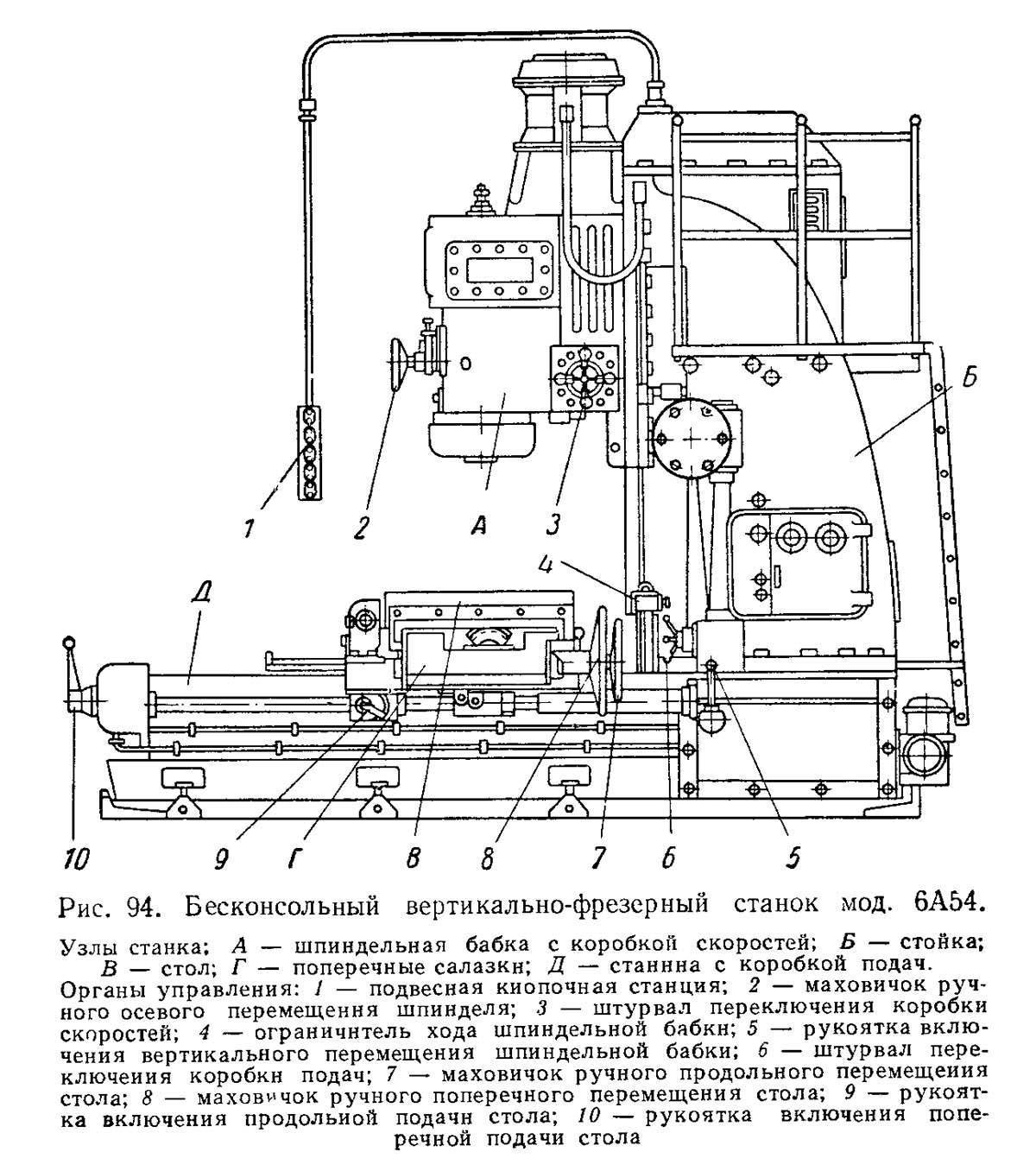
Базовые механизмы станка
В состав вертикально-фрезерного агрегата входят элементы:
- станина;
- консоль;
- коробка скоростей;
- коробка подач;
- коробка, переключающая скорости шпинделя;
- стол-салазки;
- зажимной механизм для фрезы;
- поворотная головка;
- электрооборудование.
Станина выполняет функцию опоры станка. На ней монтируются все основные устройства агрегата. Станина крепится на надежном основании за счет штифтов.
В состав консоли входят многочисленные валы и шестерни. За их счет вращение передается от коробки подач к винтам поперечной и вертикальной подач.
Коробка скоростей находится внутри аппарата. Данный механизм подлежит обязательной смазке для нормального функционирования. Смазывание происходит путем разбрызгивания специальной жидкости при помощи плунжерного насоса. Процесс происходит в автоматическом режиме.
Коробка подач находится в левой части консоли и смазывается собственной системой.
Механизм переключений скоростей шпинделя располагается в левой части агрегата. Устройство коробки позволяет осуществлять переключение скоростей в любом выбранном порядке.
Салазки выполняют функцию передвижения изделий, которые обрабатывает станок.
Зажимной механизм для фрезы работает по электромеханической схеме.
Установка поворотной головки происходит в верхней части станины. Установочным материалом при этом выступают болты. Центрирование головки происходит в круговой проточке станины.
Шпиндель аппарата представляет собой вал, состоящий из двух опор. Он находится в выдвижной гильзе. Часто требуется корректирование люфта в шпинделе. Операция проводится путем подшлифовки колец, расположенных в агрегате.
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора,
- смазка элементов аппарата в соответствии с требованиями паспорта,
- установка защитного ограждения после фиксации фрезы,
- обязательная проверка работы устройства на холостом ходу.
Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена,
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.
Станки консольно-фрезерные
Консольно-фрезерные станки – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
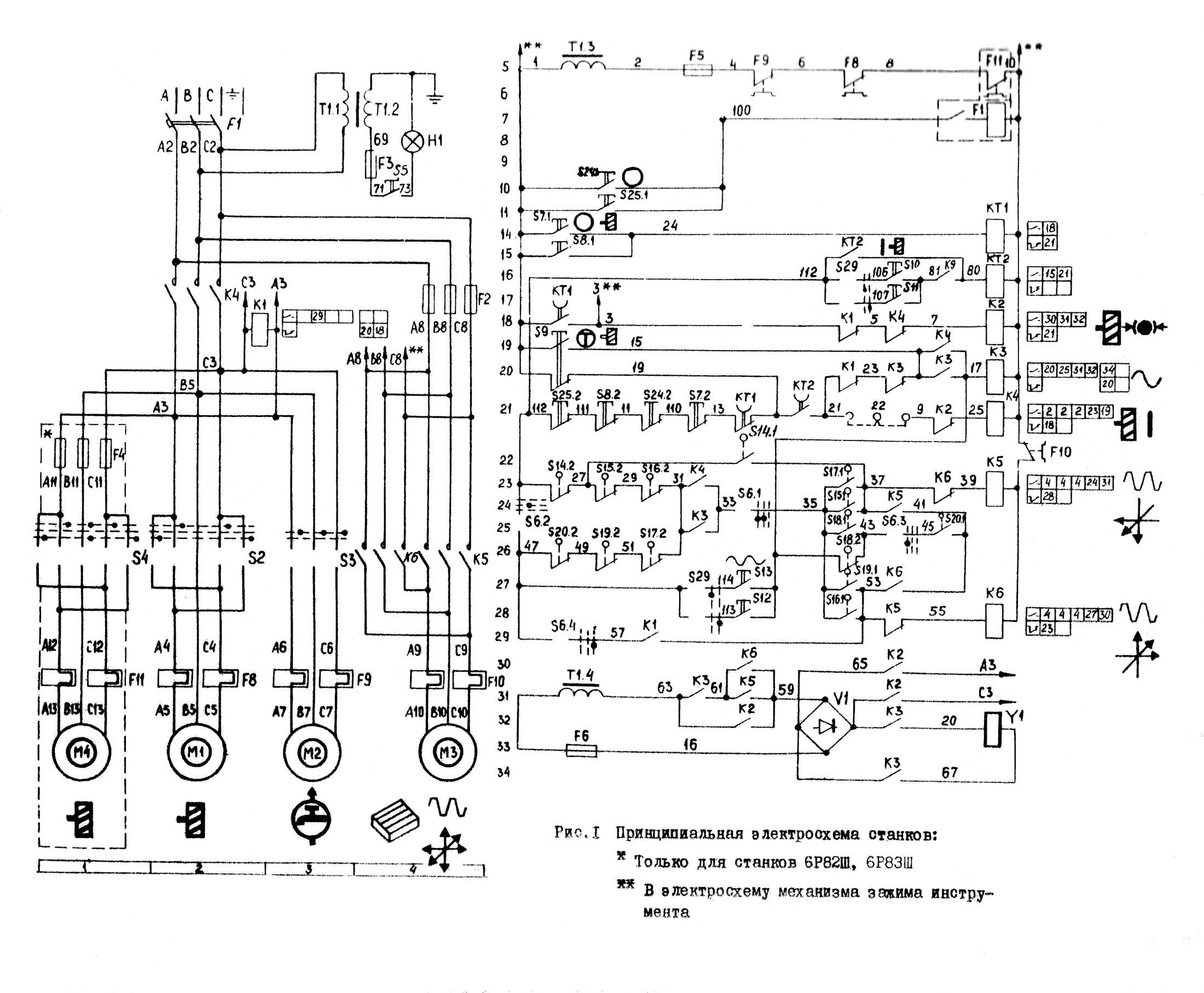
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
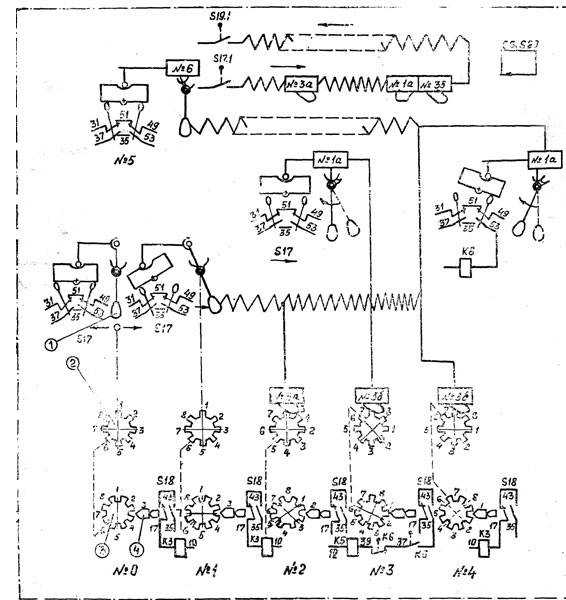
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
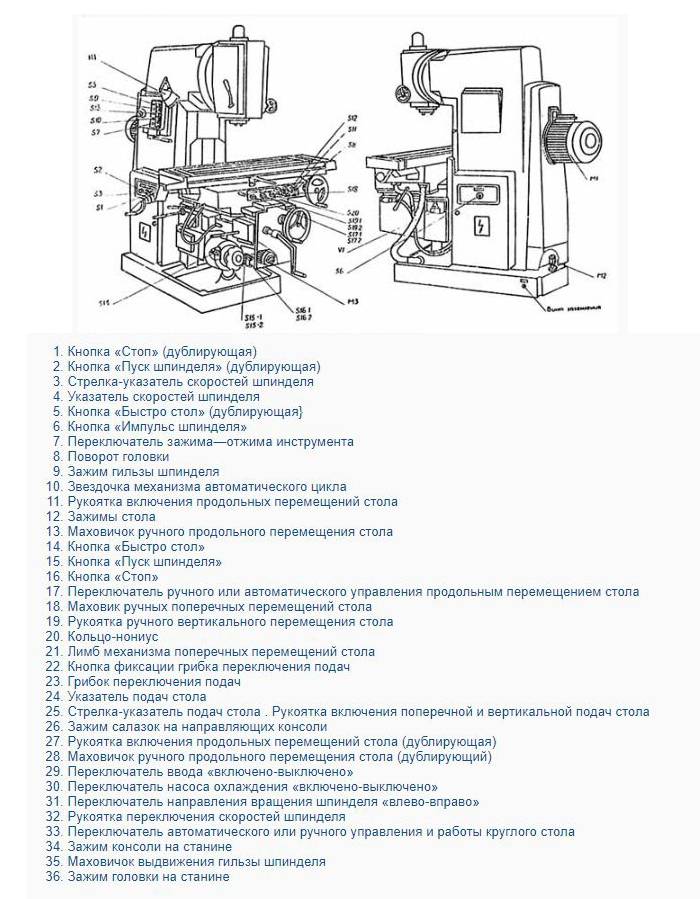
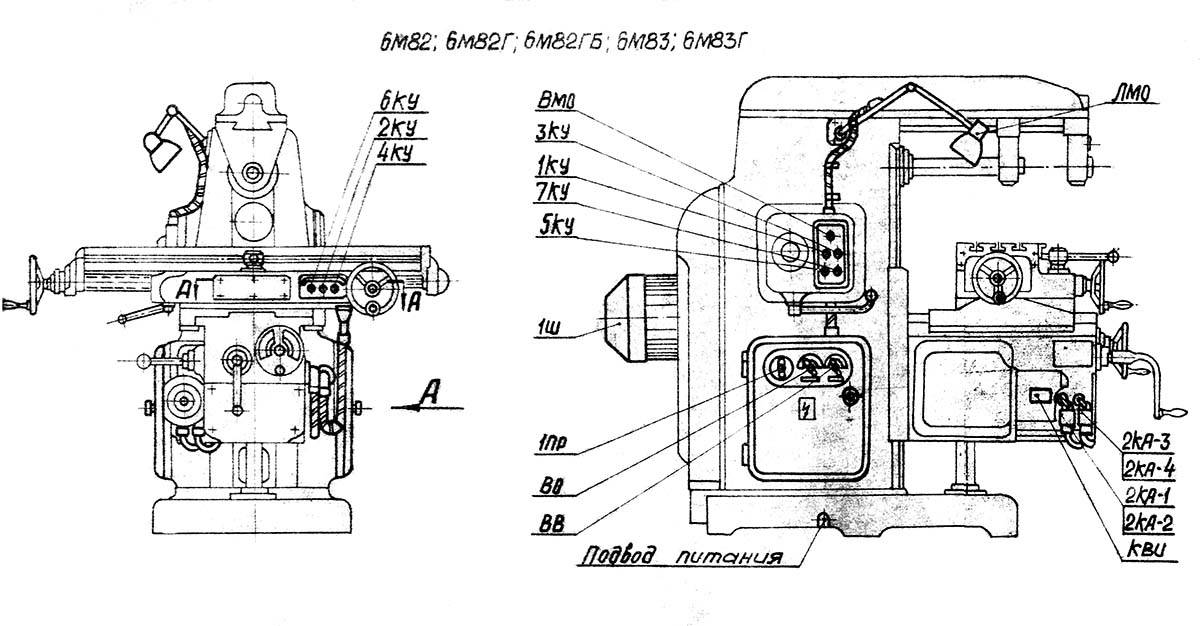
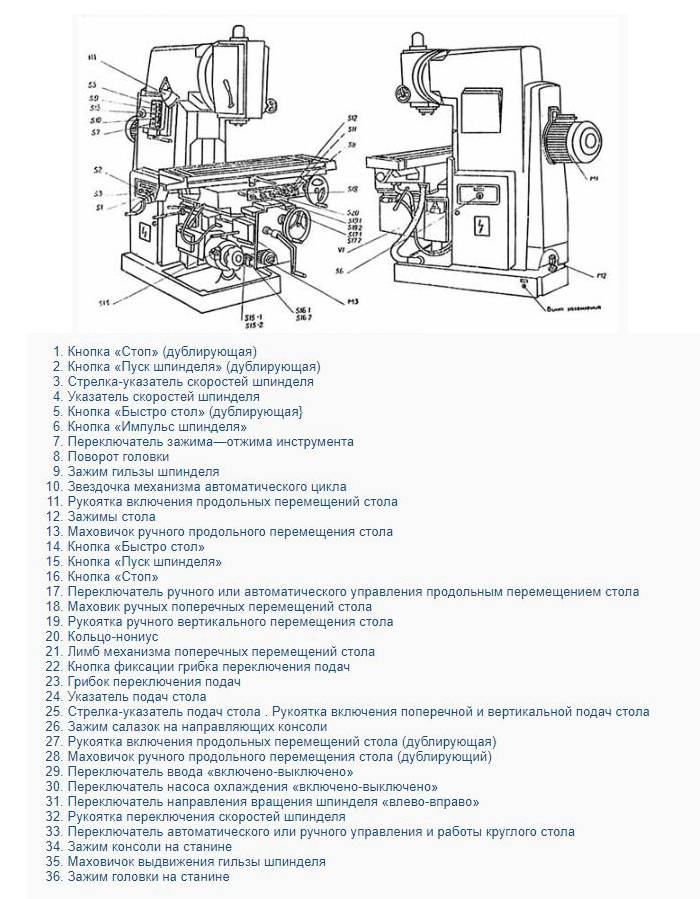
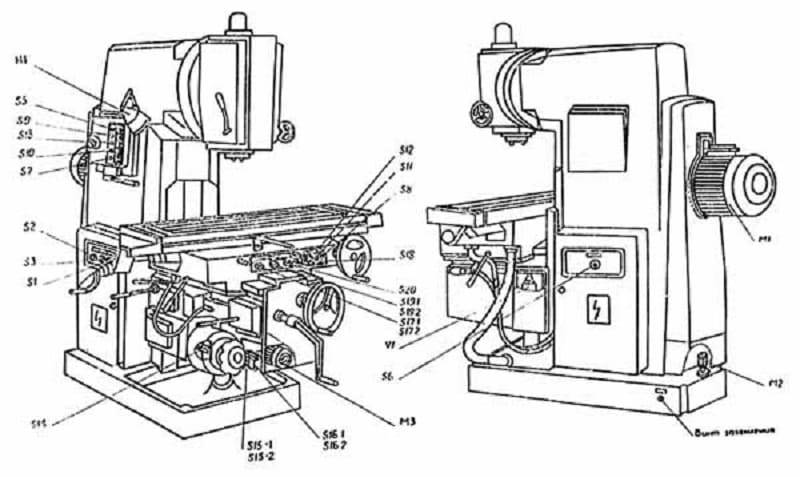
Перечень и расположение органов управления, паспорт
Наиболее важные органы управления находятся спереди агрегата, а также на боковой панели от поворотной головки и непосредственно на боковинах основания.
Для регулировки подач имеются ручки, расположенные непосредственно перед мастером немного ниже поверхности стола. Здесь расположены:
- маховик, перемещающий инструментальный стол;
- рукоятка передвижения стола по вертикали;
- рычаг для выключения перемещения вдоль;
- переключатель управляющего режима.
Помимо этого, в управляющую систему оборудованием входит:
- кнопка «Пуск»;
- дублирующая кнопка остановки шпиндельной головки;
- зажимы стола;
- рукоятки ручного перемещения;
- маховик для выдвижения гильзы шпинделя.
Сбоку станины расположен грибок-переключатель подач, а также кнопки пуска и остановки всех основных узлов.
Вертикально-фрезерный станок ВМ127
Вертикально-фрезерный станок ВМ127, ВМ127М – очень распространённая на территории бывшего СССР серия фрезерного станка, позволяющая производить фрезерование деталей небольших и средних размеров в условиях единичного и мелкосерийного производства. На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д. Аналог станков: 6Р13, 6Т13, FSS450МR.
Простота обслуживания
Простота обслуживания вертикально-фрезерного станка ВМ127, перенастройка механизма и самого инструмента представляют определенный комфорт при использовании станка в производстве мелкосерийного характера. Даже в самых безжалостных условиях эксплуатации автоматическая система смазки узлов обеспечивает простоту использования и работоспособность станка.
Особенности конструкции
- Мощный привод главного движения и плавная регулировка скорости подач обеспечивает оптимальные режимы обработки при различных условиях резания и полное использование возможностей режущего инструмента
- Сервоконтролерный привод подач с обратной связью
- Полуавтоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации
- По отдельному заказу станок может быть оснащен устройством цифровой индикации (УЦИ).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1600 х 400 |
| Число Т-образных пазов | 3 |
| Максимальная нагрузка на стол (по центру), кг | 800 |
| Наибольшее продольное перемещение стола, мм | 1010 |
| Наибольшее поперечное перемещение стола, механическое/ручное, мм | 300 / 320 |
| Наибольшее вертикальное перемещение стола, механическое/ручное, мм | 400 / 420 |
| Продольное перемещение стола на одно деление лимба, мм | 0,05 |
| Поперечное перемещение стола на одно деление лимба, мм | 0,05 |
| Вертикальное перемещение стола на одно деление лимба, мм | 0,05 |
| Продольное перемещение стола на один оборот лимба, мм | 4 |
| Поперечное перемещение стола на один оборот лимба, мм | 6 |
| Вертикальное перемещение стола на один оборот лимба, мм | 2 |
| Конус шпинделя | АТ50 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Ручное перемещение от торца шпинделя до рабочей поверхности стола, мм | 30 – 500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 420 |
| Угол поворота шпиндельной головки, градусов | ±45 |
| Количество скоростей шпинделя | 18 |
| Скорость продольной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость поперечной подачи, рабочая/ускоренная, мм/минуту | 25-1250 / 3000 |
| Скорость вертикальной подачи, рабочая/ускоренная, мм/минуту | 8,3-416,6 / 1000 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Мощность электродвигателя привода подач, кВт | 2,1 |
| Мощность электрического насоса охлаждения жидкости, кВт | 0,12 |
| Производительность электрического насоса охлаждающей жидкости, л/мин. | 22 |
| Класс точности станка | Н |
| Масса обрабатываемых деталей с приспособлением, кг | 800 |
| Габаритные размеры станка (Д х Ш х В), мм | 2560 x 2260 x 2500 |
| Масса станка с электрооборудованием, кг | 4200 |
Вертикально-фрезерный станок ВМ127, ВМ127М производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Цена
Цена на вертикально-фрезерный станок ВМ127, ВМ127М на I квартал 2014 года в базовой комплектации составляет 1 800 000 рублей (с НДС) и требует уточнения на момент запроса. Технологические возможности станков могут быть расширены за счет применения на них делительной головки, круглого поворотного стола и других приспособлений.
Современные аналоги
В нашем каталоге так же представлены качественные современные аналоги вертикально-фрезерных станков 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 – станки серии FSS. Они обладают современной конструкцией в сочетании с высоким качеством изготовления. Относительно невысокая для такого уровня станков цена делает вертикально-фрезерные станки FSS одним из лучших предложений по соотношению цена / качество.
Вертикально-фрезерный станок FSS450MR
Комплектация, характеристики
Особенности
Универсальные станки отличаются своей многофункциональностью. Рациональным поступком будет приобретение одного универсального станка по дереву вместо нескольких специальных, что позволит сэкономить деньги и место в мастерской без ущерба для удобства работы.
Существует несколько видов универсальных деревообрабатывающих станков, чаще всего на одной раме объединяют:
- дисковую (циркулярную) пилу;
- фуганок;
- сверло или фрезу.
Промышленность предлагает различные варианты комбинированных станков, домашнему мастеру не составит особого труда выбрать то, что максимально соответствует его запросам.
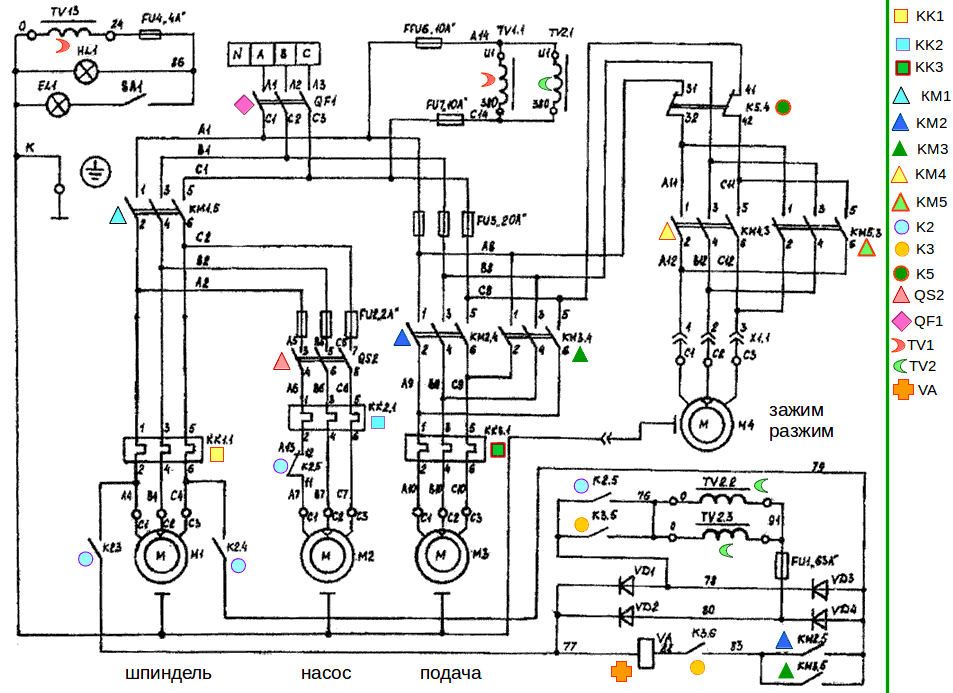
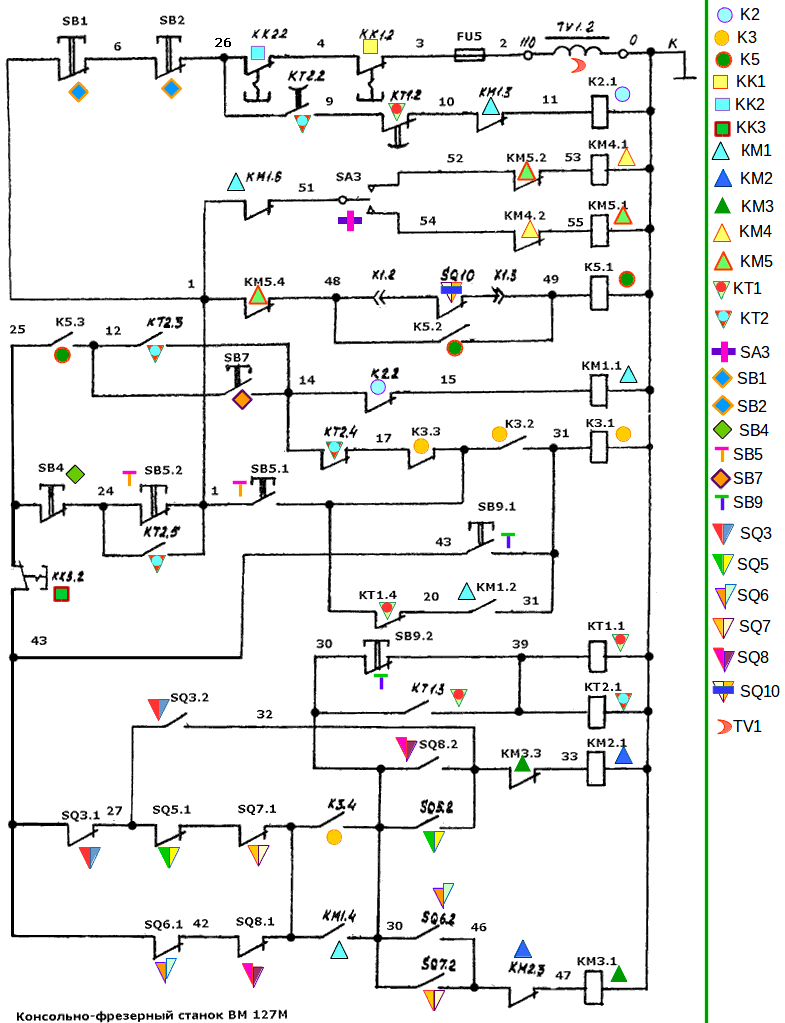
Работа составных частей электрооборудования фрезерного станка ВМ127М. Работа станка в наладочном режиме
Зажим инструмента
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим» и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально.
- Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5
- При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4
- При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
Включение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1 и реле времени КТ1, КТ2. Пускатель КМ1 подает напряжение 380В на двигатель Ml, a KT2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя
Для выключения шпинделя необходимо нажать кнопку SB4. Отключаются пускатель КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5,6 с замыкающие контакты реле времени КТ2 выключают пускатель К2, а К2 соответственно отключит динамическое торможение шпинделя.
Аварийное выключение станка
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станком вм127м. Примечание. Для повторного включения станка необходимо:
- кнопку SB1 (SB2) установить в исходное положение
- произвести зажим инструмента
Импульсное включение
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Ml кнопкой SB5, двигателя подачи М3 выключателем SQ3.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо:
- подать питание на станок
- включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо: подать питание на станок включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
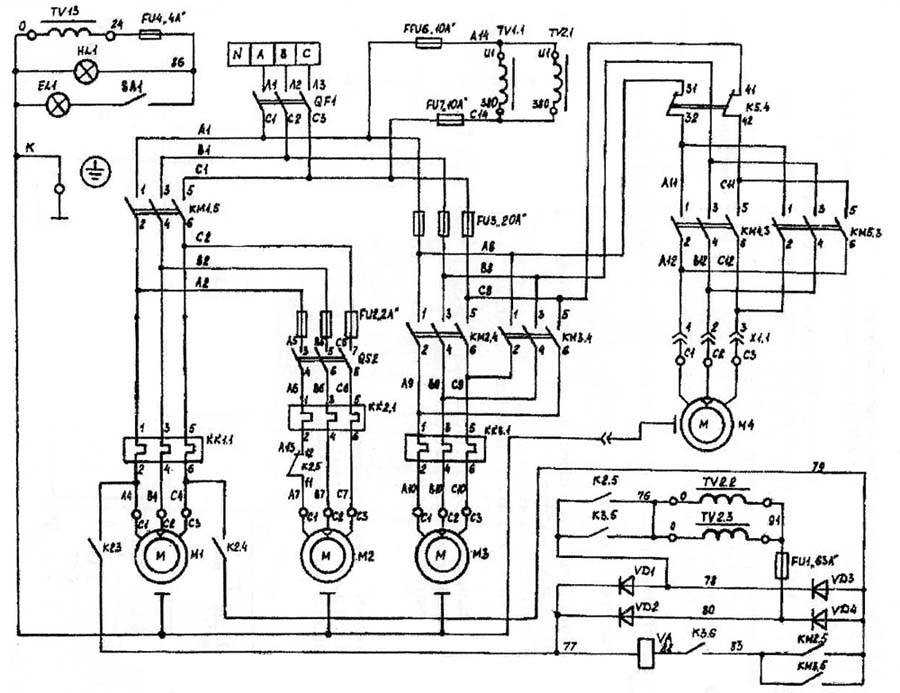
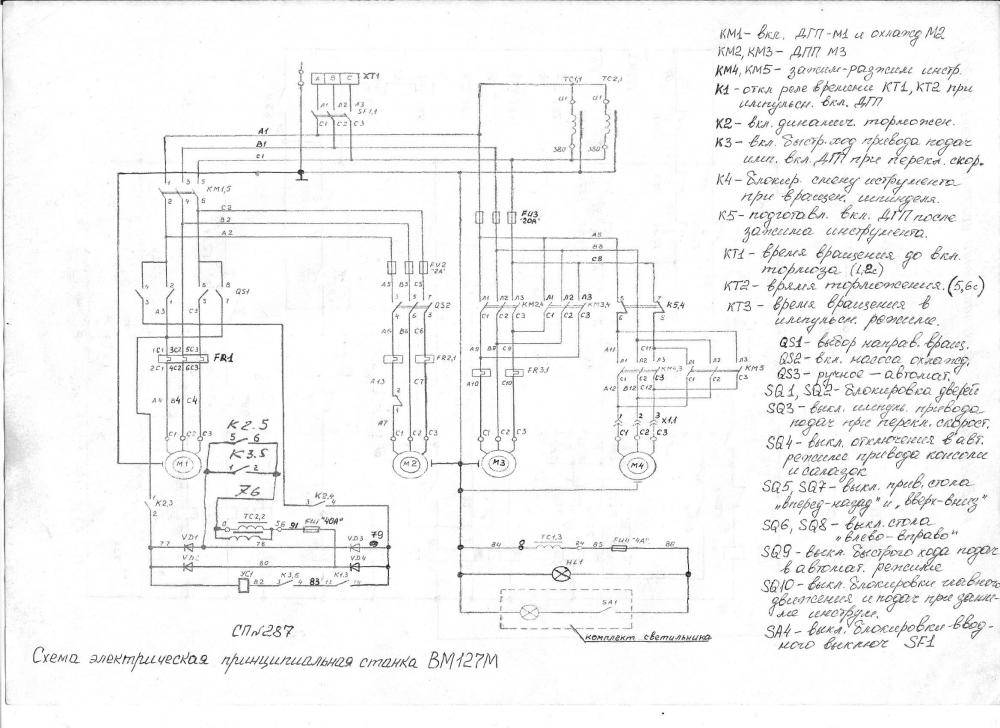
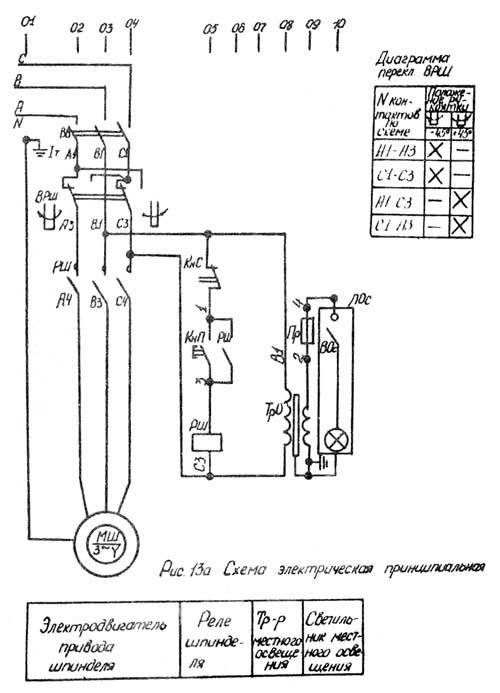
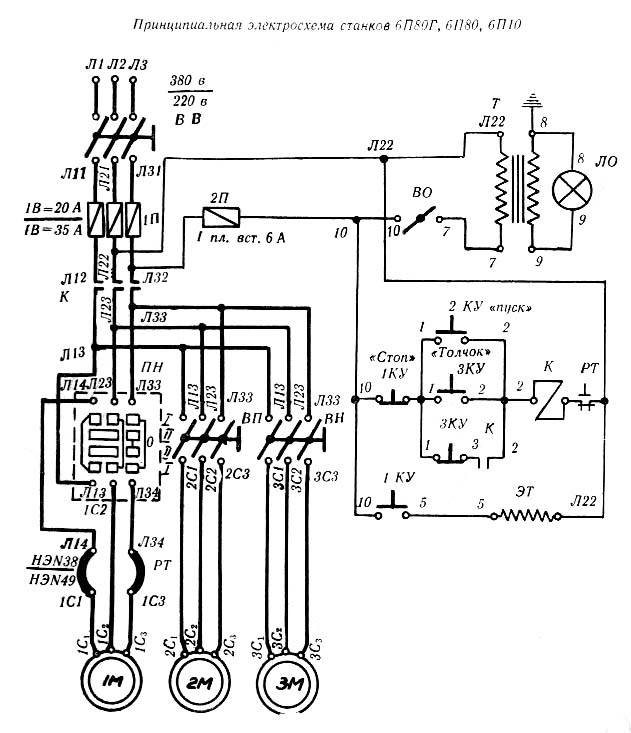
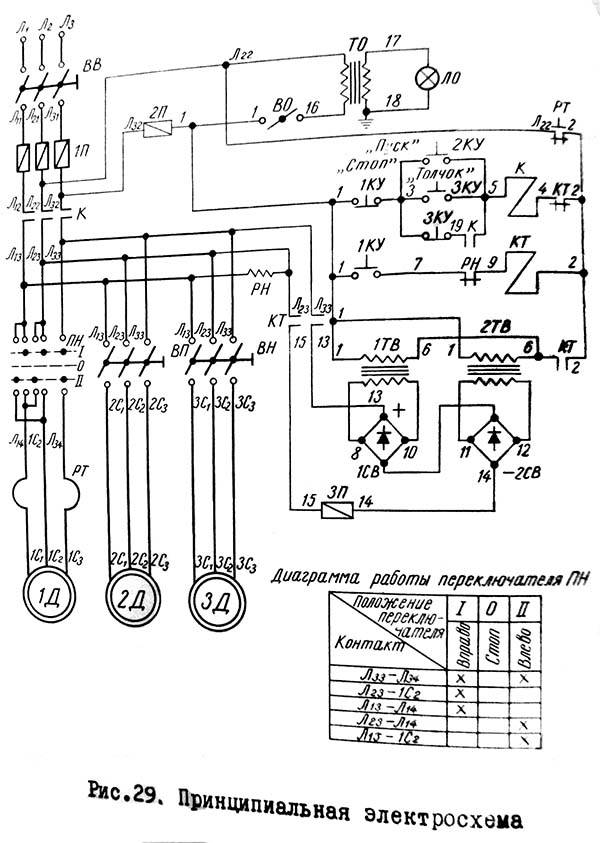
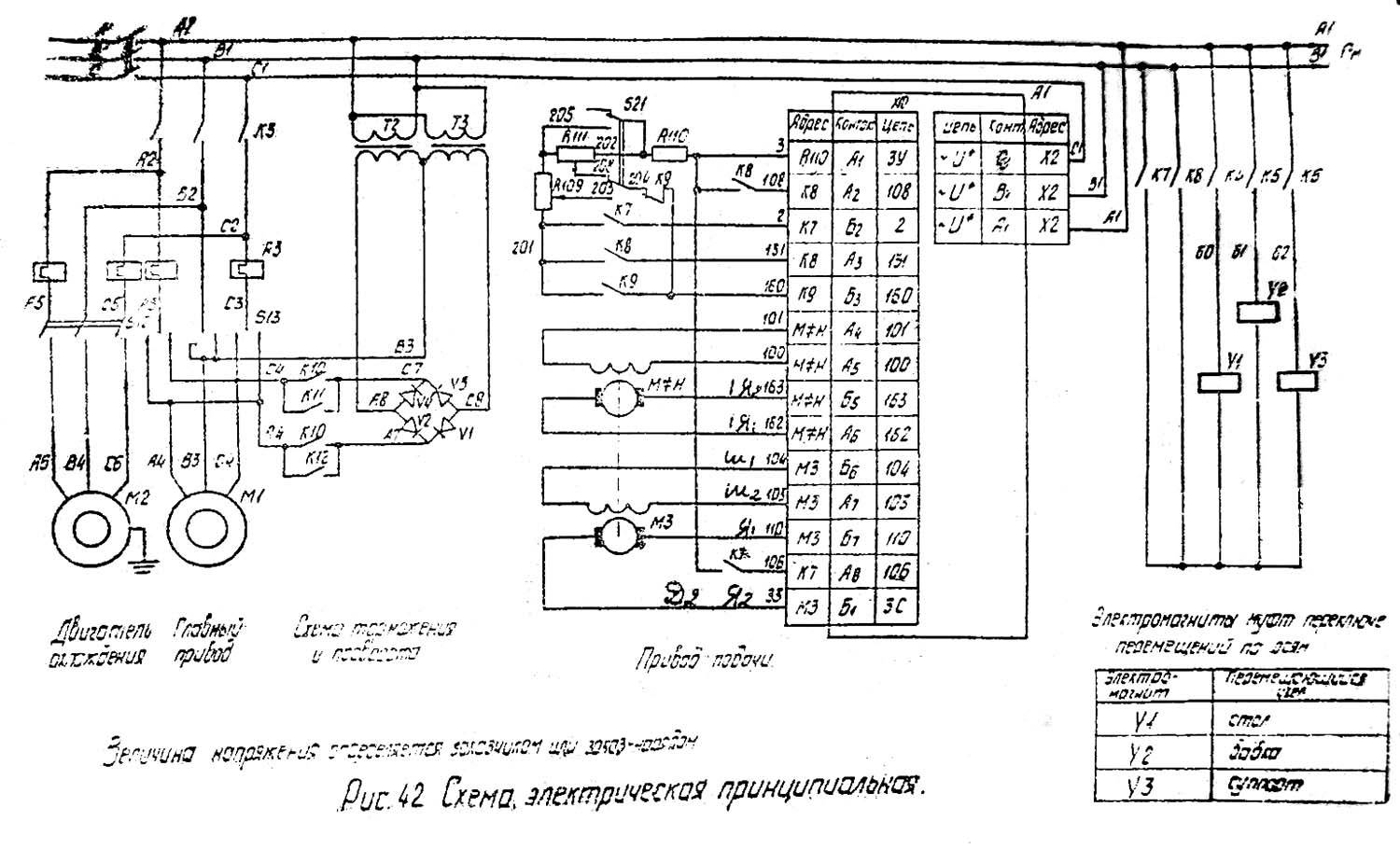
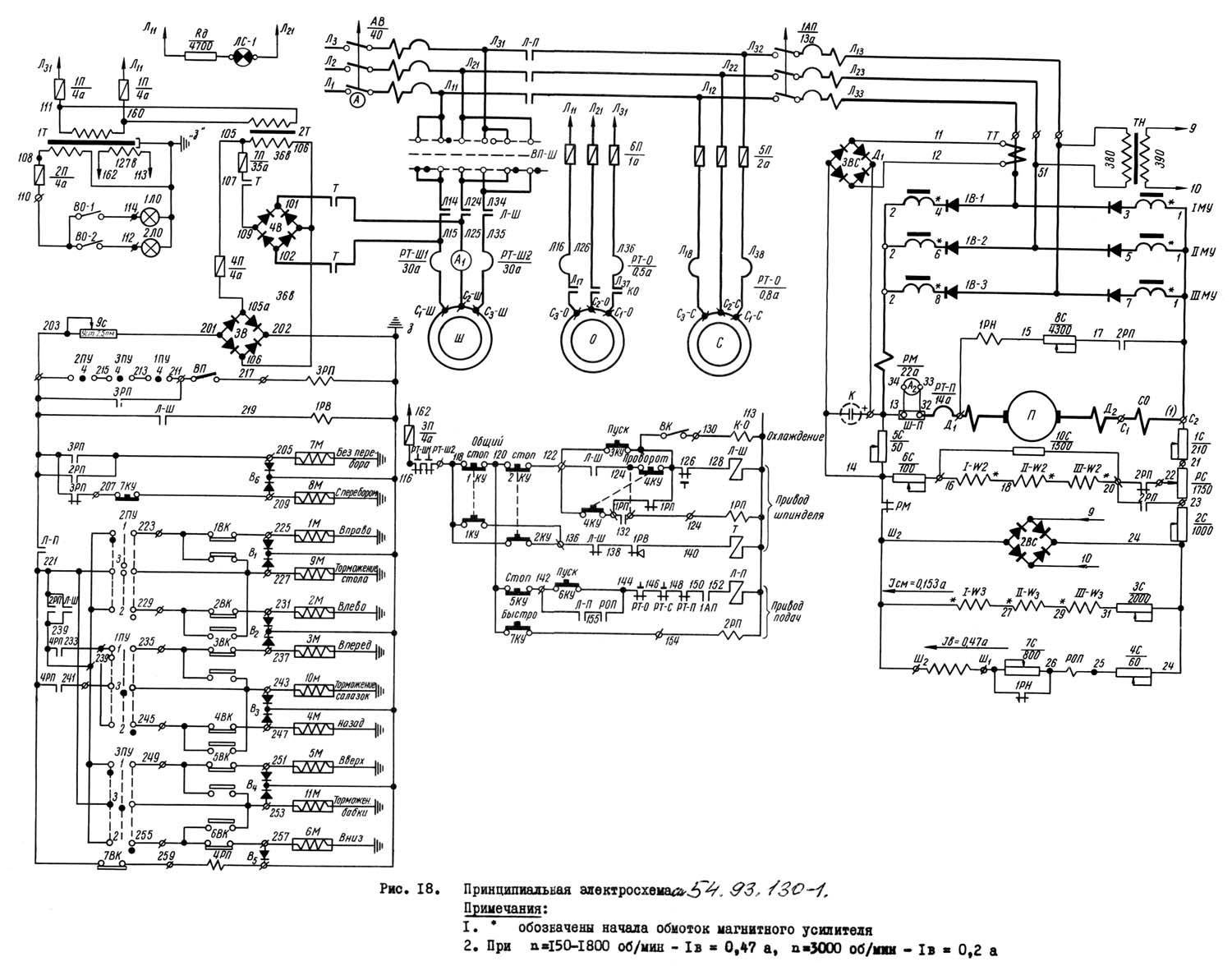
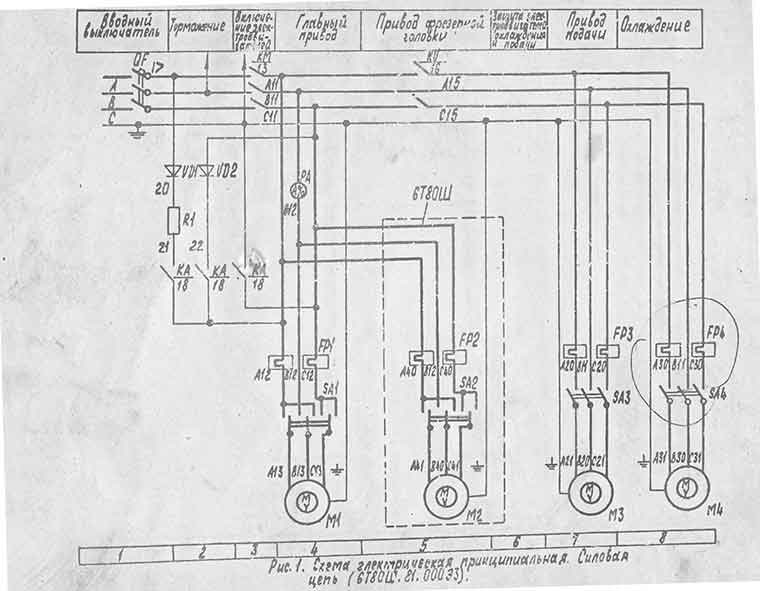
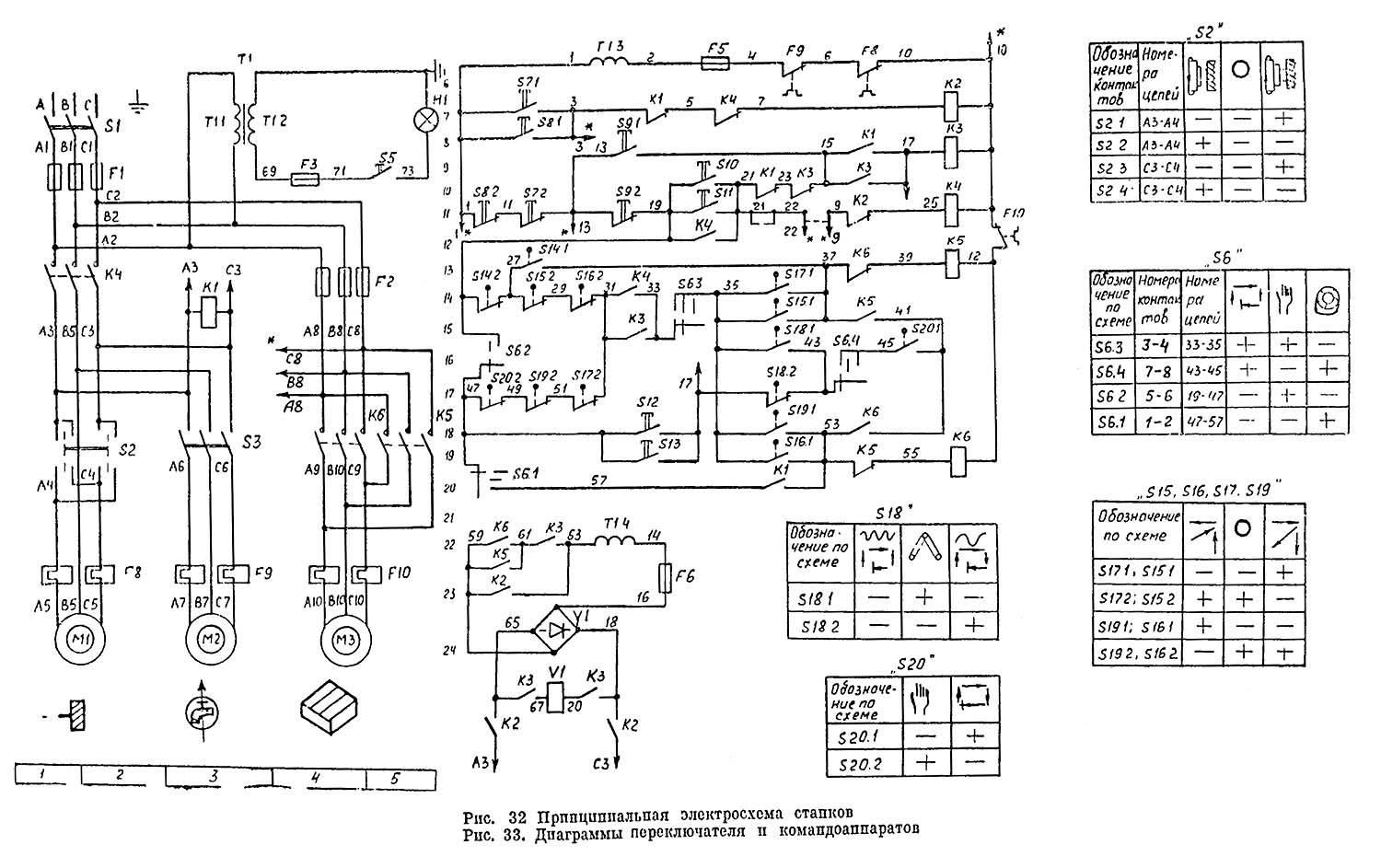
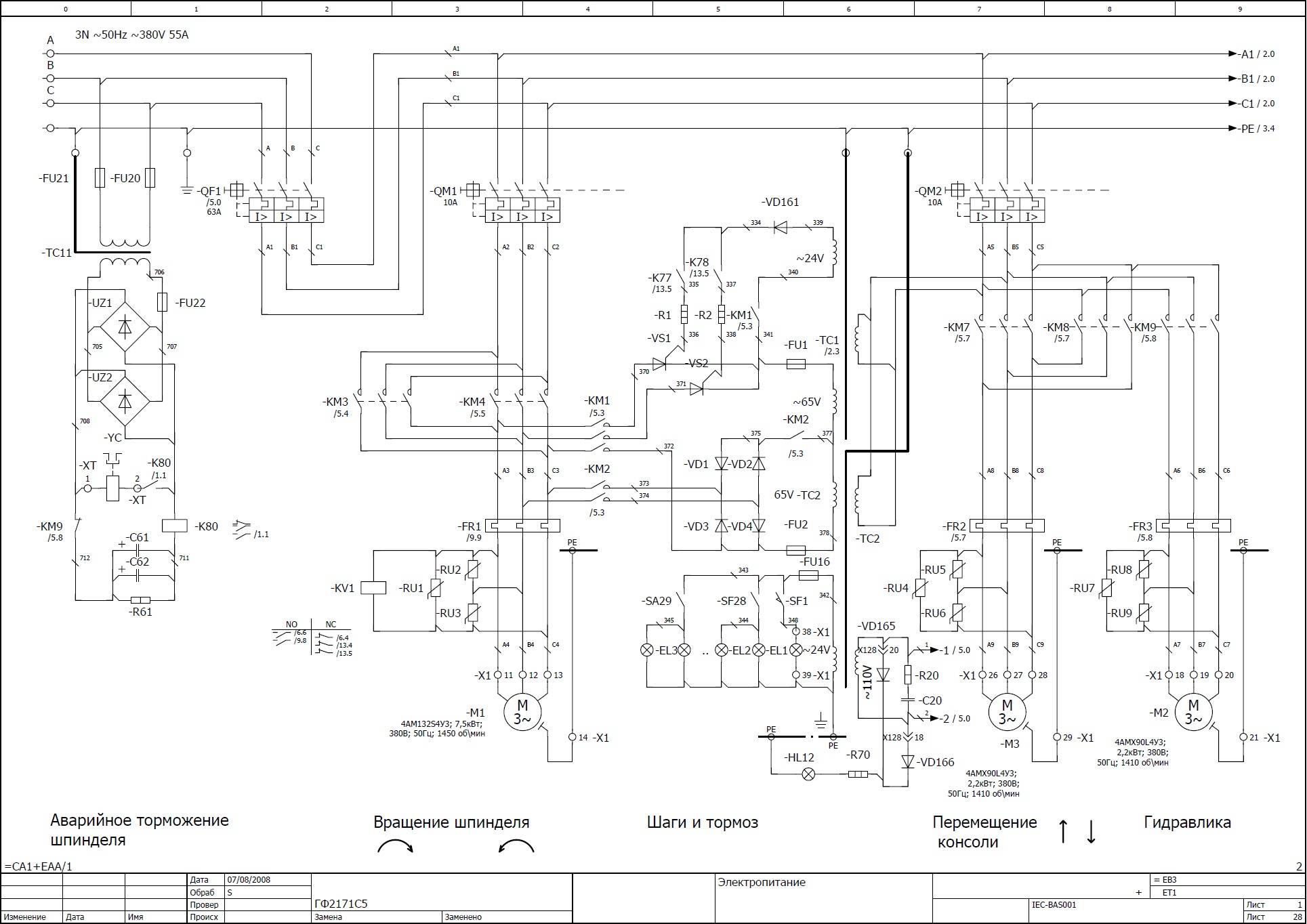
Описание схемы электрической принципиальной.
Источник питания — трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников:
- а) переменного тока — 24В, 110В;
- б) постоянного тока — 56В.
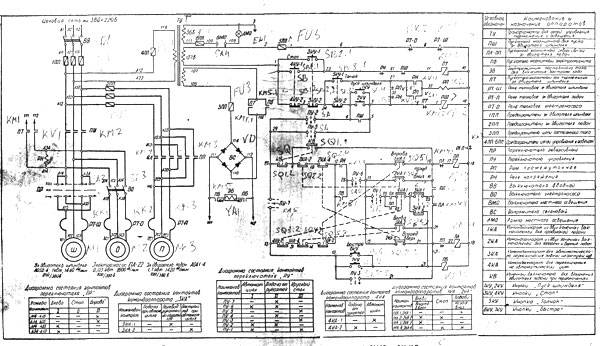
Работа составных частей электрооборудования.
Работа станка в наладочном режиме.
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) ycтановить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4 который подает напряжение на двигатель механизма зажима инструментаМ4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончание зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1 который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим»
удерживать рукой. При этом срабатывают пускатели КМ5Л. Пускатель КМ5.3 подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжим
инструмента контролируется визуально. ^ч
Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5;
При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4;
При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400 об/мин);
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1и реле времени КТ1 и КТ2 Пускатель КМ1 подает напряжение 380В на двигатель М1, a КТ2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя.
Дея выключения шпинделя необходимо нажать кнопку SB4. отключаются пускателем КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2 который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5.6 с замыкающие контакты реле времени КТ2 выключают пускатель КТ2 а К2 соответственно отключит динамическое торможение шпинделя.

Включение насоса охлаждения.
Насос охлаждения включается переключателем Q§2. 380В подается на двигатель
М2 при включенном шпинделе.
Аварийное выключение станка.
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станка.
Примечание. Для повторного включения станка необходимо:
- 1. кнопку SB1 (SB2) установить в исходное положение;
- 2. произвести зажим инструмента.
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Мl кнопкой SB5, двигателя подачи МЗ выключает SQ3.
Электропривод подач представляет собой электромеханическую систему. Включения и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQS, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатия кнопки SВ9, включается пускатель К3 и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Регулировка пели торможения шпинделя.
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1иКТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным.
Для проведения регулировки необходимо:
подать питание на станок;
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает 1 сек., повернуть регулятор реле времени KT1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2срабатывает менее , чем 1 сек. после отключения шпинделя тогда регулятор КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. выключить шпиндель станка одновременно с нажатием кнопки SB4 запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не должно быть более 6 секунд.
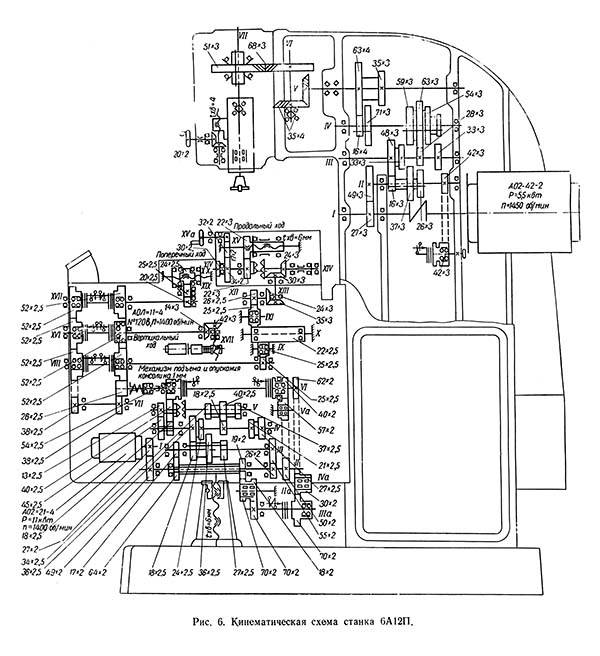
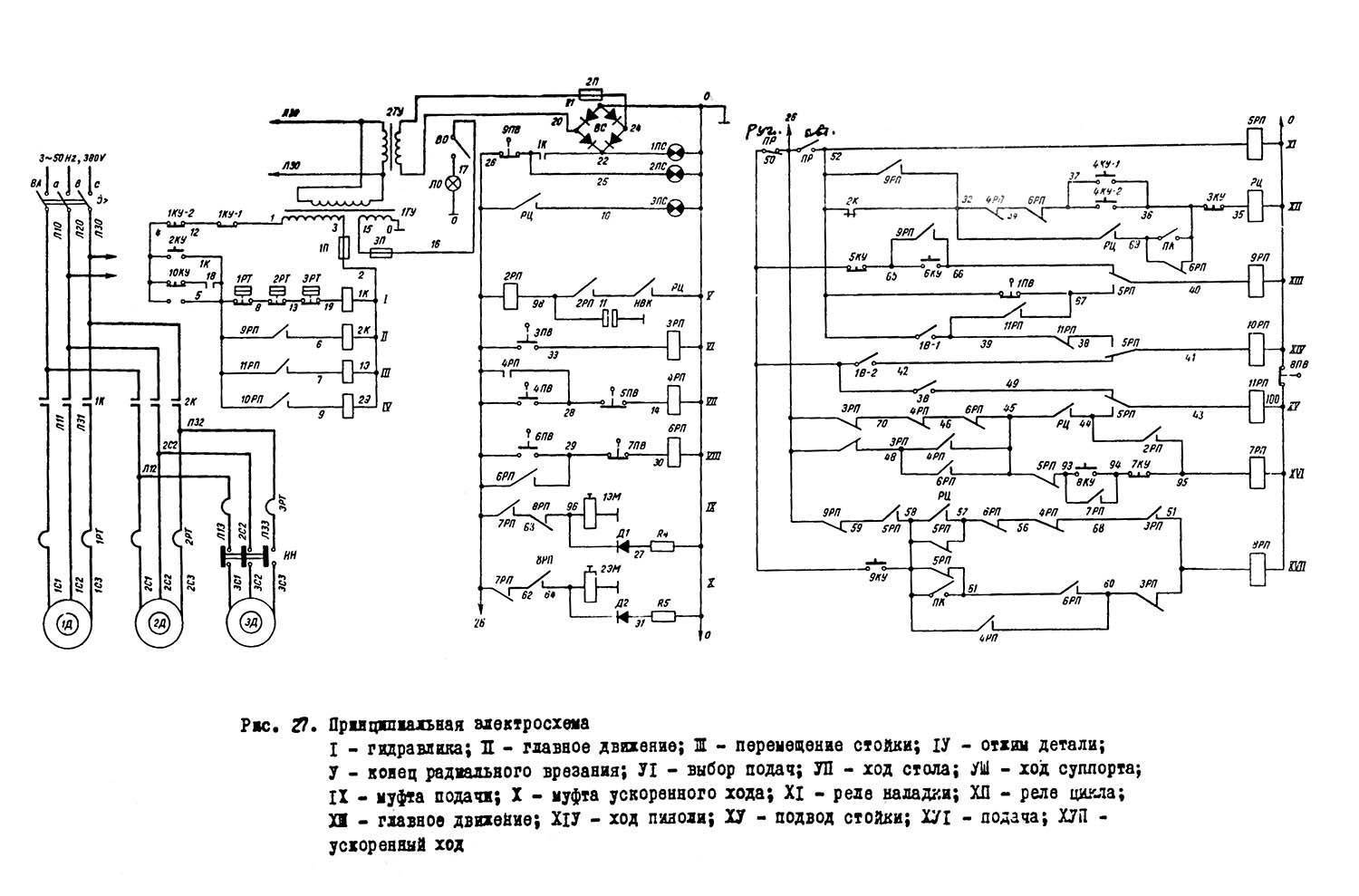
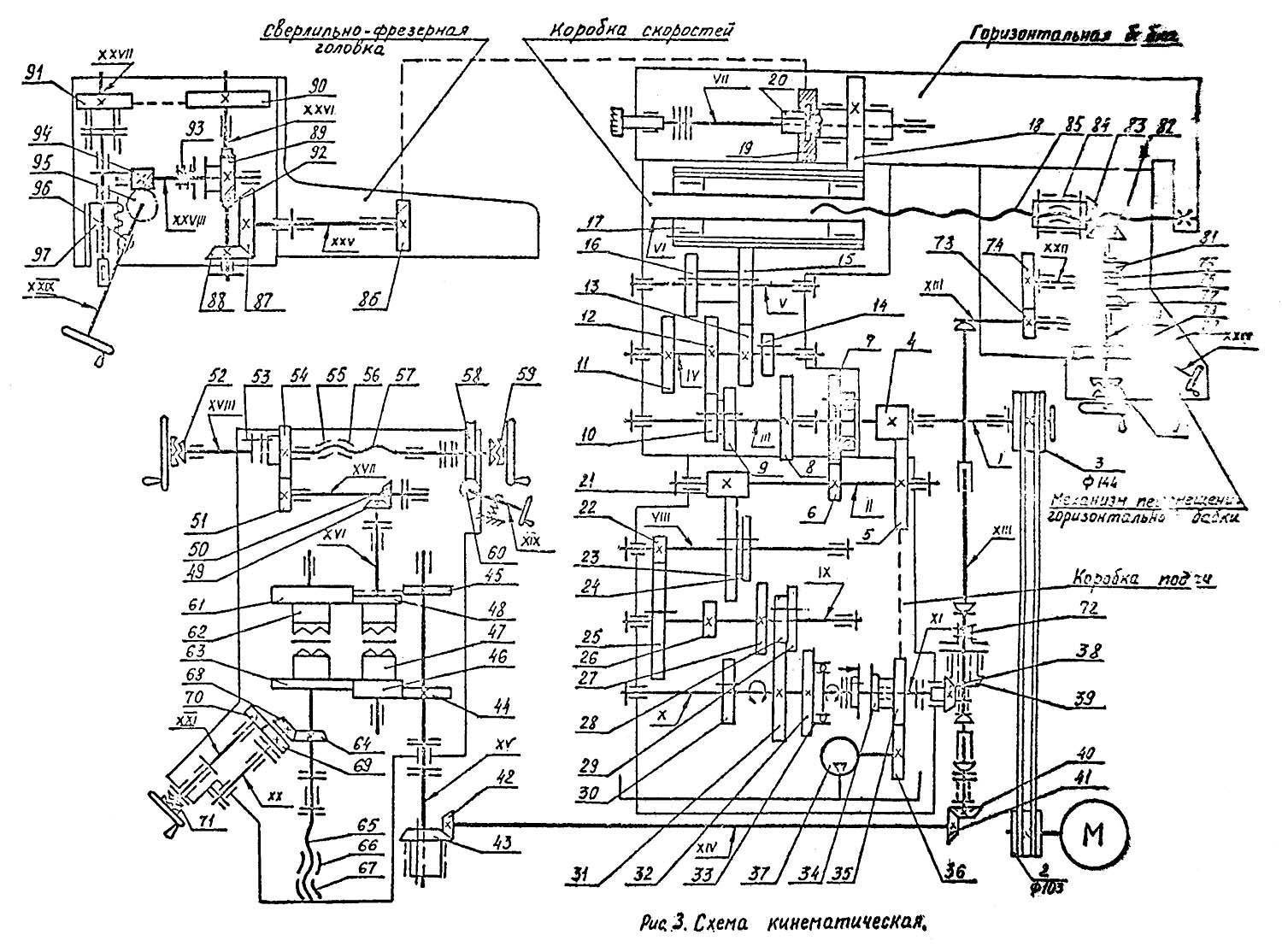
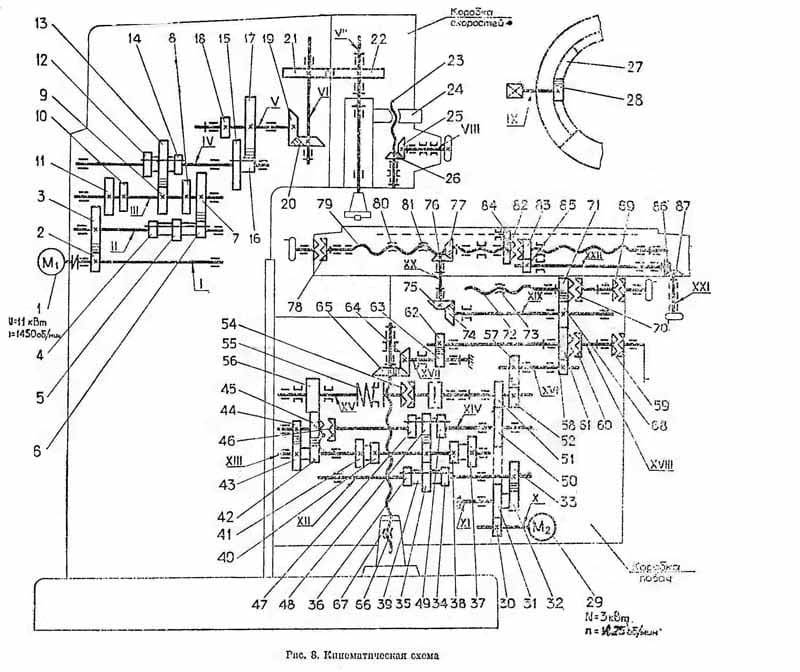
3 Кинематика и электрическое оборудование консольно-фрезерного агрегата
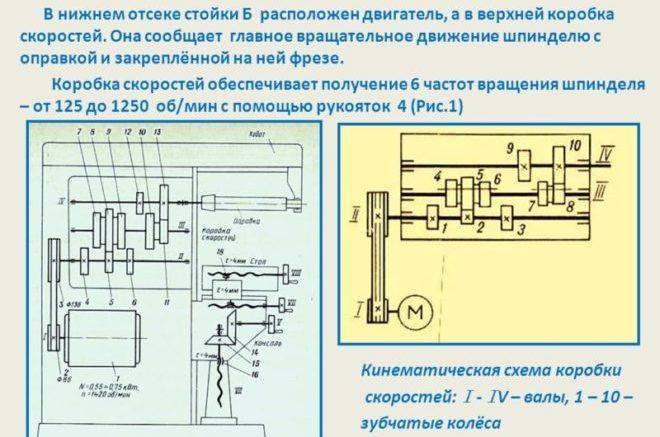
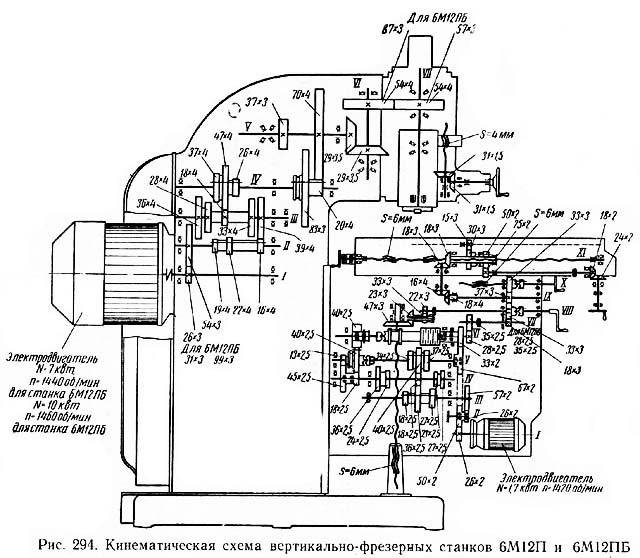
Фланцевый электрический двигатель выполняет привод главного перемещения, используя для этих целей соединительную упругую муфту. 18 разных скоростей шпинделю сообщает коробка скоростей. А изменить количество его оборотов можно посредством зубчатых блоков (их в станке предусмотрено три), которые требуется передвигать по шлицевым валам.
Фланцевый двигатель также производит привод подач. Зубчатое передвижное колесо и трехвенцовые блоки (в конструкции установки их смонтировано два) передают 18 подач в консоль через предохранительную шариковую муфту. После этого они могут направляться к винтам вертикального, поперечного и продольного передвижения путем включения муфты кулачкового типа.

Если оператор инициируют фрикцион быстрого хода, появляется возможность задать станку ускоренные перемещения. Муфта подач сблокирована с этим фрикционом, поэтому одновременно начать работать они не могут. Вращение фрикциона выполняется напрямую от двигателя подач через зубчатые промежуточные колеса. Отметим, что продольные подачи всегда в три раза больше, чем вертикальные.
Шпиндель установки размещен в выдвижной гильзе, выполнен он в виде вала с двумя опорами. В процессе эксплуатации может возникнуть необходимость корректировки люфта (осевого) в шпинделе. Сделать это несложно посредством подшлифовки колец, имеющихся в конструкции агрегата. Если же требуется корректировка переднего подшипника (в нем также нередко отмечается повышенный люфт), можно подтянуть гайку данного узла либо осуществить подшлифовку полуколец.
Базовым компонентом станка является станина. Она крепится на основании по жесткой схеме и при помощи штифтов надежно фиксируется. Станина служит площадкой для размещения всех остальных элементов и узлов фрезерной установки.
Не меньшее значение для адекватного функционирования агрегата имеет и его поворотная головка. Ее соединяют четырьмя болтами с горловиной станины, в кольцевой выточке которой она центрируется. Болты входят в фланцевый паз, характеризуемый Т-образной конфигурацией.

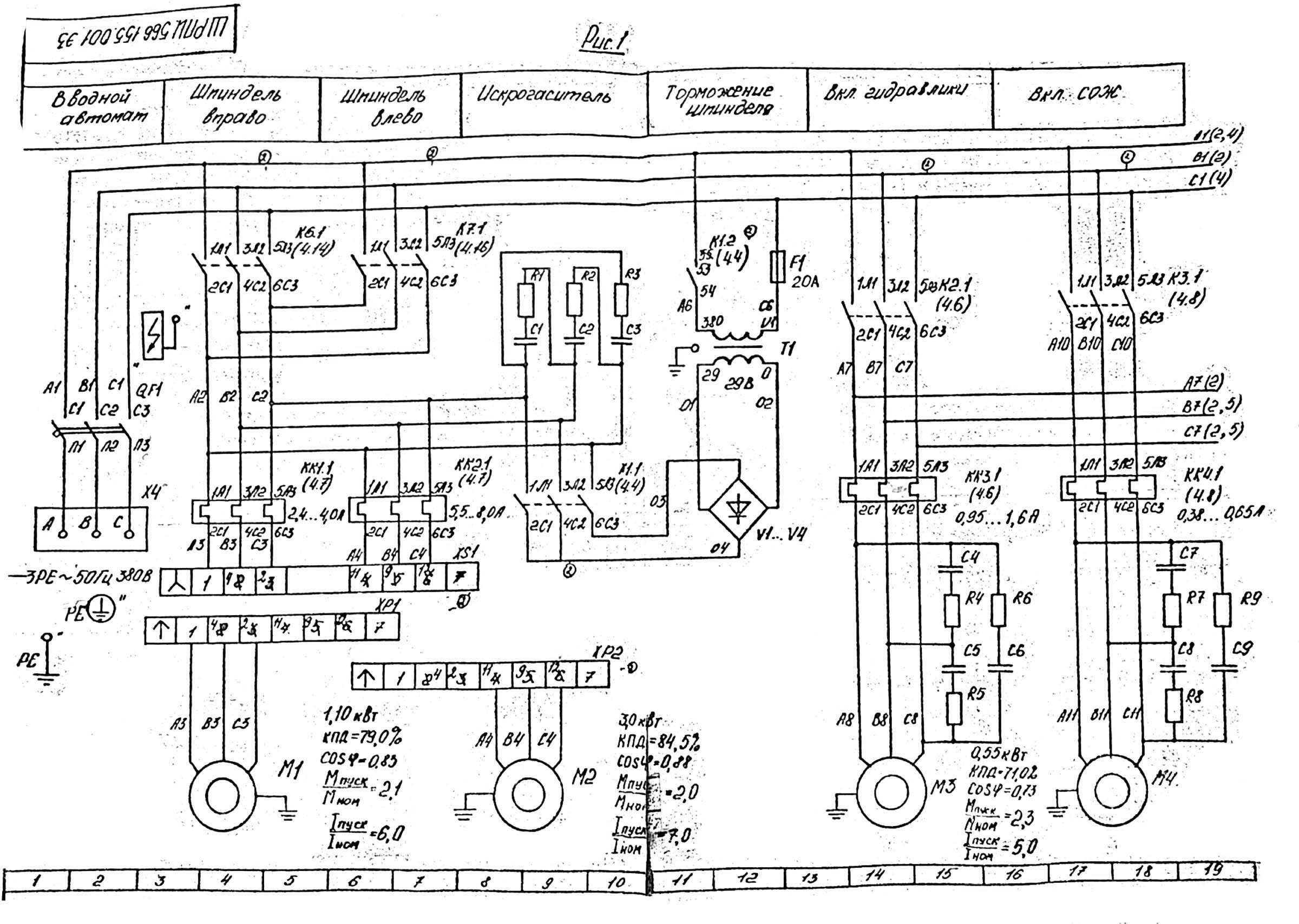
Отдельно скажем об электрическом оснащении описываемого станка. Оно имеет следующие характеристики:
- 24-вольтное локальное освещение;
- 63-амперный ток (номинальное значение) автоматического выключателя и предохранителей, выполняющих защитную функцию;
- 20-амперный суммарный ток, работающих одновременно электрических двигателей, коих на станке установлено три;
- 65-вольтное напряжение постоянного и 110-вольтное переменного тока в цепях управления.
Электрооборудование работает при стандартной частоте тока (50Гц) под напряжением 380 В.
Российский вертикально-фрезерный консольный ВМ127М является аналогом станков 6Р13, 6Т13, FSS450R и предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцевыми, концевыми, цилиндрическими, радиусными и другими фрезами.
На станке ВМ127М можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки и т.д.
Принципиальные изменения произошедшие с конструкцией станка ВМ127М в 2012г.
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки.
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических.
Техническая характеристика и жесткость станка позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента.
По отдельному заказу за дополнительную плату станок ВМ127М может быть оснащен комплектом дополнительных принадлежностей 127-13 .
Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Прямоугольные направляющие консоли, пришедшие на смену направляющим типа “ласточкин хвост”, увеличили жесткость конструкции станка и позволили увеличить масса обрабатываемых деталей до 800 кг.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Станок ВМ127М за доп. плату комплектуется устройством цифровой индикации перемещения стола.
Станок ВМ127М сертифицирован на соответствие требованиям ГОСТ 12.2.009, ГОСТ Р МЭК 60204-1-99. ТУ3-178М-89
Климатические условия УХЛ4 ГОСТ 15150-69.
3 Электрооборудование станка – описание и особенности
Фрезерная установка ВМ127М располагает рядом выключателей:
- блокировки подач при зажиме фрезы и основного перемещения;
- привода рабочего стола (два органа управления – «влево-вправо» и «вверх-вниз»);
- насоса охлаждения;
- вводного;
- импульсного запуска привода подач при изменении оператором скорости работы агрегата.
Также на станке имеется несколько специальных пускателей, которые:
- устанавливают показатель торможения шпинделя;
- регулируют включение главного привода после того, как фреза была зафиксирована специальным зажимом;
- запускают торможение (динамическое) шпиндельного механизма;
- подключают к электродвигателю, приводу подач и насосу охлаждения напряжение 380 вольт;
- устанавливают время между включением и торможением шпинделя;
- запускают быстрый ход.

Станок располагает двумя пультами управления. На переднем пульте имеются следующие органы управления оборудованием:
- «Перемещение подач в ускоренном режиме»;
- «Остановка шпинделя»;
- «Аварийное отключение»;
- «Запуск шпинделя».
На боковом пульте находятся такие пускатели:
- «Запуск охлаждающего насоса»;
- «Импульсный запуск шпинделя»;
- «Отключение при аварии»;
- «Разжим и зажим фрезы».
Питается электрооборудование станка от сети 380 В (три фазы), а питание вторичных источников осуществляется от постоянного (56 В) и переменного (110 В, 24 В) тока.

Электрический привод подач описываемого в этой статье фрезерного оборудования — надежный электромеханический комплекс. Отключение и запуск подачи в нем производится при помощи рукояток с тремя положениями. Для включения режима быстрого хода предусмотрена отдельная кнопка.
Одновременный запуск различных по направлению подач исключается за счет устройства электрической блокировки. В целом электрооборудование станка построено по несложной схеме, поэтому мелкие его неисправности способен отремонтировать любой фрезеровщик.
https://youtube.com/watch?v=IBMdWWtP4do
голоса
Рейтинг статьи
Особенности
Шпиндель станка активируется и останавливается кнопками «Пуск» и «Стоп». Вторая клавиша также стопорит двигатель подачи. Перевод оборудования в режим ускоренного хода осуществляется посредством отдельной кнопки.
Если выбрана одна из рабочих передач, оператор не сможет активировать другую скорость, схема будет просто блокировать такую попытку. Двигатель, вращающий шпиндельный элемент, тормозится по электродинамическому принципу. Электросхема также содержит специальное реле, предохраняющее от пробоя выпрямителей, который может возникнуть при отключении мотора.

Автоматический режим рассматриваемого оборудования предусматривает следующую работу схемы:
- Активный подвод.
- Рабочая подача.
- Быстрое отведение.
Если используется опция «круглый стол», работник не может активировать другие подачи, поскольку они находятся под блокировкой. Функционирует режим при помощи двигателя подач, имеется возможность подключения быстрого хода.