

Оглавление
Вертикально-сверлильный станок 2А125 предназначен для выполнения различных операций (сверление, рассверливание, развертывание, зенкерование, а также нарезание резьбы) в условиях мелкосерийного производства.
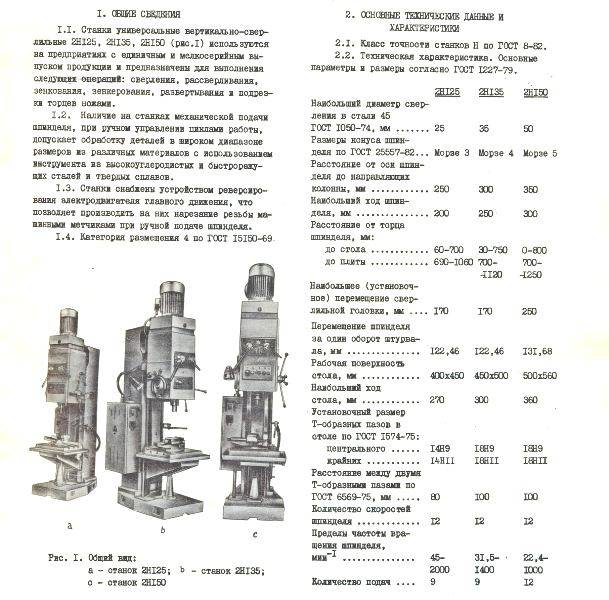
Максимальный диаметр сверления — 25 мм, обеспечивается за счет девятискоростной коробки скоростей с диапазоном 97-1360 об/мин. и девятискоростной коробкой подачи с диапазоном 0,1-0,81 мм за оборот шпинделя.
Устройство вертикально-сверлильного станка
Вертикально-сверлильный станок 2А125 состоит из таких узлов, как:
- Колона со столом и плитой;
- Коробка скоростей;
- Коробка подач;
- Механизм подач;
- Шпиндель;
- Электрооборудование;
- Система охлаждения
Коробка скоростей вертикально-сверлильного станка
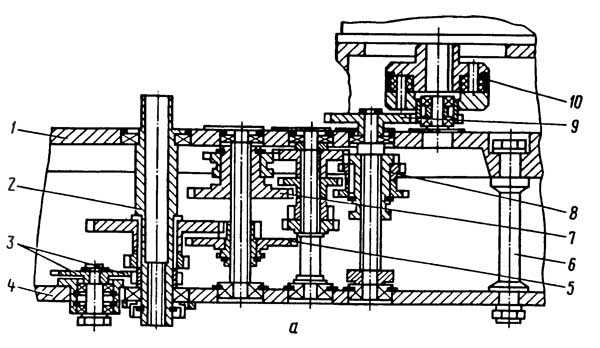
Коробка скоростей вертикально-сверлильного станка получает крутящий момент от стандартного привода — электродвигателя и ременной передачи. Двигатель крепиться на кронштейне, который также выполняет функцию натяжения ремней. Фиксируется кронштейн при помощи двух болтов 5.
В чугунном корпусе коробки скоростей размещен шестеренчатый редуктор и механизм переключения скоростей.
Изменение передаточного числа и девяти скоростей шпинделя происходит при помощи двух тройных подвижных блоков шестерен 3 и 4.
Перемещение подвижных блоков осуществляется вилками, управляемые двумя рукоятками, расположенные в корпусе коробки скоростей.
Коробка скоростей монтируется на подставку, внутри которой расположенный бак с маслом magma-diesel.ru/. Смазка коробки скоростей осуществляется при помощи масляного насоса 1, расположенный под кожухом.
Механизм подач вертикально-сверлильного станка
Механизм подач вертикально-сверлильного станка включает в себя непосредственно сам механизм подач, шпиндель и коробку подач.
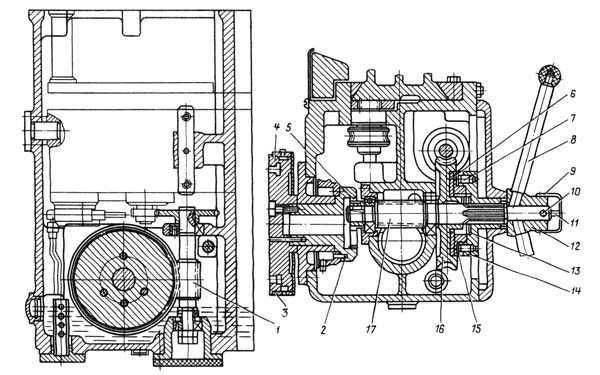
Механизм подач приводиться во вращение от коробки подачи через кулачковую муфту 20. Кулачковая муфта предназначена для выключения механической подачи от кулачка 16, расположенного на лимбе 22, а также выполняет функцию предохранительного устройства при перегрузке. Регулировка муфты на выключение осуществляется при помощи винта 18 и пружины 19.
Ручная подача шпинделя осуществляется через реечную передачу 10 и гильзу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу, а после кольцо 1 переместить в осевом направлении вала 2, при этом штифт 11 блокирует штифт 13.
Нарезание резьбы в ручном подводе метчика осуществляется с использованием электро реверса, управляемого как вручную, так и автоматически. При достижении необходимой глубины нарезаемой резьбы, ручным управлением, рукояткой 15 переключается направление вращения шпинделя, выводя метчик.
Автоматическое реверсирование настраиваться при помощи кулачка 16, расположенный на лимбе 22.
Коробка подач вертикально-сверлильного станка
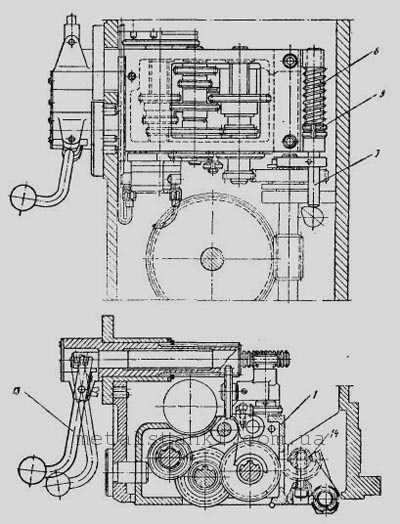
Коробка подач вертикально-сверлильного станка монтирована в корпус механизма подач и приводится в движение от шестерни 1,сидящая на шлицевом соединении шпинделя и входит в зацепление с двойной шестерней 2. В свою очередь двойная шестерня передает крутящий момент через шестерню 3 конусу 4.
Коробка скоростей имеет 9 подач в диапазоне от 0,1-0,81 мм/об.
Шпиндель вертикально-сверлильного станка
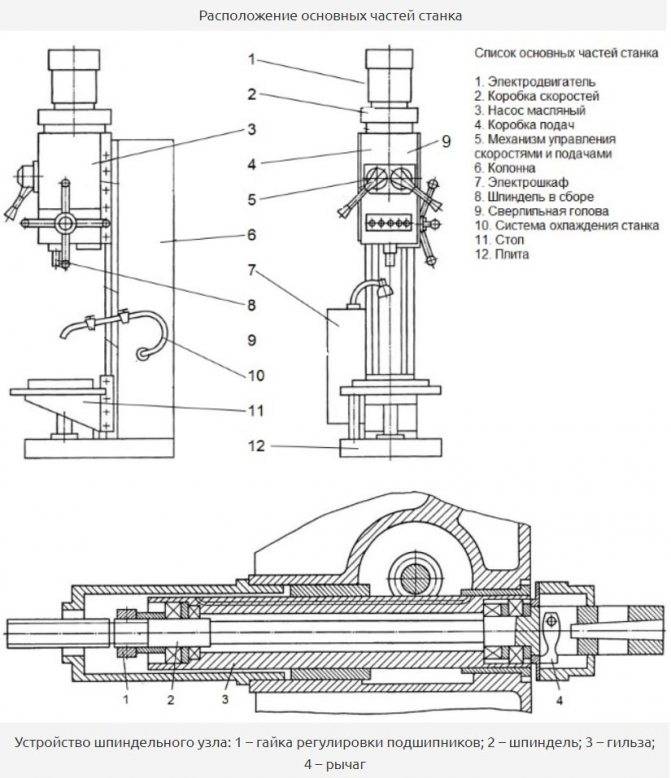
Опорами шпинделя вертикально-сверлильного станка являются шариковые подшипника качения 1.Осевые нагрузки подачи воспринимаются упорным подшипником 4, установленный в стакане 3.
Регулировка подшипника осуществляется за счет подтягивания гайки через окно в лобовой части кронштейна.
Шпиндель уравновешивается грузом, помещенным в колоне станка.
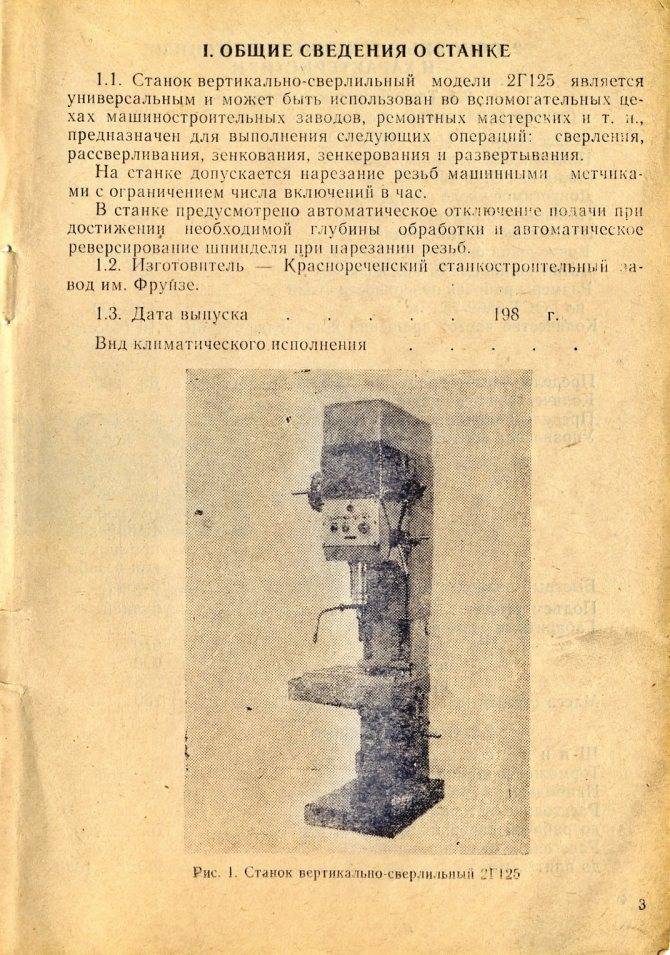
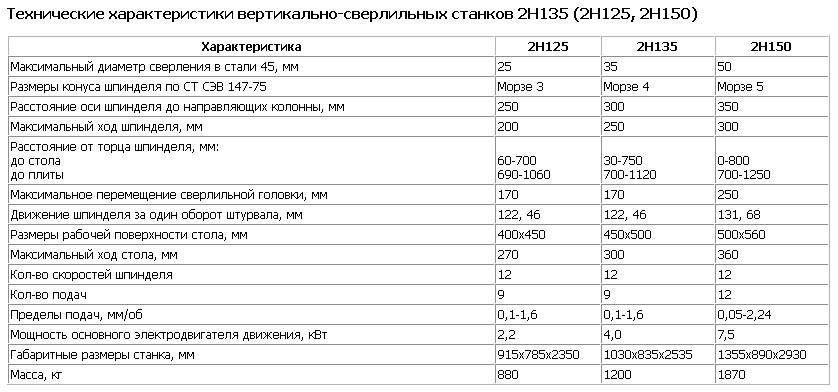
Вертикально-сверлильный станок 2Н125,2Н135
Вертикально-сверлильный станок 2н125 предназначен для сверления, рассверливания, зенкерования, развертывания отверстий деталей в условиях единичного и мелкосерийного производства. Класс точности станка – Н (нормальный).
Конструкция сверлильного станка достаточно жесткая и прочная, что исключает возможность вибрации во время обработки. Возможна обработка деталей из различных материалов (сталь, чугун, цветные материалы), быстрорежущим (Р6М5, Р18) инструментом или твердым сплавом (ТК, ВК).
Устройство вертикально-сверлильного станка 2Н125,2Н135
Устройство сверлильного станка:
- Главный привод;
- Коробка скоростей станка;
- Насос плунжерный;
- Насос плунжерный;
- Коробка подач станка;
- Колонна, стол, плита;
- Механизм управления скоростями вращения и подачами;
- Шкаф;
- Электрическое оборудование станка;
- Шпиндель;
- Система охлаждения станка;
- Сверлильная головка станка.
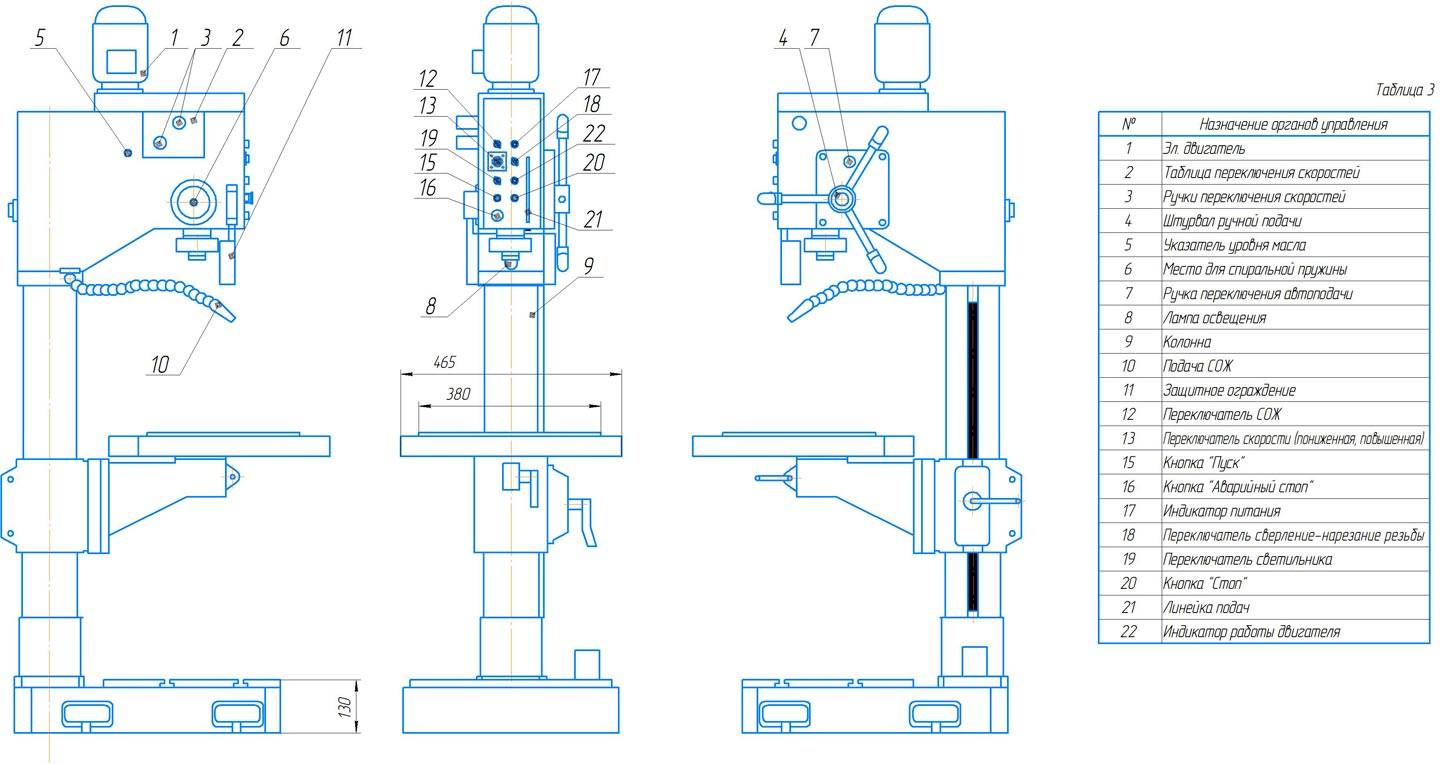
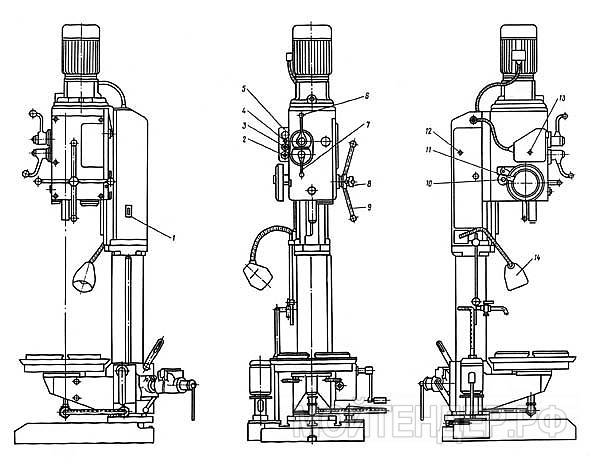
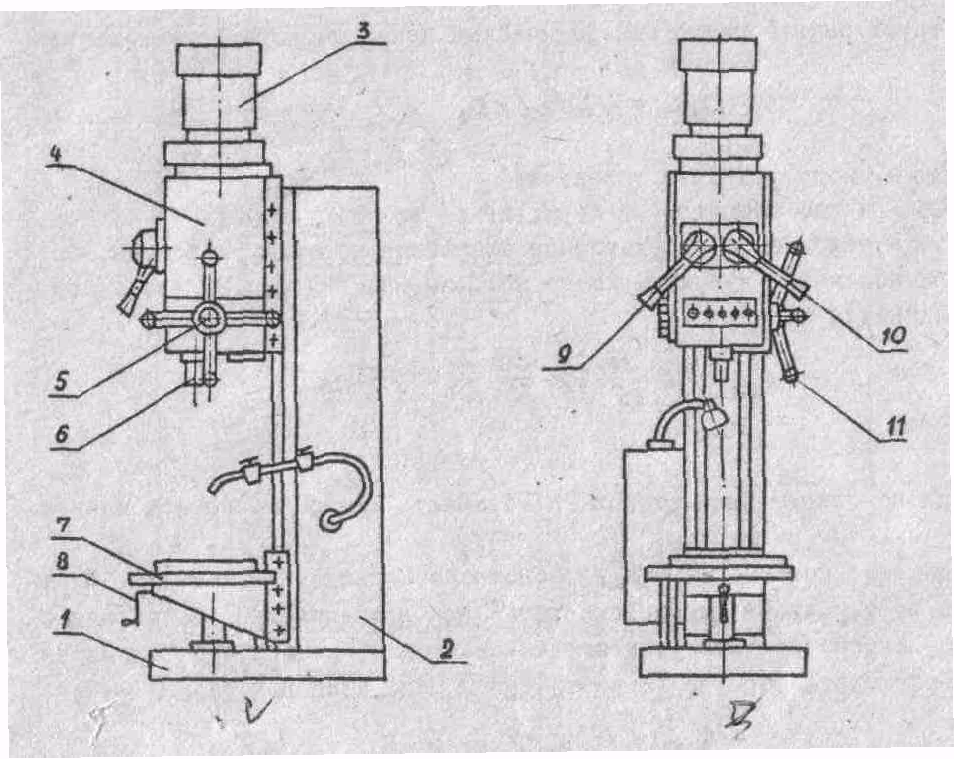
Органы управления вертикально-сверлильного станка 2Н125,2Н135
3.Кран включения охлаждения;
4,19.регулировочные болты клина стола и сверлильной головки;
5.Рукоятка перемещения стола и головки;
6,18.Винты зажима стола и головки;
8.Вводной выключатель;
10.Сигнальная кнопка СТАНОК ВКЛЮЧЕН;
11.Кнопка включения правого вращения шпинделя;
12.Кнопка включения левого вращения шпинделя;
13.Кнопка включения качательного движения шпинделя при переключении скоростей вращения и подач S;
14.Рукоятка переключения скоростей;
15.Кнопка СТОП;
21.Рукоятка переключения подач;
22.Кнопка включения ручной подачи;
23.Штурвал механизма подач;
24.Лимб для отсчета глубины обработки;
25.Выключатель освещения;
27.Выключатель насоса охлаждения;
28.Кулачок для настройки глубины обработки;
29.Кулачок для настройки величины глубины нарезаемой резьбы;
30.Рычаг автоматического реверса главного привода при достижении заданной величины глубины нарезаемой резьбы;
31.Рычаг отключения подачи при достижении заданной величины глубины обработки отверстия;
32.Квадрат для ручного перемещения головки.


Коробка скоростей вертикально-сверлильного станка 2Н125,2Н135
Благодаря передвижным блокам 5, 7, 8, коробка скоростей получает и передает шпинделю 12 различных скоростей вращения. Опоры валов (подшипники) коробки скоростей размещены в двух плитах 1 и 4, которые скреплены между собой четырьмя стяжками 6. Коробка скоростей вращается от вертикально расположенного электродвигателя через эластичную предохранительную муфту 10 и зубчатую прямозубую передачу 9.
Вал 2 – гильза – выполнен со шлицевым отверстием, с помощью которого вращение передается шпинделю. Через зубчатую пару 3 крутящий момент передается на коробку подач.
Коробка подач вертикально-сверлильного станка 2Н125,2Н135
Коробка подач смонтирована в отдельном чугунном корпусе и монтируется в сверлильной головке. Перемещения осуществляется с помощью двух тройных блоков шестерен и получает девять различных подач.
Механизм подачи связан с коробкой подач и предназначен для выполнения различных операций, а именно:
- ручного подвода режущего инструмента к заготовки;
- включения рабочей подачи инструмента;
- ручного перемещения подачи;
- выключения рабочей подачи инструмента;
- ручного отвода шпиндельной головки вверх;
- ручной подачи S, используемой при нарезании различной резьбы.
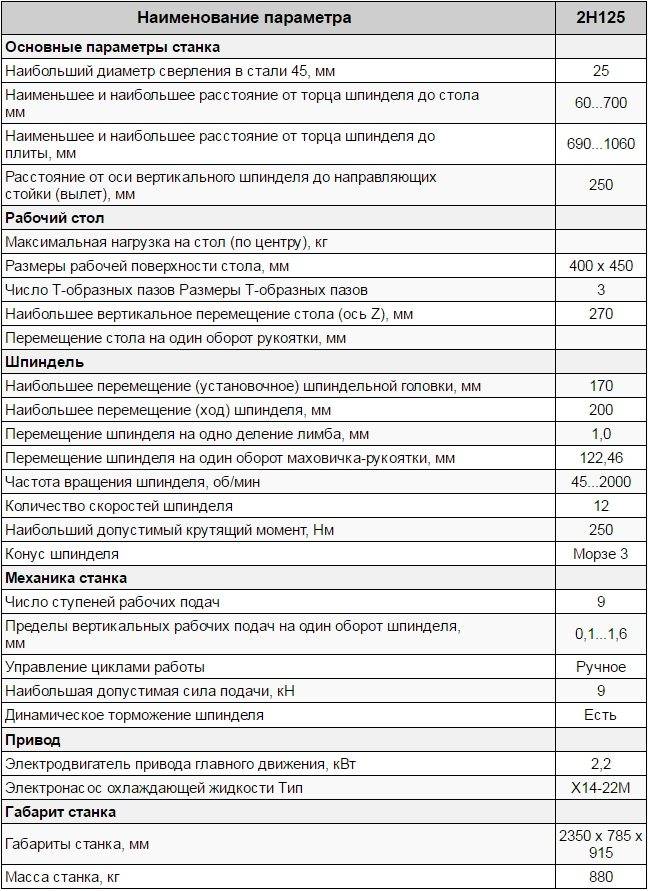
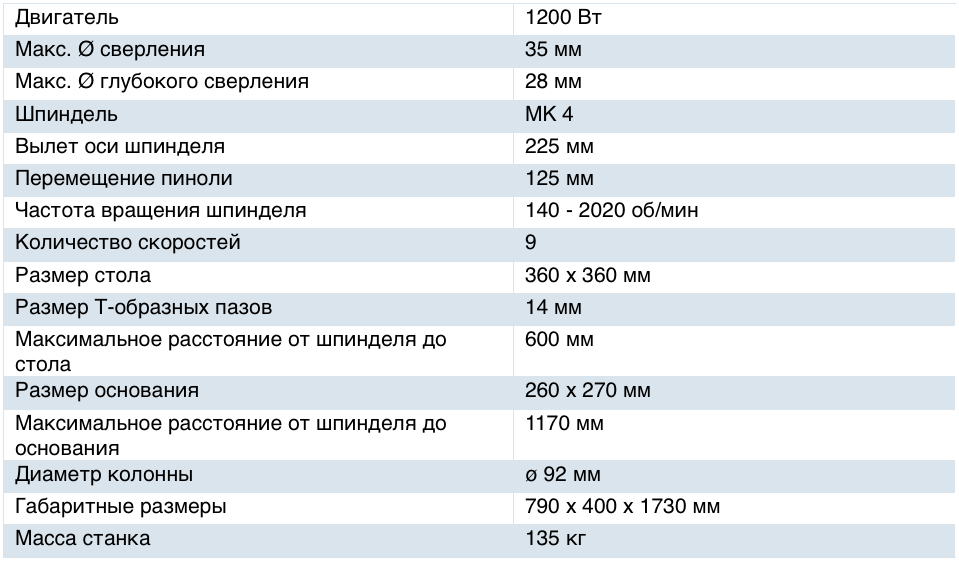
Техническая характеристика вертикально-сверлильного станка 2Н125,2Н135
| Наибольший диаметр сверления в стали, мм | 25 | 35 |
| Размер конуса шпинделя ГОСТ 2847-45 | Морзе 3 | Морзе 4 |
| Вылет шпинделя, мм | 250 | 300 |
| Вылет шпинделя, мм | 200 | 250 |
| Наибольшие усилие подачи, кгс | 900 | 900 |
| Наибольший крутящий момент на шпинделе кгс см | 2500 | 2500 |
| Число скоростей шпинделя | 12 | 12 |
| Число оборотов шпинделя в минуту об/мин | 45- 2000 | 31,5-1400 |
| Число подач мм/об | 0,1-1,6 | 0,1-1,6 |
| Допустимое число реверса в час | 40 | 40 |
| Управление циклами работы | ручное | ручное |
| Расстояние от конца шпинделя до стола, мм | 60-700 | 30-750 |
| Расстояние от конца шпинделя до плиты, мм | 690-1060 | 700-1120 |
Рабочая поверхность стола (ширина х длина), мм | 400 х 450 | 450х500 |
| Наибольший ход стола , мм | 270 | 300 |
Питающая электросеть: | ||
| Рот тока | переменный трехфазный | переменный трехфазный |
| переменный трехфазный | 50 | 50 |
| Напряжение, в | 380 | 380 |
| Масса станка с электрооборудованием , кг | 880 | 1200 |
2С125-01 Настольный вертикально-сверлильный станок (2С125-01 (бывший СН16))
Характеристики
Технические характеристики
- Максимальный диаметр сверления в стали 45, мм 25
- Диапазон нарезаемой резьбы в стали 45 М5 – М22
- Конус шпинделя Морзе 2 внутр. (ГОСТ 25557-82); В18 наружн.*
- Ход шпинделя, мм 110
- Количество скоростей вращения шпинделя 6
- Диапазон частот вращения шпинделя, об./мин 200, 320, 560, 800 1200, 2100
- Диапазон подач шпинделя, мм./об ручная
- Величина перемещения сверлильной головки по колонне, мм 300
- Расстояние от оси шпинделя до колонны, мм 200
- Наибольшее расстояние от торца шпинделя до плиты, мм 100-500
- Размер рабочей поверхности плиты, мм 300×300
- Количество Т-образных пазов 2
- Класс точности H
- Мощность, кВт 1,5
- частота вращения, об/мин 1500
- Напряжение, В 380
- Масса, кг 170
- Масса брутто, кг 200
- Габаритные размеры, мм 665x465x1285
- Габаритные размеры в упаковке, мм 830x600x1350
Описание
Станок 2С125-01 считается относительно новой моделью на рынке металлообрабатывающих устройств, так как производится с 2012 года Стерлитамакским станкостроительным заводом и считается улучшенной моделью станка СН-16.
Оборудование выполняет следующие работы:
- сверление;
- рассверливание;
- зенкерование;
- зенкование;
- развертывание;
- формирование резьбы с помощью метчиков.
Вертикально-сверлильный станок применяется в мастерских, сборочных цехах и для линий серийного и мелкосерийного производства. Оборудование отлично подойдет для тех, кто занимается обработкой заготовок и деталей в бытовых условиях.
Преимущества
Инструмент оборудования выполнен из твердых износостойких материалов, которые позволяют быстро и без погрешностей обрабатывать заготовки. За счет своих небольших размеров и малого веса, устройство может монтироваться на специальные тумбы или столы.
Обратите внимание! Станок 2С125-01 – это отличный выбор для малых производственных площадей. Особенности конструкции. Особенности конструкции
Особенности конструкции
За счет универсального строения, оборудование можно совершенствовать дополнительным оснащением, которое позволяет сократить время на осуществление рабочего процесса, а соответственно уменьшить себестоимость выпускаемой продукции. Есть возможность комплектовать механизм за дополнительную оплату: тисками, системой охлаждения, дополнительным освещением, сверлильным патроном, клиньями к инструменту и др.
Отличительные особенности
- наличие коробки переключения скоростей с плунжерным насосом (9 ступеней с частотами вращения от 200 до 2100 оборотов в минуту);
- в процессе рыботы, высокий уровень шума поглощается герметичным корпусом, в котором находится жидкая смазка;
- увеличеный крутящий момент на шпинделе, если сравнивать с предыдущими моделями;
- за счет широкого диапазона оборотов, специалист выбирает наиболее подходящий вариант для выполнения тех или иных работ;
- оператор может обрабатывать заготовки высотой до 450-500 мм на плите станка;
- устройство оснащено циркуляционной системой смазывания сверлильной головки;
- данная модель рассчитана на обрабатывание деталей из металла, пластика или дерева;
- оборудование позволяет перемещать шпиндельную головку на наибольшее расстояние – 400 мм, в сравнении с 2С125, который не обладает таким свойством;
- необходимо подключение к питающей электросети – 380В;
- в конструкции отсутствуют клиномерные передачи;
- за счет чугунной станины достигается высокая точность обработки заготовок, а также обеспечивается жесткость и устойчивость агрегата;
- за счет массы 170 кг, в процессе обработки деталей, уровень вибрации минимальный.
При покупке, в комплект оборудования входит инструкция по эксплуатации, ключ к электрошкафу, рукоятка подъема головки.
На данный станок возможно устанавливать корончатые сверла и фрезы, благодаря чему, специалист может осуществлять ряд сложных процессов. В ходе эксплуатации, оборудование стоит регулярно осматривать и при необходимости доливать масло, убирать стружку и пыль.
Станок 2С125-01 – это долговечное и многофункциональное устройство, которое позволяет создавать глухие и сквозные отверстия. Перед тем, как заказывать аппарат, стоит определить, какие именно работы необходимо выполнять на производстве и будут ли нужны дополнительные приспособления, так как от этого будет зависеть цена 2С125-01.
Отзывы
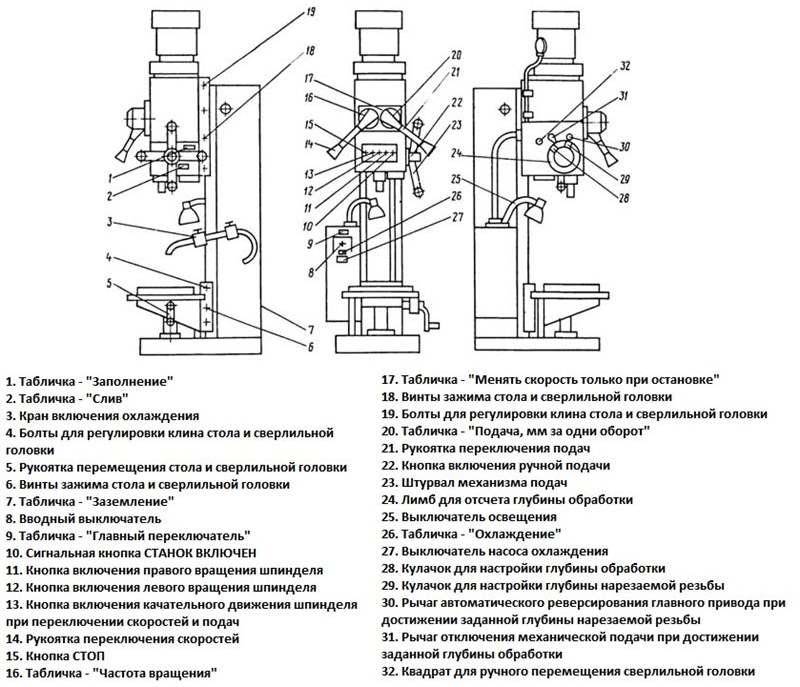
Расположение органов управления сверлильным станком 2Н125
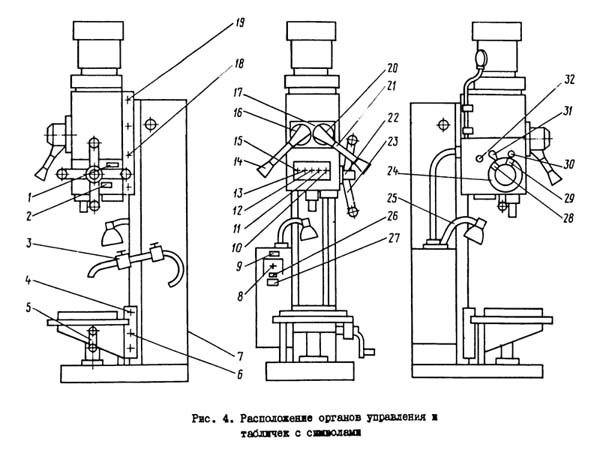
Расположение органов управления сверлильным станком 2Н125
Перечень органов управления сверлильного станка 2Н125
- Табличка — «Заполнение» СОЖ
- Табличка — «Слив»
- Кран включения охлаждения
- + 19 Болты для регулировки клина стола и сверлильной головки
- Рукоятка перемещения стола
- Винты зажима стола и сверлильной головки
- Табличка — «Заземление»
- Вводный выключатель
- Табличка — «Главный переключатель»
- Сигнальная кнопка СТАНОК ВКЛЮЧЕН
- Кнопка включения правого вращения шпинделя
- Кнопка включения левого вращения шпинделя
- Кнопка включения качательного движения шпинделя при переключении скоростей и подач
- Рукоятка переключения скоростей
- Кнопка СТОП
- Табличка — «Частота вращения»
- Табличка — «Менять скорость только при остановке»
- Винты зажима стола и сверлильной головки
- +4 Болты для регулировки клина стола и сверлильной головки
- Табличка — «Подача, мм за одни оборот»
- Рукоятка переключения подач
- Кнопка включения ручной подачи
- Штурвал механизма подач
- Лимб для отсчета глубины обработки
- Выключатель освещения
- Табличка — «Охлаждение»
- Выключатель насоса охлаждения
- Кулачок для настройки глубины обработки
- Кулачок для настройки глубины нарезаемой резьбы
- Рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы
- Рычаг отключения механической подачи при достижении заданной глубины обработки
- Квадрат для ручного перемещения сверлильной головки
Особенности конструкции станка
Описание конструкции агрегата включает в себя:
- коробку скоростей,
- привод,
- коробку подач,
- сверлильную головку,
- шпиндель,
- поворотные тиски,
- электрическое оборудование.
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток,
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками,
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей,
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю,
- шестерни коробки переключаются при помощи рукоятки.

Краткое описание составных частей станка 2С132, 2С132К, 2С132Ц, 2С132ПФ2И
Колонна станка представляет собой пустотелую чугунную отливку коробчатой формы. По направляющим колонны типа «ласточкин хвост» вручную перемещаются сверлильная головка и подъемный стол с тремя Т-образными пазами, в которых закрепляются накладные крестовые столы: механизированный — на станке мод. 2С132ПФ2И, плавающий с ручным управлением — на станке мод. 2С132К. На фундаментной плите, внутри колонны, установлен электронасос. Фундаментная плита является резервуаром для охлаждающей жидкости.
Сверлильная головка представляет собой чугунную отливку коробчатой формы, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- Ручной или автоматический подвода закрепленного в шпинделе инструмента к детали;
- Ручное опережения подачи;
- Ручной или автоматический отвод шпинделя вверх;
- Ручная подача, используемая при нарезании резьбы.
Накладной механизированный крестовый стол предназначен для перемещения обрабатываемой детали, установленной в приспособлении на рабочей поверхности стола в продольном (по оси X) и поперечном (по оси Y) направлениях.
Механизированный крестовый стол обеспечивает быстрые перемещения, позиционирование в заданных координатах, а также рабочую подачу обрабатываемого изделия при легком прямолинейном фрезеровании.
В столе размещены приводы продольного перемещения стола по направляющим салазок, поперечного перемещения салазок по направляющим основания, а также защиты продольных и поперечных направляющих.
Плавающий стол предназначен для обработки деталей по копиру или разметке и состоит из трех основных частей: стола, салазок и основания.
Стол по салазкам перемещается в продольном направлении на роликовых игольчатых подшипниках. Салазки вместе со столом перемещаются в поперечном направлении на таких же роликовых игольчатых подшипниках. Роликовые игольчатые подшипники позволяют легко перемещать и устанавливать стол в нужное положение.
Модификации сверлильных станков 2С132
Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки моделей: 2С132. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45. На основе указанных выше базовых моделей станков созданы следующие модифицированные модели:
- 2С132 (SB50) — базовая модель верткально-сверлильного станка;
- 2С132Л (SB50R) — верткально-сверлильный станок на круглой колонне;
- 2С132К — координатный вертикально-сверлильный станок с плавающим крестовым столом;
- 2С132ПФ2И — координатный вертикально-сверлильный станок с плавающим крестовым столом и цифровым управлением (ЧПУ);
- 2С132Ц, 2С132ЦП — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок).



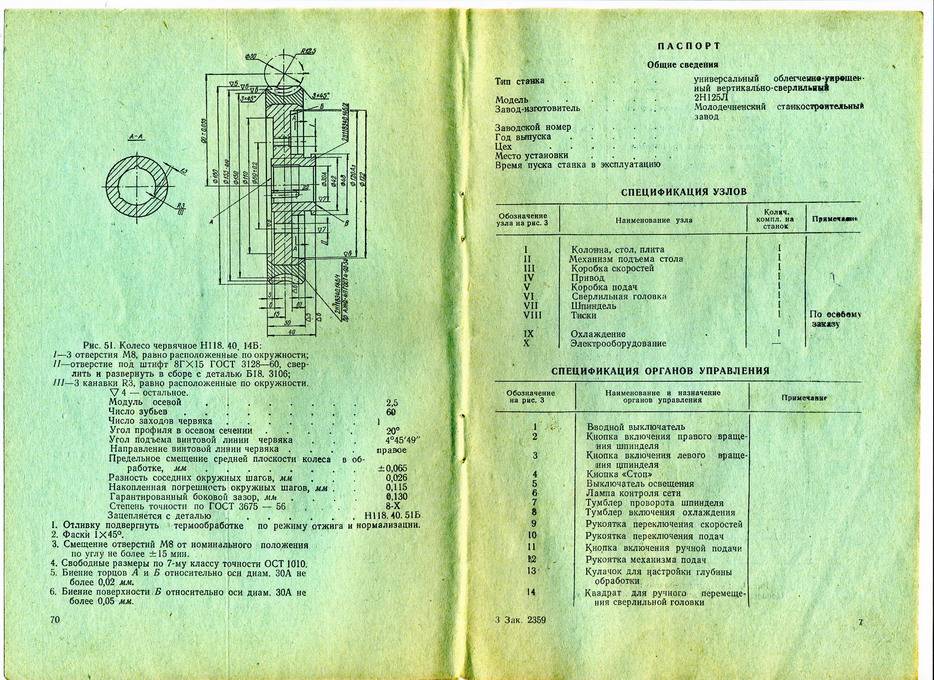
Паспорт вертикально-сверлильного станка 2Н125.
Данное руководство по эксплуатации «Вертикально-сверлильный станок 2Н125» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации вертикально-сверлильного станка 2Н125.
Содержание данной документации:
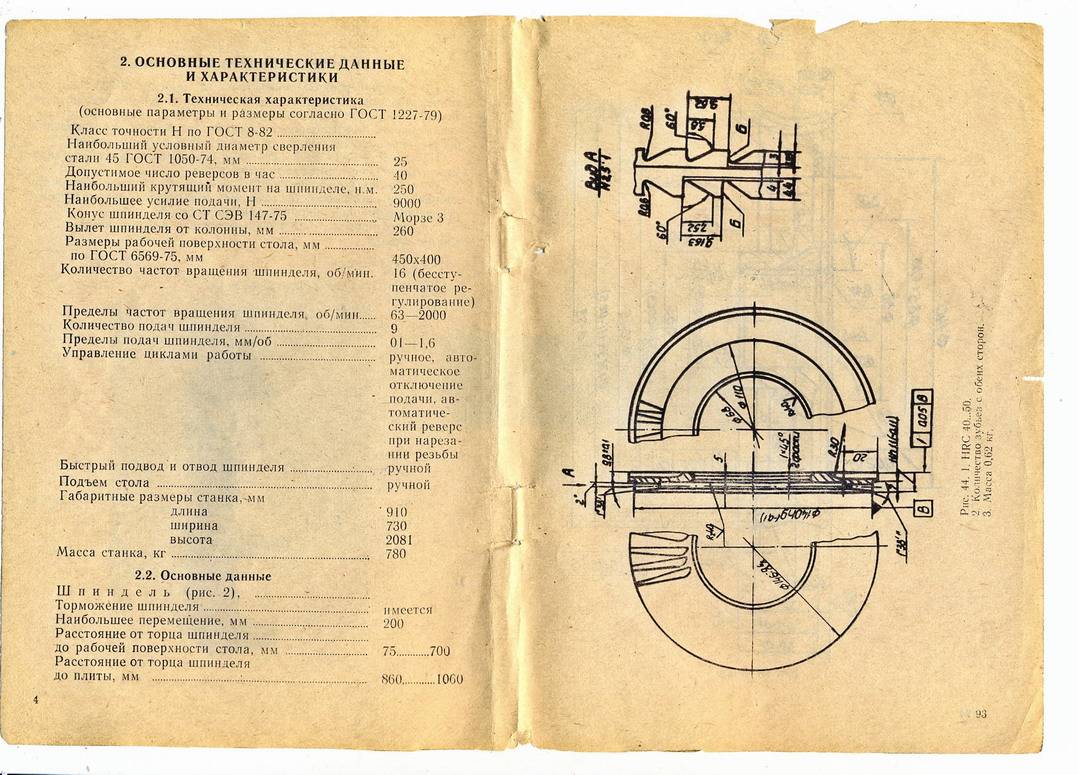
- Общие сведения
- Основные технические данные и характеристики
- Комплект поставки
- Порядок транспортирования и установки станка
- Указания мер безопастности
- Состав станка
- Устройство и работа станка и его составных частей
- Пневмосистема
- Система смазки
- Порядок установки станка
- Порядок работы станка
- Возможные неисправности и методы их устранения
- Особенности разборки и сборки станка при ремонте
- Указания по эксплуатации
- Свидетельство о консервации
- Свидетельство об упаковке
Сфера применения и возможности
Основная сфера применения сверлильного станка 2н125 — производство мелкими сериями. Агрегат предназначен для обработки изделий, имеющих небольшую толщину и изготовленных из стали средней прочности.
Максимально допустимый диаметр сверл, предназначенных для станка, составляет 25 мм. Такое положение предусматривает паспорт аппарата. Современные модели станка предоставляют мастерам возможность использовать сверла с еще большим диаметром, достигающим 35 мм.
Конструкция агрегата имеет особенности:
- наличие реверсивного механизма, предназначенного для более точной резьбы;
- принцип ручного управления, при котором выполнение подачи происходит вручную;
- возможность изменения режима работы станка, не останавливая при этом шпиндель;
- высокая устойчивость конструкции за счет равномерного размещения станочных элементов и его большой массы.
Рекомендуемой сетью для нормальной работы агрегата является трехфазная электросеть, в которой создается напряжение 380 В. Оборудование в состоянии работать и при подключении к однофазной сети, но мощность его значительно снизится.
Ручное управление аппаратом основывается на его вертикальном движении за счет ручки-маховика, нуждающейся в периодическом смазывании.
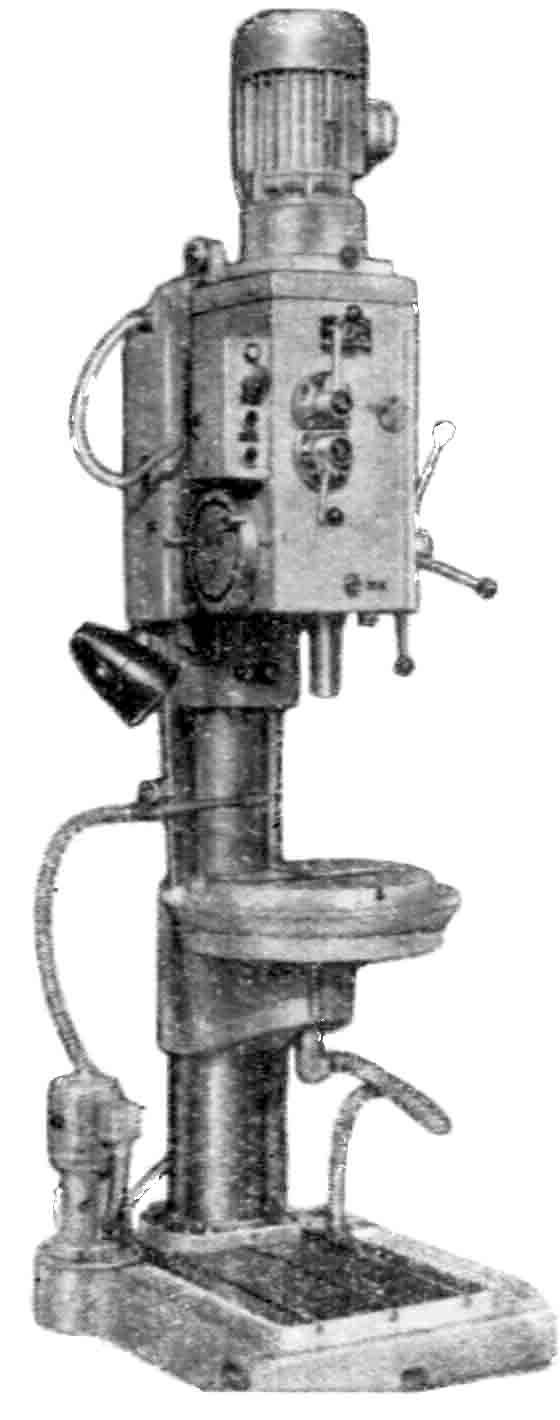
Вертикально-сверлильный станок 2Н125Л: устройство,схемы, характеристики
Коробка скоростей вертикально-сверлильного станка 2Н125Л
Коробка скоростей предназначена для сообщения шпинделю 9 различных скоростей, за счет перемещения двух подвижных блоков. Подшипники валов коробки скоростей станка размешены в верхней 1 и нижней 2 плитах, которые стягиваются между собой стяжками 3.
Механизм коробки скоростей приводится во вращательное движение от электродвигателя через эластичную предохранительную муфту и зубчатую передачу.
Вал 4 имеет форму гильзы, шлицевое отверстие передает вращательное движение шпиндельной бабки станка.
Переключение подвижных блоков шестерен осуществляется с помощью одной рукоятки, которая имеет три фиксированных положения по окружности и вдоль оси.
Ручка 6 размещена на лицевой поверхности сверлильной головки, через шестерню 7 и круговую рейку 8 осуществляет перемещение 2 штанг 9 и 10, на котором размещены вилки переключения подвижных блоков.
Коробка подач вертикально-сверлильного станка 2Н125Л
Коробка подач сверлильного станка расположена в отдельном литом корпусе 1 и состоит из трехвалового механизма.
Вращение коробки подач станка осуществляется через шестерни 5, расположенные на гильзе 4 коробки скоростей.
На первом валу коробки подач сидит подвижная тройчатка 3. С помощью нее подается 3 автоматические подачи на шпиндельную бабку.
Переключение подвижных блоков осуществляется ручкой 4, которая с помощью шестерен 5 перемещает вилку 6, которая в свою очередь переключает подвижные блоки.
Фиксация подвижного блока шестерен производится с помощью фиксации ручки 4 и шарикового фиксатора, расположенного в вилке 6. На выходном валу коробки подач станка установлена шестерня 7, передающая крутящий момент червяку механизма подач.
Сверлильная головка вертикально-сверлильного станка 2Н125Л
Сверлильная головка сверлильного станка представляет собой чугунный корпус, в котором смонтированы все основные узла оборудования: коробка подач, скоростей, шпиндельная бабка и механизм подач.
Все узлы, кроме механизма подач собираются отдельно и крепятся к сверлильной головке.
Механизм подач состоит из:
- Червячной передачи;
- Вала с реечной шестерней;
- Лимба со связанными с ним деталями, рукоятки, кулачковые и храповые обгонные муфты.
Механизм подач предназначен для выполнения различных функций, а именно:
- Ручной подвод режущего инструмента к детали;
- Включения и выключение рабочей подачи;
- Ручное опережение подачи инструмента;
- Ручной отвод шпиндельной бабки вверх.
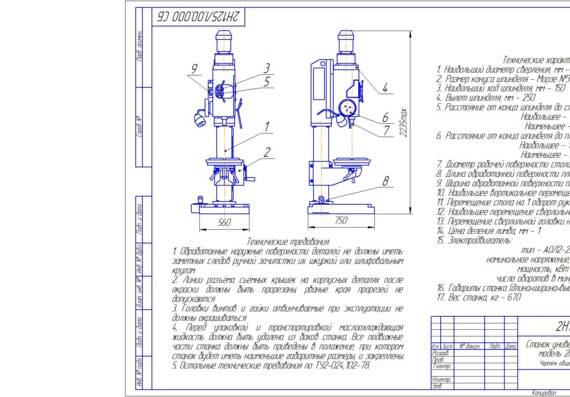
Техническая характеристика вертикально-сверлильного станка 2Н125Л
| Основные параметры | 2Н125Л |
| Наибольший диаметр сверления, мм | 25 |
| Размер конуса шпинделя | Морзе 3 |
| Наибольший ход шпинделя, мм | 150 |
| Вылет шпинделя, мм | 250 |
| Диаметр рабочей поверхности стола, мм | 400 |
| Длина обработанной поверхности плиты, мм | 435 |
| Ширина обработанной поверхности плиты, мм | 560 |
| Наибольшее вертикальное перемещение стола, мм | 525 |
| Перемещение стола за 1 оборот рукоятки, мм | 1,75 |
| Наибольшее перемещение сверлильной головки, мм | 215 |
| Цена деления лимба, мм | 1 |
| Вес станка,кг | 670 |
www.metalstanki.com.ua
1 Общие сведения
Любой станок в современной промышленности выполняет тот или иной тип работ. Одни агрегаты используются для нарезания заготовок, другие для их загибания или подготовки к дальнейшей обработке.
Если же мы имеем в виду модель станка 2Н125, то он в первую очередь предназначается для сверления металлических деталей. Однако сверление – это далеко не единственная возможная работа, которую на нем можно выполнять.
Если взглянуть на паспорт устройства и его технические характеристики, то можно понять, что разработчики не зря добавляют к его названию приставку «универсальный». Ведь использовать его можно для осуществления еще целого ряда работ.

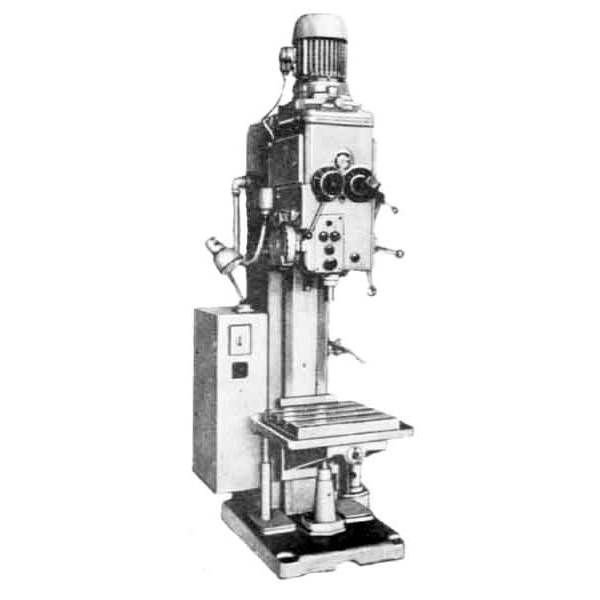
Станок 2н125 очень удобен для обработки деталей с небольшими габаритами и массой
Так, образец 2Н125 может применяться для рассверливания и развертывания отверстий, зенкерования, нарезания резьбы разных диаметров и т.д.
При всем этом он имеет крайне простую конструкцию рабочего элемента, что состоит из единственного шпинделя. Хотя некоторые модификации уже оборудования поворотными насадками, что позволяют использовать одновременно несколько рабочих сверл, а также других необходимых инструментов.
Базовая модель способна работать со сверлами диаметром до 25 мм. Улучшенные образцы в этом плане мощнее, и их технические характеристики позволят пользовать сверлами диаметром 35 мм.
Что интересно, изобрели это устройство очень давно. Производить его начали еще на Одесском станкостроительном заводе. Однако во времена войны завод эвакуировали в город Стерлитамак, где и было налажено полное производство таких станков для обеспечения экономики страны.
Причем встречается этот агрегат до сих пор и в огромных количествах. При должном уходе он даже сейчас работает практически безотказно. А все потому что кинематическая схема его сборки и технические характеристики подобраны так, чтобы механизм мог работать в любых условиях, а в случае поломки быстро ремонтировался подручными средствами.
Как вы сами понимаете, такие технические характеристики привлекают производителей. Ведь достаточно взглянуть в паспорт изделия, чтобы понять, что оно мало чем уступает современным моделям станков.

Внешний вид станка 2н125 в производственном цеху
Да, оно намного тяжелее, не столь удобно в работе, но опытный рабочий на механизме такого типа сможет выполнять те же функции с одинаковой производительностью. А вот стоимость станка, если взглянуть в паспорт, на порядок отличается от стоимости современных моделей.



1.1 Основные разновидности
Паспорт станка 2Н125 не зря указывает, что он является универсальным агрегатом и предназначается для использования в разных ситуациях.
Об этом свидетельствует и кинематическая схема его сборки. И хотя изначально его поставляли в виде одношпиндельной модели, но длительный процесс эксплуатации позволил производителям выпустить несколько интересных модификаций.
На рынке сейчас представлены следующие разновидности станка 2Н125:
- 2Н125А;
- 2Н125С;
- 2Н125Н;
- 2Н125К;
- 2Н125Ф2.
Модели 2Н125А – это своеобразная попытка сделать устройство автоматизированным. Здесь схема настройки задается с помощью подкрутки шпинделя, головок и регулировки нескольких положений. После этого рабочему остается только запустить агрегат и наблюдать за процессом.

Вертикально сверлильный станок модели 2Н125 С
Модель 2Н125С – это многофункциональные станки, на которые предусматривается возможность установки шпинделя с несколькими гнездами. Причем шпиндель можно регулировать, закреплять в нужном положении и т.д.
Модель 2Н125Н имеют не только многошпиндельные головки, но и многофункциональные стволы с возможностью вращения.
Образец 2Н125К оборудован крестовым столом и возможность настраивать точные координаты сверления.
Ну а станки 2Н125Ф2 оборудованы механизмом ЧПУ, револьверной головкой шпинделя и крестовым столом, как в предыдущей версии. Они считаются самыми продвинутыми.
Не будем забывать и про модели 2Н135, которые тоже являются разновидностью рассматриваемого механизма. Последние две цифры в его маркировке – это максимальный диаметр сверления отверстий. Поэтому модель 2Н135 или сверлильный станок 2н125 отличается от базовой, только возможностью создавать отверстия диаметром до 35 мм.
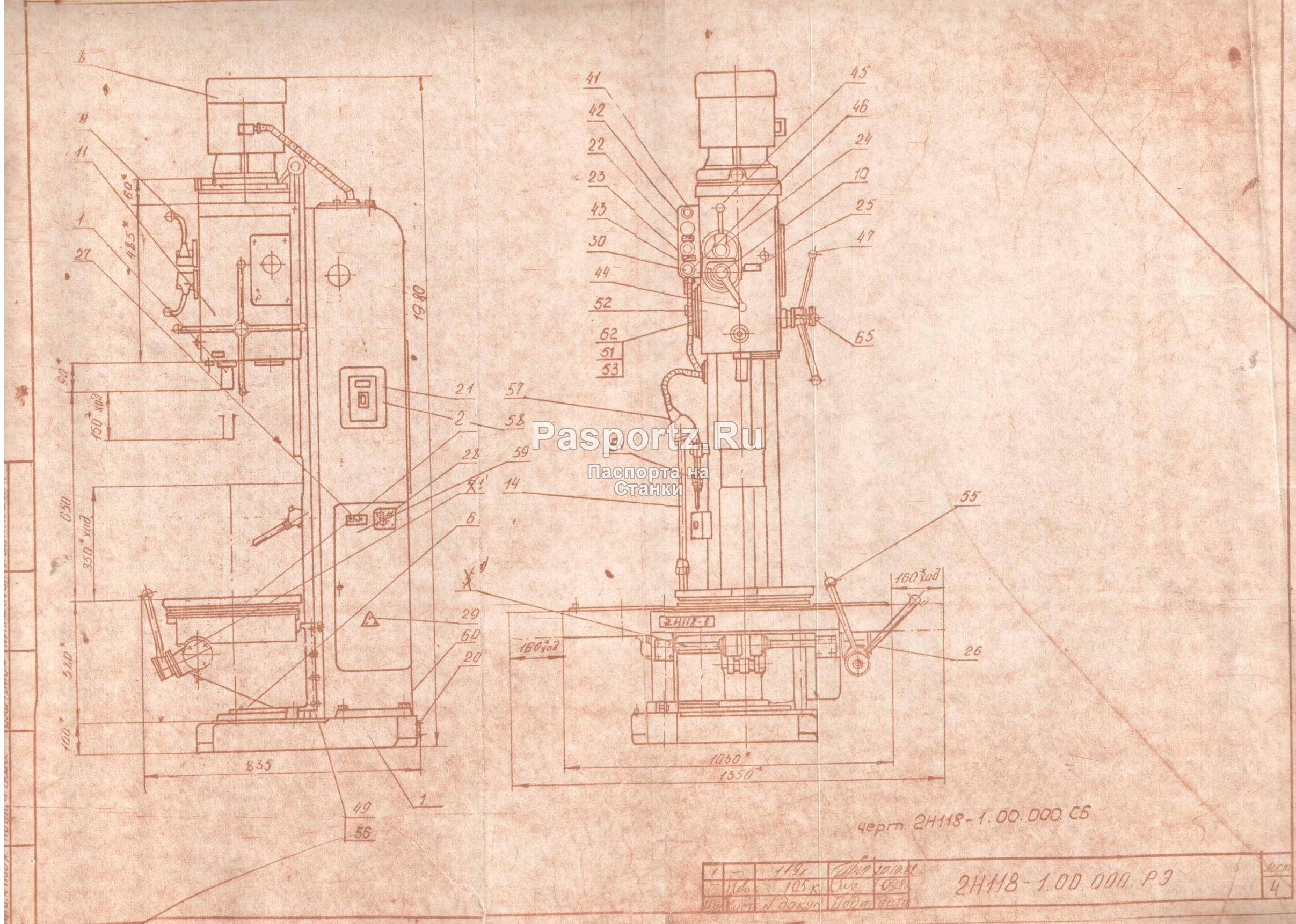
Описание кинематической схемы сверлильного станка 2А125
Кинематическая цепь (схема на рис. 7) служит для вращения и вертикального перемещения (подачи) шпинделя. Механизмы станка приводятся от электродвигателя посредством клиноременной передачи типа А1000 через шкивы 1 и 2. Шкив 2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 3, 4, 5, передающий вращение второму валу через неподвижно укрепленные на нем шестерни 6, 7 и шестерню 9 второго тройного блока. Скользящий по второму валу тройной блок шестерен 8, 9 и 10 через шестерни 11, 12 и 13 передает вращение выходному валу, представляющему собой пустотелую гильзу (см. рис. 5). По шлицевому отверстию этого вала свободно перемещается шлицевой конец шпинделя.
Механизм подач получает движение по следующей цепи:
- от шестерни 14, сидящей на шлицевой части шпинделя, через шестерни 15, 16 и 17 вращение передается пустотелому валику, на котором свободно вращаются шестерни 18, 19 и 20, постоянно сцепленные с шестернями 21, 22 и 23.
- Шестерни 23, 24 и 25 постоянно сцеплены с шестернями 26, 27 и 28, свободно вращающимися на втором полом валике. Внутри обоих пустотелых валиков перемещаются вытяжные шпонки, блокирующие шестерни 18, 19, 20, 26, 27 и 28.
- От второго пустотелого валика через кулачковую муфту 29 вращение передается червяку 30 и червячному колесу 31, сидящему на одном валу с шестерней 32; последняя сцеплена с рейкой 33, нарезанной непосредственно на гильзе шпинделя.
Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 43, сцепленная с шестерней внутреннего зацепления 34 лимбом установки глубины сверления.
Подъем кронштейна осуществляют вращением рукоятки через червяк 38, червячную шестерню 37 и реечную шестерню 36, сцепляющуюся с рейкой 35, укрепленной на колонне станка.
Подъем стола производят вращением рукоятки через конические шестерни 40 и 39, винт 42 и гайку 41.





