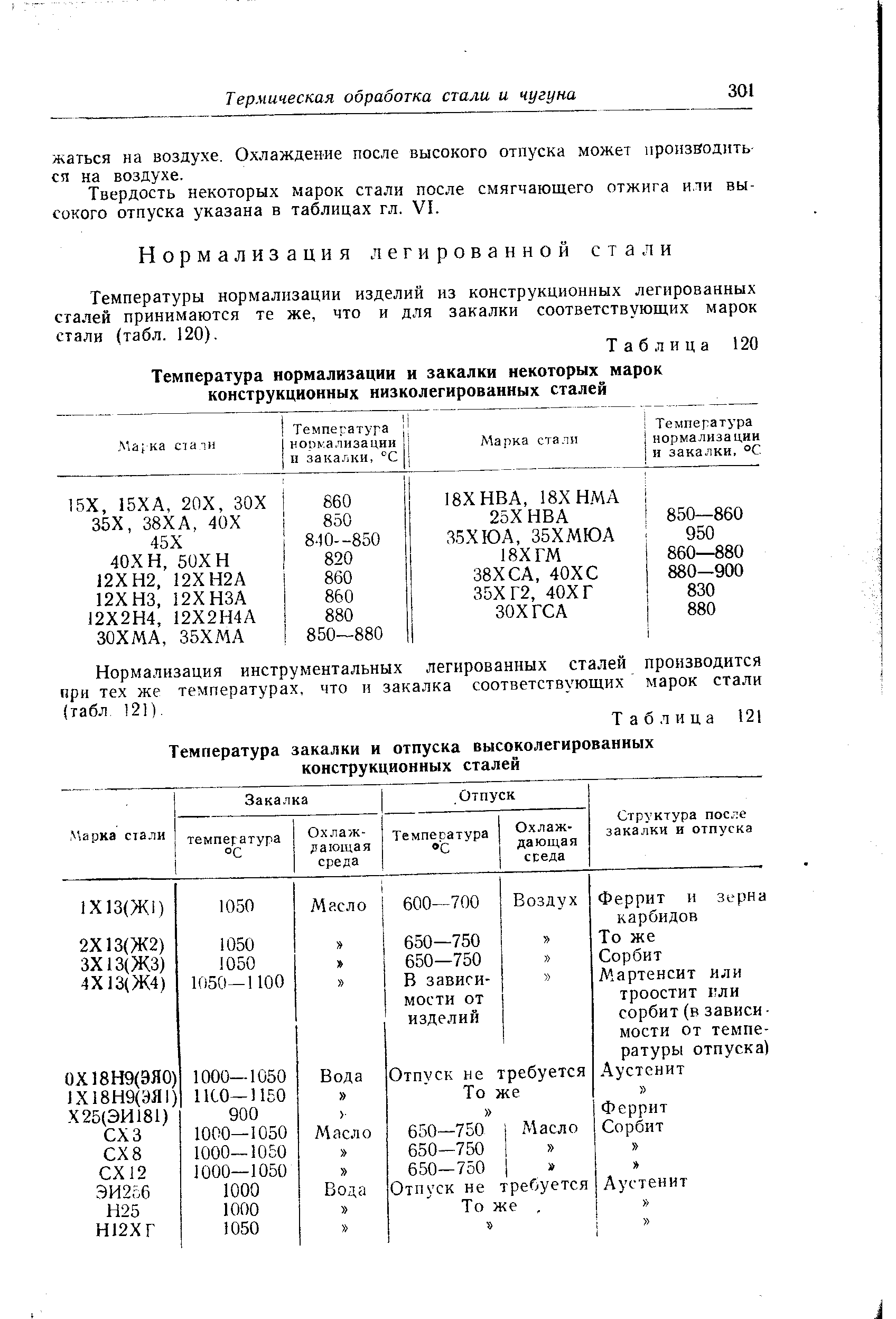
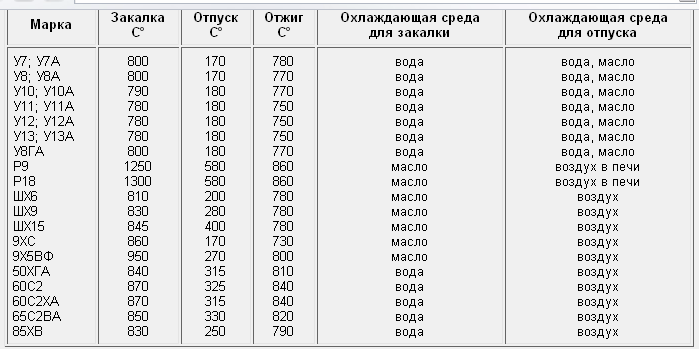
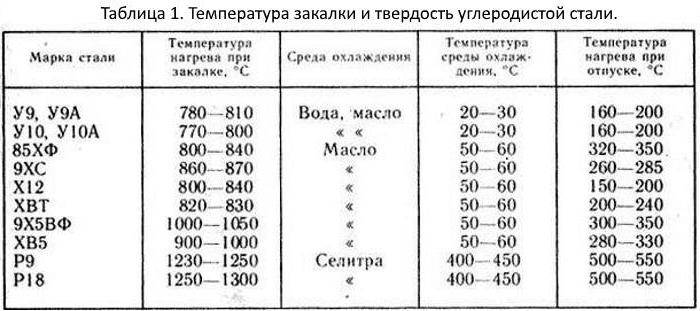
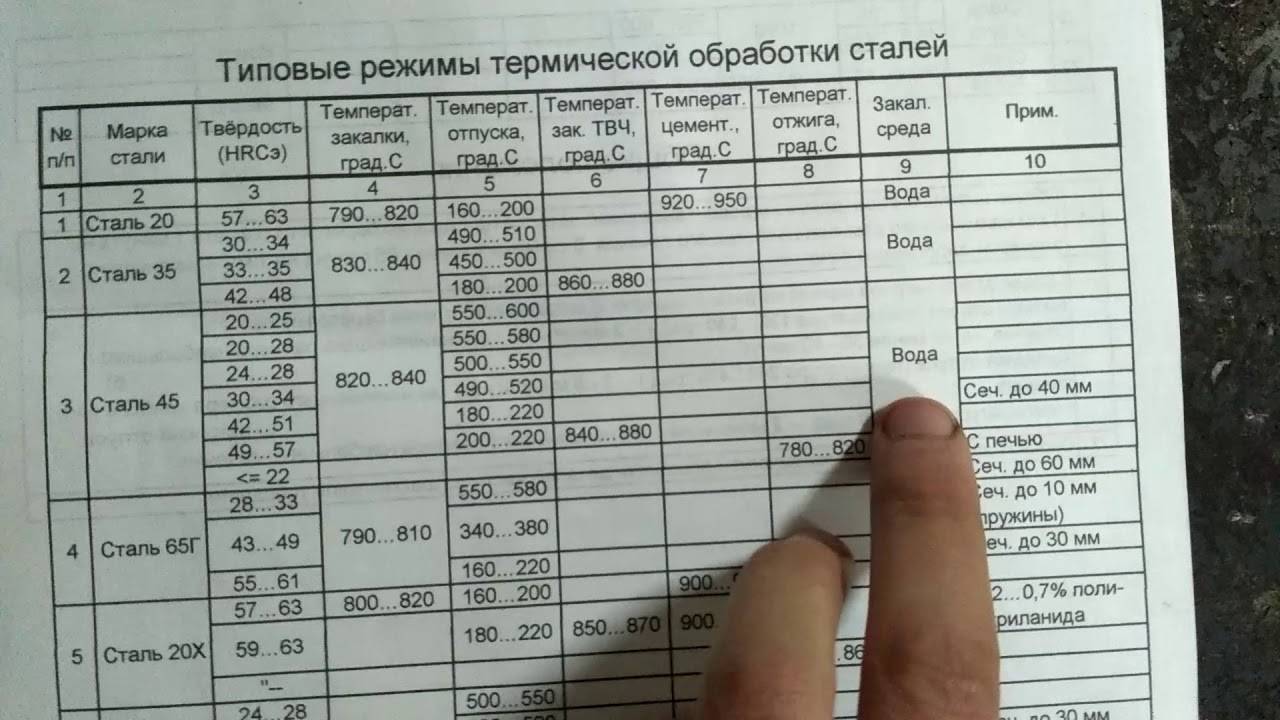
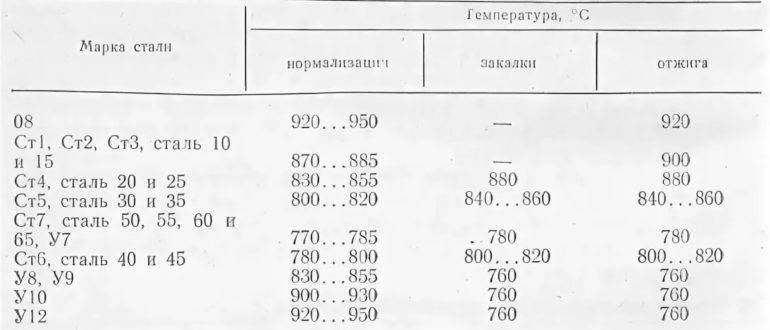
Термическая обработка, закалка сталь 45, сталь 40Х

Название сплава расшифровывается как хромоникелевая конструкционная легированная сталь. За качество стали 40ХН отвечает ГОСТ 4543-71, который относит его к классу высокопрочных сталей для применения в конструкционных целях (хромоникелевый стальной сплав с легирующими элементами). То есть для получения изделий, применяемых при машиностроении и строительстве. Внедрение никеля в состав сплава — улучшает показатель химической устойчивости.
Скачать ГОСТ 4543-71
Данный факт впервые был представлен общественности во Франции химиком Жозефом Луи Прустом в 19-ом веке. Он выдвинул теорию о том, что железные метеориты практически не поддаются процессу коррозии из-за входящего в их состав никеля.
Механические свойства стали 40ХН
Спустя два десятка лет с того момента, Майкл Фарадей впервые изготовил сплав с соединениями железа и никеля, который отличался высокой устойчивостью к процессу коррозии. Однако получить сплав с улучшенными характеристиками по упругости, антикоррозийными свойствами и прочностью к механическому воздействию удалось лишь после химического вывода ковкого никеля. По характеристикам 40ХН имеет большую устойчивость к коррозийному процессу за счет добавления в состав хрома, который также усиливает прочностные свойства стали.
Состав 40ХН
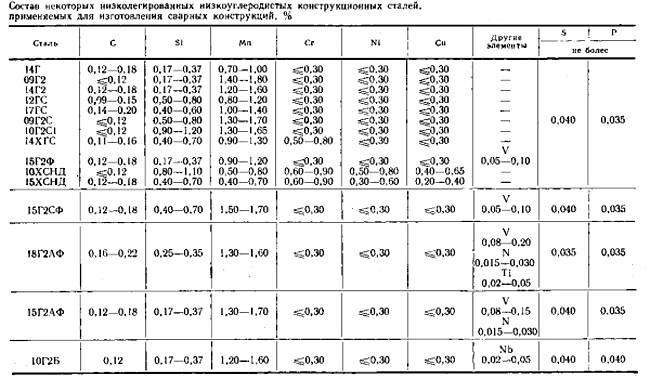
40 ХН – сталь, имеющая в составе такие элементы как углерод – в процентном соотношении от 0,36% до 0,44% (один из самых важных элементов), марганец от 0,5% и вплоть до 0,8%, вкрапления никеля в соотношении от 1% до 1,4%, порошок кремния от 0,17% до 0,37%, элементы серы и фосфора – каждый из которых не превышает 0,035%, также соединения хрома от 0,45 до 0,75% и добавление 0,3% меди. Сталь 40ХН относится к высококачественным легированным сталям в первую очередь из-за содержания фосфора и серы менее 0,36% в процентном соотношении.
Химический состав стали 40ХН
Общие данные
| Заменитель |
| Сталь 40ХФ, Сталь 40ХР, Сталь 45Х, Сталь 38ХА, Сталь 40ХН, Сталь 40ХС, |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77.Лист толстый ГОСТ 1577-81, ГОСТ 19903-74.Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81.Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68. |
Применение сплава
Основное предназначение использования стали 40 х 13 – это изготовление недорогих, но достаточно прочных кухонных ножей. Все товары из такого сплава отлично подходят для применения в бытовых условиях, так как он практически никогда не покроется ржавчиной. Кроме того, достаточно просто точить ножи, которые сделаны из такой марки стали. Их очень удобно использовать, а также ухаживать за ними.
Преимуществом сплава стало еще и то, что он не только достаточно острый, чтобы успешно резать любые продукты питания, но он еще и полностью безопасен в экологическом плане, что и позволяет применять его на кухне.
Еще одно направление использования такой стали – это изготовление скальпелей медицинского типа. Возможно производство также других деталей, таких как пружины, подшипники и другие. Единственное отрицательное качество этого материала – это низкая устойчивость к воздействию агрессивной окружающей среды, а также высокой температуры. По этим причинам такая сталь не подходит для применения при сварке, к примеру.
“Прутки нагартованные, термически обработанные шлифованные из высоколегированной и коррозионно-стойкой стали. Технические условия.”;ГОСТ 5582-75 “Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия”;ГОСТ 5632-72 “Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки”;ГОСТ 5949-75 “Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная. Технические условия”;ТУ 14-1-2186-77 ;ГОСТ 4405-75 ГОСТ 14955-77 “Сталь качественная круглая со специальной отделкой поверхности. Технические условия.”;ГОСТ 2590-2006 “Прокат сортовой стальной горячекатаный круглый. Сортамент.”;ГОСТ 2591-2006 “Прокат сортовой стальной горячекатаный квадратный. Сортамент.”;ГОСТ 7417-75 “Сталь калиброванная круглая. Сортамент.”;ГОСТ 4405-75 “Полосы горячекатаные и кованые из инструментальной стали. Сортамент.”;ГОСТ 8559-75 “Сталь калиброванная квадратная. Сортамент.”;ГОСТ 8560-78 “Прокат калиброванный шестигранный. Сортамент.”;ГОСТ 1133-71 “Сталь кованая круглая и квадратная. Сортамент.”;ГОСТ 5632-72 “Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.”;ГОСТ 103-2006 “Прокат сортовой стальной горячекатаный полосовой. Сортамент.”;ГОСТ 5949-75 “Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия.”;ГОСТ 2879-2006 “Прокат сортовой стальной горячекатаный шестигранный. Сортамент.”;ТУ 14-11-245-88 “Профили стальные фасонные высокой точности. Технические условия.”;ОСТ 3-1686-90 “Заготовки из конструкционной стали для машиностроения. Общие технические условия.”;
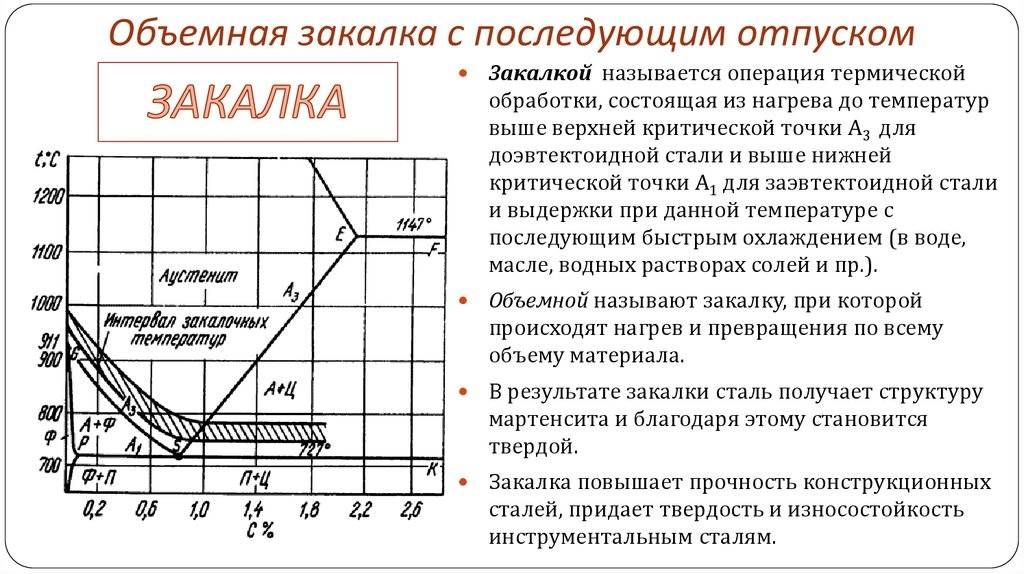
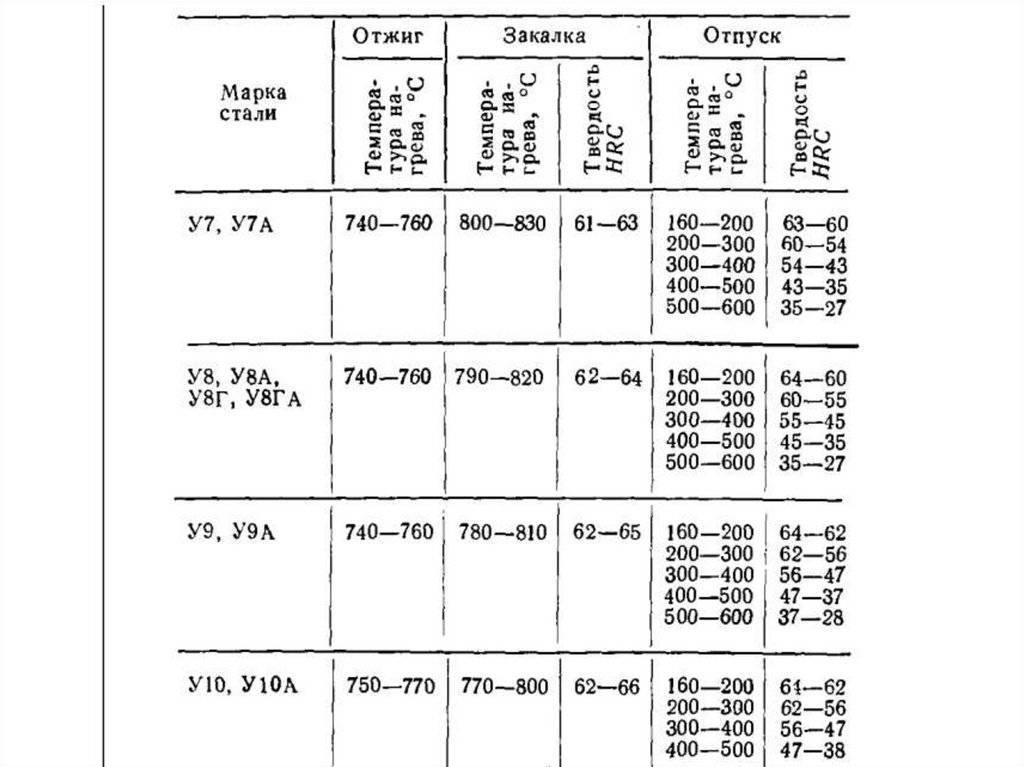
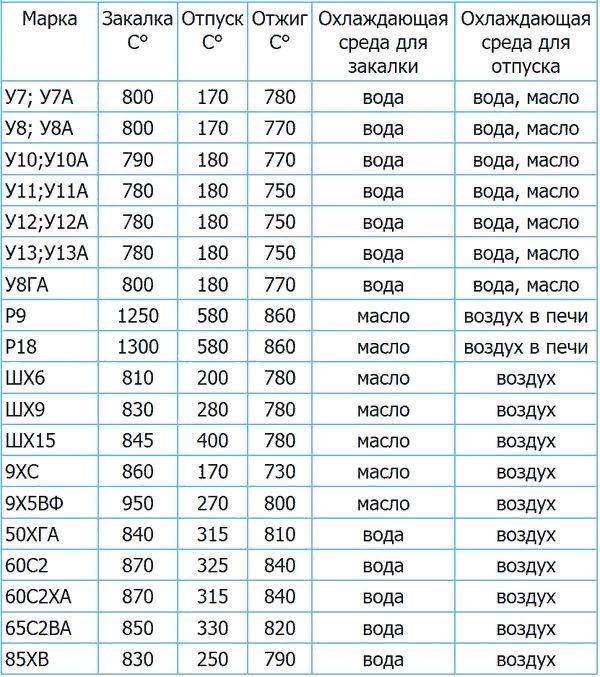
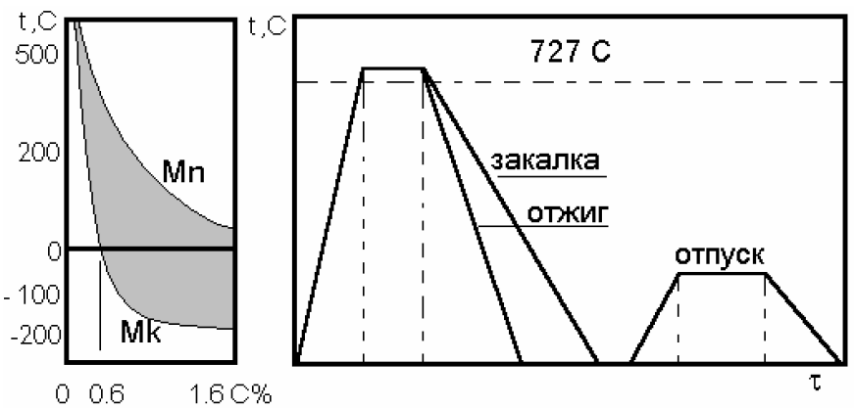
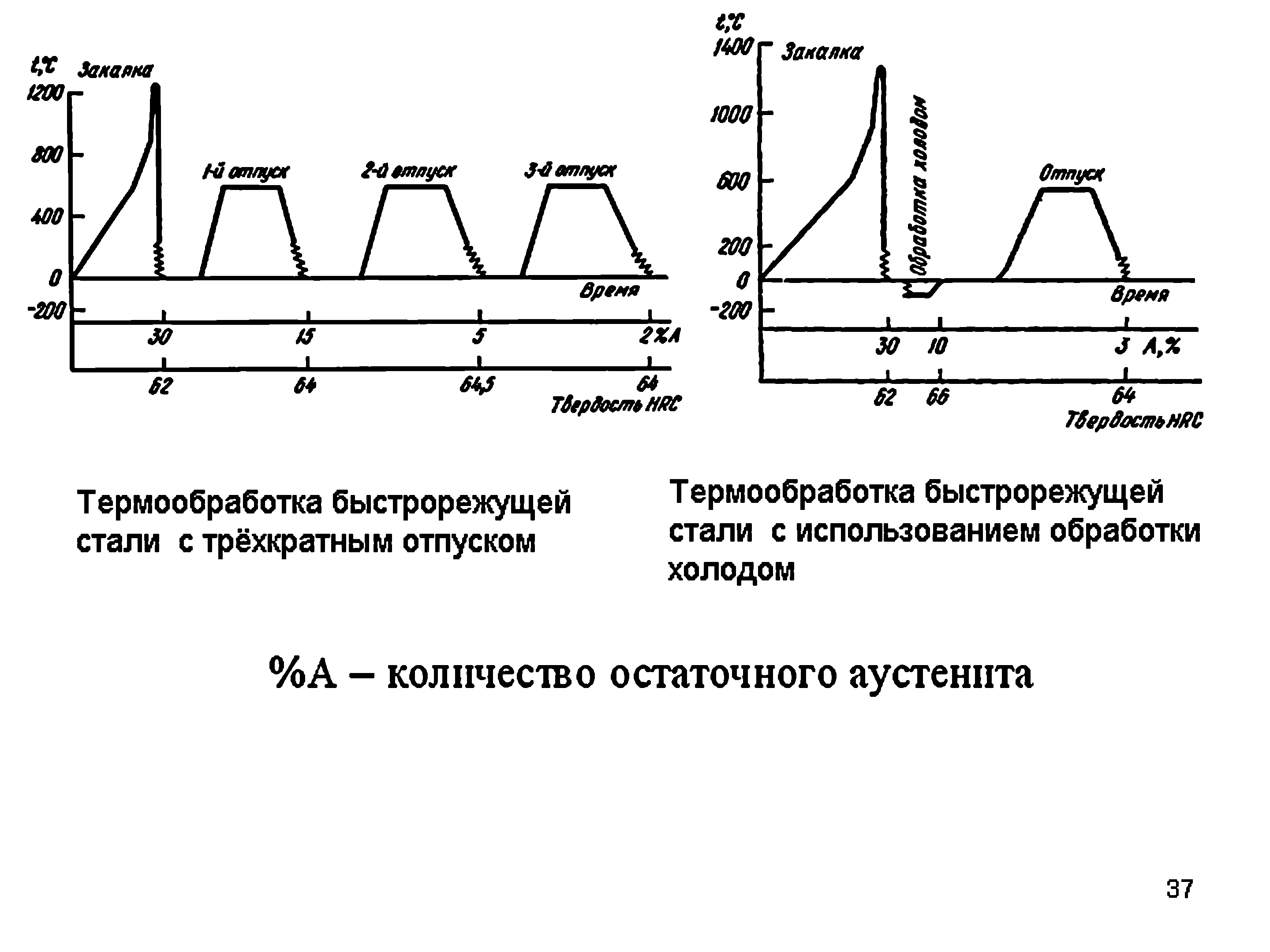
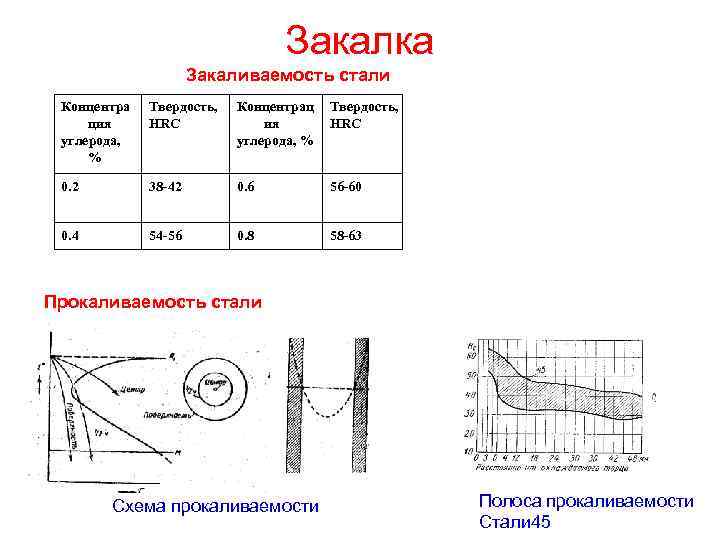
Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения. Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.
Основные качества сплава
- Один из первых и очень важных параметров — это высокая жаропрочность материала.
- Второй параметр, который также играет очень важную роль — это стойкость к разным видам коррозии. Это значительно увеличивает срок службы всех изделий, который изготовлены из этой марки.
- Сталь 40 х 13 относится к составам, которые практически никогда не ржавеют.
Подобный продукт во многом обязан своими высокими антикоррозионными качествами сложному и длительному технологическому процессу производства, куда обязательно входит такой этап, как закалка материала. Результатом подобной процедуры стало полное растворение такого вещества, как карбид. Именно это и дает высокую защиту от коррозии.
Может случиться так, что стойкость к этому дефекту может быть снижена. Чаще всего это происходит в том случае, если количество карбида в хроме слишком маленькое или если температура плавки стали снижается до 600 градусов. Однако при правильном технологическом процессе этого обычно не происходит.
Сталь 40 х 13 проходит плавку в специальных печах открытого типа. Для проведения этой процедуры можно использовать печи индукционного типа. Сам процесс плавки металла происходит при температуре от 850 до 1100 градусов по Цельсию. Для того чтобы избежать трещин при сильном нагреве, технологическая операция происходит поэтапно, где чередуется нагрев и охлаждение материала.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
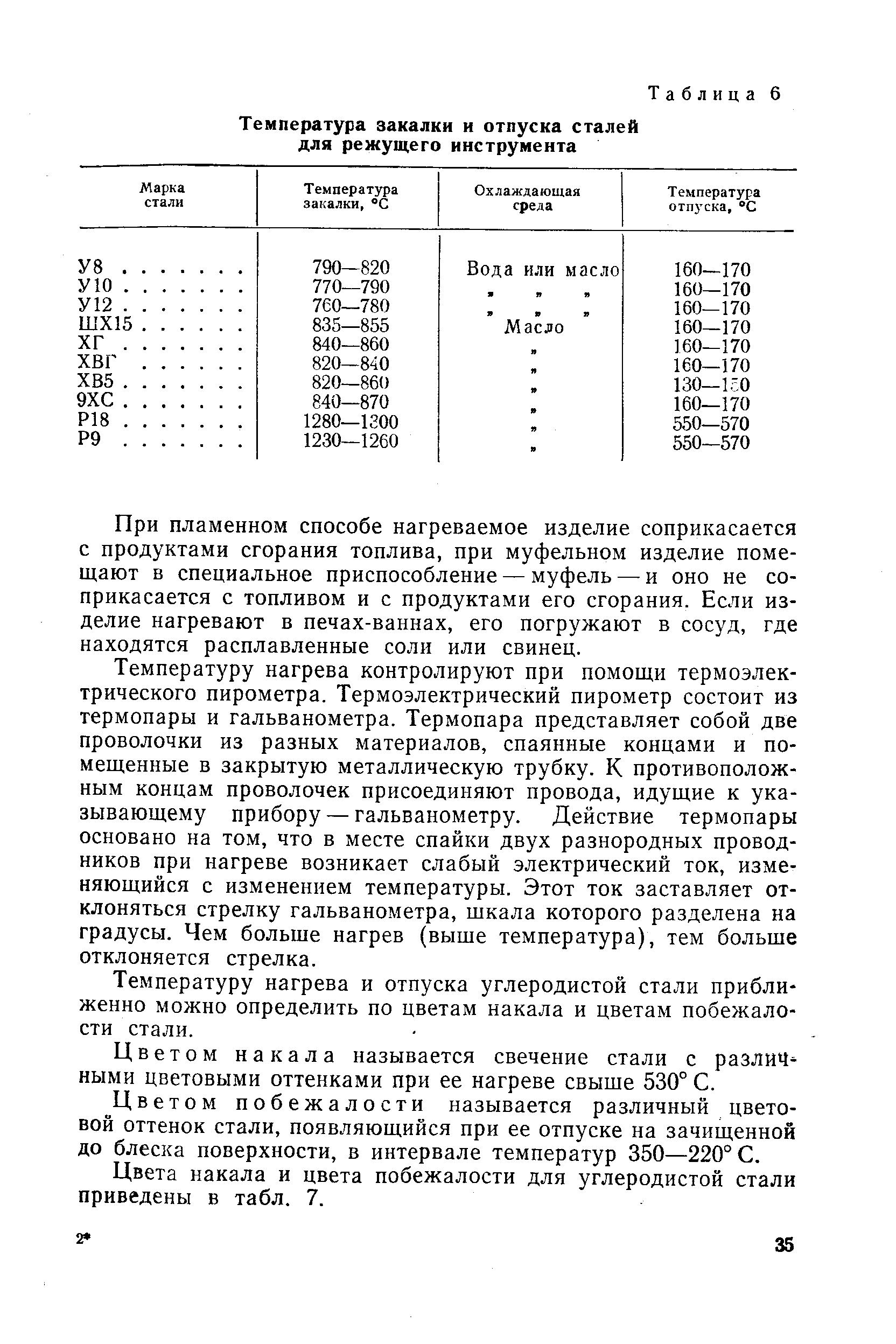
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.



Технологические свойства
Свою устойчивость к коррозии сталь получает после прохождения сложного технологического процесса, который заключается в специальной закалке. Во время этого действия отмечается полное растворение карбида, как результат – антикоррозийная защита. Снижение стойкости к коррозии связано с низким содержанием хрома в карбиде или снижением температуры плавления до 6000С. При правильно проведённом технологическом процессе такого явления не должно быть.
Плавку стали проводят в печах открытого типа или индукционных печах.
Температура при этом составляет от 850 до 11000С. Такой величины достаточно для полного деформирования. Во избежание образования трещин в техпроцесс включены режимы нагрева и охлаждения, проводимые попеременно.

Расплавленная сталь 40Х13.
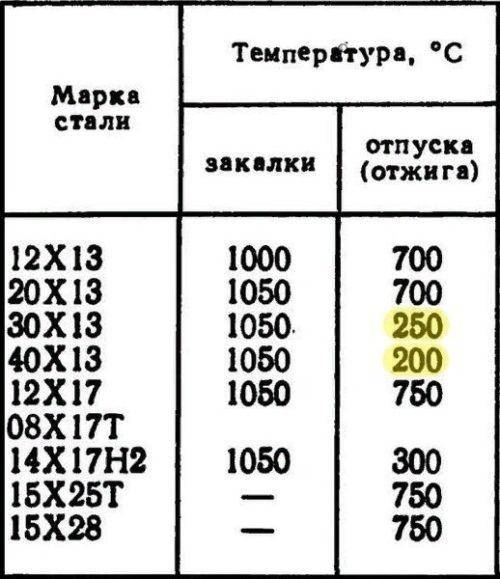
Термообработка
Из-за высокого содержания хрома сталь 40х13 нужно калить при высокой температуре, нагревать нужно очень точно.
Правильная закалка даёт высокую твёрдость (58HRC), но в ущерб пластичности. Считается, что твёрдость 40х13 должна лежать в пределах от 53 до 56 HRC. Значения, превышающие этот порог, либо сильно завышены, либо технология при закалке была нарушена. От такого действия сталь становится чересчур хрупкой.
Термическая обработка
Во многих случаях термическая обработка позволяет существенно повысить эксплуатационные качества металла. Термическая обработка стали 40Х проводится с учетом особенностей структуры. Рекомендации по выполнению подобной процедуры следующие:
- Закалка стали 40Х проводится в масляной среде. Это позволяет существенно повысить качество поверхностного слоя структуры.
- Проводимая закалка 40Х проводится с последующим охлаждением заготовки. Для этого может применяться обычная воздушная или масляная среда. Масло позволяет существенно повысить качество получаемого изделия, в то время как на воздухе охлаждение происходит при больших размерах. Применение водной среды может привести к появлению окалины и других дефектов.
- Обязательно проводится отпуск, который позволяет снизить внутренние напряжения. Отпуск проводится в масле или на воздухе.
Термообработка стали 40Х проводится в зависимости от нагрузок, на которые рассчитаны изделий. Расчет проводится в зависимости от трех критических точек. Закалка проводится при температуре 860 градусов Цельсия. Показатель часового интервала составляет 4 часа. Отпуск на воздухе может проводиться при температуре 200 градусов Целься, при применении масляной ванны показатель повышается до 500 градусов Цельсия. В некоторых случаях проводится нормализация стали 40Х.
При правильном проведении термической обработки твердость после закалки составляет около 217 HB. При этом внутренние напряжения существенно снижаются, за счет чего существенно продлевается срок эксплуатации получаемого изделия.
В заключение отметим, что рассматриваемая сталь довольно сложна в изготовлении, за счет чего существенно повышается себестоимость. Именно поэтому легированный сплав применяется при изготовлении ответственных изделий, которые должны обладать исключительной прочностью. Поверхность характеризуется достаточно высокой устойчивостью к воздействию влаги, но при этом показатель не соответствует нержавейке. Это связано с тем, что нержавейка имеет в составе хром с концентрацией около 18%. Включение других химических элементов позволяет расширить область применения сплавов.
Технологические характеристики
Подводя итог, можно охарактеризовать сталь 40х как твердый и прочный материал, выдерживающий большие нагрузки без разрушений. ПК числе положительных свойств относятся:
- устойчивость к температурным колебаниям;
- отличные коррозионные свойства;
- высокие показатели прочности.
Наряду с этими качествами, у данного материала есть, к сожалению, и недостатки. К ним относятся:
- трудности при сваривании;
- склонность к отпускной хрупкости;
- чувствительность к образованию флокенов.
После подогрева с последующей термообработкой описываемая сталь поддается ручной дуговой сварке (РДС) и электрошлаковой сварке (ЭШС). Если применяется контактная точечная сварка (КТС), то необходима последующая термическая обработка.
Медленное охлаждение конструкционной легированной стали 40х после отпуска приводит к ее хрупкости. Этот недостаток отсутствует при быстром охлаждении, но в этом случае могут возникнуть внутренние напряжения, вызывающие деформацию.
Флокеночувствительность — это склонность металла к образованию внутренних дефектов (полостей и трещин), так называемых флокенов. Для устранения этого недостатка сплав вакуумируют в ковше с одновременной продувкой аргоном и электродуговым подогревом.
Какими характеристиками обладает сталь 40х13
Марка стали 40х13 обладает следующими характеристиками:
Свои антикоррозийные особенности сталь приобретает благодаря сложному технологическому процессу, который предусматривает специальную закалку. В результате такой процедуры происходит полное растворение карбида
, что и обеспечивает антикоррозийную защиту материала. Одной из причин снижения стойкости к развитию коррозии является пониженное содержание хрома в карбиде или снижение температуры плавления стали до 600 градусов. Но, если технологический процесс предусмотрен правильно, то этого происходить не должно.
Плавят сталь в специальных печах открытого типа. Для этого могут быть использованы и индукционные печи. Процесс плавления стали осуществляется при температуре от 850 до 1100 градусов
, что обеспечивает ее полное деформирование. Чтобы не образовывались трещины, технологическая процедура предусматривает специальные режимы нагрева и охлаждения, которые проводятся попеременно.
Составляющие элементы после закаливания
После того как сталь прошла процедуру закалки, ее составляющими являются такие элементы:

После достижения температурного режима предела 1050 градусов и выше, наблюдается снижение твердости материала. Это говорит, об увеличение количества аустенита в составе стали. При снижении температур плавления до 450-550 градусов
наблюдается вторичная твердость материала, которая наступает в результате выделения мелкодисперсного карбида из состава стали.
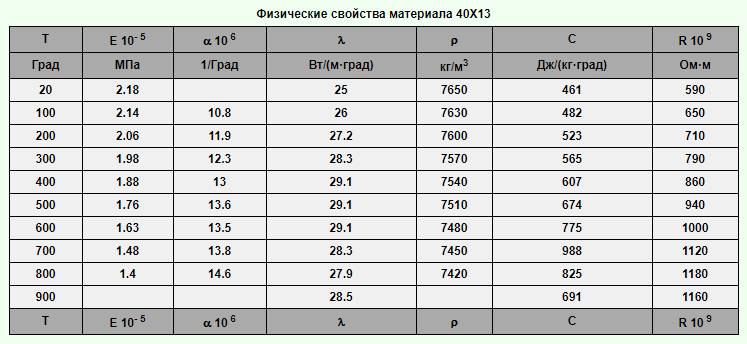
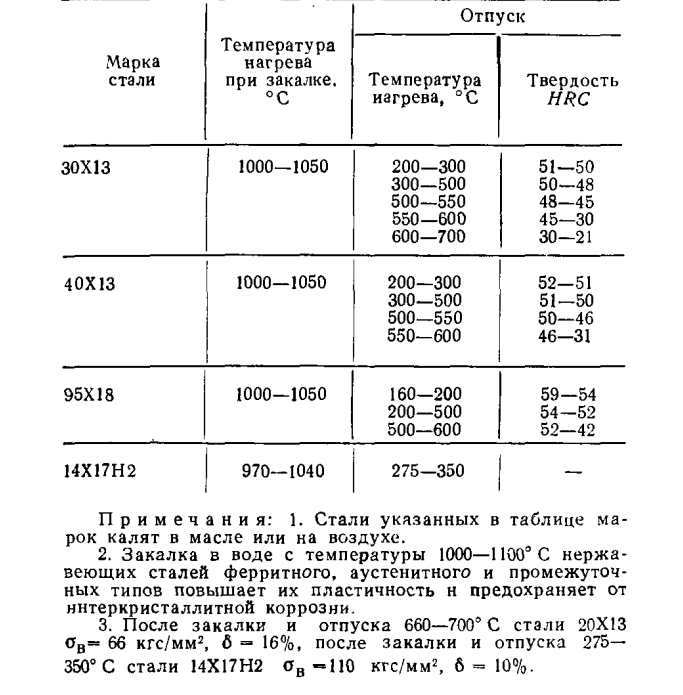
Механические свойства стали 40Х13
Нормированные механические свойства при 20 °С
| ГОСТ | Вид продукции | Режим термической обработки | σ в , Н/мм² | δ 5 , % | |
| Лист тонкий | |||||
| Сорт Ø, ¤ до 200 мм Калиброванная сталь | Отжиг или отпуск | ||||
| Закалка: с 950-1050°С; с 1000-1050 °С, охлаждение в масле; отпуск при 200-300°С, охлаждение на воздухе или в масле | |||||
| Лента δ = 0,2-2 мм | Отжиг или отпуск при 740-800 °С | ||||
| δ |
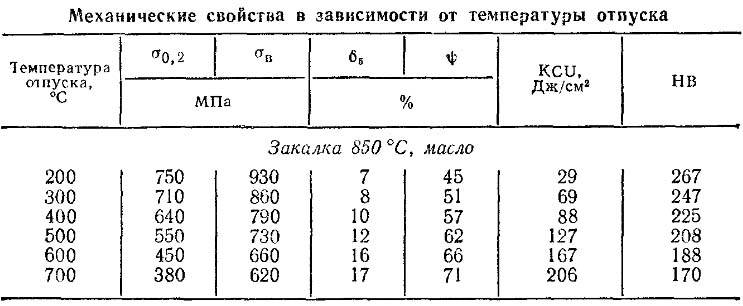
Механические свойства при повышенных температурах
| t исп , °С | σ в , Н/мм² | σ 0,2 , Н/мм² | δ 5 , % | KCU , Дж/см 2 | t исп , °С | σ в , Н/мм² | σ 0,2 , Н/мм² | δ 5 , % | KCU , Дж/см 2 |
| Сталь 30Х13 (закалка с 1000 °С на воздухе, отпуск при 650 °С) | Сталь40Х13 (закалка с 1050 °С на воздухе, отпуск при 600 °С, твердость 311-331 НВ) | ||||||||
| Сталь 40Х13 (закалка с 1050 °С на воздухе, отпуск при 650 °С, твердость 277-286 НВ) |
Область применения
Благодаря своим характерным свойствам сталь 40х13 применяется в таких отраслях промышленности как:
- авиационная;
- машиностроение (в том числе автомобилестроение);
- металлообработка;
- производство оборудование для пищевой промышленности;
- медицине;
- изготовление бытовых приборов и устройств.
При производстве вертолётов и самолётов из неё изготавливают отдельные элементы конструкции фюзеляжей.



В машиностроении и автомобилестроении её применяют для изготовления: валов, различных втулок, корпусов, лопастей турбин, игл для карбюраторов автомобильных двигателей, пружин, подшипников. Она активно используется для производства большого разнообразия метизной продукции (болтов и гаек). Кроме этого такая марка стали применяется при изготовлении измерительного инструмента, изделий, предназначенных для работы в слабоагрессивных средах при невысоких температурах (не выше 450 °С).
Особое место она занимает при производстве бытовых и медицинских режущих инструментов. При проведении качественной закалки из стали 40х13 получаются хорошие ножи и скальпели. Поэтому она получила название медицинской стали. В этом случае твёрдость этих инструментов по шкале Роквелла может достигать 58 HRC единиц. Эти инструменты хорошо поддаются заточке, они практически не ржавеют и не требуют дополнительного ухода.


Кроме этих свойств, отмечают, что эта марка металла абсолютно не флокеночувствительна.
Области сферы применения стали 40Х13
Сталь 40Х13 имеет очень широкое применение. Но сегодня её в основном применяют для изготовления ножей. Они имеют самое разное предназначение и стоят относительно недорого.
Их любят за неприхотливость и длительную остроту.
Ножами из стали 40Х13 можно прекрасно разрезать любые продукты: овощи, фрукты, любое мясо и морепродукты. Ножи применяют охотники, рыбаки и дайверы с водолазами. Также из этого металла можно изготовить сувенирные и коллекционные изделия.
Но сфера применения стали этим не ограничивается. Из неё изготавливают следующую продукцию:
- различные подшипники;
- медицинские скальпели;
- всевозможные пружины и валы;
- непрерывнолитые заготовки;
- режущий инструмент;
- мерительный инструмент;
- маникюрные приспособления;
- компрессорные элементы.
Изделия сделанные из стали 40Х13.
Выбор оптимального режима термической обработки
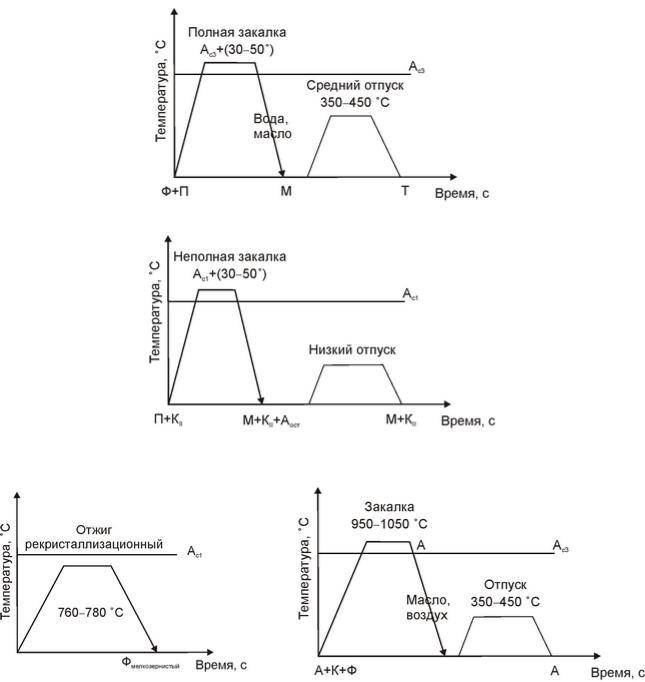
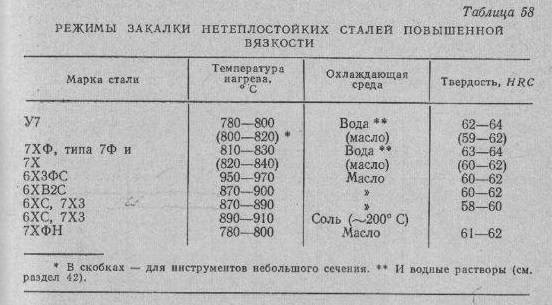
В зависимости от конкретных производственных условий, сталь термически обрабатывают по двум вариантам:
- Нормализацией при температуре выдержки 1050…1100 °С, с последующим высоким отпуском с 600…650 °С. Нормализация стабилизирует структуру стали, снижает количество остаточного аустенита, и улучшает обрабатываемость на металлорежущих станках. Это позволяет использовать такую технологию термообработки для получения заготовок ступенчатых валов и осей, работающих преимущественно в средах с повышенной влажностью, а также в условиях коррозионно-механического износа.
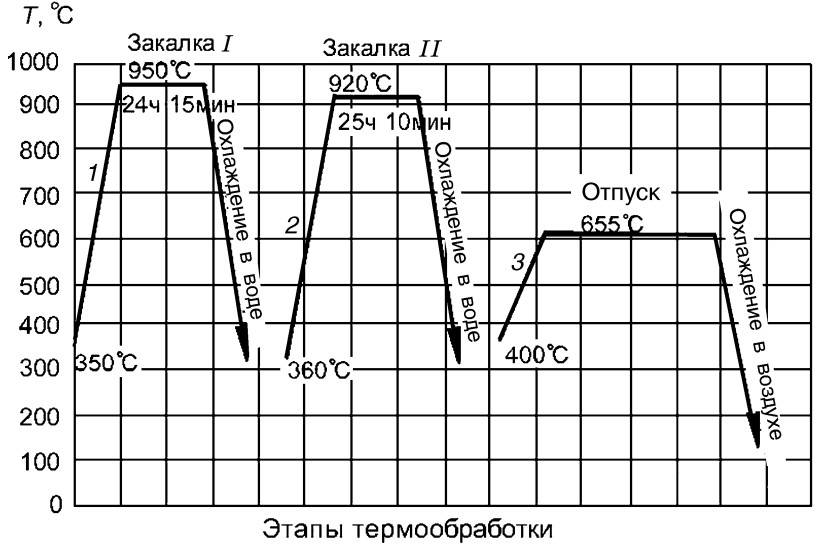
- Ступенчатой закалки с высоким отпуском. Продолжительность и количество циклов закалки зависит от требуемой поверхностной твёрдости и конечной микроструктуры. Закалка стали 40Х13 по такому способу выполняется для изделий, которые в процессе своей эксплуатации периодически подвергаются ударным нагрузкам.
Температура заготовки в зависимости от цвета при нагреве
При выборе режима термообработки необходимо учитывать, что сталь 40Х13 штампуется при температурном интервале 950…1150 °С: именно в этом диапазоне материал обладает максимальной ковкостью.
Во всех случаях сталь перед обработкой подвергают отжигу. Это связано со следующими особенностями:
- наличием карбидов хрома, которые образуются в процессе горячей прокатки заготовок. Они сосредотачиваются на границах зёрен вокруг основной, более пластичной структуры;
- присутствием цементита, который по структуре и размерам зерна отличается от любого их карбидов хрома. Это вызывает остаточные напряжения растяжения, снижающие прочность;
- опасности избыточного количества остаточного аустенита, который также повышает твёрдость и снижает пластичность;
- склонности данной стали к деформационному упрочнению во время пластической деформации.
Опытным путём установлено, что для получения оптимальной макроструктуры режим отжига должен быть следующим: нагрев до 690…730 °С, с выдержкой до полного прогрева сечения детали и последующим охлаждением вместе с печью до 500…550 °С (далее – на воздухе). Конечная структура – зернистый перлит, которые положительно выделяется своей стабильностью, равновесностью и наличием мелкого зерна.
Технология термообработки
Нормализация стали 40Х13 применяется реже, в основном, после горячей штамповки/ковки, когда слиток или заготовка нагревались до максимально возможных температур. При длительном нагреве ускоряется рост зерна, что нежелательно с точки зрения трудоёмкости при окончательной обработке изделий. Нормализация, однако, необходима, если нормализованная и отпущенная деталь имеет сложную форму, с многочисленными перепадами в поперечных сечениях, а также при наличии острых углов и кромок.
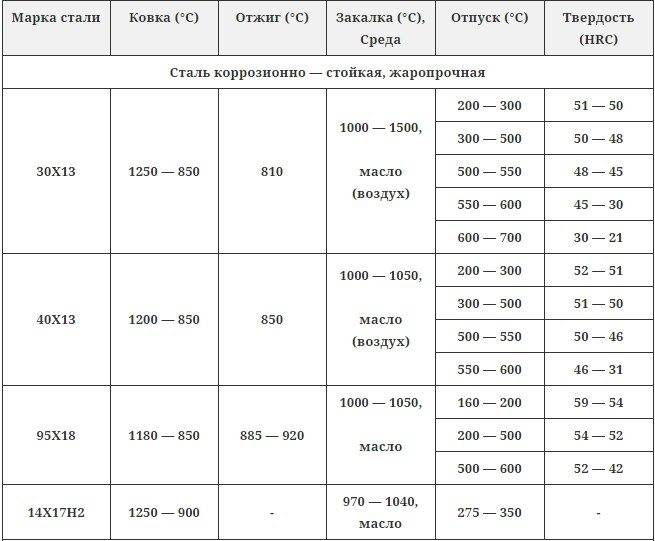
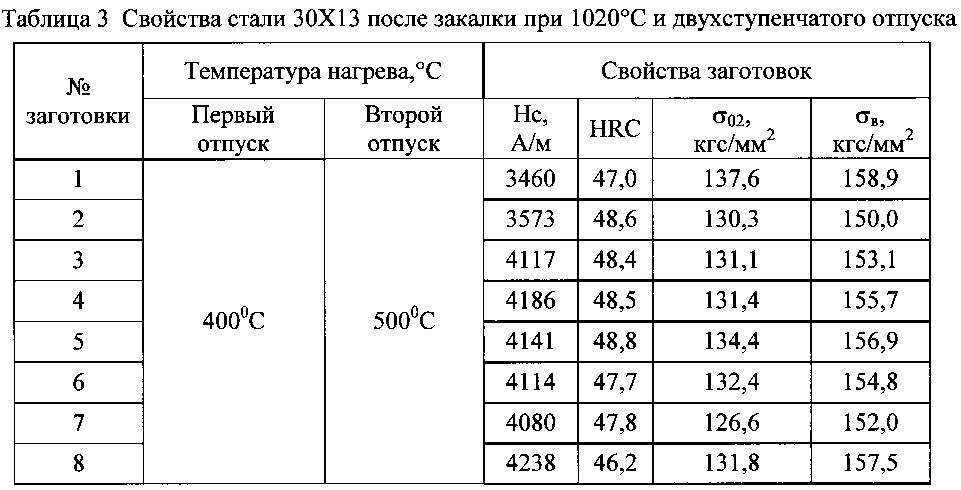
Главная цель закалки — обеспечить достаточный процент мартенсита в стали. Такие требования выдвигаются, если деталь при эксплуатации будет испытывать значительные рабочие напряжения. Максимально достигаемая твёрдость после закалки – обычно 50…55 НRC. Обеспечивается это следующим режимом термобработки: закалкой с 1000…1050 °С в масло, с последующим низким — при 230…280 °С – отпуском.
В связи с низким температурным интервалом термообработки нагрев производят в печах скоростного нагрева, имеющих системы высокоточного автоматического контроля температуры.
Особые требования к соблюдению технологических режимов закалки стали 40Х13:
- Температура сред, используемых для охлаждения изделий после их закалки, должна быть на 50…75 °С ниже температуры окончания мартенситного превращения. Оно для рассматриваемой марки стали составляет 650…670 °С. В качестве таких сред используются масло, щёлочные или солевые расплавы. Например, соответствующими возможностями обладает расплав солей KNO3 и NaNO3 в соотношении 1:1. Масляные ванны менее предпочтительны, поскольку при длительных выдержках металл науглероживается. Это, хоть и повышает дополнительно твёрдость, но ухудшает обрабатываемость заготовок, особенно при точении и фрезеровании.
- Время выдержки изделий при закалке и последующем охлаждении составляет до нескольких часов. Такой длительный период выдержки обусловлен необходимостью создать условия для полного мартенситного превращения.
- Скорость дальнейшего (после отпуска) охлаждения закалённых заготовок особого значения не имеет, и определяется только производственными возможностями. При этом предпочтительнее охлаждать детали не в печи, а на открытом, но спокойном воздухе. В таких условиях мартенситное превращение протекает в полном объёме.
Источник
Химический состав
Цифра 40 в маркировке свидетельствует о том, что процентное содержание углерода в сплаве колеблется в пределах от 0.36 до 0.44, а буквенное обозначение х указывает на наличие легирующего элемента хрома в количестве не менее 0.8 и не более 1.1 процента. Легирование стали хромом придает ей свойство устойчивости к коррозии в окислительной среде и атмосфере. Говоря другими словами, сталь приобретает нержавеющие свойства. Кроме того, хром определяет структуру сплава, его технологические и механические характеристики.
Остальные химические элементы входят в состав стали х 40 в следующем количестве:
- не более 97% железа;
- 0,5 — 0,8% марганца;
- 0,17 — 0,37% кремния;
- не более 0,3% меди;
- не более 0,3% никеля;
- не более 0,035% фосфора;
- не более 0,035% серы.
Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.
Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.

Основными видами термической обработки являются:
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
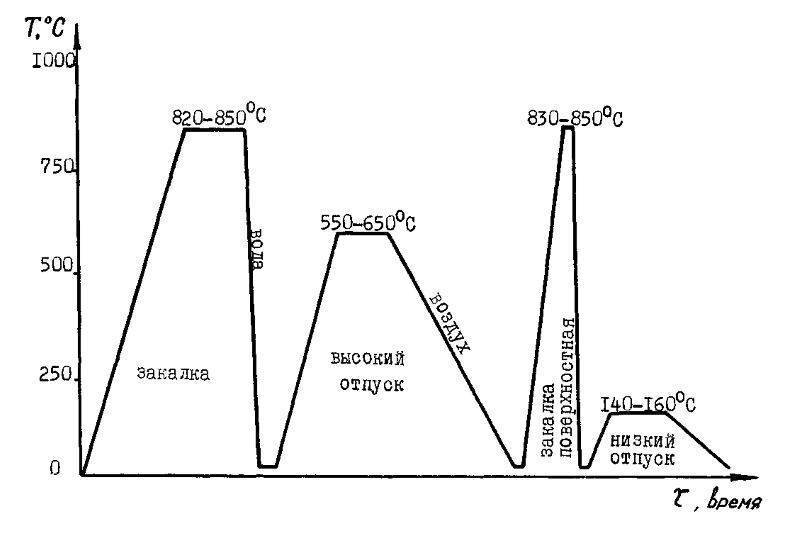
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.

В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.
Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.