Принцип работы
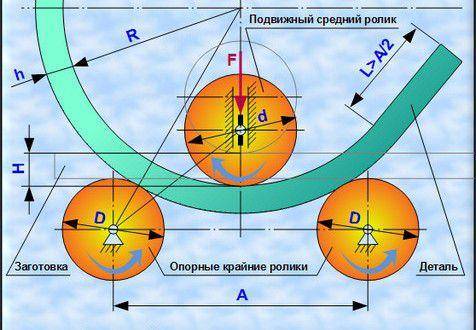
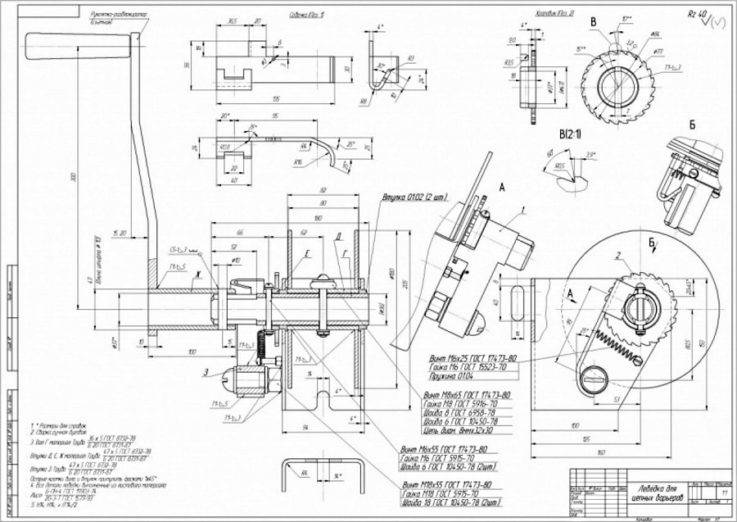
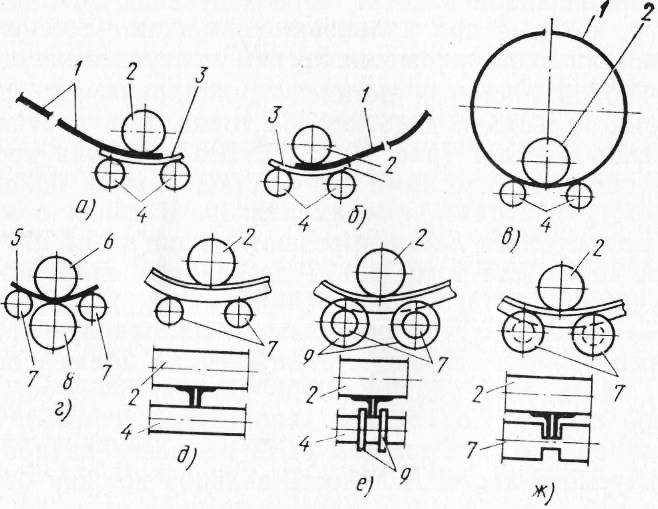
схема гибки металла на трехвалковых вальцах
Обработка на вальцах является промежуточным этапом между резкой металла и его профилированием. В основе работы вальцов лежит принцип холодной обкатки листа металла вокруг верхнего валика. От положения валиков относительно друг друга зависит диаметр будущего изделия.
Перед технологом, разрабатывающим изготовление детали, стоят следующие вопросы:
- можно ли сделать на имеющихся вальцах деталь из листового материала определенных параметров;
- на какой минимальный радиус можно согнуть лист;
- как выставить верхний ролик для получения заготовки с нужным диаметром изгиба.
Основные виды перемещения, используемые в конструкции — это вращение роликов (обратное и прямое), движение вбок и подъем.
Перед началом вальцевания поверхность листа выравнивают методом прокатывания. После чего вальцы настраивают с помощью механических устройств, точно выставляя их положение.
Листовой металл протягивается сквозь ролики и изгибается, создаются заготовки в форме цилиндров или круглых хомутов. Вращаться могут нижние или верхний ролик. Исполнительные инструменты перемещаются в вертикальной плоскости, вращаются в обоих направлениях.
Хотя гибка металла кажется простым делом, к ней допускают лишь квалифицированных сотрудников. Современные вальцы быстро перенастраиваются под новые модели изделий, сокращая затраты на изготовление продукции.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров. Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
https://youtube.com/watch?v=2w4ZwpWcBWk
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
На каждый из тавров приваривается по паре укосин с двух сторон.
К укосинам приваривается гайка болта.
Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части. Диаметр такого отверстия должен немного превышать размеры болта.
Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.
Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.

На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Особенности станков для металла
Без вальцовочного станка невозможно придать листовому металлу цилиндрическую форму, а вальцы для труб помогают обустроить водосточную систему. Станки с ковочными цилиндрами нужны для холодной гибки заготовок их металла, также благодаря вальцам можно обрабатывать:
- пластмассу;
- пластичный металл;
- резиновые смеси.
Выбирать тот или иной станок нужно в зависимости от толщины металла:
- двухвалковые вальцы включают в себя два параллельно размещенных вала, верхний имеет малое сечение и сделан из высокопрочной стали, а нижний имеет большой диаметр сечения и выполнен из стали, покрытой каучуком. В зависимости от силы давления трубы подбирается ее диаметр на выходе;
- трехвалковые могут быть симметричными и асимметричными, часто их используют при производстве вентиляций, круглых водостоков и радиусных деталей. Кроме того, трехвалковые вальцы применяют при обработке изделий из меди, железа, стали, цинка и т.д.;
- четырехвалковые конструкции оснащены внизу дополнительным валком для упрощения вальцовочного процесса.
Наиболее распространенные вальцы – это трехвалковые и четырехвалковые. Так, трехвалковые обладают такими отличительными свойствами:
- лист, ширина которого менее 6 мм, будет проскальзывать между валами;
- скорость прокатки листа должна быть максимум 5 м в минуту;
- управлять станком сложно за счет отсутствия точных координат точки зажима металла;
- доступная стоимость.
А вот четырехвалковые вальцы имеют такие характеристики:
- вальцы надежно сцеплены, и риск выскальзывания листа сведен к минимуму;
- скорость прокатки может превышать показатель в 6 м в минуту;
- процесс работы полностью автоматизирован;
- цена высокая.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.

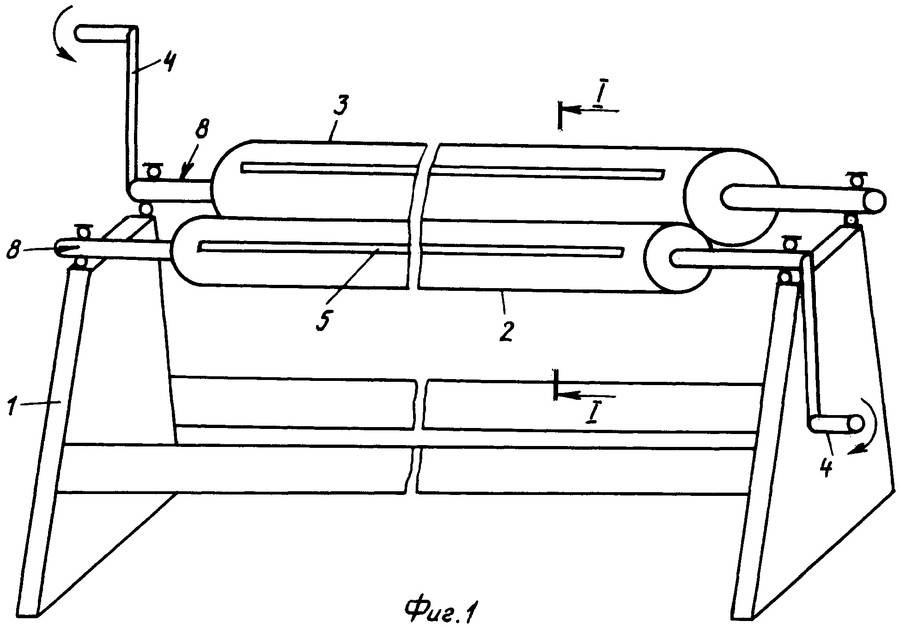
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
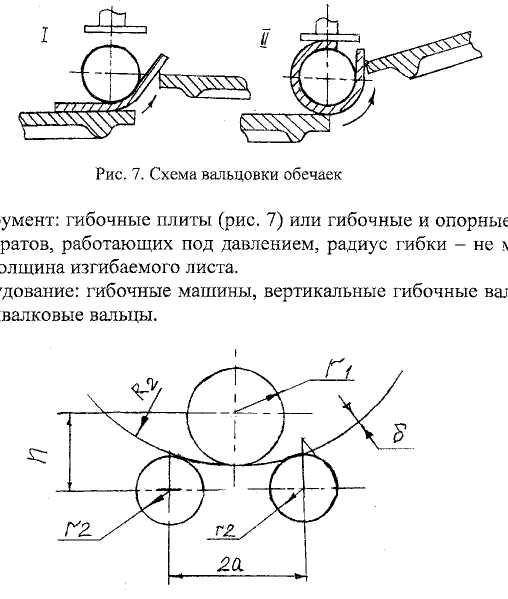
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
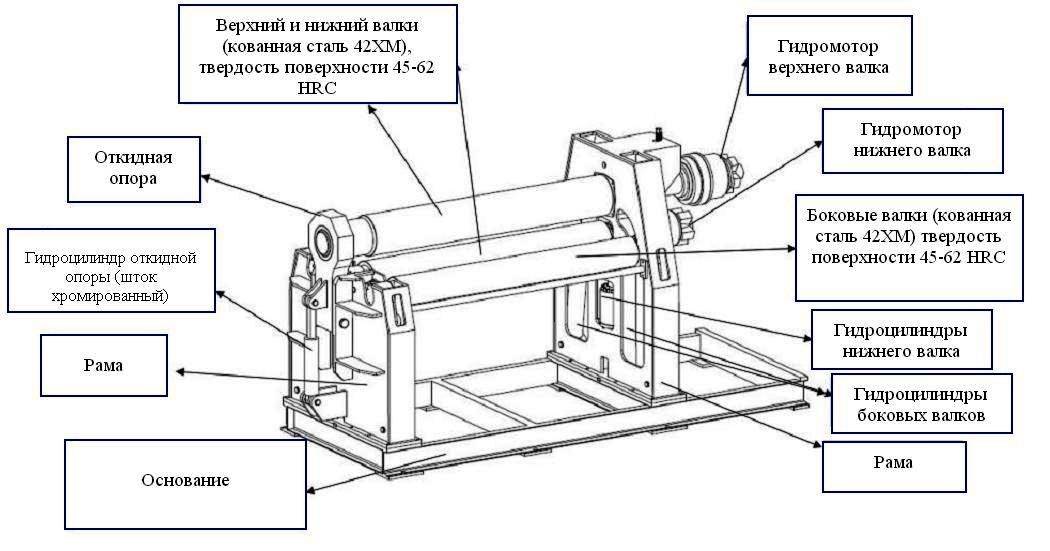
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Qui prodest?
В переводе с латыни – кому выгодно? Производить профнастил самостоятельно, хотя бы для себя, материал-то весьма востребованный. Попробуем прикинуть.
Ручной листогиб проходного типа (см. далее) стоит около $2000. На нем вроде бы можно за день-два тонну оцинковки 0,55 стоимостью $1000 превратить в 250 кв. м профнастила, которые покупные обошлись бы в $1400. Казалось бы, прямая выгода; особенно, если не ждать распродажи (предложениями рынок переполнен), а пускать в дело самому. Так, да не так.
Профнастил не прокатывают в один проход – углы местами получаются перетянутыми. Межкристаллитные связи в металле нарушаются; на вид и на ощупь шероховатый участок изгиба определяется не всегда, но скоро от него поползет трещина. А кто сейчас даст заказ без гарантии? Извольте исправлять. За свои, разумеется.
Можно уменьшить прижим, но тогда волна пойдет нестандартная. Заказчик стандартов, может быть, и не знает, но сразу увидит – материал не тот. Поставьте, будьте любезны, как у всех, или – до свиданья, обращусь к другому. И друзьям-знакомым расскажу. Гнать в несколько проходов каждый лист, меняя прижим или вальцы? Какая уж тут производительность с рентабельностью.
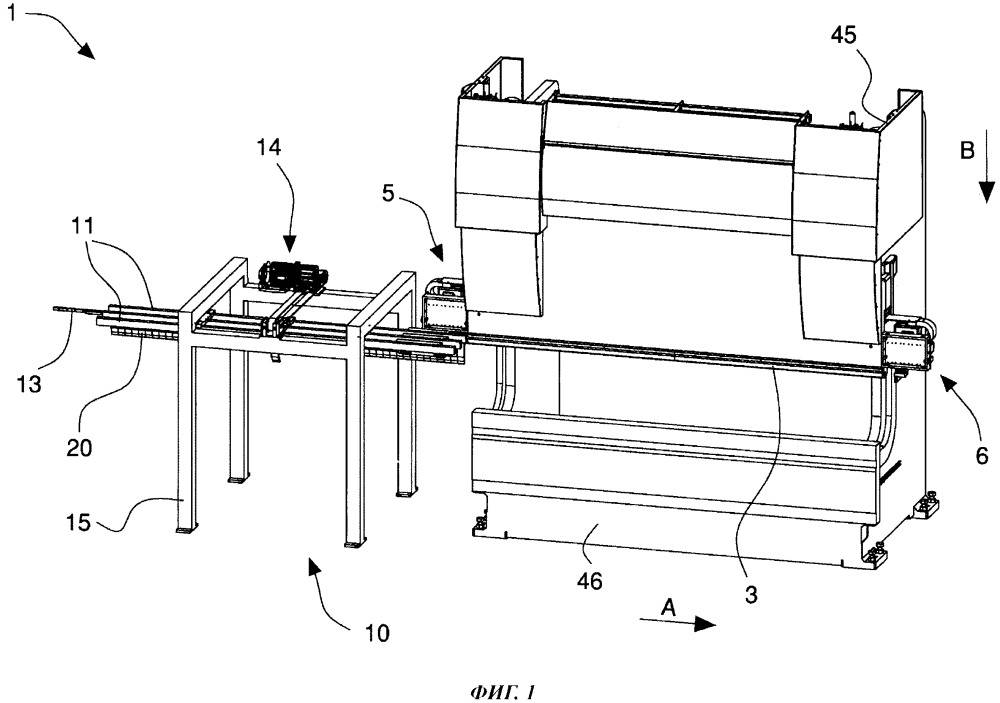
Линия для производства профнастила
Линия (собственно, прокатный стан) для профнастила – это сложный агрегат, см. рис
Обратите внимание на количество и конфигурацию валков. Назначение такой системы – разогнать остаточные напряжения по листу, чтобы те не вышли за допустимые пределы. Поэтому волна формируется постепенно
Поэтому волна формируется постепенно.
Стоит такое оборудование, как минимум, $20 000, китайского производства. Стабильное качество готовой продукции гарантируется только для конкретных марок стали конкретного производителя. Потребляемая мощность – от 12 кВт. Т.е. нужна специализированная производственная площадь с соответствующим лимитом потребления электроэнергии и контуром заземления, хотя для обслуживания достаточно одного оператора. Есть ли в вашей операционной зоне (попросту – в доступных вам окрестностях) неудовлетворенный спрос на профнастил, позволяющий все это окупить в приемлемые сроки? И готовы ли вы начать вполне серьезный бизнес с жесткой конкуренцией?
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.
WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.
- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.


Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Правила работы на самодельном листогибе
 Этот станок является довольно травмоопасным, поэтому при гибки железного листа, необходимо соблюдать технику безопасности. Прежде чем приступить к работе на покупном оборудовании, нужно первым делом ознакомиться с инструкцией, и выяснить на обработку какого материала рассчитано устройство.
Этот станок является довольно травмоопасным, поэтому при гибки железного листа, необходимо соблюдать технику безопасности. Прежде чем приступить к работе на покупном оборудовании, нужно первым делом ознакомиться с инструкцией, и выяснить на обработку какого материала рассчитано устройство.
Перед использованием листогибочного станка, изготовленного своими руками, следует проверить состояние рабочей экипировки. Никаких свисающих деталей на спецодежде быть не должно, а молнии, манжеты на рубашке и пуговицы, необходимо застегнуть.
Затем надо перейти к проверке состояния рабочих узлов, а также их креплению. Если были выявлены неисправности, нужно их все устранить. Вокруг листогиба требуется оставлять свободное пространство не менее 1 метра. Проход к станку нельзя ничем загромождать
Ещё важно проверить достаточность освещения рабочего места
Заготовки заранее размещают возле листогиба. На этом оборудовании запрещается гнуть железные листы, толщина которых в несколько раз больше допустимых значений. Нельзя оставлять включённое устройство без присмотра.
Для создания практичного и удобного ручного листогибочного станка понадобится не так уж много времени и сил. Зато он станет незаменимым инструментом для домашнего мастера.
https://youtube.com/watch?v=9pTut49hhY0
Рекомендации по изготовлению вальцовочного станка
Чтобы сделать валковый листогиб самостоятельно, необходимо подготовить инструменты, расходные материалы, найти чертежи в интернете, провести сборку по представленной инструкции.
Требуемые инструменты, расходные материалы:
- Металлические листы.
- Швеллера, уголки, профиля.
- Сварочный аппарат.
- Болгарка, дрель.
- Трубы в качестве вальцов.
- Шестерни, цепь, подшипники.
- Пружины для изготовления прижимного механизма верхнего вальца.
Количество расходных материалов высчитывается по чертежу. Найти готовые эскизы можно в интернете. На них указываются размеры, расположение основных частей, направление вращения рабочих частей.
Поэтапная сборка:
- С помощью сварочного аппарата из металлических листов сварить основание (станину). Сварочные швы зачистить, обработать антикоррозийным составом.
- Из швеллеров изготовить боковые стойки, которые навариваются на станину.
- Из металлических профилей изготовить корпус для расположения ременной передачи, шестерней. Для изготовления этого механизма можно использовать цепь, звездочки от велосипеда.
- Валы должны быть установлены в отверстиях подшипников. Перед их окончательным закреплением, проверить параллельность рабочих частей.
- Закрепить ручку для вращения валов.
Перед тем как окончательно скреплять все элементы самодельного станка между собой, необходимо проверить его в действии. Во время пробного вальцевания, необходимо точно выставить натяжение цепи. Не забывать смазывать подшипники маслом во время эксплуатации. Вальцы, собранные своими руками, которые будут установлены в холодном гараже или мастерской без отопления, необходимо покрыть защитной краской, чтобы избежать появления ржавчины.
Вальцовочное оборудование можно найти на предприятиях, связанных с металлообработкой. С их помощью изготавливаются изделия разной формы. При желании можно собрать ручную установку своими руками. Это поможет сэкономить деньги, упростит строительные, ремонтные работы.
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации. Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Это интересно: Профилегибы: видео, фото, изготовление своими руками
Назначение и сфера применения
Предприятия, занимающиеся изготовлением из листового металла радиусных изделий, оснащены вальцовочным оборудованием. Вальцовка – процесс многократного гиба металлического листа, в результате которого получают заготовки для изготовления труб различного коммуникационного назначения, товаров народного потребления (тазы, вёдра и пр.), а также деталей для последующей штамповки и др.
Обратите внимание. В основе рабочего процесса вальцовочного станка заложено свойство листового металла изгибаться в заданном радиусе деформации при оказании на него механического давления посредством валов.. Вальцовочные станки можно встретить во многих сферах деятельности человека – от домашнего хозяйства до высокотехнологичных промышленных предприятий, занятых производством изделий ракетно-технического назначения.
Вальцовочные станки можно встретить во многих сферах деятельности человека – от домашнего хозяйства до высокотехнологичных промышленных предприятий, занятых производством изделий ракетно-технического назначения.

Изгиб трубы вальцеванием
Вальцовка труб является одним из способов холодной гибки. Один из самых распространенных типов профилегибочных станков, работающих по данному принципу — это классический трехроликовый вальцевый трубогиб, который способен управляться с профилями из любого материала:
- жесть;
- сталь, в том числе и коррозионностойкая (нержавеющая);
- цветные металлы;
- сплавы;
- полимеры.
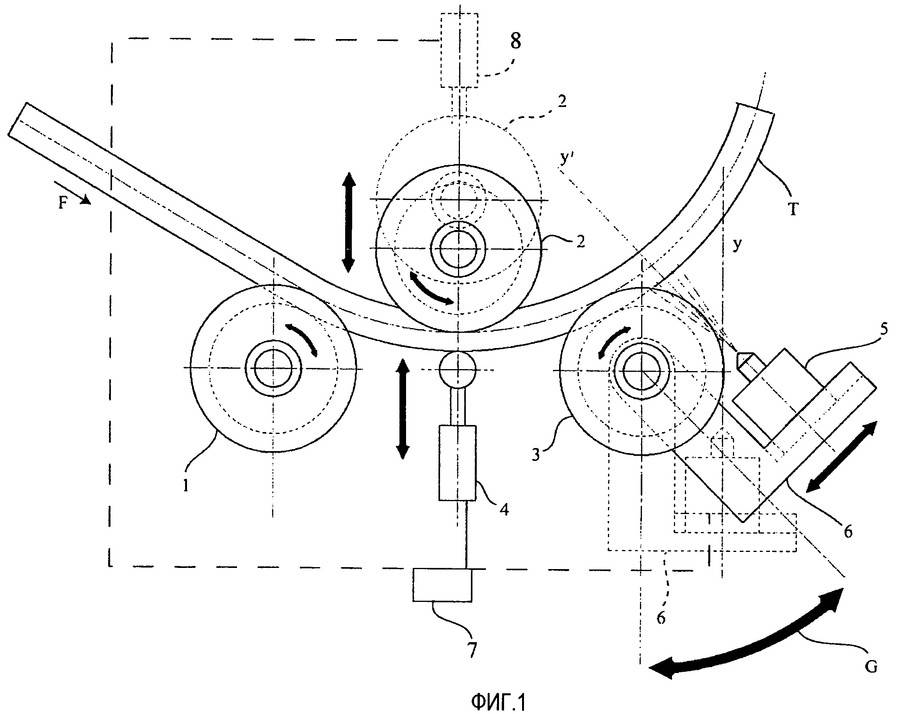
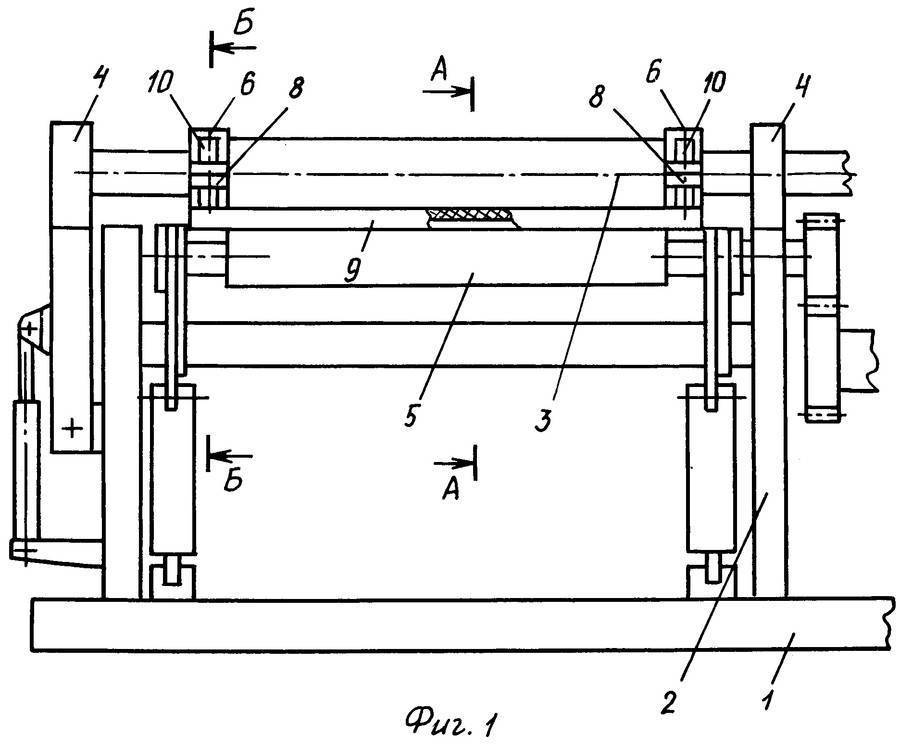
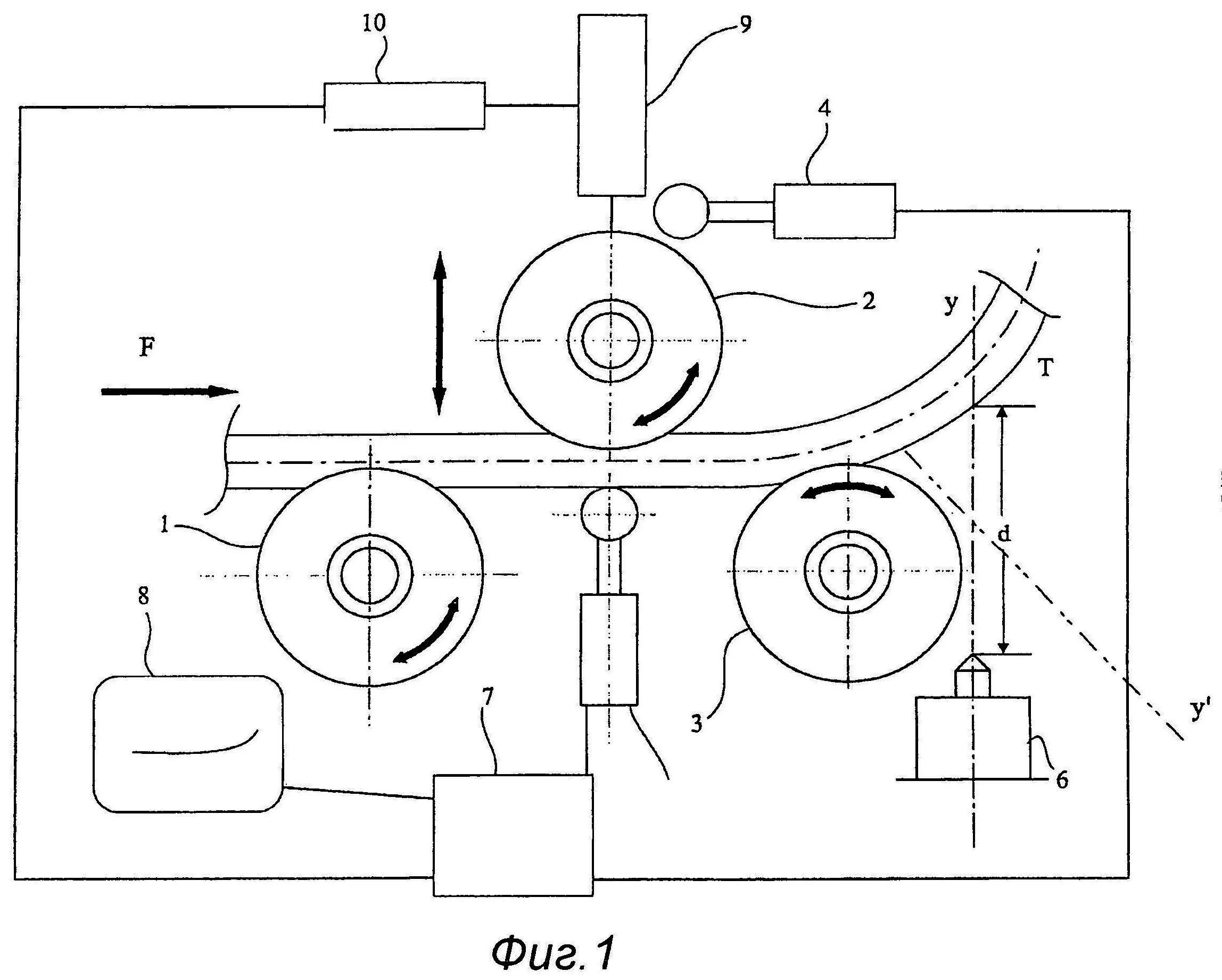
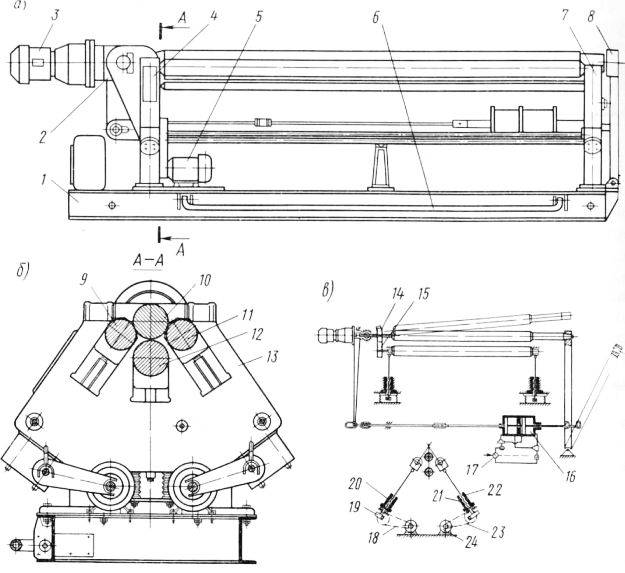
Основным действующим механизмом вальцовочного станка такого типа служит конструктивный узел из трех вращающихся роликов (валков). Из них ведущим может быть один средний, либо два крайних ролика. Цилиндрическая или профильная заготовка, заправленная в станок для вальцовки труб, последовательно прокатывается между валками и изгибается для получения необходимого радиуса кривизны (рис.1).
В ходе прокатки заготовки на таком станке можно согнуть небольшой отрезок трубы, а можно изготовить и длинный гнутый профиль, протяженностью 5 и более метров, что востребовано, например, в строительной отрасли. Путем перемещения через валки заготовка изгибается под определенным углом по всей заданной длине. Еще одним важным достоинством такого станка является возможность гнуть трубу на полный круг, то есть на угол 360 градусов.
- Сначала создается предварительный натяг для придания необходимого радиуса изгиба. Это реализуется созданием усилия центральным двигающимся роликом на трубу, упирающуюся в два других ролика, либо посредством прикладывания усилия к двум боковым двигающимся роликам на трубу, упирающуюся в неподвижный центральный ролик.
- Собственно изгиб трубы происходит благодаря силе трения, возникающей между крутящими роликами станка и обрабатываемой трубой. Изделие, захватываемое усилием трения по ходу вращения крутящих роликов, гнется на величину предварительно установленного радиуса натяга трубы.
Если необходимый радиус изгиба не удается сформировать за один ход, то действия обеих стадий производятся повторно — до получения необходимой кривизны изгиба. Чем больше толщина стенки, тем большую кривизну изгиба можно реализовать. Для таких станков наименьший радиус гиба в единицах, кратных диаметру трубы, составляет:
- для очень толстой стенки — 6;
- для толстой стенки — 10;
- для тонкой стенки — более 10.
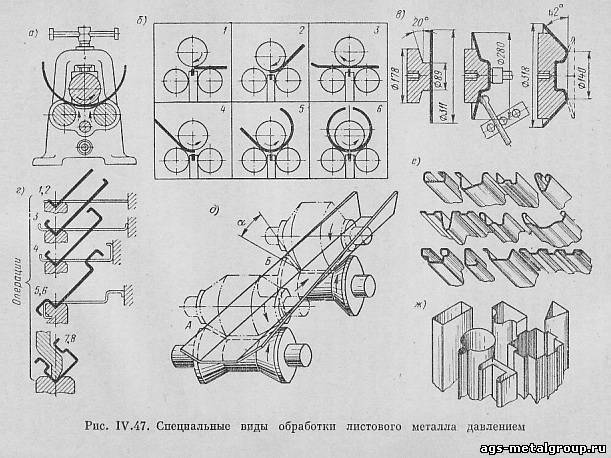
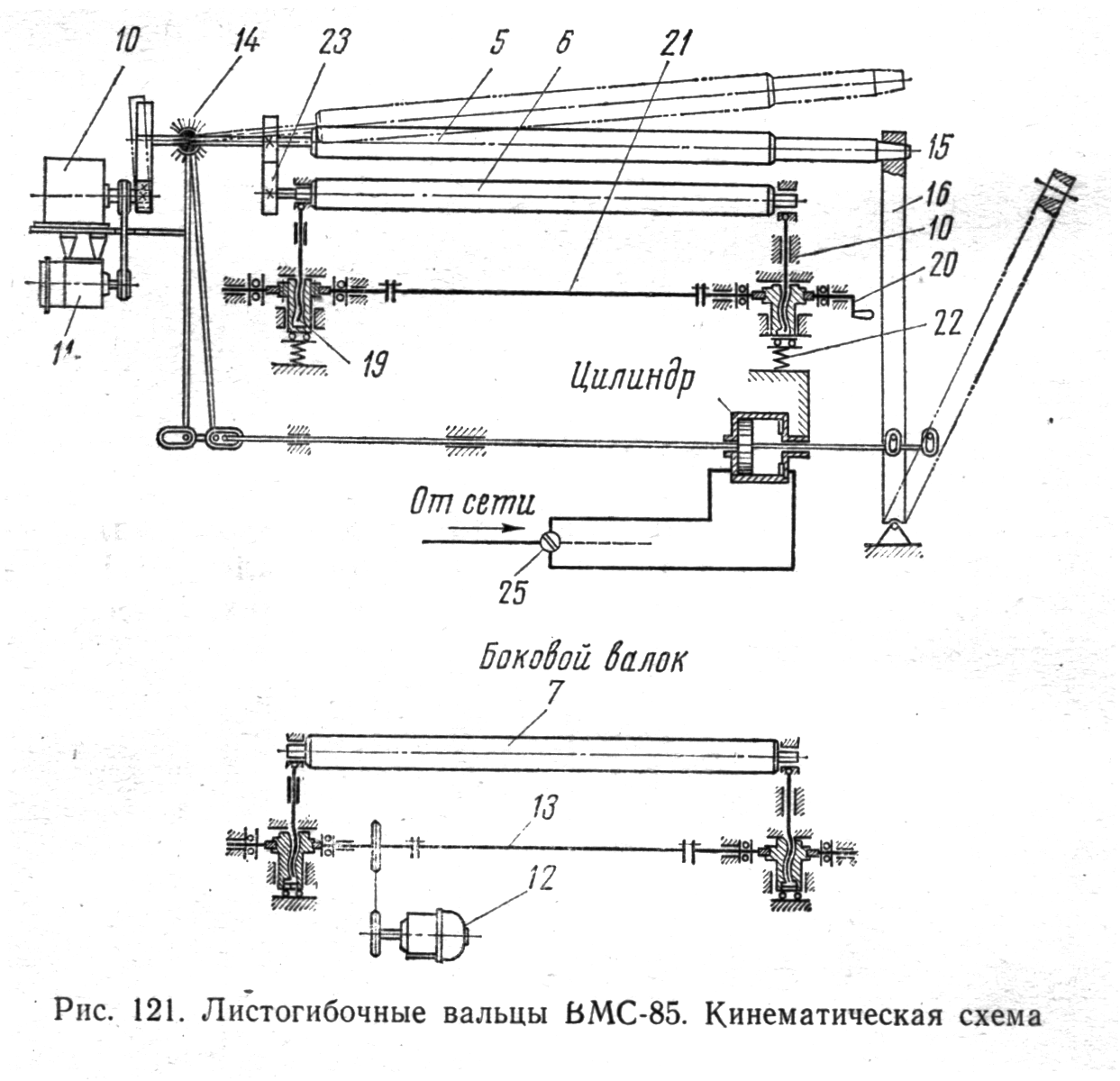
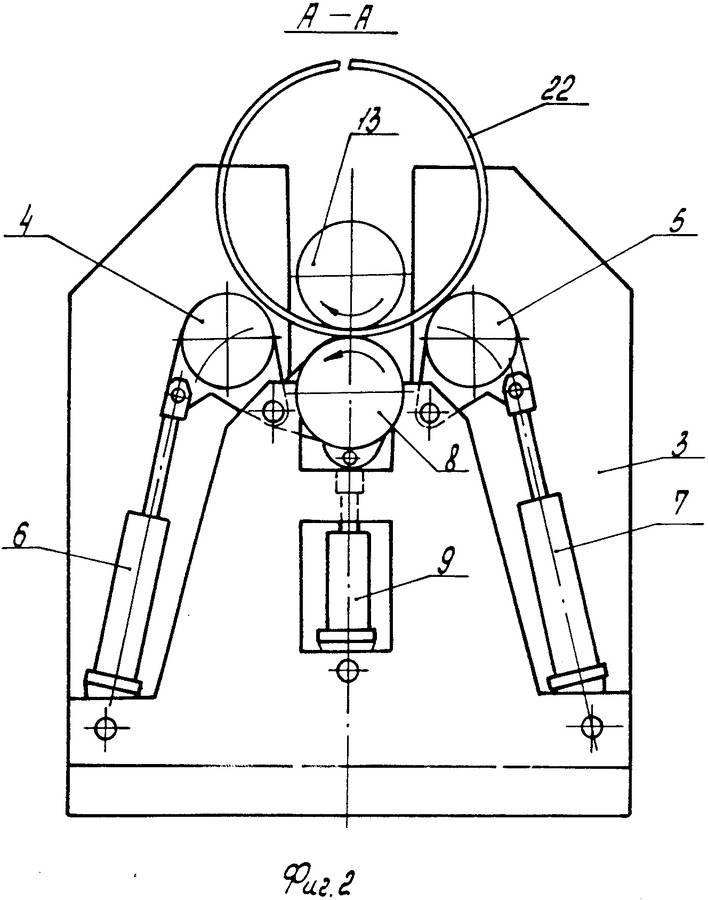
По этому признаку такую технологическую операцию можно отнести к одному из видов гибки металла. Поэтому отдельные специалисты заменяют словосочетание «вальцевание труб» термином «вальцевая гибка». Вальцы для профильной трубы при использовании данного типа профилегибов отличаются только формой (калибром) роликов или валков (рис.2).
Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.