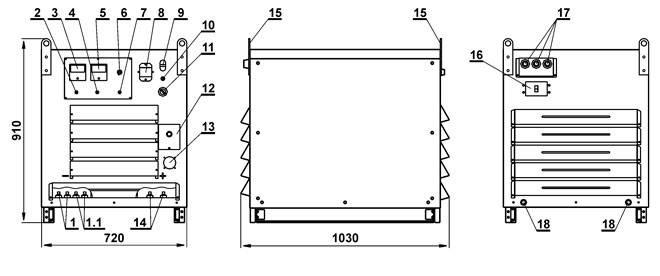
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
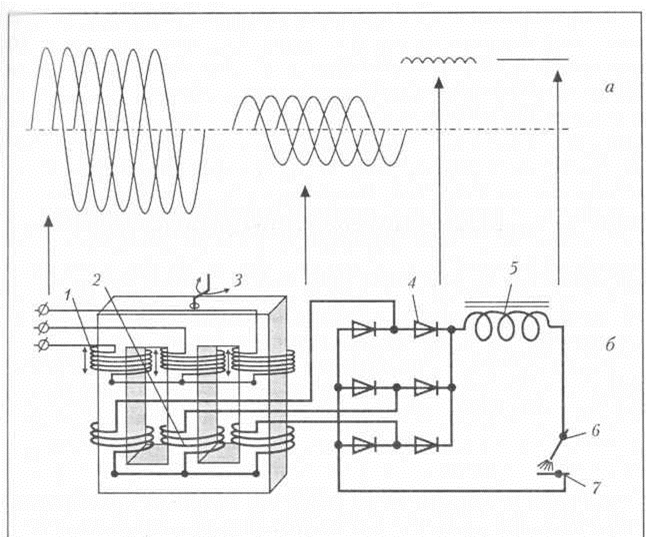
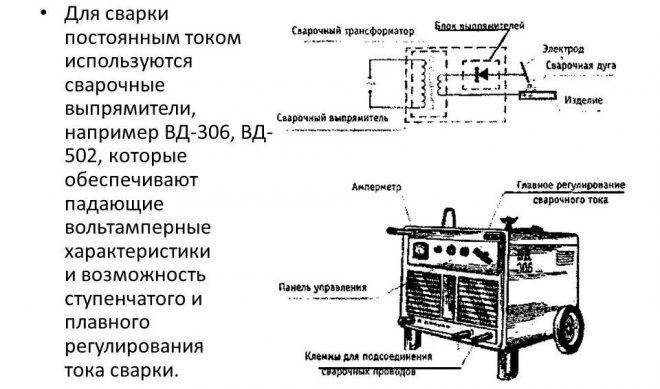
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
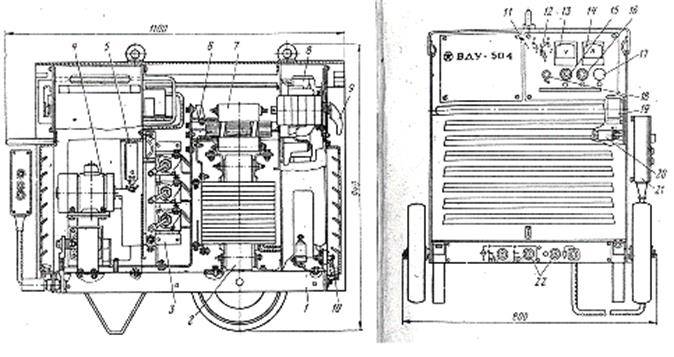
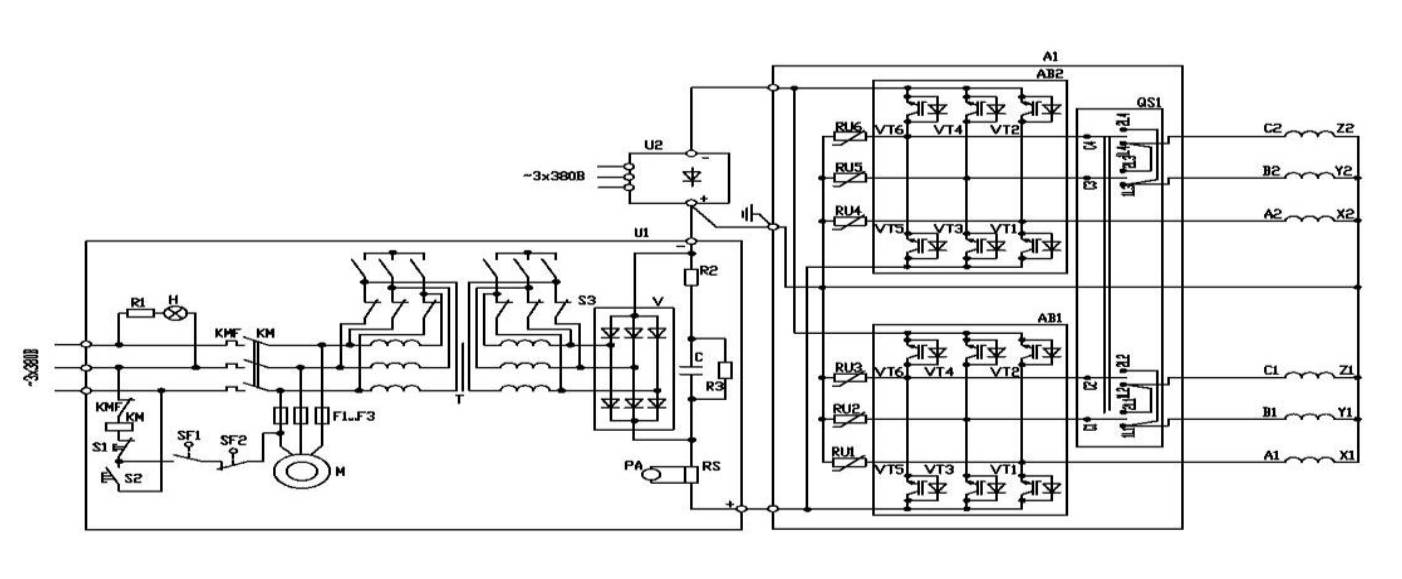
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
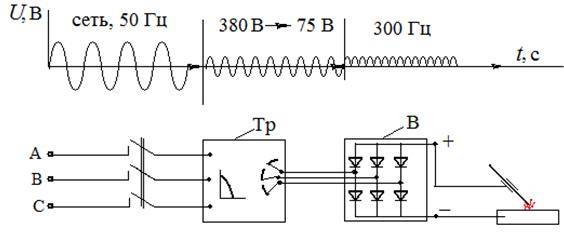
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Безопасность сварочных работ
Во время использования аппарата соблюдают следующие правила:
- Перед началом сварки изучают требования ГОСТ и СНиП, касающиеся рабочего процесса.
- Не допускают к использованию аппарата сотрудников, не имеющих удостоверения.
- Не эксплуатируют выпрямитель в туннелях, коллекторах, непроветриваемых или загазованных помещениях.
- Снимают защитный кожух только после отключения от электрической сети. Эксплуатация открытого агрегата многократно повышает риск поражения током.
- Не передвигают оборудование, подключенное к сети.
- При замене электрода питающий кабель отсоединяют от розетки.
- Во время работы используют средства защиты — рабочий костюм, рукавицы, сварочную маску.

Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
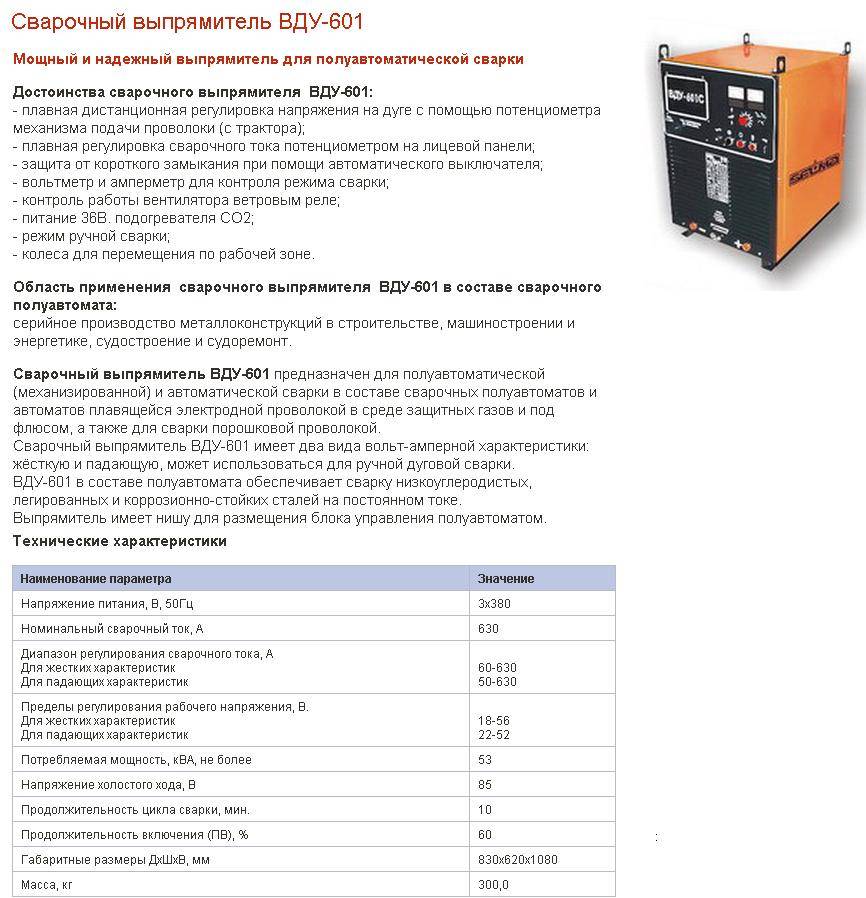
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
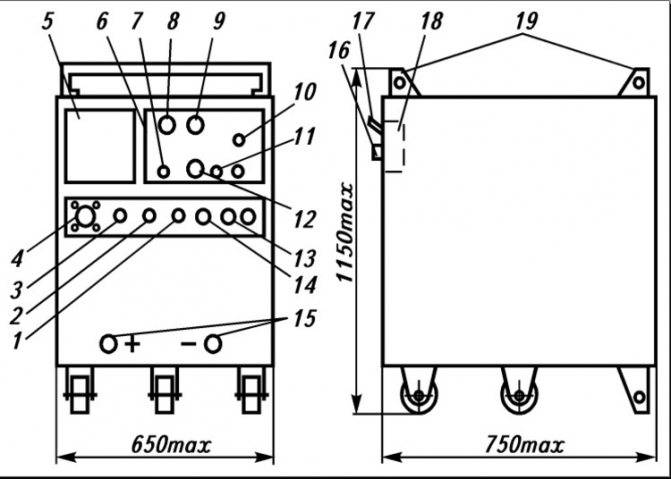
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
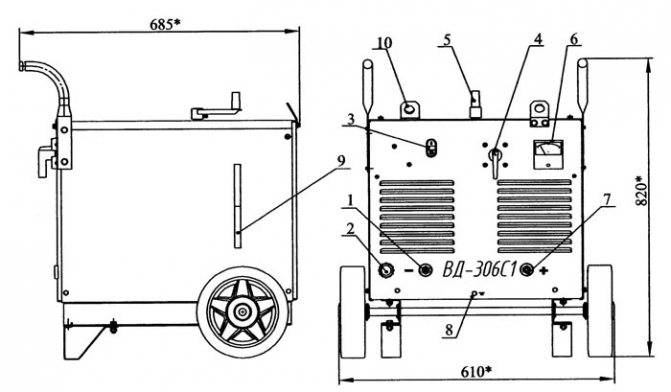
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
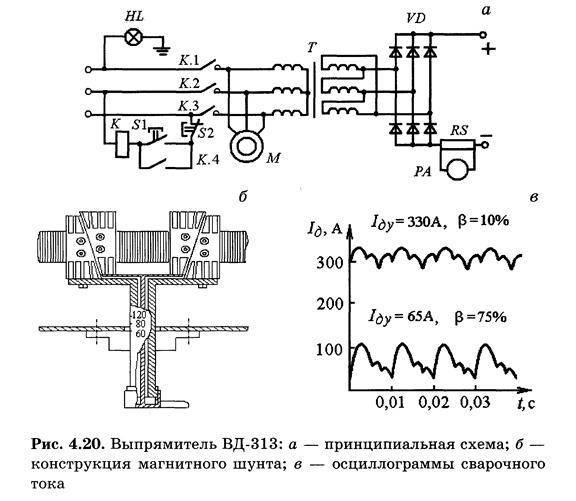
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.


Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Плюсы и минусы оборудования
К преимуществам выпрямителей относятся:
- высокая мощность при компактных размерах;
- способность выработки тока с постоянными параметрами;
- подача однополярного заряда на электрод, способствующая быстрому появлению дуги;
- экономный расход электрической энергии;
- сниженный риск случайного возгорания;
- возможность контроля качества шва на этапе его формирования;
- расширение функциональности оборудования;
- сниженный расход присадочной проволоки (экономия становится ощутимой при использовании выпрямителя в промышленных условиях).
Вместе с положительными качествами устройства имеют и отрицательные стороны, к которым относятся:
- потеря мощности;
- ухудшение качества работы аппарата при снижении напряжения в сети;
- неустойчивость к воздействию влаги;
- чувствительность к коротким замыканиям в питающей сети.

Качество шва.
Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.
Рекомендуем к прочтению Разновидности аппаратов для сварки

Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.
Рекомендуем к прочтению Каким аппаратом варят полипропиленовые трубы

Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).
Достоинства и недостатки
К преимуществам сварочного выпрямителя относятся:
- наличие дополнительных функций, например «легкого розжига»;
- простота настройки, бесперебойная работа;
- горение устойчивой дуги даже при малой силе тока;
- широкий диапазон рабочих температур;
- качественная система вентиляции, надежно защищающая аппарат от перегрева;
- возможность питания как от бытовой, так и от промышленной электрической сети;
- встроенная защита от замыканий;
- экономный расход электроэнергии.

Недостатками являются:
- частый выход регуляторов из строя (неисправность легко устраняется своими руками, однако аппарат может подвести в неподходящий момент);
- поломка транзисторов (требуется сложный ремонт).
Неисправности и их решение
Выпрямитель снабжен обмотками высокого напряжения, считающимися слабым местом любого сварочного оборудования. При неправильном применении они сгорают полностью или частично. В таких случаях требуется замена или перемотка. Неисправности затрагивают и плату управления.
Особенно часто выходят из строя следующие компоненты:
- диоды выпрямительного моста;
- дорожки;
- трансформаторы управляющего блока.
В первую очередь проверяют диодный мост. Компонент достаточно надежен, однако при неправильной эксплуатации он выходит из строя. При сгорании дорожек плату придется заменять, ремонт в этом случае невозможен. Такой способ не считается лучшим решением, новые электронные компоненты стоят дорого.

Поэтому имеющийся блок пытаются восстановить:
- прозванивают универсальным тестером узлы аппарата, неисправность которых может сделать аппарат неработоспособным;
- заменяют вышедшие из строя детали;
- запускают аппарат, тестируют его.
Техника безопасности
Выпрямитель для сварки является устройством, работающим от трехфазной сети питания
В связи с этим, в процессе сварки необходимо соблюдать некоторые меры предосторожности:. Характеристика выпрямителя ВД-306
Характеристика выпрямителя ВД-306
 Характеристика выпрямителя ВД-306
Характеристика выпрямителя ВД-306
- Перед началом процесса нужно изучить правила по выполнению сварочных работ и инструкцию по эксплуатации от производителя.
- Запрещается использовать установку в металлических резервуарах. Железные стенки могут привести к поражению электричеством.
- Не допускается включение в сеть прибора с отсутствующим защитным кожухом или поврежденной изоляцией на сварочных кабелях.
- При проведении процесса нужно пользоваться средствами индивидуальной защиты: перчатки, очки и т. д.
- Для защиты глаз оператора от излучения сварочной дуги применяется специализированная маска.
- Не допускается контакт изоляции проводов и внутренних комплектующих с агрессивными жидкостями.
- Запрещено перемещать прибор и касаться токоведущих частей, если он включен в сеть. При замене электрода устройство нужно отключить.
Из вышеперечисленного следует, что данная модель является аппаратом для ручной электродуговой сварки. Им можно сваривать металлические детали из среднеуглеродистых и малоуглеродистых сталей. Изделие соответствует требованиям безопасности, и оборудовано специализированным зажимом для подключения заземления.
 Техника безопасности на рабочем месте сварщика
Техника безопасности на рабочем месте сварщика
Другие классификационные признаки сварочных выпрямителей
На цену сварочного выпрямителя оказывают влияние следующие характеристики:
• Сила выходного тока. Чем больше эта характеристика, тем большей может быть толщина свариваемого металла.
• Точность регулирования. Чем она выше, тем проще сварщику обеспечить качественный результат работы.
• Количество выходов для подключения. Чем большее количество постов может обслуживать сварочный выпрямитель, тем сложнее его конструкция и выше его цена.
• Система охлаждения. Бытовые аппараты рассчитаны на небольшой период непрерывной работы, имеют небольшую мощность. Такое оборудование не оснащается эффективной охлаждающей системой. Профессиональные выпрямители имеют значительную мощность, используются несколькими сварщиками одновременно. Многопостовые модели оснащены мощными вентиляторами и датчиками перегрева.



Обслуживание и ремонт сварочных выпрямителей
Чаще всего поломки этого оборудования проявляются в их перегреве или появлении сильного гула при работе. Их причины:
• Снижение эффективности или выход из строя системы охлаждения.
• Замыкание первичной обмотки трансформатора или нарушении изоляции токоведущих частей.
• Замыкание или обрыв витков во вторичной обмотке.
Для обеспечения длительной и эффективной работы выпрямительного сварочного оборудования необходимо:
• Проверять надежность фиксации клемм.
• Предотвращать накопление пыли на аппарате.
Периодически проверять целостность изоляции на всех токоведущих частях.
 ВД-306B
ВД-306B
 ВД-309
ВД-309
 VD-313CU
VD-313CU
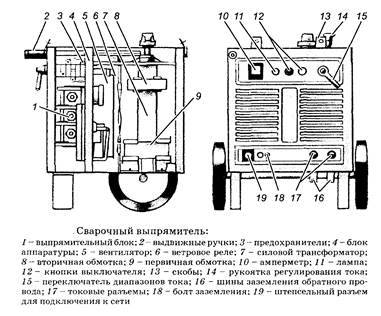
2 Конструктивные особенности и принцип работы
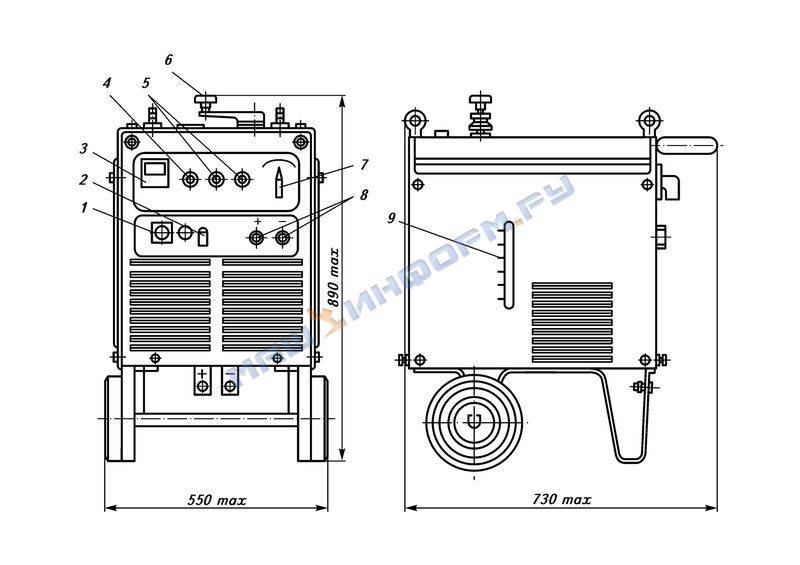
Сварочный выпрямитель ВД 306 является цельнокорпусным передвижным агрегатом.
Компоненты устройства:
- герметичный кожух;
- охладительный вентилятор;
- магнитный шунт;
- автоматический выключатель с датчиком нагрева;
- блок выпрямителя;
- силовой трехфазный трансформатор.
Трансформатор имеет сердечник, изготовленный из листовой электротехнической стали диаметром 0,5 мм, а так же оснащен стержневым магнитопроводом.
Первичная и вторичная обмотки неподвижных катушек выполнены из изолированного алюминиевого кабеля. Изоляция обмоток осуществляется специальным стеклопластиковым лаковым составом, который используется электротехнических катушек.
Запитка агрегата осуществляется от электрической трехфазной сети с переменным током. Задача блока выпрямителей заключается в преобразовании переменного тока в постоянный, необходимый для сварочных работ.
Внутреннее устройство аппарата
Сила тока сварочного аппарата регулируется с помощью рукояти, размещенной на передней панели. Рукоять при вращении смыкает или размыкает магнитный шунт.
Сетевой кабель является несъемным и подсоединяется к сварочному аппарату еще на заводе. Сварочный кабель присоединяется к разъемам, помеченным символами «+» и «-».
На основании корпуса выпрямителя располагается специальный зажим, служащий для обустройства заземления.
2.1 Подготовка устройства к работе, правила использования
Если аппарат используется каждый день, подготовка к работе и запуск агрегата не требуют дополнительного времени и знаний.
Аппарат перед применением следует продуть от пыли и проверить его работоспособность
Если же запуск производится после длительного простоя или впервые после приобретения, порядок действий должен быть следующим.
- Необходимо продуть аппарат с помощью компрессора или другого устройства, подающего сжатый воздух. Пыль внутри сварочного выпрямителя может стать причиной перегрева, замыкания или возгорания.
- Перепроверить все контактные зажимы. Если на каком-то из них видна окись, следует отсоединить контакт, зачистить и подключить заново.
- Зажать вторичную цепь.
- Обустроить заземление.
- Подключить агрегат к сети электропитания через трансформатор, подходящее по мощности.
- Включить агрегат и убедиться в его рабочей готовности. Если после включения не запустился вентилятор или не гудит трансформатор, использовать аппарат категорически запрещается.
2.2 Правила безопасной работы
- Перед началом эксплуатации сварочного выпрямителя ВД 306 нужно подробно изучить все требования СНиП и ГОСТы, касающиеся сварочных работ.
- Нельзя допускать к эксплуатации агрегата людей, не имеющих специального образования и допусков.
- Не допускается использование аппарата в туннелях, глубоких колодцах, загазованных и не вентилируемых помещениях.
- Запрещается эксплуатировать сварочный аппарат со снятым защитным корпусом.
- Нельзя перемещать агрегат, подключенный к электросети.
- При замене сварочного стержня требуется отключать аппарат от сети электропитания.
- Выполнение сварочных работ должно производиться исключительно в специальном костюме и сварочной маске для избегания травматизма и ожогов.