Действие и преимущества станка
Плазменные станки, применяемые для резки металла, являются высокотехнологичными современными устройствами. Базовый аппарат-плазморез представляет собой источник резки, состоящий из профильных рельс, передвигаемого резака и рабочей поверхности. Система ЧПУ – это комбинация стойки и монитора, расположенного в защищённом корпусе. Система также снабжена управляющей панелью с клавиатурой.
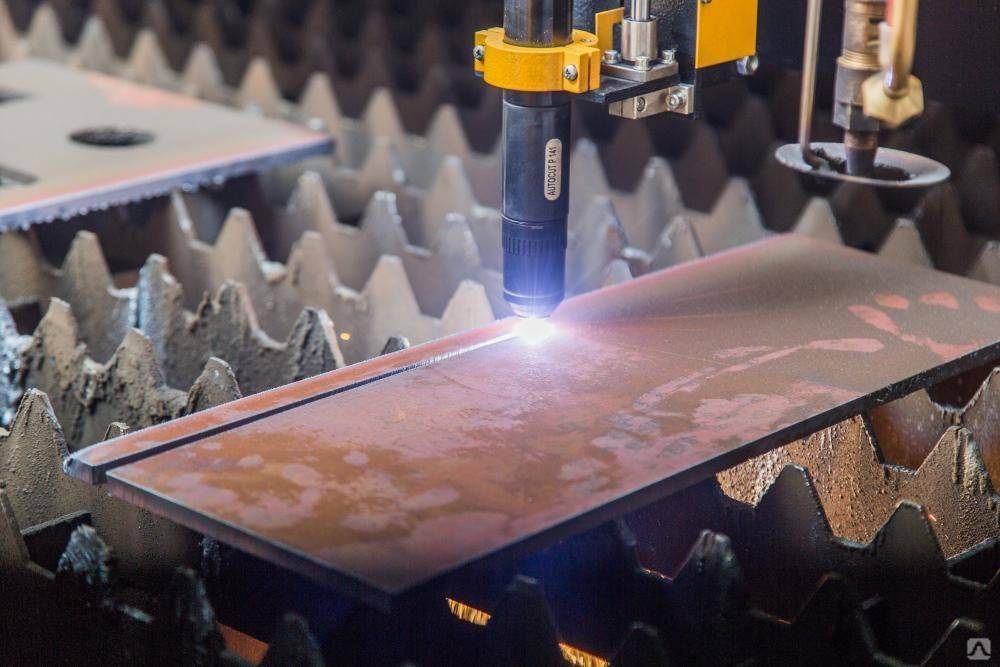
 Пример установки для плазменной резки металла с ЧПУ
Пример установки для плазменной резки металла с ЧПУ
Станок плазменной резки осуществляет свою работу с помощью загрузки технического чертежа. Система числового программного управления осуществляет реализацию чертежей любой сложности. Деталь, имеющая простую конфигурацию, загружается оператором в базу и выполняется без составления плана. Более сложные формы проходят мониторинг от управляющих программ AutoCAD и CorelDraw.
Плазменный станок отличается простым принципом действия. Плазморез под действием потока воздуха нагревается до высокой температуры. Ионированный газ расплавляет кусок металла в нужном месте, и ненужная часть конструкции отсекается благодаря давлению. Запрограммированный аппарат с ЧПУ выполняет работу самостоятельно, без участия операторов.
Плазменный станок с ЧПУ является незаменимым устройством на промышленных предприятиях, ведь он позволяет выполнять маневренные и быстрые операции по резке металла. Подобная машина помогает обрабатывать компоненты металлоконструкций и элементы технического оборудования. С помощью станка, оснащённого системой ЧПУ, осуществляется сложный раскрой металлов.
4 Как правильно пользоваться аппаратом?
Сначала зажигают электрическую дугу. Перед этим надо продуть плазмотрон воздухом, тем самым удалив из него инородные частицы и случайный конденсат. Для этого нажимаем, а потом отпускаем кнопку зажигания дуги. У аппарата при этом запускается режим продувки. Выждав около 30 секунд, нажимаем и уже удерживаем кнопку поджига. Между наконечником сопла плазмотрона и электродом должна зажечься дежурная дуга. Горит она, как правило, 2 секунды. За это время надо зажечь рабочую (основную) дугу.
Она должна образоваться автоматически в результате процессов, описанных выше, но чтобы это произошло, плазмотрон необходимо держать достаточно близко от поверхности металла, но ни в коем случае не касаться его.
После загорания рабочей дуги дежурная гаснет, а из сопла плазматрона начинает проистекать поток режущей плазмы, как это показано на видео, и можно начинать резку. Если с первого раза рабочую дугу зажечь не удалось, отпускаем кнопку зажигания и нажимаем ее снова для нового цикла. Рабочая дуга может не зажигаться по следующим причинам:
- у подаваемого воздуха недостаточное давление;
- плазматрон собран неправильно;
- иные неполадки.

Также бывает, что рабочая дуга гаснет в процессе работы. Чаще всего, это случается из-за несоблюдения нужного расстояния между поверхностью металлов и плазмотроном, а также когда изношен электрод последнего.
Соблюдение расстояния между поверхностью металлов и плазмотроном при резке своими руками является не менее сложной задачей, чем выдерживание нужной скорости обработки. Оптимальное расстояние составляет всего 1,6–3 мм. Работая руками, постоянно удерживать резак на такой высоте довольно сложно, тем более, что касаться поверхности металла плазмотроном нельзя. Руку периодически сбивает дыхание или невольные движения тела, и рез в результате получается неровным. Чтобы соблюдать нужное расстояние, пользуются специальными упорами (как показано на видео), которые надевают на сопло.
При резке своими руками также следует обращать внимание на угол, под которым надо держать плазмотрон относительно металла. Он должен быть строго перпендикулярен поверхности заготовки
В зависимости от вида обрабатываемого металла допускаются отклонения от прямого угла в 10–50°. Когда заготовка очень тонкая, плазмотрон можно вести под незначительным углом, иначе тонкий металл в процессе резки будет сильно деформирован.

Этап первый: проверка и сборка оборудования
Перед началом резки нужно убедиться в том, что рядом с оборудованием нет следов масла или иных легковоспламеняющихся веществ. Кроме того, потребуется выполнить следующие действия:
- Продуваем шланги, чтобы удалить пыль и иные загрязнения.
- Присоединяем их к соответствующим штуцерам синего (для кислорода) и красного (для пропана) цвета.
- Убеждаемся в отсутствии утечки газов.
- Проверяем работоспособность редукторов и их герметичность.
- Убеждаемся, что манометры точно показывают давление газов.
Все эти действия позволяют обеспечить полную безопасность резки. Поэтому выполнять их необходимо. В противном случае риски взрыва баллонов существенно возрастают.
Для каких работ подходит?
Плазмотроны с водяной системой охлаждения предназначены для разделительного резания металлопроката разных марок и толщин, а также цветных металлов и их сплавов. Их используют как для прямолинейного, так и для фигурного раскроя. Применяются преимущественно в конструкции промышленного оборудования для плазменной резки.
Устройства этого типа используются в разных отраслях:
- строительная и металлургическая промышленность;
- тяжелое машиностроение;
- изготовление металлоконструкций;
- авиа-, автомобиле-, судостроение и др.

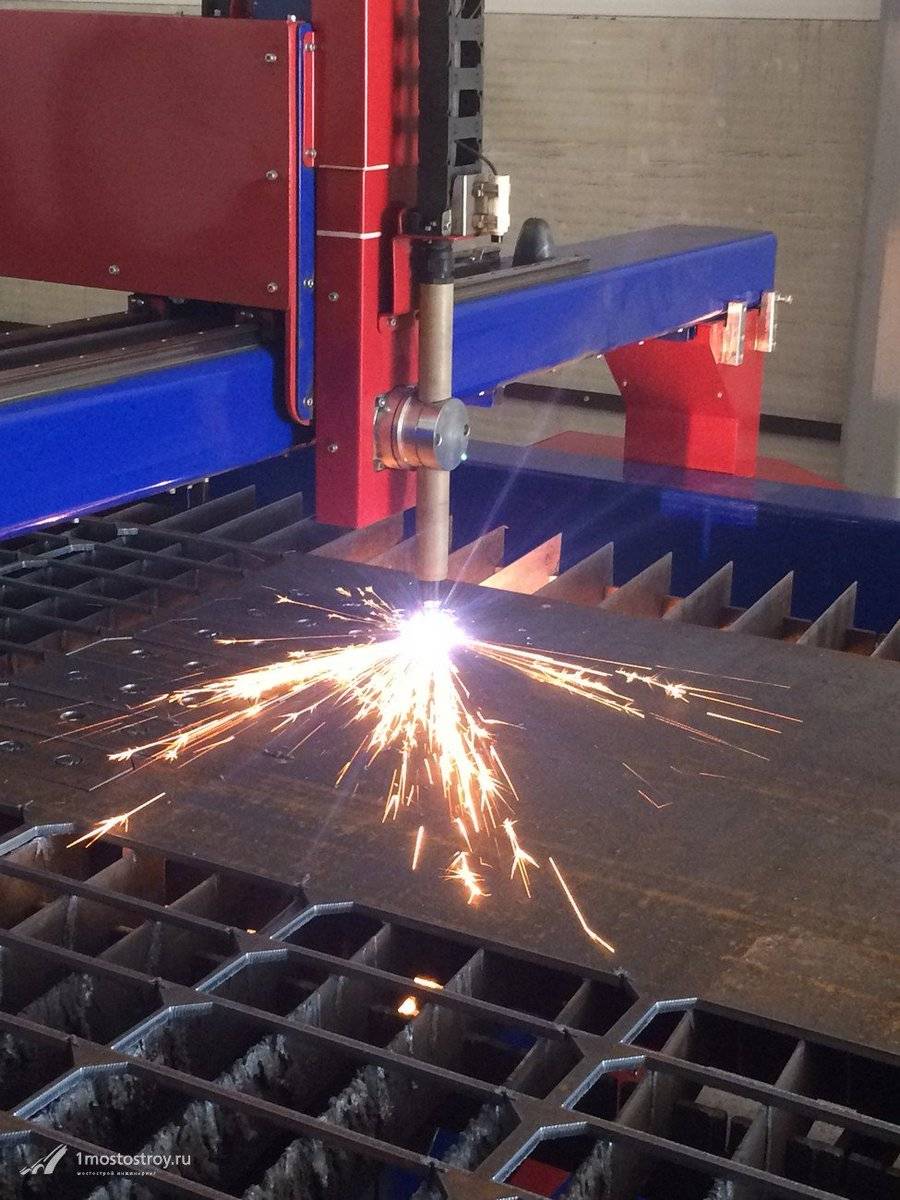
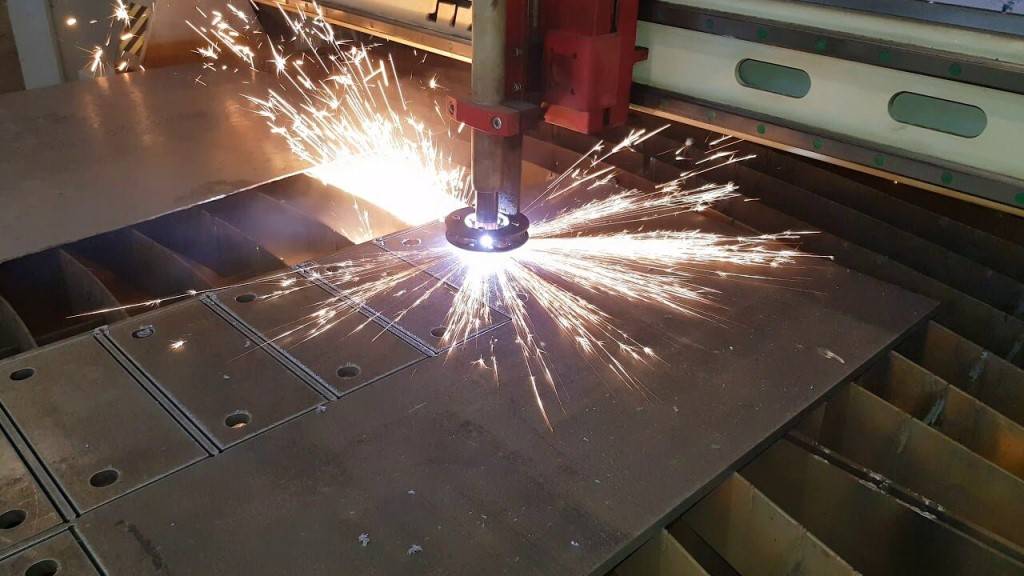
Фото 11. Пример использования портальной автоматической установки в заводских условиях
С помощью плазмотронов на воде можно резать стали с любым содержанием углерода и легирующих элементов, чугун, медь, алюминий, сплавы на их основе и даже титан. Главное здесь правильно подобрать смесь газов и выставить рабочие параметры (ток резки, давление газа и т.д.).
Основные критерии выбора
Все станки для плазменной резки можно поделить на несколько основных групп:
- бюджетный вариант;
- оборудование с целью использования в промышленной сфере, созданной по простой технологии;
- оборудование для использования в промышленной сфере, созданной по сложной технологии.
У всех моделей есть свои ресурсы, уровень продуктивности и цена. Однако в специализированных магазинах цель – продать товар подороже, поэтому необходимо разбираться в факторах, по которым можно самостоятельно собрать оборудование для резки металла.
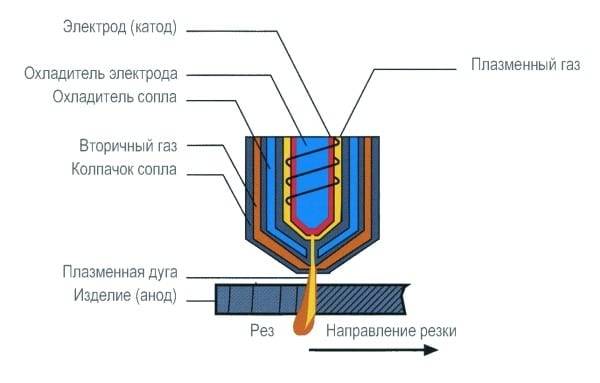
Схема плазменной резки.
Стоит отметить основные критерии выбора станка плазменного резания для изготовления своими руками:
- У станка ЧПУ, созданного своими руками, должен быть портал, на котором устанавливаются направляющие двигатели, зубчатые рейки либо ремни. При помощи этого элемента можно регулировать жесткость и точность резки. Сама деталь должна быть как можно легче, чтобы обеспечить быстрое ускорение. Это влияет на качество резки угловых участков и небольших дырочек на большой скорости.
- Агрегат должен обладать качественной стойкой, благодаря которой совершается управление над всеми системами. Это также позволяет правильно расположить каждый провод и шланг для качественной и продуктивной работы. Стойка помогает облегчить и улучшить сам процесс, а аккуратность сократит риск повреждения механизмов во время эксплуатации.
- Следует аккуратно подходить к выбору краски для устройства. Используйте только известных и проверенных изготовителей. Лучше всего использовать дорогую порошковую окраску. Её особенность заключается в устойчивости ко всем внешним факторам. Качественные агрегаты грамотный сборщик всегда красит по отдельности по детально, в отличие от дешевого, где конструкция просто поливается краской. В последнем случае станок ненадежный, некачественный и быстро поломается.
- У станка также должна быть система, удаляющая дым. При эксплуатации данного оборудования возникает много дыма, который при попадании в организм, может навредить. Чтобы избежать неприятного фактора, достаточно установить водоналивной стол либо механизм с принудительной вентилированной системой. Эти детали имеют вид ванны с водой, куда крепится опора с ламели, чтобы уложить материал. Необходимо отметить, что лист должен быть чуть ниже уровня воды. Благодаря этому, во время процесса, дым и другие негативные компоненты пропадают под водой. Вода может превратиться в кислоту, поэтому её регулярно надо менять, а сам механизм тщательно промывать.
- Для работы с агрегатом необходимо подготовить рабочий стол соответствующего размера, дабы можно было комфортно работать. Поверх стола кладется металлический лист. Сам стол зачастую либо интегрированный в портал, либо расположен раздельно.
- Двигатель в оборудовании для резки металла с ЧПУ должен обладать запасом мощности, чтобы как можно дольше сохранить его работоспособность. Качество зубчатых реек, шестеренок, приводных ремней и направляющих должно быть безупречным, поскольку это влияет на точность резки, воспроизводимость шума при выполнении работы, а также на ресурс рабочего стола. Бывают серводвигатели либо шаговые. В первом случае деталь окажется эффективнее, нежели шаговая, за счет «запоминания» своего последнего положения в пространстве. Они также выполняют специфические задачи и, в отличие от шаговых, являются более уместными в рассматриваемой конструкции с другим порядком точной резки.
Плюсы и минусы плазменной резки
Если говорить о разных технологиях резки металлов, то больше всего на плазменную резку похожа лазерная. Поэтому обсудим достоинства интересующего нас подхода, сравнивая эти два метода:
- Плазма позволяет резать любые металлы, даже цветные, тугоплавкие и все остальные, обработка которых обычно вызывает наибольшие сложности.
- Скорость работы гораздо выше, чем при использовании газового резака.
- Возможность делать резы любой формы, в том числе в виде геометрических фигур, а также производить фигурную резку, вне зависимости от ее сложности. То есть такая технология позволяет воплощать самые смелые творческие задумки при работе с металлом и другими материалами, отличающиеся непростой обработкой.
- Плазменный резак справляется с листами любой толщины, позволяя сохранить скорость и качество раскроя.
- Данный метод универсален, поскольку дает возможность работать как с металлами, так и с другими материалами.
- Резка плазмой быстрее и эффективнее, чем все известные механические способы.
- Возможна работа перпендикулярно к поверхности заготовки, а также под углом, за счет чего удается освоить широкие листы металла.
- Это экологически безопасный способ, при котором происходит минимальный выброс вредных веществ в воздух.
- Не требуется нагрева металла перед резкой, благодаря чему снижаются временные затраты.
- Повышенный уровень безопасности достигается за счет отказа от взрывоопасных газовых баллонов.
Пока не существует методов обработки металлов, не имеющих минусов. Стоит отдельно остановиться на недостатках плазменной резки:
- Высокая стоимость аппаратов для резки, даже когда речь идет о наиболее простых ручных устройствах.
- Предельная толщина обрабатываемого таким образом металла составляет лишь 100 мм.
- Высокий уровень шума, вызванный тем, что подача воздуха или газа производится на большой скорости.
- Непростое дорогое оборудование требует постоянного грамотного технического обслуживания.
Отметим, что при резке нагревается только небольшой участок поверхности заготовки. После чего ему требуется меньше времени на остывание, чем когда работают лазерные или механические устройства для резки.
Сложные виды резания, продвигающие бизнес
Металлические дизайнерские изделия, кованные элементы интерьера и экстерьера нынче в фаворе у состоятельных людей. Но все эти «металло-шедевры» рождаются с заготовок, вырезать которые на установках плазменной резки не составляет никакого труда. И стальной герб нашей державы, и родовой геральдический знак из бронзы несложно вырезать на таком оборудовании, окупающих затраты на их приобретение, иногда даже в течении первых нескольких месяцев.
Кроме высокохудожественного использования металлических заготовок применение плазменной резки в бизнесе повысит рентабельность предприятия, занимающегося производством вентиляционного оборудования. Опытные резчики знают, что ручное нарезание тонколистовых заготовок с помощью обычных ножниц по металлу приводит к появлению зазубрин и к короблению заготовок.
При этом далеко не всегда удается достичь высокой точности размеров и форм. Каждый, кто однажды пытался разрезать картон, поймет, что это действительно так (а ведь картон — не тонколистовая сталь).
В тоже время бизнес с использованием плазменной резки позволит сделать абсолютно плоские тонкие заготовки безупречной формы практически с нулевым отклонением размеров, причем и линейных, и радиусных. Более того, идеальное состояние кромок полученных заготовок, отсутствие наплывов позволит снизить трудозатраты на последующей зачистке (ручной или гвалтовкой).
Снижение отходов и трудозатрат
Бизнес со станками плазменной резки позволит максимально рационально раскроить лист металла. При этом отходы будут наименьшими, что тоже сократит себестоимость каждой отдельной заготовки. Заказав подходящую модель станка, вам не придется держать целых штат рабочих: гильотинщиков, газорезчиков, наладчиков и т.д.
Один оператор справится с управлением нашего оборудования. Причем обучение работе на плазменных станках занимает всего один день, да и не стоит покупателю не копейки. Для любого пользователя ПК освоение оборудования не составит особого труда.
Снижение трудозатрат для бизнеса с плазменной резкой, согласитесь, еще один весомый пункт повышения рентабельности производства. А если учесть, что это оборудование имеет автоматическое управление, вполне реально задействовать одного оператора для работы на нескольких механических станках. Это даст еще большую экономию фонда зарплаты, причем качество нарезаемых заготовок останется безупречным.
Аппарат плазменной сварки: какие бывают
Принято делить аппараты на разновидности по их мощности. За меру берут сварочный ток в плазменной дуге. Но не только ток отличает аппараты в данном случае. Есть и отличия в конструкции аппаратов и горелок.








Микроплазменные
Промышленный источник микроплазменной сварки SBI PMI 50 TL Basic
Микроплазменными называют аппараты, работающие при токе от 100 миллиампер до 25 А. Они подходят, начиная от нижнего предела, для сварочных работ по ювелирным изделиям и вплоть до резки листового металла толщиной 10 мм.
Это простые аппараты, работающие на постоянном токе, диаметр их сопла имеет величину от 1.3 до 2.5-3 мм.
Рабочий газ получают из воды и спиртовых или ацетоновых смесей.
Катод изготавливают из меди с легированием гафнием.
На среднем токе
Аппараты среднего тока работают в пределах 50-150 ампер. Преимущественно, они используются для резки металла. Рабочим газом служит обычный воздух, как самый дешевый, и оптимальный при том, вариант. Однако, эти же аппараты могут применяться и с другими рабочими и защитными газами. Источники питания для них более совершенны, конструкции горелок сложнее, с вольфрамовым легированным катодом, иногда имеют подвод охлаждающей воды для анода и часто – высоковольтный импульсный запуск и режим малого тока для дежурной дуги.
На большом токе
Сильноточные аппараты создают дугу с током от 150 А и, вообще говоря, малоактуальны для индивидуального потребителя. Их используют в судостроительной промышленности, в ядерном машиностроении и в приборостроении для ядерной физики. Очень часто эти аппараты являются лишь частью роботизированных комплексов. Их горелки используют вольфрамовые катоды, легированные бериллием, торием, или лантаноидами, для максимального понижения работы выхода электронов.
Оборудование плазменной резки
Плазменная резка как способ обработки материалов имеет ряд преимуществ.
Под плазменной резкой подразумевается проведение локального нагрева металла с его последующим разделением и плавлением. Высокая температура достигается благодаря струе плазмы, которая образуется вследствие таких последовательных процессов:
- Формируется электрическая дуга между соплом оборудования и электродом либо между разрезаемым металлом и электродом. Температура дуги составляет 5000º.
- Осуществляется подача газа в сопло аппарата. Дуга нагревается до 20000º.
- Поступающий газ ионизируется и становится струей, температура которой достигает 30000º.
Плазменная струя имеет яркое свечение и высокую электропроводность. Скорость потока плазмы, выходящей из сопла аппарата, может достигать 1,5 км/с. Благодаря вышеперечисленным техническим характеристикам можно расплавлять и разрезать детали из металла толщиной до 0,2 м.
Оборудование для резки металлических изделий условно можно подразделить на 3 категории:
- аппараты;
- установки;
- машины.
Сфера применения аппаратов — ручной метод обработки металла, установки и машины применяются для автоматической резки и сварки в промышленных масштабах. Для всех видов оборудования характерны преимущества использования плазменной резки:
- высокое качество обработки поверхности (ровный срез и минимальная толщина шва);
- возможность создания изделий разной геометрической формы;
- быстрота и точность разрезания металла;
- это наиболее надежный и безопасный процесс резки;
- универсальность технологии (сварочные работы могут осуществляться и на открытом воздухе, и под водой);
- минимальные энергозатраты;
- возможность соединения разрезанных заготовок с помощью любой технологии сварки без обрезания кромок и выполнения других подготовительных работ;
- простота технологии (не требует специального обучения).
Для использования плазменного аппарата (плазмотрона) необходимы:
- источник электрического питания;
- шланг и кабели для соединения аппарата с электрической сетью и источником газа;
- компрессор (обеспечивает подачу воздуха с заданной скоростью и давлением).
Особое внимание уделяется источнику питания, который является частью электроцепи. Для функционирования большинства источников применяется сеть с переменным напряжением
При этом такое напряжение может быть преобразовано в постоянное, однако некоторые аппараты лишь усиливают переменное напряжение.
Для резки листового металла своими руками можно воспользоваться инвертором. Он обеспечивает стабильность рабочей дуги и имеет достаточную мощность для проведения работ в домашних условиях.
Оптимальной мощностью обладают источники питания трансформаторного типа. Главные преимущества таких моделей — универсальность (используются при ручной и автоматизированной плазменной резке), устойчивость к перепадам напряжения в сети и бесперебойная работа. Недостаток — высокий уровень потребления электрической энергии.
В промышленных условиях плазменная резка труб и других изделий из металла осуществляется с помощью оборудования с программным управлением.
Станки плазменной резки труб с ЧПУ Кристалл
Плазменный станок с ЧПУ (числовое программное управление) является более эффективным аналогом ручного оборудования. Главное отличие аппаратов плазменной резки металла состоит в том, что они позволяют выполнить сложный раскрой металлических листов с максимальной производительностью и точностью.
К популярным и востребованным агрегатам для плазменной резки труб с ЧПУ относится станок «Кристалл». Его называют труборезом, потому что данный станок можно применять для разрезания и круглых, и прямоугольных труб. Также с помощью этого трубореза выполняется фигурная резка труб.
Технические характеристики аппарата плазменной резки с ЧПУ «Кристалл»:
- максимальная длина разрезаемых труб — 12 м;
- диаметр труб — 6-60 см;
- толщина стенок труб — до 2 см;
- модуль вращения оснащен зажимным патроном и системой удаления дыма;
- стойка с программным управлением имеет систему видеонаблюдения.
Комплектующие аппарата «Кристалл»:
- радиальный вентилятор, помещенный в шумоизолирующий кожух;
- станина с направляющими вдоль труб;
- подвижная каретка с приводом;
- рельсы, оснащенные 3 роликовыми опорами (служат для регулировки расположения заготовок).
Принцип резки изделий агрегатом «Кристалл» заключается в следующем. Плазмотрон устанавливается в центральной части трубы. Программное управление осуществляется в трех направлениях: по длине трубы, высоте плазмотрона и углу вращения заготовки вокруг своей оси. При осуществлении фигурной резки заготовка не вращается. Из этого видео вы сможете понять принцип работы лазерного резака:
2 Основные типы оборудования и виды аппаратов для ручной резки
Все оборудование делится на устройства косвенного действия, предназначенное для резки бесконтактным способом, и прямого действия – для контактной. Первый тип применяют в основном для обработки различных неметаллических материалов (как на видео). В них дежурная дуга образуется между соплом и электродом плазмотрона.

Оборудование прямого действия применяют для резки различных металлов и их сплавов. При работе разрезаемая заготовка подключается к плюсовому выходу плазменного устройства, становясь частью его электрической схемы. Все аппараты для ручной резки металлов являются устройствами второго типа – прямого действия. В них для создания плазмы, охлаждения сопла и обдува поверхности реза обычно используют воздух, подаваемый из баллона или от компрессора. Аппараты бывают инверторные и трансформаторные.
Первые, по сравнению со вторыми, компактны, эстетичны, потребляют меньше электроэнергии и мало весят, что немаловажно при работах на выезде. У них также выше на 30 % КПД и более стабильная электрическая дуга
Однако инверторы менее мощные и довольно чувствительны к перепадам напряжения в сети. Трансформаторы более надежны и долговечны, не боятся скачков питания и их можно использовать для резки металлов большей толщины.

Принцип действия установки
Конструктивно оборудование для плазменной разделительной резки металлов включает следующие компоненты:
- Источник питания – служит для подачи тока и напряжения для возбуждения дежурной и режущей дуги. Он может иметь крутопадающую вольтамперную или постоянную токовую характеристику.
- Плазмотрон – устройство для образования и стабилизации плазменной струи. Имеет сложную конструкцию, основными элементами которой являются сопло, катод, завихритель.
- Система охлаждения – предназначена для охлаждения кабелей и плазмотрона, которые подвержены чрезмерному нагреву. Установки мощностью от 100 А оборудуются водяным охлаждением, менее мощные аппараты – воздушным.
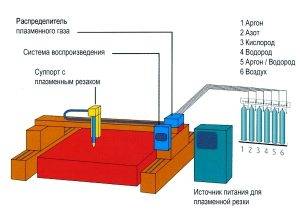
- Система воспроизведения или ЧПУ (числовое программное управление) – комплекс, обеспечивающий автоматическое движение суппорта с плазмотроном по заданному специальной программой контуру.
- Стол для резки (актуально для автоматических машин с ЧПУ) – представляет собой стальной настил для размещения металлопроката, который будет резаться.
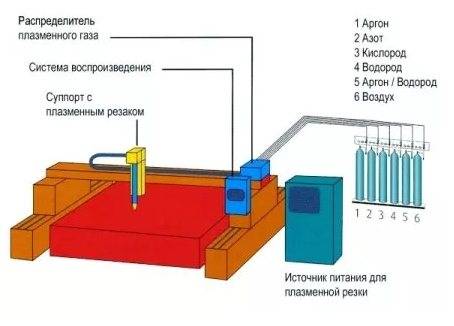
Рисунок 1. Примерная схема оснащения участка по автоматической плазменной резке
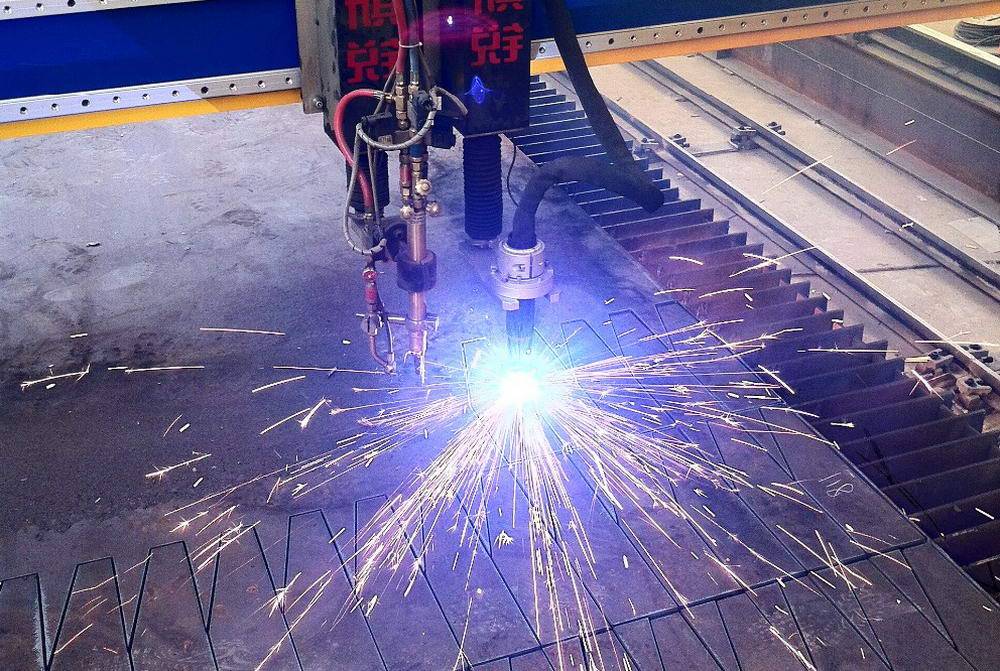
Принцип работы заключается в образовании плазмы, которую плазмотрон формирует в струю направленного действия. Плазменная дуга прямого действия возникает при протекании тока от катода (неплавящийся электрод) на анод (стальную заготовку). За счет высокой плотности энергии и большой температуры (до 5000-30000 °C) плазма расширяется, что приводит к ее высокоскоростному (до 3 км/сек.) истеканию по направлению к металлопрокату.
Струя плазмы формируется небольшим отверстием в сопле и, благодаря направленному воздействию, мгновенно нагревает металл до температуры плавления, выдувая его из зоны реза.
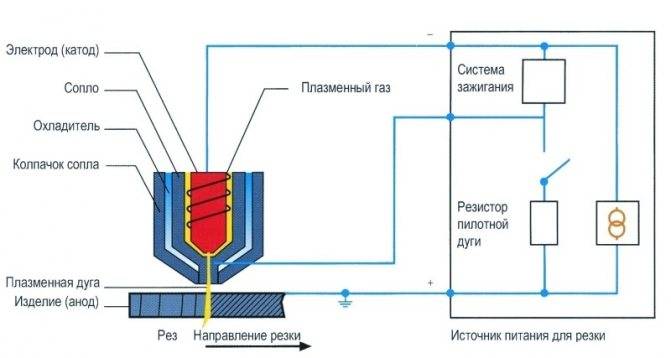
Рисунок 2. Принцип работы устройств
Последовательность работы с установками следующая:
- Подготовка – укладка металлического листа на рабочий стол, к которому подведен «плюсовой» провод, подключенный к источнику питания. «Минусовой» провод подключен к электроду в плазмотроне. Проверка работоспособности оборудования, целостности шлангпакетов и т.д.
- Поджиг дежурной дуги за счет подачи высокого напряжения и возбуждение режущей дуги при касании пилотной к разрезаемому материалу.
- Прожиг металла и движение плазмотрона по заданному контуру с постоянной скоростью и расстоянием между заготовкой и соплом.

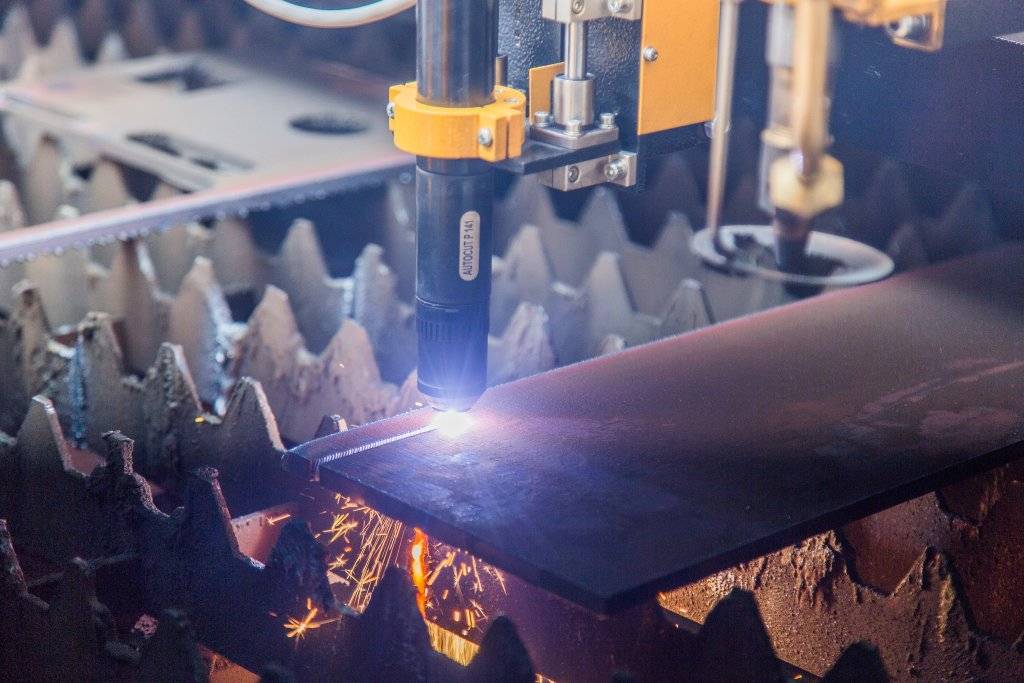
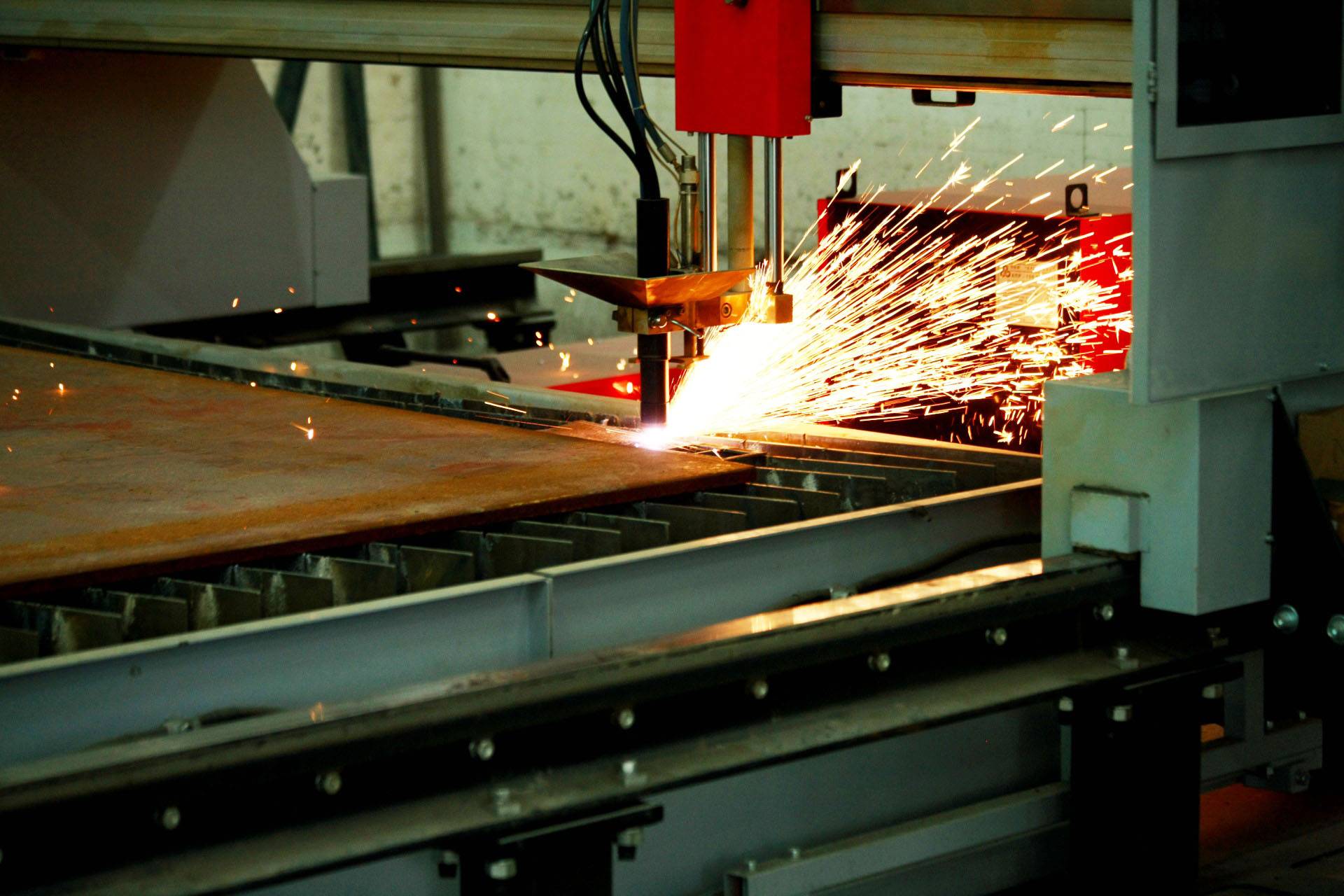
Фото 3. Процесс разделительного резания струей плазмы
Этап второй: запускаем газовый резак
На этом этапе нужно настроить оборудование для резки, ориентируясь на толщину металла. Сперва на редукторах регулируется давление газов. Для кислорода оно составляет 5, а для пропана – 0,5 атмосферы. Затем поступаем следующим образом:






![Ручная плазменная резка [аппараты, оборудование, видео]](https://lab-metr.ru/wp-content/uploads/c/5/a/c5a0b964c06f33754a6a7e9f63601b00.jpeg)
- Открываем баллон с пропаном и поджигаем резак.
- Упираем сопло в металл с небольшим наклоном и пускаем кислород.
- Настраиваем пламя. Для этого нужно поочередно открывать и закрывать пропан и кислород чтобы добиться появления так называемой коронки. Пламя должно приобрести синий цвет.
Все настройки на этом завершены. Теперь остается лишь разрезать металл.
Изготовление своими руками
Изготовление каркаса своими руками
Многие небольшие мастерские, частные предприниматели заинтересованы в плазморезах с программным управлением. Покупные модели стоят больших денег, из-за чего недоступны многим покупателям. Могут возникнуть мысли о сборке самодельного резака с ЧПУ. Чертежи конструкции с рабочим столом, направляющими можно найти в интернете. Однако самые большие сложности возникнут со сборкой плазмотрона, подключения автоматизированной системы. Чтобы выполнить поставленную задачу, необходимо разбираться в программировании, уметь правильно выставлять детали.
Виды технологий плазменной резки
Такая технология подразумевает применение одного газа – воздуха либо азота. Он выполняет сразу две функции: охлаждает и является основой для образования плазмы. Обычно в подобных системах сила номинального тока не более 100 А, поэтому они справляются с плазменной резкой материалов до 5/8 дюймов толщиной. Этот подход используется преимущественно для ручной резки.
С двумя видами газа.
В соответствии с технологией, один газ используется для образования плазмы, другой является защитным, то есть перекрывает доступ воздуха из атмосферы в область резки. Таким образом удается добиться более высокого качества обработки. Данная методика считается наиболее распространенной, так как позволяет использовать различные сочетания газов для формирования рабочей среды.
С применением водной защиты.
Эта технология имеет тот же принцип, что и предыдущий метод, отличие в том, что защитный газ заменен водой. Благодаря жидкости достигается более качественный отвод тепла от сопла и заготовки, рез на нержавеющей стали получается наиболее аккуратным. Однако отметим, что водная защита подходит лишь для работы с механизированными системами.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
С впрыском воды.
Как и во всех остальных способах, газ необходим для образования плазмы, вода же впрыскивается радиально или по контуру завихрения в саму дугу. Так удается значительно усилить сжатие последней, то есть поднять ее плотность и степень нагрева. Сила тока в подобных условиях достигает 260–750 А, что необходимо для высококачественной резки материалов различной толщины. Такой подход тоже может использоваться лишь в механизированных системах.
Прецизионная.
Данная технология плазменной резки позволяет добиться высочайшего качества при обработке материалов, имеющих толщину менее 1/2 дюйма. Резка идет на малых скоростях, за счет чего удается наиболее точно придерживаться контура будущего изделия. Не меньшую роль играет применение новейших технологий – они необходимы, чтобы сильнее сжать дугу и получить очень высокую плотность энергии. Сразу скажем, что и этот метод работы подходит только для механизированных систем.

Особенности работы с плазморезом в домашних условиях
Использование плазмореза в бытовых условиях — отличный способ сделать что-либо своими руками.
После того как знакомство с устройством и принципом работы аппарата для воздушной плазменной резки, а также выбор нужного типа оборудования состоялись, необходимо принять к сведению еще некоторые моменты: меры безопасности, подготовка оборудования к работе, эксплуатация, согласно требованиям, указанным в техническом паспорте.
Видео:
Наряду с удовольствием сделать плазменную резку своими руками, существует немало опасностей. К их числу относится: поражение электрическим током, раскаленным металлом, плазмой или ультрафиолетовым излучением.
Поэтому, прежде чем приступить к плазменной резке своими руками, необходимо подготовить аппарат к дальнейшей эксплуатации.
ВАЖНО ЗНАТЬ: Техника лазерной резки латуни
А именно:
- Ознакомиться с инструкцией по использованию аппарата;
- Установить устройство так, чтобы обеспечить постоянный доступ воздуха. Попадание брызг расплавленного металла на оборудование недопустимо;
- Отрегулировать уровень давления воздуха, идущего в плазмотрон, в соответствии с техническими параметрами устройства;
- Подготовить поверхность обрабатываемой заготовки, очистить от ржавчины или масляных пятен. В противном случае, не исключена возможность выделения ядовитых паров при воздействии плазмой;
- Заранее определить необходимую скорость резки и мощность тока. Только так, рез, сделанный своими руками, будет ровным и без наплывов. Эти параметры при работе с различными металлами могут отличаться.
Если нет достаточного опыта работы с плазморезом своими руками, то нужно ориентироваться на искры, которые появляются с обратной стороны материала в процессе обработки.
Отсутствие искр — верный знак того, что заготовка еще не разрезана. Также не стоит вести резак слишком медленно. Это может привести к плохому качеству резки.
Чтобы этого не случилось, необходимо следить за положением плазмореза — оно должно быть строго перпендикулярным по отношению к плоскости заготовки.
Также важно использовать дистанционные упоры, с их помощью сохранить стабильное расстояние между соплом устройства и обрабатываемой поверхностью значительно проще. Видео:
Видео:
Освоить плазменную резку самостоятельно вполне по силам даже неопытным мастерам.
Главное, не игнорировать правила техники безопасности и вовремя менять расходные материалы — сопло и электрод.
Технология плазменной резки
Плазма представляет собой ионизированный газ с высокой температурой, способный проводить электрический ток. Плазменная дуга получается из обычной в специальном устройстве — плазмотроне — в результате ее сжатия и вдувания в нее плазмообразующего газа. Различают две схемы:
- плазменно-дуговая резка и
- резка плазменной струей.

Рисунок. Схемы плазменной резки
При плазменно-дуговой резке
дуга горит между неплавящимся электродом и разрезаемым металлом (дуга прямого действия). Столб дуги совмещен с высокоскоростной плазменной струей, которая образуется из поступающего газа за счет его нагрева и ионизации под действием дуги. Для разрезания используется энергия одного из приэлектродных пятен дуги, плазмы столба и вытекающего из него факела.
При резке плазменной струей
дуга горит между электродом и формирующим наконечником плазмотрона, а обрабатываемый объект не включен в электрическую цепь (дуга косвенного действия). Часть плазмы столба дуги выносится из плазмотрона в виде высокоскоростной плазменной струи, энергия которой и используется для разрезания.







Плазменно-дуговая резка более эффективна и широко применяется для обработки металлов. Резка плазменной струей используется реже и преимущественно для обработки неметаллических материалов, поскольку они не обязательно должны быть электропроводными.
Более подробная схема плазмотрона для плазменно-дуговой резки приведена на рисунке ниже.
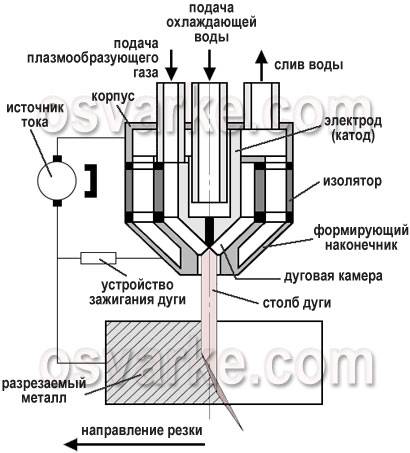
Рисунок. Схема режущего плазмотрона
В корпусе плазмотрона находится цилиндрическая дуговая камера небольшого диаметра с выходным каналом, формирующим сжатую плазменную дугу. Электрод обычно расположен в тыльной стороне дуговой камеры. Непосредственное возбуждение плазмогенерирующей дуги между электродом и разрезаемым металлом, как правило, затруднительно. Поэтому вначале между электродом и наконечником плазмотрона зажигается дежурная дуга. Затем она выдувается из сопла, и при касании изделия ее факелом возникает рабочая режущая дуга, а дежурная дуга отключается.
Столб дуги заполняет формирующий канал. В дуговую камеру подается плазмообразующий газ. Он нагревается дугой, ионизируется и за счет теплового расширения увеличивается в объеме в 50-100 раз, что заставляет его истекать из сопла плазмотрона со скоростью до 2-3 км/c и больше. Температура в плазменной дуге может достигать 25000-30000°С.

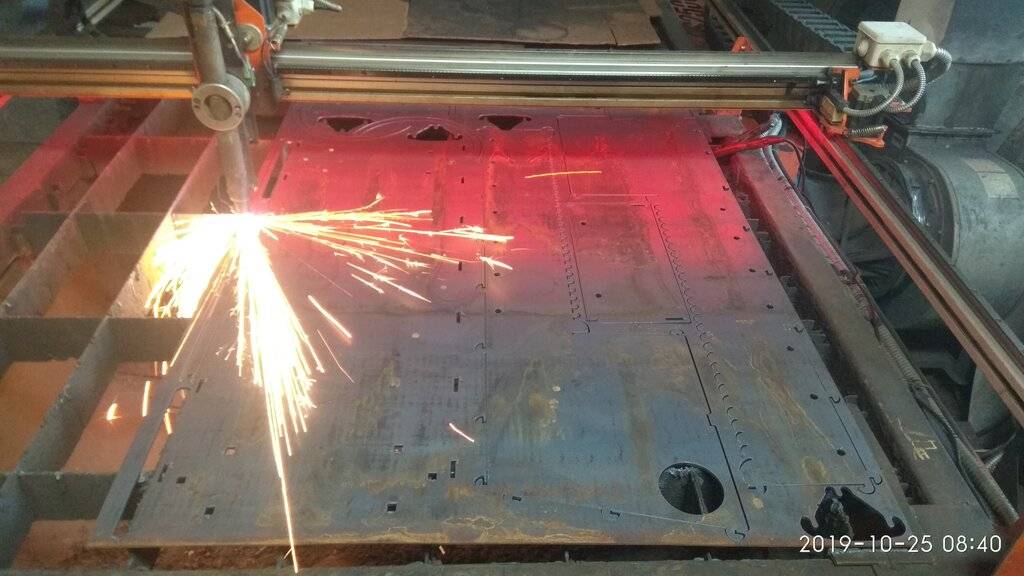
Фото. Плазменная резка металла
Электроды для плазменной резки
изготавливают из меди, гафния, вольфрама (активированного иттрием, лантаном или торием) и других материалов.
Фото. Сопла (в разрезе) для плазменной резки — медное (слева) и медное с вольфрамовой вставкой компании Thermacut (справа)
Количество тепла, необходимое для выплавления реза (эффективная тепловая мощность qр)
, поступает из столба плазменной дуги и определяется выражением:
qр = Vр·F·γ·c··4,19,
где Vр
— скорость резки (см/с);F — площадь поперечного сечения зоны выплавляемого металла (см2);γ — плотность металла (г/см3);с — теплоемкость металла, Дж/(г· °С);Тпл — температура плавления металла (°С);T0 — температура металла до начала резки (°С);q — скрытая теплота плавления (°С).
Произведение Vр·F·γ
определяет массу выплавляемого металла за единицу времени (г/с). Для заданной толщины металла имеется определенное числовое значение эффективной тепловой мощности qр, ниже которого процесс резки невозможен.
Скорость потока плазмы, удаляющего расплавленный металл, возрастает с увеличением расхода плазмообразующего газа и силы тока и уменьшается с увеличением диаметра сопла плазмотрона. Она может достигать около 800 м/с при силе тока 250А.