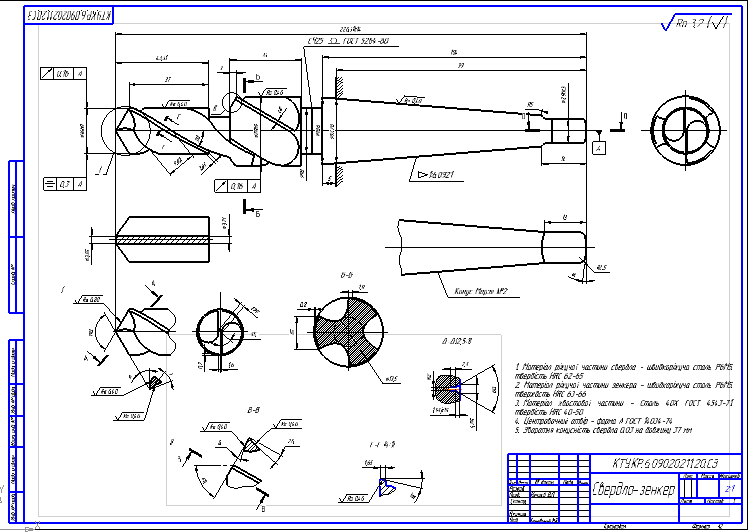
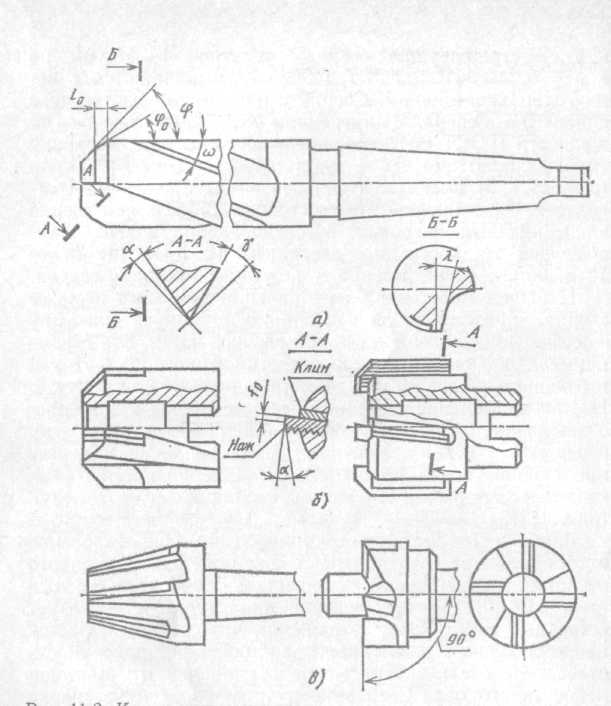
Назначение и виды сверл с зенковкой
В первую очередь необходимо определиться с понятием «зенковка». Его часто путают с другим металлообрабатывающим инструментом – зенкером. Несмотря на похожее звучание, они предназначены для абсолютно разных процессов. Зенкование поверхности – это углубление верхней части предварительно просверленного отверстия.
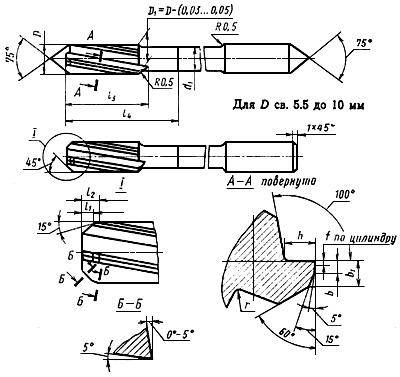
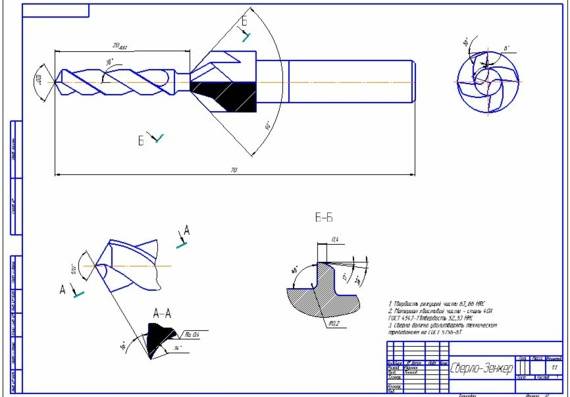
Сверло зенкер – это многолезвийный металлорежущий инструмент. Его относят к оборудованию для получистовой обработки существующих отверстий. Используют перед применением развертки.

Универсальные сверла с зенковкой чаще всего используют в деревообрабатывающей промышленности. В серийном производстве мебели качество отверстий стоит на первом месте. От этого зависит надежность сборки. Рассматриваемый инструмент позволяет получить аккуратное отверстие под саморез с потайной головкой, винт или другой крепежный элемент. Кроме того, сверло с зенковкой увеличивает производительность работ благодаря сокращению обрабатывающих операций.
Альтернативой является рассверливание существующего отверстия инструментом большего диаметра. Так и поступают, когда к точности работ не предъявляют особых требований. Однако данный способ достаточно трудоемкий, поэтому его применяют преимущественно в быту – при монтаже деревянного пола или установке врезного дверного замка.
Сверло играет роль направляющего элемента, что позволяет получить отверстие высокой точности.
В процессе изготовления мебели среднего класса используют специальные крепежные элементы – еврошурупы. Для подготовки отверстий под эти метизы используют обрабатывающие приспособления, внешне похожие на сверла с зенковкой. Их также относят к комбинированным инструментам. Двухступенчатая конструкция позволяет рассверлить отверстие и снять фаску под еврошуруп за один проход.
https://youtube.com/watch?v=J1HGjFG3Uos
Производство закладных изделий и их особенности
Производство закладных изделий является стратегическим направлением деятельности ООО «СК Атлант». Под нужды участка закладных изделий закуплено специальное оборудование и оснастка, позволяющие достичь наивысшую скорость изготовления по конкурентным ценам. Мощность производства участка закладных изделий составляет 30 тонн в месяц.
Качество работ
Наши сотрудники строго соблюдают жесткие требования, предъявляемые к сварочным работам при изготовлении закладных изделий. В этом легко убедиться, произведя распил закладной детали на ленточной пиле.
На фотографии слева показан спил реальной серийной детали, произведенной на нашем предприятии.
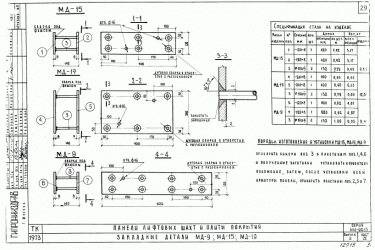
Показанное соединение выполнено Дуговой ручной сваркой валиковыми швами в раззенкованное отверстие (обозначение на чертеже ГОСТ 14098-91 Т12-Рз). Хорошо виден характерный зазор между арматурой и отверстием. Согласно ГОСТ 14098-91 Т12-Рз при проварке стержней до 12мм допускается не производить подварку шва.
Это самый распространенный способ корректного соединения пластины с анкерным стрежнем ввиду простоты метода.
На фотографиях ниже показаны этапы получения правильного отверстия по ГОСТ 14098-91 для последующей приварки анкерного стержня швом Т12-Рз:
Предварительно сверлится отверстие диаметром, большим на 2мм чем диаметр арматуры.
Затем, осуществляется зенковка отверстия таким образом, чтобы толщина необработанного отверстия составила не более 2 мм. (см. ГОСТ 14098-91 Т12-Рз).
Все пространство, образованное между конической поверхностью пластины и выступающим анкерным стержнем должно быть заполнено валиковыми швами. Эти работы очень трудоемкие и их длительность напрямую зависит от толщины пластины, ведь чем толще пластина, тем больший объем конуса необходимо заварить.
Для этого соединения не требуется производить операции по сверлению и зенкованию отверстий.
Суть метода заключается в подаче большого тока через анкерный стержень. При этом, стержень и пластина в месте контакта разогреваются и оплавляются. В процессе сварки, анкерный стержень подается в стальной лист. В результате, анкерный стержень буквально вплавляется в тальную пластину, обеспечивая прекрасные прочностные характеристики соединения. Слой флюса, при этом, обеспечивает защиту от атмосферного воздуха, а также повышает прочность шва за счет легирующих компонентов.
Специальное переносное оборудование позволяет производить приварку стержней непосредственно на размеченный лист стали, что позволяет выполнить работы в очень сжатый срок. Показанные на фотографии стержни имеют диаметр 16 мм – это практический максимум, который возможно приварить этим методом на нашем оборудовании.
В случае большего диаметра, на помощь приходит вышеописанный метод с раззенковкой отверстия и проваркой валиковыми швами.
Для сварки методом автоматической дуговой сварки под флюсом критически важно постоянство технологической системы, под чем подразумевается стабильный одинаковый срез арматуры, качество поверхности листового металла. Для этого, мы используем механические арматурорубы, а также тщательную зачистку поверхности под сварку, ведь включения ржавчины или жировых отложений могут значительно сказаться на прочности соединения
Для этого, мы используем механические арматурорубы, а также тщательную зачистку поверхности под сварку, ведь включения ржавчины или жировых отложений могут значительно сказаться на прочности соединения.
Памятка Заказчику
К сожалению, многие производители пренебрегают требованиями ГОСТ 14098-91 и осуществляют сварку в неверно раззенкованное отверстие, или вовсе без зенкования. Такие работы строго недопустимы.
Это указывается, например, в текстовых требованиях серии 1.400-15. Аналогичные записи существуют и во всех других нормативных документах, связанных с производством закладных изделий.
Отклонения от требований чертежей и ГОСТов существенно снижает прочность детали, что может привести к плачевным последствиям.
При заказе закладных изделий требуйте у поставщиков строгого соблюдения параметров, указанных в ГОСТ 14098-91 и иных нормативных актах! Несоблюдение требований технической документации может привести к разрушению сварного шва и обрушению железобетонных конструкций!
Получить поддержку наших специалистов по качеству можно по телефону:
ГОСТ 14953-С. 13
мм
| Таблица 4 |
| Размеры в мм Таблица 5 |
| * Размер на малом диаметре. |
| Размеры в мм Таблица 6 | ||||
| ГОСТ 14953-80 С. 15 | D | d | L | |
| 2353-0083 | 5,0 | 2,00 | 45 | 3,0 |
| 2353-0084 | 6,3 | 2,50 | 50 | 3,7 |
| 2353-0085 | 8,0 | 3,15 | 4,7 | |
| 2353-0086 | 10,0 | 4,00 | 56 | 6,0 |
| 2353-0087 | 12,5 | 5,00 | 63 | 7,4 |
| 2353-0088 | 16,0 | 6,30 | 71 | 9,5 |
Пример условного обозначения зенковки типа 2, диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953-80 Тип 3
| Обозначение зенковки | Применяемость | d | D | D\ | L |
| 2357-0001 | 0,80 | 5,0 | 1,55 | 35,5 | 0,82 |
| 2357-0002 | 1,00 | 6,3 | 2,00 | 1,13 | |
| 2357-0003 | 1,25 | 7,1 | 2,40 | 40,0 | 1,21 |
| 2357-0004 | 1,60 | 8,0 | 3,10 | 45,0 | 1,52 |
| 2357-0005 | 2,00 | 10,0 | 4,00 | 2,20 | |
| 2357-0006 | 2,50 | 12,5 | 5,00 | 50,0 | 2,60 |
| 2357-0007 | 3,15 | 14,0 | 6,40 | 3,30 | |
| 2357-0008 | 4,00 | 16,0 | 7,90 | 56,0 | 4,20 |
| 2357-0009 | 5,00 | 20,0 | 10,00 | 63,0 | 5,20 |
| 2357-0010 | 6,30 | 25,0 | 12,50 | 71,0 | 6,50 |
Пример условного обозначения зенковки типа 3, диаметром D = 5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
| мм Таблица 4 |
| Пример условного обозначения зенковки типа 4, диаметром D = 6,3 мм: Зенковка 2353-0089 ГОСТ 14953-80 Таблица 5 мм |
| Продолжение табл. 5 |
| Пример условного обозначения зенковки типа 6, диаметром D — 10 мм: Зенковка 2353-0108 ГОСТ 14953-80 |
Что такое цековка и зачем она нужна?
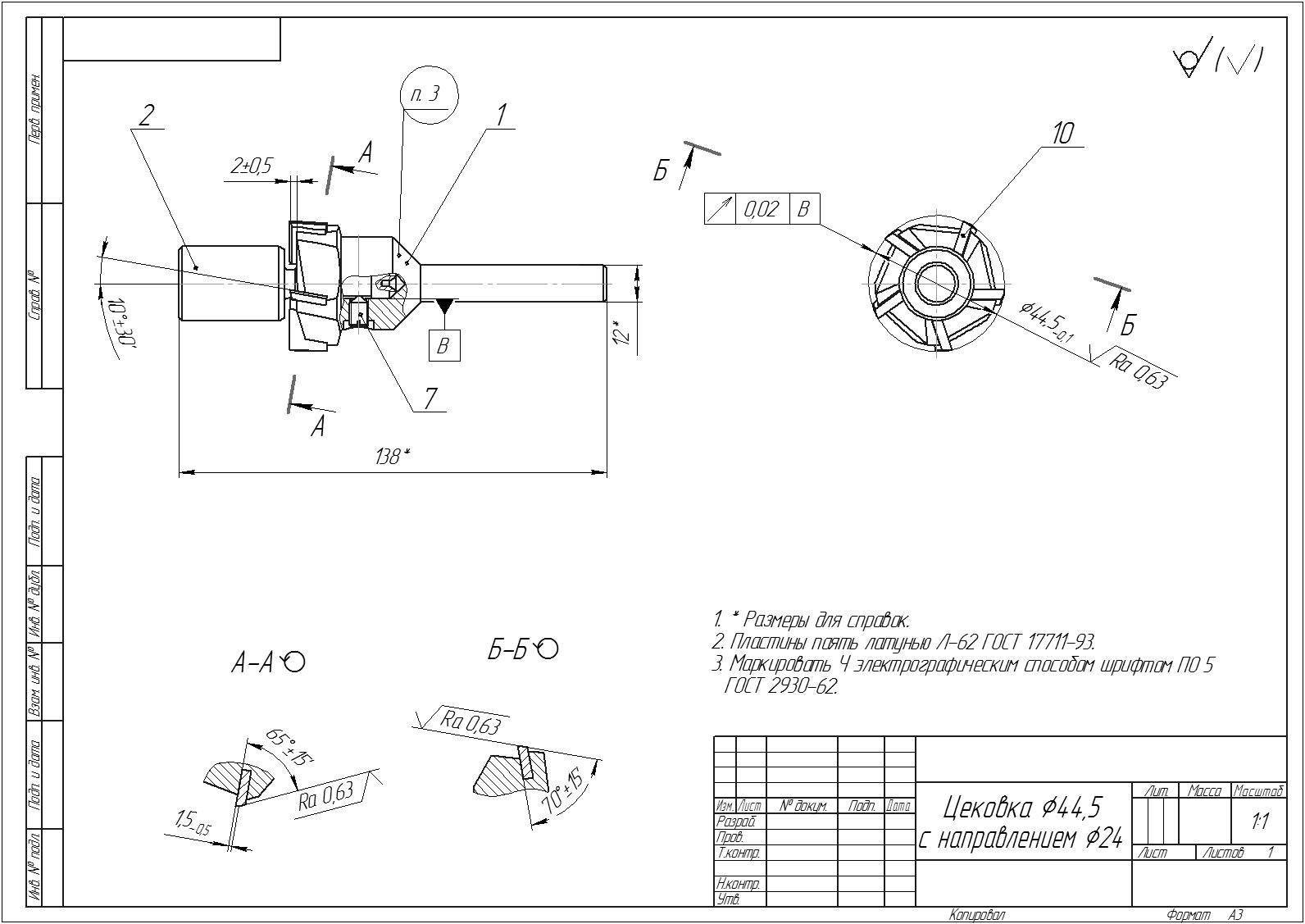
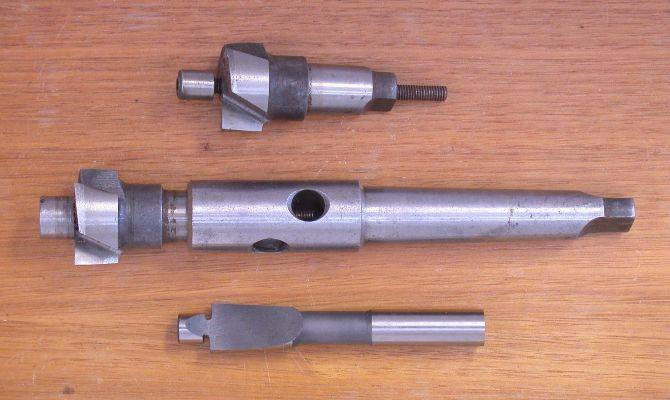
С технической точки зрения она представляет собой цилиндрический инструмент осевого типа, у которого режущие элементы расположены сзади на торцевой части инструмента. По бокам у цековки обычно располагаются глубокие канавки — с их помощью производится быстрое удаление стружки. Для надежности цековка фиксируется с помощью цапфы — она обеспечивает точное перпендикулярное направление рабочего инструмента, что благоприятно сказывается на точности обработки.

Цековка может устанавливаться на промышленные и ручные дрели, на токарные станки, на различное металлорежущее оборудование
Обратите внимание, что сзади расположен элемент в виде хвостика — он обеспечивает надежную фиксацию инструмента на металлорежущем инструменте, что благоприятно сказывается на точности резки
У цековки все режущие элементы находятся позади осевой части — поэтому сверлить таким инструментом нельзя. В каких же сферах деятельности тогда можно использовать этот инструмент и какие технологические задачи он позволяет решить?

Сферы применения цековок
Цековки используют для работы по чугуну, стали, цветным металлам. Инструмент повышает качество обрабатываемой поверхности и гарантирует строгую перпендикулярность отверстия оси готового изделия. 
Цековка используется для создания опорных плоскостей в отверстиях под винты, шайбы, болты, кольца. Также инструмент необходим для зачистки торцов закладных частей конструкций.
Для обратной цековки (развертывания) используют инструменты с большим количеством лезвий (до 14). Эта операция позволяет сделать выемку цилиндрической формы максимально точной.
Автомобилисты применяют цековки для проточки поршней. Самостоятельное проведение операции позволяет с использованием цековки проточить клапаны, не обращаясь к токарям. Желательно перед ремонтом изучить чертежи и потренироваться на старых поршнях.
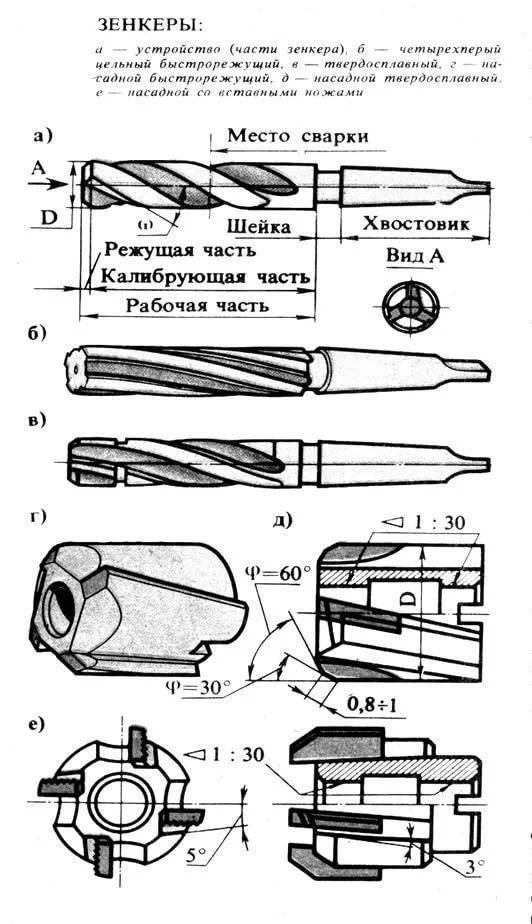
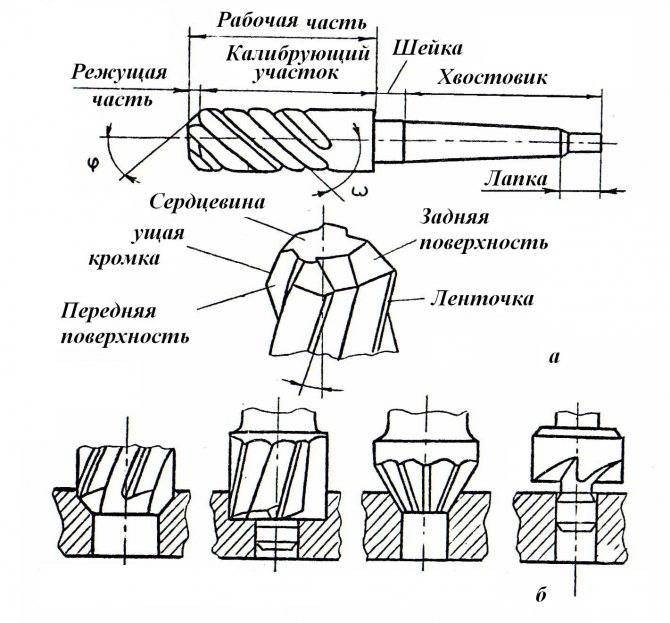
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
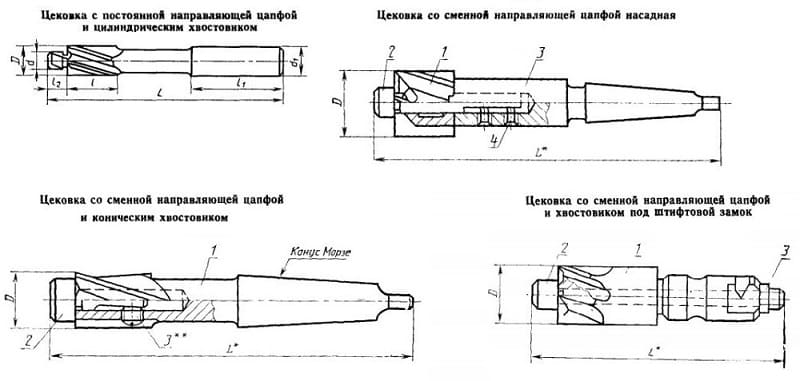
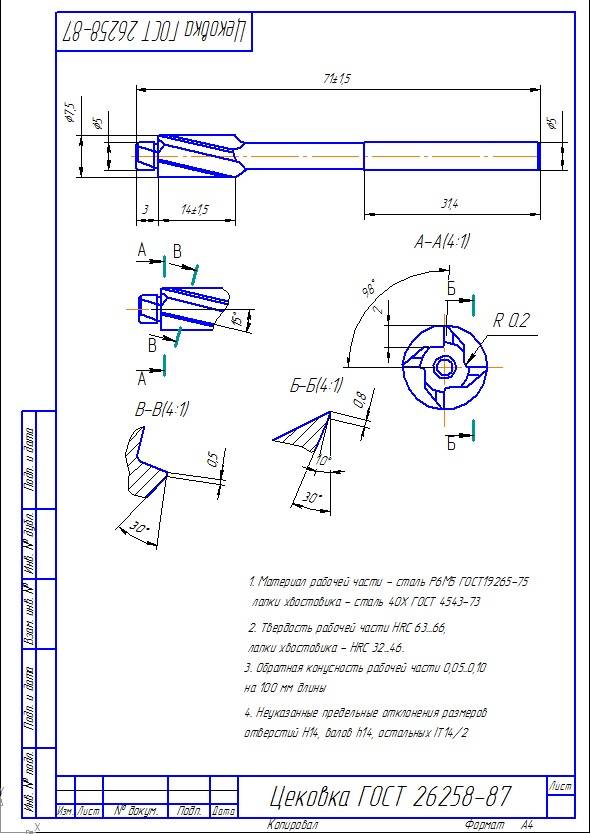
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
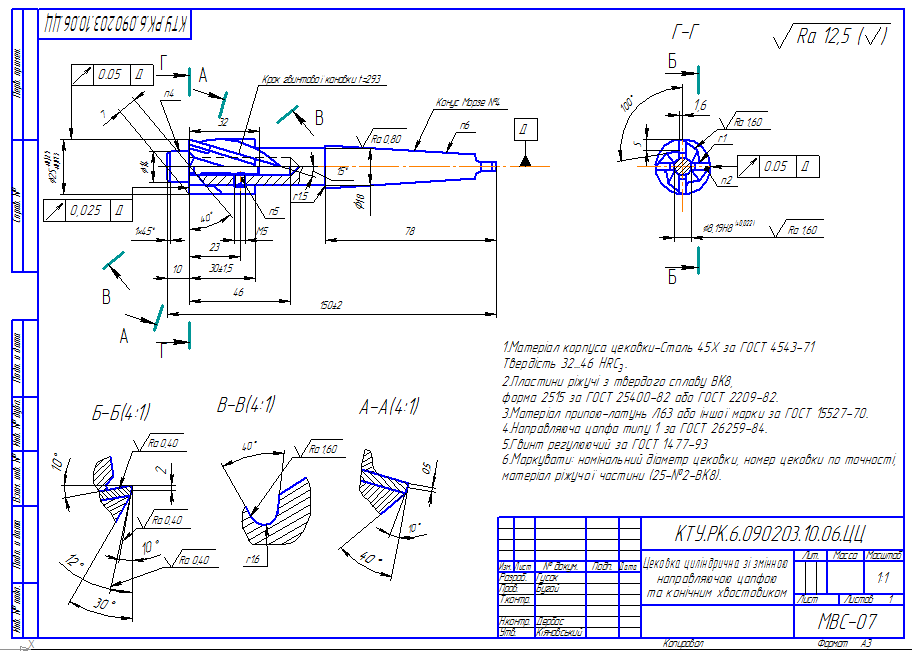
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.
ГОСТ Р 21.1101-2013 СПДС. Основные требования к проектной и рабочей документации
Данный ГОСТ устанавливает основные требования к проектной и рабочей документации для строительства объектов различного назначения.
Требования к узлам и сечениям указаны в разделе 5.5 ГОСТ Р 21.1101-2013.
В соответствии с п.5.5.2 сечения здания или сооружения обозначают арабскими цифрами последовательно в пределах графического документа.
Допускается самостоятельная нумерация для сечений отдельных участков здания, сооружения или установок, все чертежи которых размещены на одном листе или группе листов и если на этих чертежах отсутствуют ссылки на сечения, расположенные на других листах графического документа.
Допускается обозначать сечения — прописными или строчными буквами русского алфавита (за исключением букв, указанных в 5.3.2).
Согласно п.5.3.2 ….за исключением букв: Ё, З, Й, О, X, Ц, Ч, Щ, Ъ, Ы, Ь) или, при необходимости, буквами латинского алфавита (за исключением букв I и О).
Положение секущей плоскости указывают на чертеже линией сечения (разомкнутой линией по ГОСТ 2.303). При сложном разрезе штрихи проводят также у мест пересечения секущих плоскостей между собой. На начальном и конечном штрихах следует ставить стрелки, указывающие направление взгляда; стрелки должны наноситься на расстоянии 2-3 мм от конца штриха (рисунок 10).
Рисунок 10
Направление взгляда для разреза по плану здания и сооружения принимают, как правило, снизу вверх и справа налево.
В соответствии с таблицей 1 ГОСТ 2.303-68 «Единая система конструкторской документации (ЕСКД). Линии»
п.5 ГОСТ 2.303 Толщина сплошной основной линии должна быть в пределах от 0,5 до 1,4 мм в зависимости от величины и сложности изображения, а также от формата чертежа.
Толщина линий одного и того же типа должна быть одинакова для всех изображений на данном чертеже, вычерчиваемых в одинаковом масштабе.
п.5.5.3 ГОСТ Р 21.1101-2013 Если отдельные части вида (фасада), плана, разреза требуют более детального изображения, то дополнительно выполняют местные виды и выносные элементы — узлы и фрагменты.
5.5.4 На изображении (плане, фасаде или разрезе), откуда выносят узел, соответствующее место отмечают замкнутой сплошной тонкой линией (окружностью, овалом или прямоугольником со скругленными углами) с нанесением на полке линии-выноски обозначения узла арабской цифрой в соответствии с рисунками 11а, 11б или прописной буквой русского алфавита в соответствии с рисунком 11в.
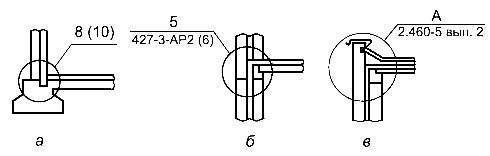 Рисунок 11
Рисунок 11
При необходимости ссылки на узел, помещенный в другом графическом документе (например, основном комплекте рабочих чертежей), или на рабочие чертежи типового строительного узла указывают обозначение и номер листа соответствующего документа в соответствии с рисунком 11б или серию рабочих чертежей типовых узлов и номер выпуска в соответствии с рисунком 11в.
При необходимости ссылку на узел в сечении выполняют в соответствии с рисунком 12.
Рисунок 12
Над изображением узла указывают в кружке его обозначение в соответствии с рисунком 13а, если узел изображен на том же листе, откуда он вынесен, или 13б, если он вынесен на другом листе.
Рисунок 13
Узлу, являющемуся полным зеркальным отражением другого (основного) исполнения, присваивают то же обозначение, что и основному исполнению, с добавлением индекса «н».
5.5.5 Местные виды обозначают прописными буквами русского алфавита, которые наносят рядом со стрелкой, указывающей направление взгляда. Эти же обозначения наносят над изображениями видов.

5.5.6 Для каждого вида изображений (разрезов и сечений, узлов, фрагментов) применяют самостоятельный порядок нумерации или буквенных обозначений.
5.5.9 Если изображение разреза, сечения, узла, вида или фрагмента помещено на другом листе, то после обозначения изображения указывают в скобках номер этого листа в соответствии с рисунками 10, 11а, 12 и 14.
Согласно п.5.5.14 наименованиями сечений являются цифровые или буквенные обозначения секущих плоскостей.
Пример — 5-5, Б-Б, а-а
2 Конструкция и типы цековок
Конструктивно цековка представляет собой осевой инструмент в виде продолговатого корпуса с хвостовиком на одном конце. С другой стороны инструмента расположена цилиндрическая головка, имеющая на торцевой поверхности режущие зубья, а на боковой – отводящие стружку канавки, а также гладкая направляющая цапфа, которая вставляется в обрабатываемое отверстие, за счет чего и достигается перпендикулярность между осью последнего и получаемой плоскостью.
 Конструкция инструмента
Конструкция инструмента
Изготавливают цековки в соответствии с ГОСТ 26258, согласно которому они делятся на типы:
- С цилиндрическим хвостовиком и несменной направляющей цапфой.
- С коническим хвостовиком и сменной цапфой.
- Насадные с меняемой цапфой. Эта цековка представляет собой только цилиндрическую режущую головку, одеваемую на оправку с коническим хвостовиком. Цапфа тоже вставляется в оправку.
- С хвостовиком, закрепляемым в штифтовом замке станка, и сменной цапфой.
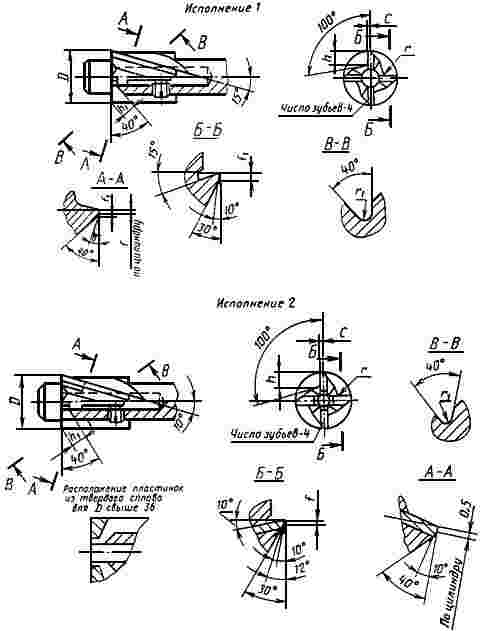
Инструмент 2–4 типов производят в 2-х вариантах исполнения рабочей части:
- Из быстрорежущей стали.
- Оснащенной пластинами из твердого сплава.
 Рабочая часть с пластинами из твердого сплава
Рабочая часть с пластинами из твердого сплава
Цековки 1-го типа выпускают только в исполнении №1. Инструмент с рабочей частью, имеющей твердосплавные пластины, предназначен для обработки и чугуна, и конструкционных сталей. а с выполненной из быстрорежущей стали – только конструкционных сталей. Количество лезвий рабочей части цековок 1-го типа 2 или 4, а 2–4 типов – только 4.
В зависимости от типа хвостовика цековки ее установка на станке производится:
- с цилиндрическим типом – непосредственно в патрон;
- с коническим – через конус Морзе;
- с хвостовиком под замок штифтового типа – в этот замок.
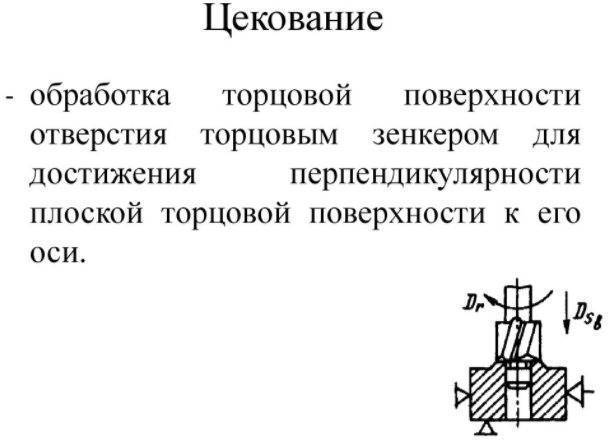
Операция цекования
Процессом цекования называют специальную обработку сложных отверстий в металлоизделиях с помощью цековки. С помощью цековальных работ можно осуществить подготовку проймы перед другими операциями и процессами металлообработки и улучшить качество обрабатываемых внутренних элементов металлической детали. Цекование отверстий мастер делает на станке в режиме резания. Процесс выполняется, как правило, на небольшой скорости из-за сложности. В ходе процесса зенкования пройм осуществляется не только цековка внутреннего отверстия заготовки. Также цекованием можно выровнять торцевые элементы с внутренней стороны изделия, удалить наплывы и заусенцы с деталей, снять фаски с кромок, сформировать ступенчатые проймы и обработать углубления сложной конфигурации.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.
Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Цекование отверстия: основные правила
Цекование отверстия — это операция, которая проводится на станках с минимальным ходом. Для работы оптимален режим зенкерования, настроенный на сверлильном, токарном, расточном или другом слесарном оборудовании. В отдельных ситуациях используют инструменты комбинированного типа, которые за один подход выполняют несколько операций: сверление, зенкерование, ценкование, зенкование и т. п. Все эти процессы — часть операции сверления.

Несмотря на то что режущие инструменты в основном используют на промышленном оборудовании, покупают цековки и для домашних нужд. В работе с таким инструментом мастерам следует придерживаться нескольких правил.
При обработке открытых плоскостей зафиксируйте на хвостовике упор, используя упорную гайку и контргайку.
При цековании отверстия под шляпки винтов и болтов берите инструмент с углом при вершине в 90 градусов. Необходимость уменьшения угла оправдана для сохранения огранки на поверхности обрабатываемых отверстий.
Делайте углубления в 2 этапа. Вначале рассверлите отверстие до нужного диаметра, затем придайте ему требуемые форму и размер.
Следите, чтобы направляющая инструмента не соприкасалась с втулкой всей поверхностью. Если не следовать этому правилу, цековка по металлу застрянет во втулке из-за сильного нагревания материала, вызванного вращением шпинделя.
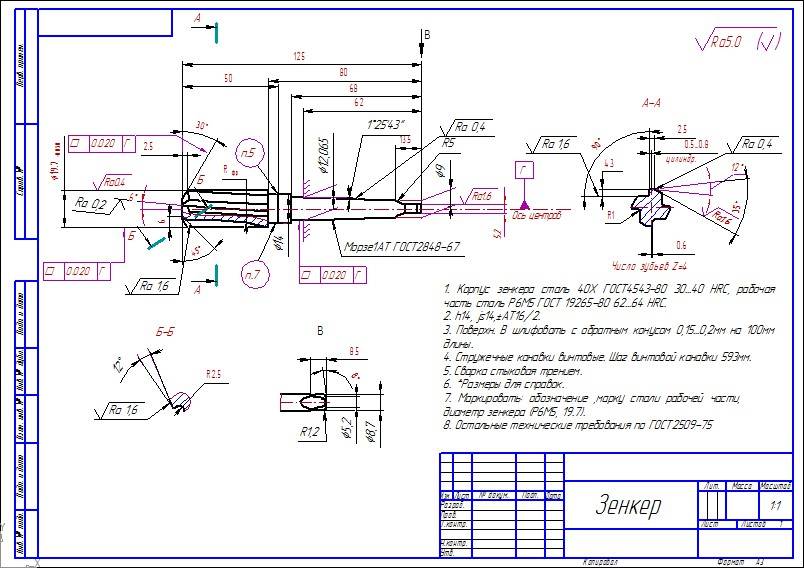
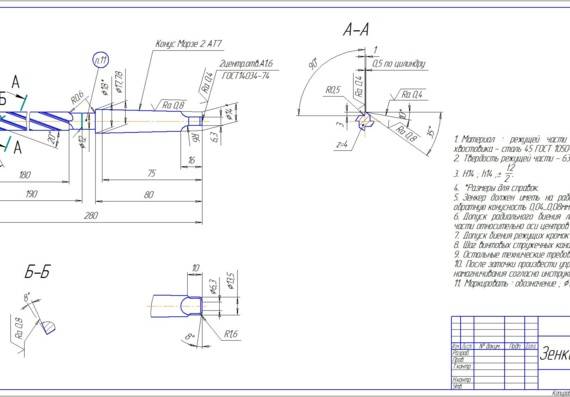
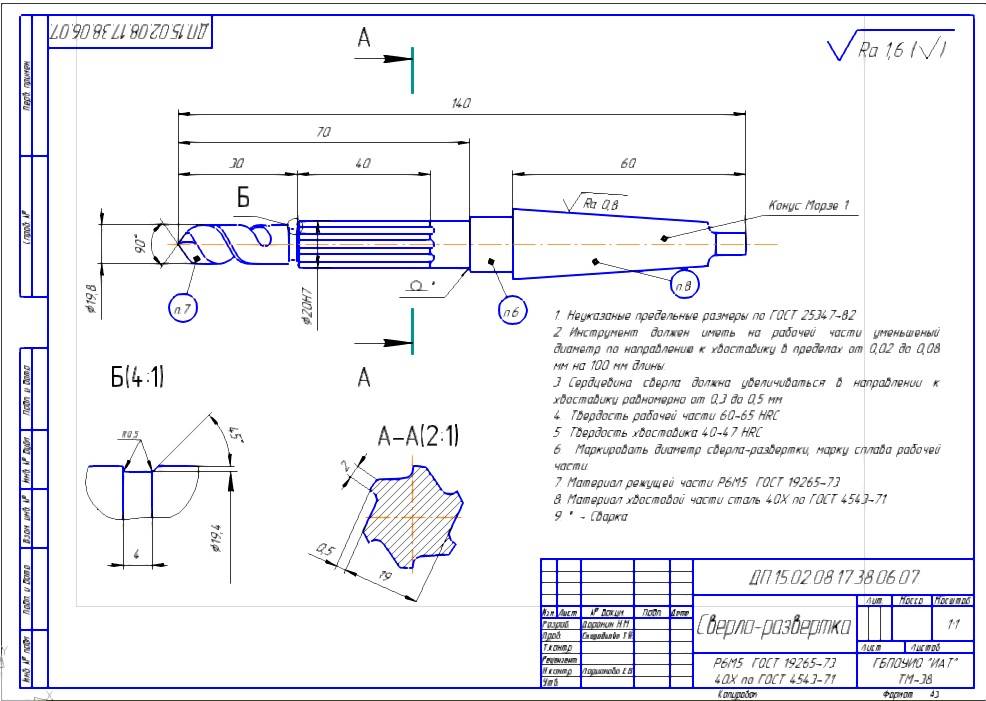
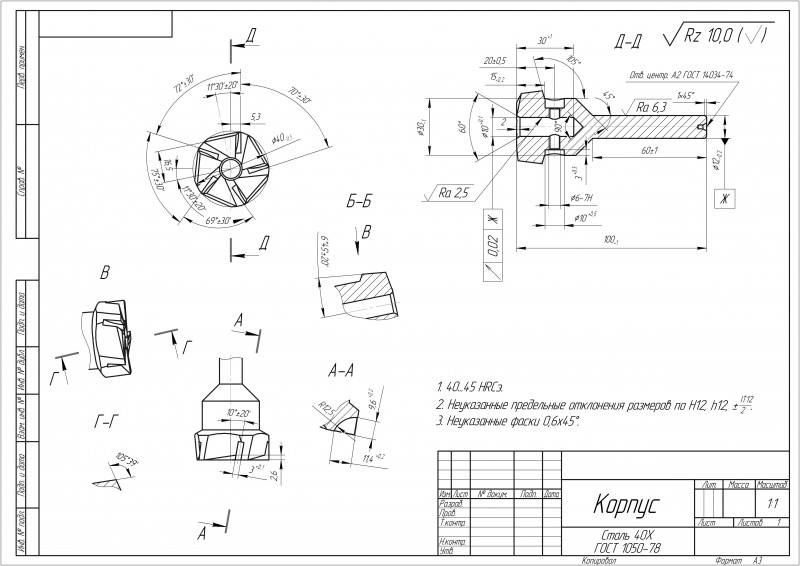
Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
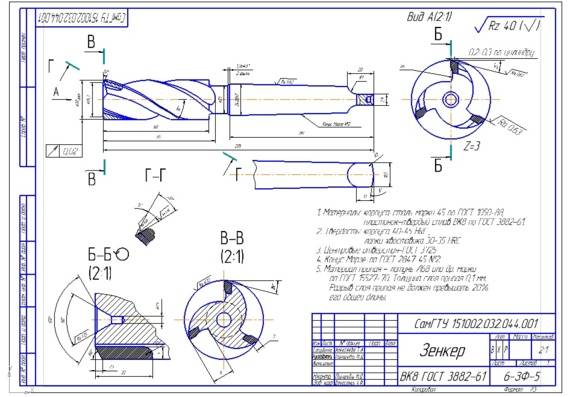
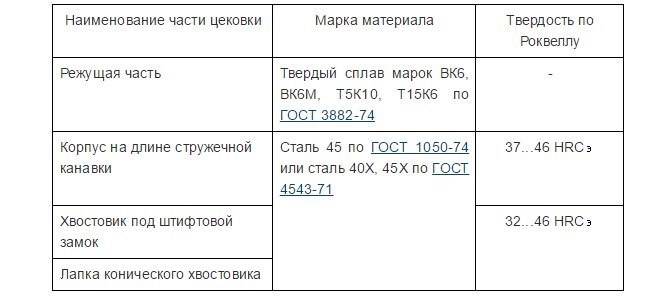
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
Требования государственных стандартов к изготовлению цековок
Требования к производству цековок определяет ГОСТ 26258-87. Так, согласно этому документу, инструмент насадного типа, а также тот, диаметр рабочей части которого не больше 8 мм, а хвостовик имеет цилиндрическую форму, производится в цельном виде. Инструменты, диаметр режущей части которых составляет более 8 мм, со всеми типами хвостовиков, должны иметь сварную конструкцию. К качеству сварных швов, при помощи которых изготавливается такой инструмент, предъявляются высокие требования. В этих швах исключается наличие трещин и прожогов, они не должны содержать следов окисления, трубчатых полостей и пор.
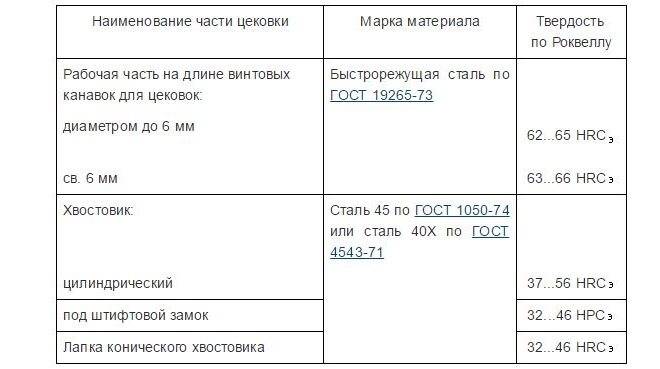
Основной стержень цековок, включая хвостовик, делают из стали марок 45, 40 Х или 45Х. Для режущей части могут быть использованы следующие материалы.

- Инструменты, которые целиком изготовлены из быстрорежущей стали, выполняются из материала, требования к которому оговариваются положениями ГОСТа 19265.
- Материалами для режущей части цековок с твердосплавными пластинами могут быть ВК6, ВК6М, Т5К10, Т15К6. Требования к характеристикам материала таких пластин оговариваются в ГОСТе 3882, а к их геометрической форме и размерам – в ГОСТе 25400.
Твердосплавные пластины на рабочей части инструмента фиксируются при помощи припоя марок МНМц 68-4-2, латуни марок Л63 или Л68. Толщина припоя должна составлять не менее двух десятых миллиметра.
Материал цековок с твердосплавными пластинами
Как и поверхность сверл, резцов и других металлорежущих инструментов, поверхность цековок должна быть лишена дефектов – следов коррозии, трещин, пустот и заусенцев. На шлифованной части не допускается наличие трещин и надрывов, а на рабочей – сколов и прижогов. Центровые отверстия цековок после закалки и отпуска не должны иметь углублений и разработанных мест.
Такой геометрический параметр цековки, как обратная конусность (уменьшение диаметра по направлению к хвостовику), должен отличаться равномерностью по всей длине рабочей поверхности (для инструмента из быстрорежущей стали), по всей высоте режущих пластин (для инструмента с твердосплавными напайками). Допуски на указанный параметр, согласно чертежу и требованиям нормативного документа, должны составлять для цековок из быстрорежущей стали не более 0,08–0,16 мм на 100 мм длины рабочей части, для цековок с напайками из твердого сплава – 0,05–0,1 мм на весь размер пластин.