Особенности конструкции станка и дополнительных приспособлений для станка с-1
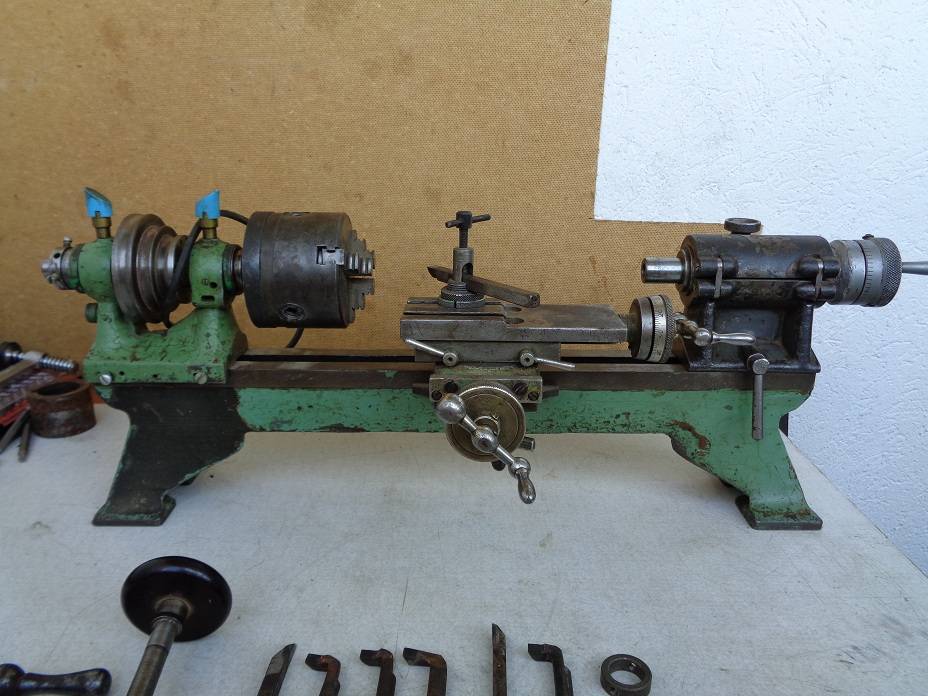
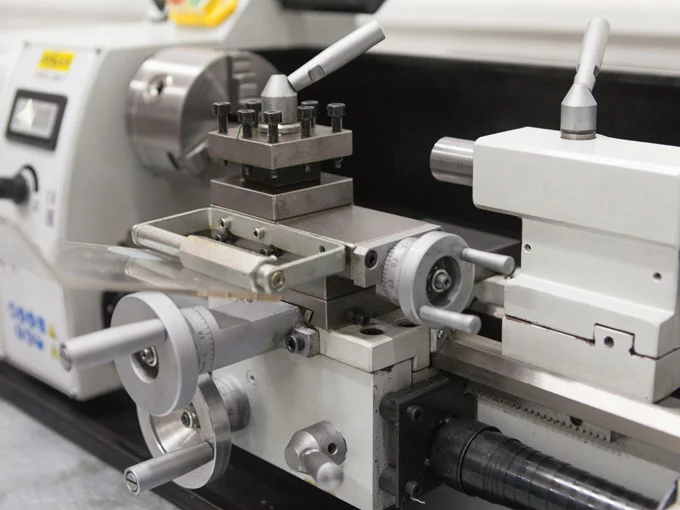
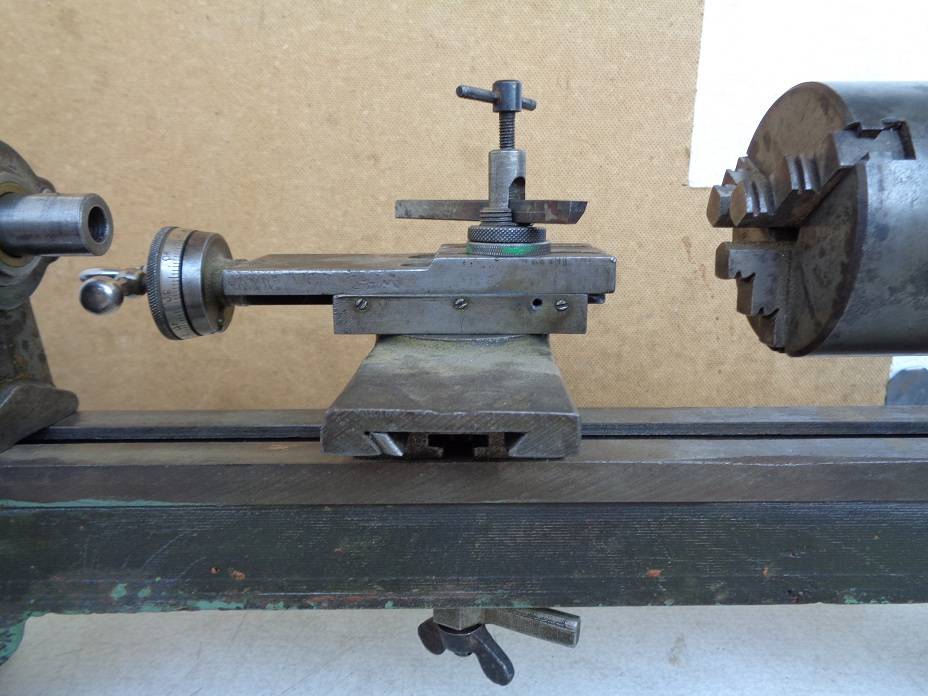
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.
Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку. Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг. 16.
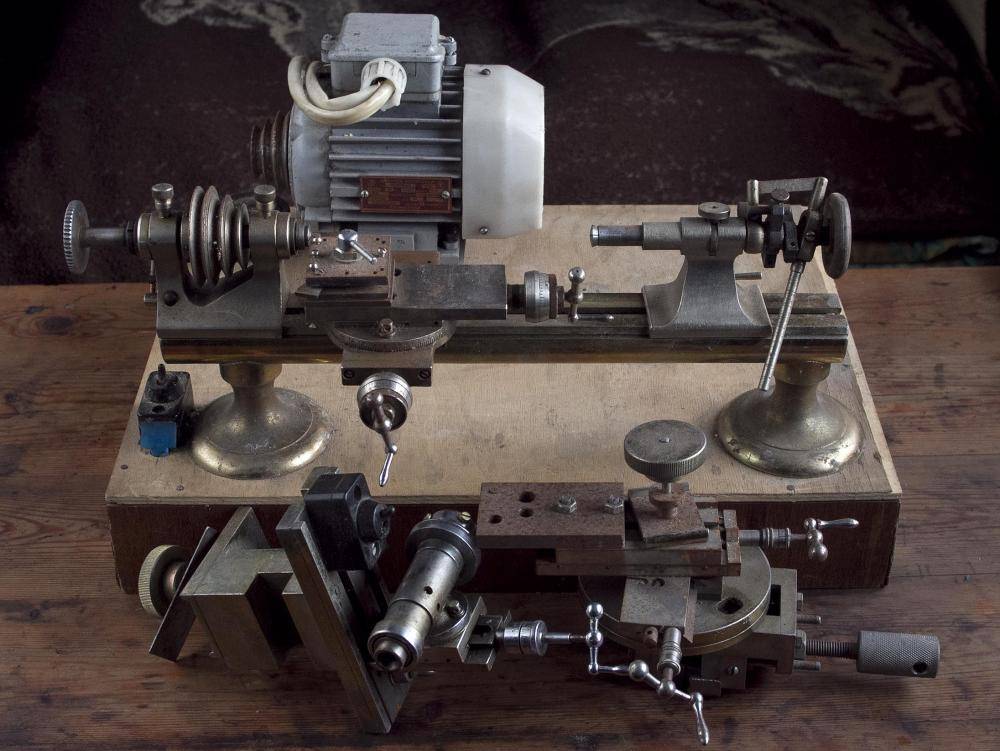
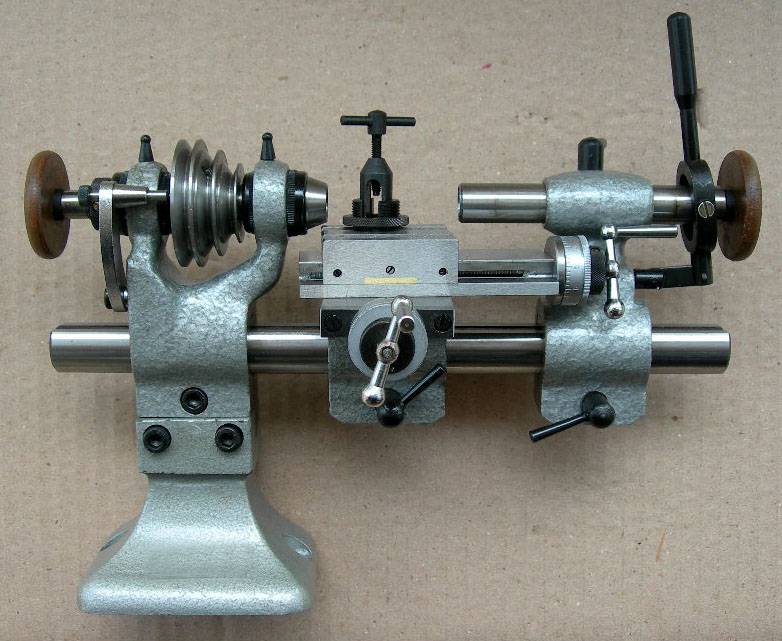
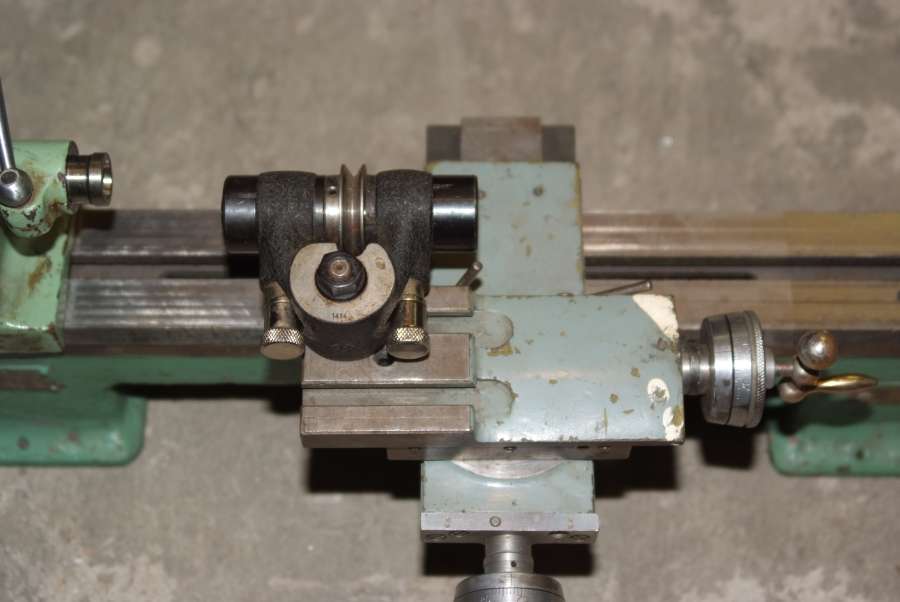
К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.
Устройство шлифования и фрезерования для станка С-1
Устройства для фрезерования и шлифования крепятся на суппорте станка.
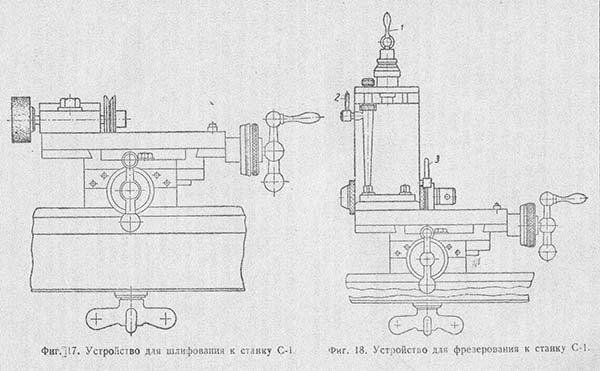
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
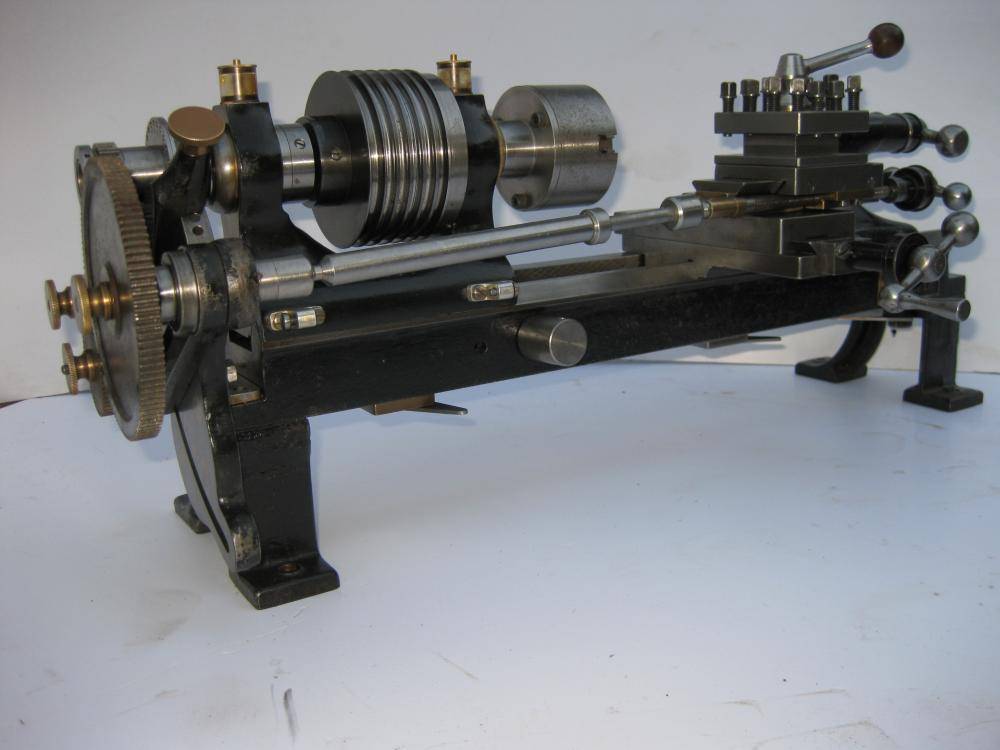
Кинематическая схема устройств фрезерования для станка С-1
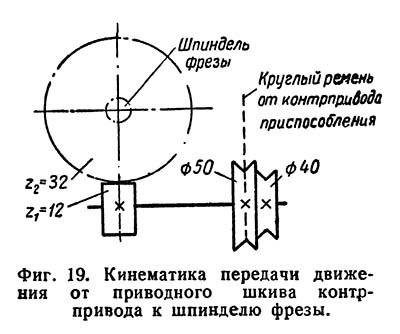
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства. Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
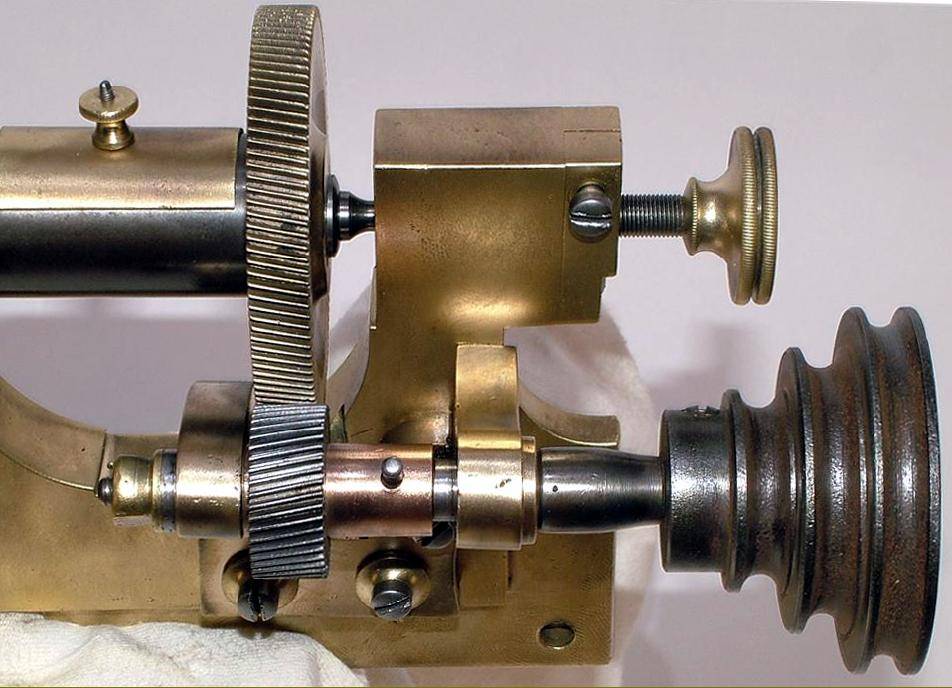
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт. Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие. Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
Классификация токарного оборудования
Система классификации для данного вида оборудования создана ещё в СССР. Согласно этим правилам, станки – агрегаты, обрабатывающие заготовки из металла, представляющие первую категорию. Любое приспособление из данной группы способно представлять одну из следующих групп:
- Устройства со специальным назначением.
- Станки специального назначения, обычного и автоматического типа.
- Агрегаты для полировки, с резцами.
- Лобовые и винторезные типы оборудования.
- Модели «карусельной» системы.
- Станки, отрезающие материал.
- Разновидность под названием «револьвер».
- Установки с большим количеством шпинделей, автоматические полностью или наполовину.
- Агрегаты токарного типа, где шпиндель – один. Автоматические на половину, полностью.

Следующие разновидности выделяются в зависимости от точности обработки:
- П – повышенный уровень.
- А – высокий показатель точности.
- Н – нормальный показатель.
- В – точность высокого уровня.
- С – точность особой категории.
От той или иной категории зависят определённые технические характеристики. Кроме того, легче становится определить подходящую сферу применения. Маркировка приспособлений так же помогает узнать о том, какие параметры характерны для той или иной модели. Такие обозначения могут состоять из следующих компонентов:
- При использовании единицы в качестве начальной формы. Она показывает, что покупатель имеет дело с токарным станком, а не каким-либо другим.
- Далее идёт число, обозначающее принадлежность к тому или иному типу моделей.
- Центры приспособления имеют разную высоту, обозначаемую третьими и четвёртыми цифрами.

Маркировка агрегатов может содержать и обозначения в виде букв. Они используются, чтобы сообщить о тех или иных конструктивных особенностях. Это касается следующих параметров:
- Оснащённость системой ЧПУ.
- Используемую модификацию.
- Верность выполнения операций.
- Насколько автоматизированы действия?
Буква «И» – для обозначения приборов с винторезами. «П» – для точности высокого уровня. Такие модели снабжены центрами на высоте до значения примерно в 110 миллиметров. Фото изделий так же помогает понять, что именно перед нами находится.
2 Устройство настольных станков по металлу
Конструкция даже небольших мини-установок достаточно сложна и, как указывалось выше, повторяет устройство обычных токарных станков. Главные ее элементы: станина, шпиндельная (передняя) бабка и суппорт. Станина является основой всех остальных узлов, выполнена из чугуна и должна иметь отверстия для возможности закрепить станок на столе, а также хорошо отшлифованные направляющие под другие элементы. Суппорт служит для удержания обрабатывающего инструмента (сверла, зенкера, резца) и точного его перемещения. В передней бабке размещен электродвигатель, шпиндель, а также привод и коробка передач, через которые вращение вала первого узла передается на второй.
 Устройство мини-установки для токарных работ
Устройство мини-установки для токарных работ
Часто привод мини-оборудования имеет ременное исполнение – реализован с помощью клинового ремня. Если на станке предусмотрено регулирование скорости, его переставляют из одних канавок шкивов в другие. Для более точной настройки может быть дополнительно установлен электронный регулятор. Вращая его ручку, частоту вращения шпинделя плавно меняют в пределах заданного ремнем диапазона скоростей.
 Ременная передача миниатюрного станка
Ременная передача миниатюрного станка
Устройство и принцип работы токарного станка
Даже беглого взгляда достаточно, чтобы понять, что настольные токарные станки являются миниатюрной копией полнопрофильного агрегата.
Единственное их отличие заключается в том, что размер деталей для обработки существенно ограничен.
Настольный станок с ЧПУ используется для обработки деталей наручных часов, а стандартный обрабатывающий центр применяется в производстве деталей для шагающего экскаватора.
Несмотря на свои миниатюрные размеры, настольный механизм представляет собой сложную конструкцию. Основными элементами настольного устройства являются станина и суппорт.

![Настольный токарный станок по металлу [технология работы]](https://lab-metr.ru/wp-content/uploads/6/2/e/62ead937f4d3d593a464ecb5c21ba49b.jpeg)




Обрабатываемая заготовка крепится в шпинделе, который вращается с заданной скоростью.
В свою очередь, шпиндель крепится на передней бабке. Задняя бабка используется для фиксации длинной заготовки.
Вес настольного станка определяется моделью и колеблется в пределах от 12 до 100 кг.
Видео:
На рынке можно выбрать станок под решение любых технологических проектов.
В некоторых случаях удобнее изготовить настольный станок своими руками. Эта процедура требует профессиональной подготовки и навыков работы с металлом.
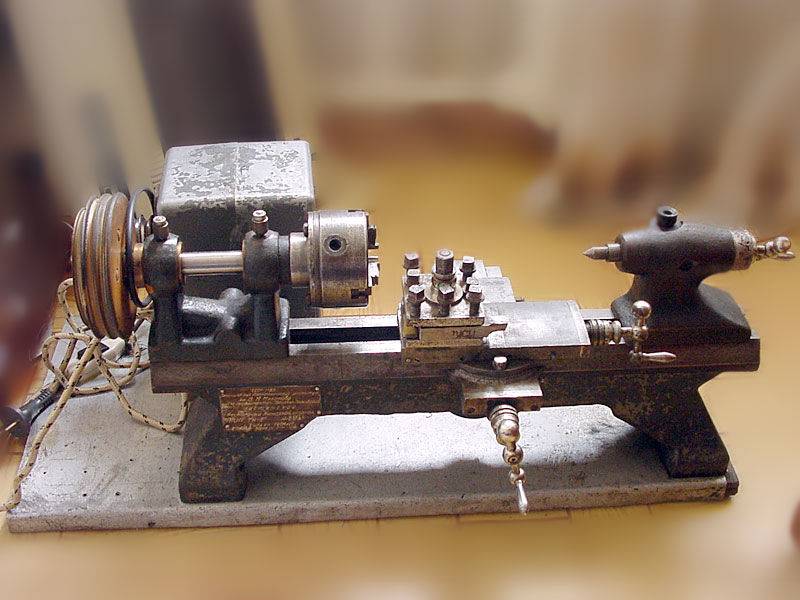
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
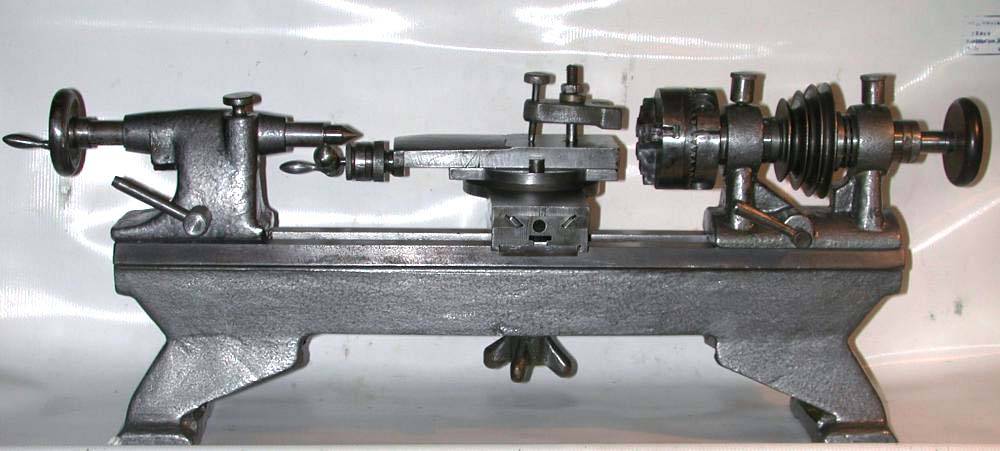
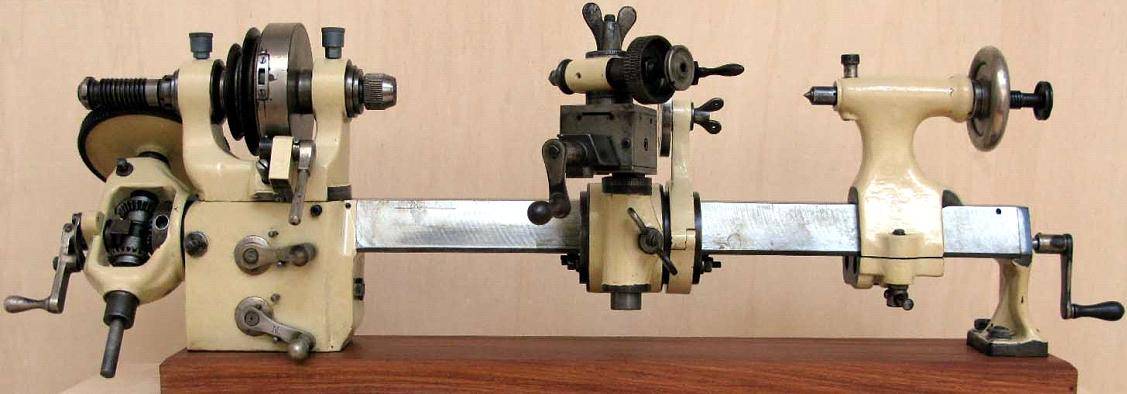
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Особенности строения
Агрегат состоит из нескольких ключевых узлов:
- станины,
- шпиндельной бабки,
- привода,
- электрооборудования,
- суппорта,
- задней бабки.
Все электрическое оборудование станка характеризуется присутствием изоляции. Дополнительно агрегат имеет заземляющий провод, особенность гарантирует высокий уровень безопасности оператора в период работы за оборудованием.





Электрическое оборудование находится в коробке, которая плотно закрыта крышкой, оснащенной двумя винтами. Одним из винтов осуществляется выполнение функции заземления.
Станина характеризуется появлением направляющей, выполненной по цилиндрическому типу. Это базис основных механизмов агрегата, по левую сторону от передней бабки располагается кронштейн. К нему осуществляется крепление электрического мотора.
Станок оснащается специальными ручками и рукоятками. С их помощью регулируется движение подач, активируется суппорт и выбирается направление его движения, осуществляется запуск резцедержателя.

Станок универсал оснащается специальной ручкой, с ее помощью регулируется основное движение, а также проводится активация прямого или реверсивного движения шпинделя и остановка его работы.
Благодаря универсальной технической оснастке агрегата обеспечивается простота управления ним, манипуляция позволяет выполнять это действие даже мастеру без соответствующего опыта.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
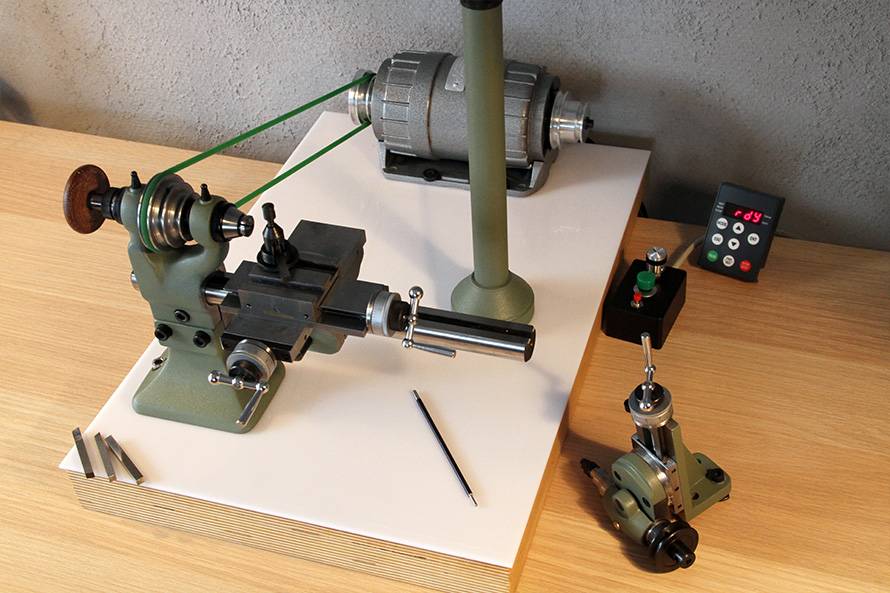
Малогабаритный настольный токарный станок
Малогабаритные станки востребованы на экспериментальных участках исследовательских и испытательных лабораторий, маленьких цехах и мастерских. На мини-станках проводят обучение токарному делу школьников и студентов профессиональных технических учреждений. Современное компактное устройство применяется для производства дизайнерских вещей, вытачивания поделок и оригинальных стальных сувениров. Токарное оборудование позволяет владельцу открыть ремонтное ателье, реализовать конструкторские мечты.
На настольном станке без труда проводится целый ряд операций:
- обточка деталей в форме цилиндра или конуса;
- подрезка и затачивание торцов;
- шлифовка поверхности;
- сверление отверстий заданного диаметра;
- расширение и обработка глухих и сквозных отверстий;
- нанесение внутренней и наружной резьбы;
- вытачивание и растачивание конусов, цилиндров в черновом и чистовом варианте.
Скорость токарной обработки мини-станка уступает производительности заводского оборудования. Однако это не влияет на качество готового изделия.
Достоинства настольного оборудования
Малогабаритные станки – востребованные устройства, позволяющие проводить технические операции с деталями в непромышленных условиях.
Преимущества:
- Для эксплуатации оборудования достаточно электросети с напряжением в 220 В. Если возникает необходимость, станок легко адаптируется к 380 B трехфазной сети.
- Токарные работы не требуют больших энергетических затрат, что повышает экономичность процесса.
- Устройства данного типа подходят для быстрого обучения токарному делу.
- Компактность станков позволяет располагать их в любом месте: комнате, гараже, приусадебной постройке.
- Возможность оснащать дополнительными приспособлениями, расширяет диапазон выполняемых работ и делает оборудование универсальным.
- Приемлемая цена на мини-станки увеличивает их доступность для потребителя.
Токарный станок 1М95: технические характеристики
Комбинированный токарный станок 1м95 стоял на производстве с 1966 по 1977 года на Алма-Атинском станкостроительном заводе. В 1977 году завод отказался от выпуска данных устройств, заменив их на более перспективную разработку – станок 1д95. Конструкторы считали, что данное устройство лучше всего подойдет для небольших передвижных или стационарных мастерских.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.



Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
- метрическую;
- модульную;
- дюймовую;
- питчевую.
Кроме перечисленных функций, на станке выполняют несложные работы по затачиванию. Класс точности устройства – Н. Эксплуатировать станок лучше всего в помещениях закрытого типа с регулируемым температурным режимом.
Технические показатели
Станок имеет хорошие габаритные характеристики. Его высота – 1,67 м, ширина – 1,25 м, длина – 2, 75 м. Общий вес устройства в базовой комплектации – 2170 кг.

Другие ключевые показатели токарного станка 1м95:
- Максимальный диаметр заготовки над станиной – 50 см.
- Максимальная масса заготовки в патроне и центрах – 100 кг.
- Максимальная длина обрабатываемой детали – 1 кг.
- Диапазон скоростей шпинделя – от 28 до 1250 оборотов в минуту.
- Диаметр сквозного отверстия в шпинделе – 3,5 см.
Более детальные характеристики станка можно посмотреть в приведенных ниже таблицах:
Система управления и строение
Детального описания требуют ключевые узлы устройства.
Коробка подачи. Благодаря установленным в ней механизмам, оператор станка имеет возможность изготовлять четыре типа резьбы. Система коробки подач приводится в действие коробкой скоростей. Необходимые подачи активируются при помощи ручек управления, которые находятся на данном узле.
Суппорт. Конструкция данного узла позволяет ему осуществлять продольные и поперечные движения. В первом случае суппорт двигается по станине, а во втором – по каретке. Приводит в действие данный механизм можно вручную или при помощи механического привода. Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях.
Фартук. На данном узле установлены две муфты, при помощи которых оператор приводит в движение суппорт. Конструкция муфт позволяет в автоматическом режиме прерывать подачу, если рабочие узлы станка перегружены. Недостатком установки можно назвать отсутствие у фартука функции автоматического передвижения суппорта. Зато на нем предусмотрена блокировка от одновременной активации ходового винта и ходового валика.
Коробка скоростей. Данный узел оператор может перемещать в вертикальном направлении по специальной стойке. Коробка передач приводится в движение электромотором при помощи клиноременных передач. При прямом и обратном вращении двигателя у шпинделя будет шесть скоростных режимов.
Узел для сверления имеет отдельный привод и может работать автономно от токарно-фрезерного узла, а его скорость регулируется при помощи специального шкива. Также устройство имеет 2 люнета и 2 патрона.
Видео: краткий обзор универсального токарного станка 1М95.
Условия эксплуатации
Создание оптимальных условий для работы малогабаритного оборудования – залог его долгой и безотказной работы. Для этого требуется соблюдение ряда условий.
- Поддержание температурного режима в мастерской от 1 до 35°C. После нахождения в условиях минусовой температуры, станок необходимо прогревать в течение 8 часов.
- Осуществление контроля влажности. Она не должна превышать 80%.
- Периодическая замена масла в коробке.
- Регулярный осмотр электрической проводки и двигателя, удаление с них скопившейся грязи.
- Очистка поверхности станка от стружки и пыли после окончания работ.
Техника безопасности
- Работать в защитных очках и одежде, прилегающей к телу.
- В рабочей зоне запрещено присутствие посторонних предметов.
- Рукоятки управления и переключения располагаются за пределами опасных зон станка.
- Проводится контроль надежности крепления заготовки в фиксаторе.
- Запрещается удалять стружку руками и останавливать патрон во время движения.
- Постоянно контролируется уровень охлаждающей жидкости, целостность электропроводки и отсутствие повреждений корпуса.
Нарушение перечисленных правил может привести к получению травмы рук и глаз. Пренебрежительное отношение к технике безопасности несет угрозу более серьезных повреждений с летальным исходом.