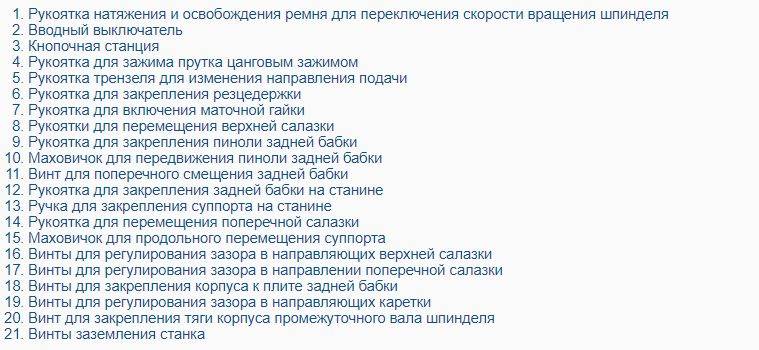
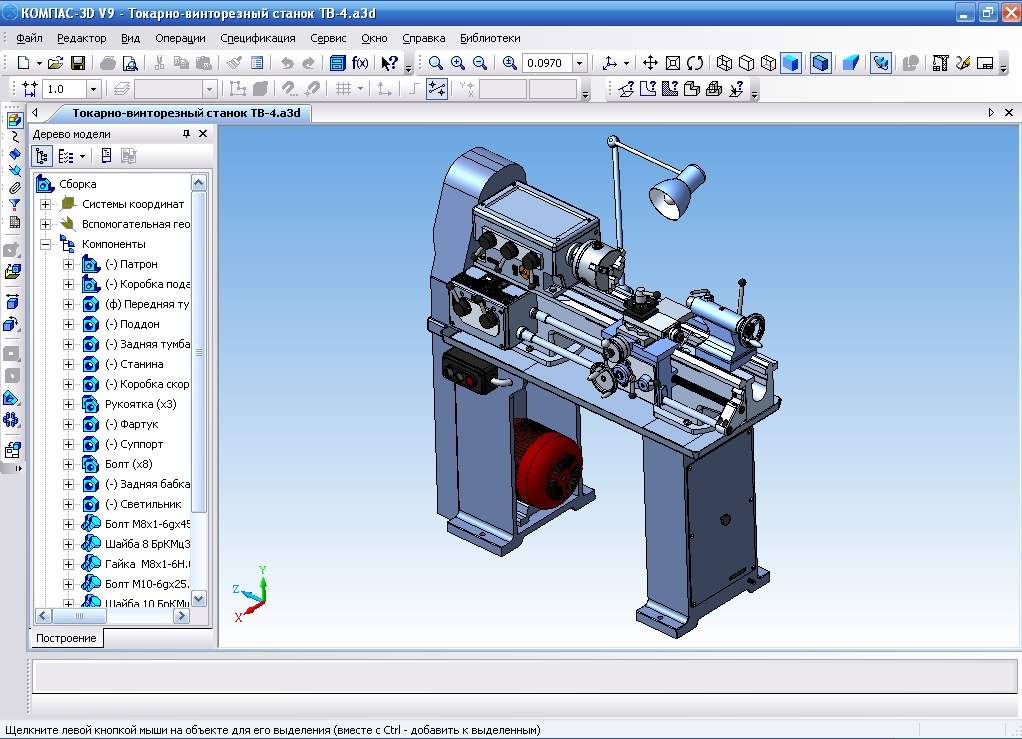
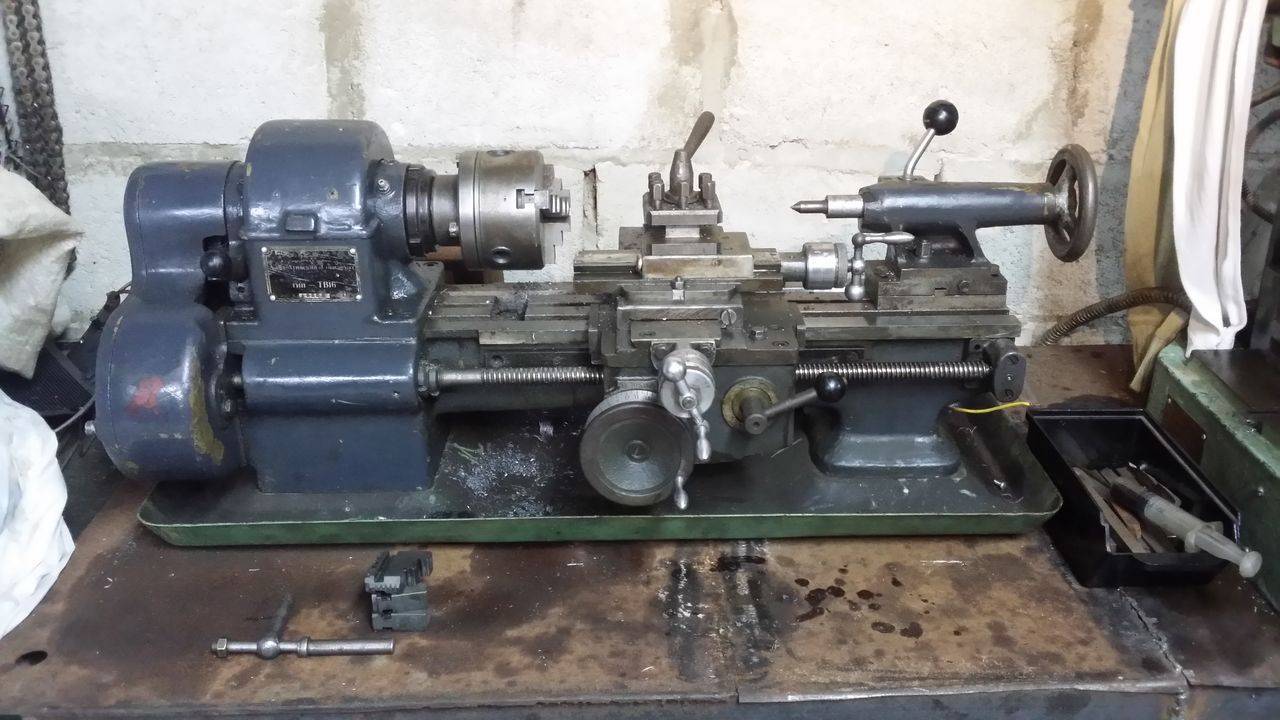
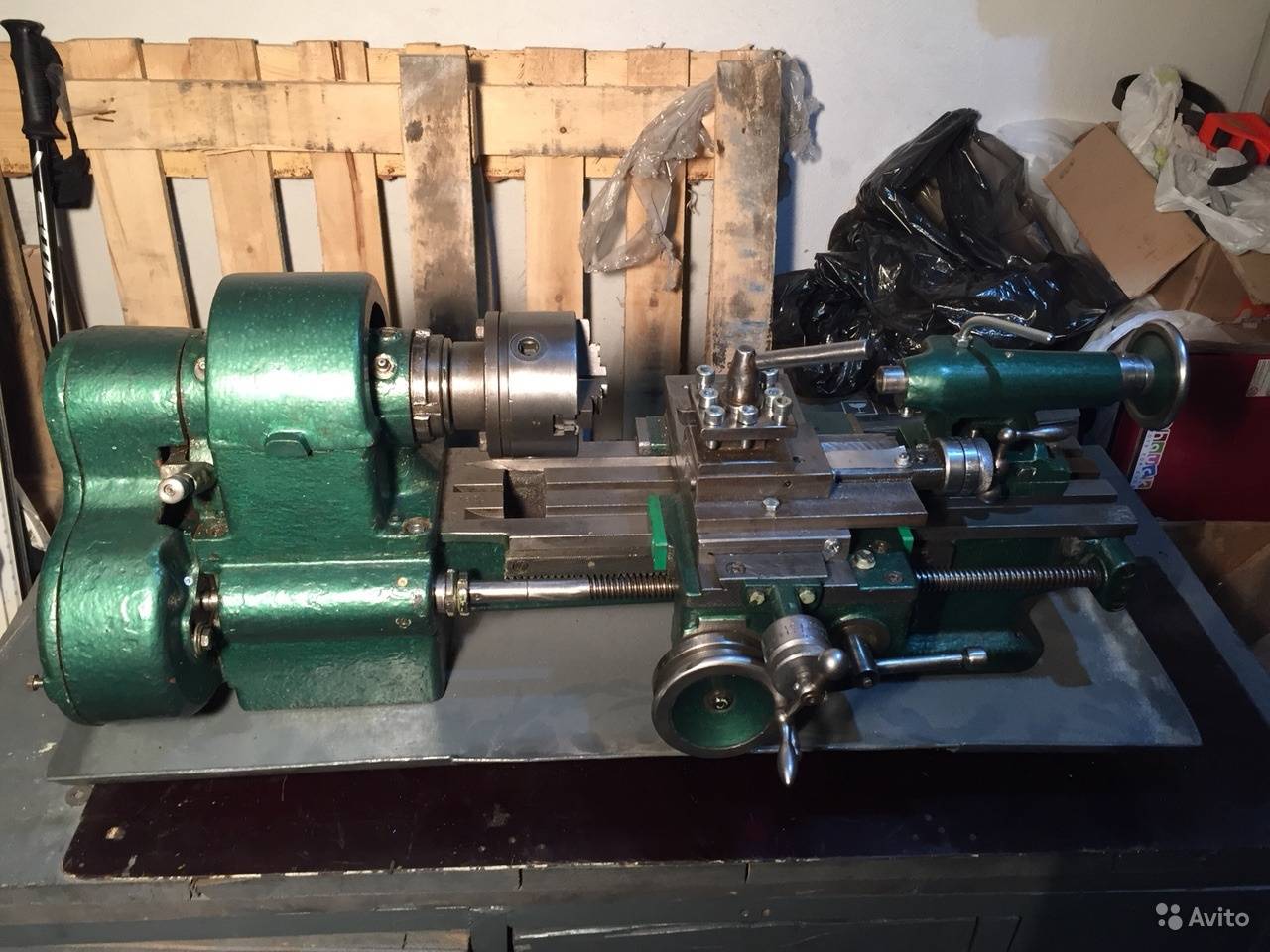
Фото и описание устройства
Несложная конструкция оборудования позволяет быстро освоиться с технологическим процессом обработки металлических изделий даже начинающему токарю.





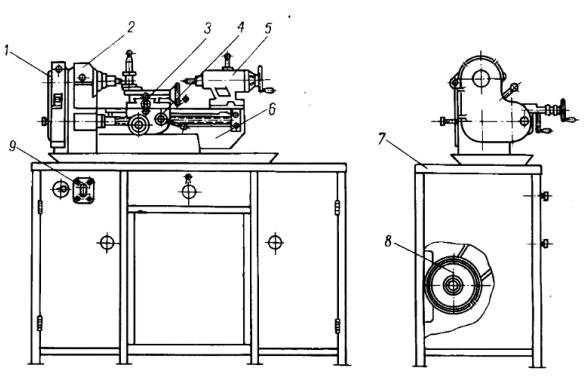
Общий вид
Основа выполнена из литого чугуна, с помощью винтовых отверстий станок крепится к столешнице. В центре стола расположен ящик для хранения всевозможных инструментов и приспособлений.
Правая коробка предназначена для хранения резцов и шестерней.
Внутри левой коробки расположен привод, состоящий из двигателя, промежуточного вала и двух передач. Промежуточный вал регулирует степень натяжения ремня эксцентриковым устройством, вращающий главный вал. Тот, в свою очередь, вместе с двигателем, оснащены ступенчатыми шкивами, обеспечивающими вращение шкива на шести разных скоростях.
Резцедержка передвигается благодаря ходовому винту и гайке, установленных в переднем отсеке рабочего основания.
Чертеж
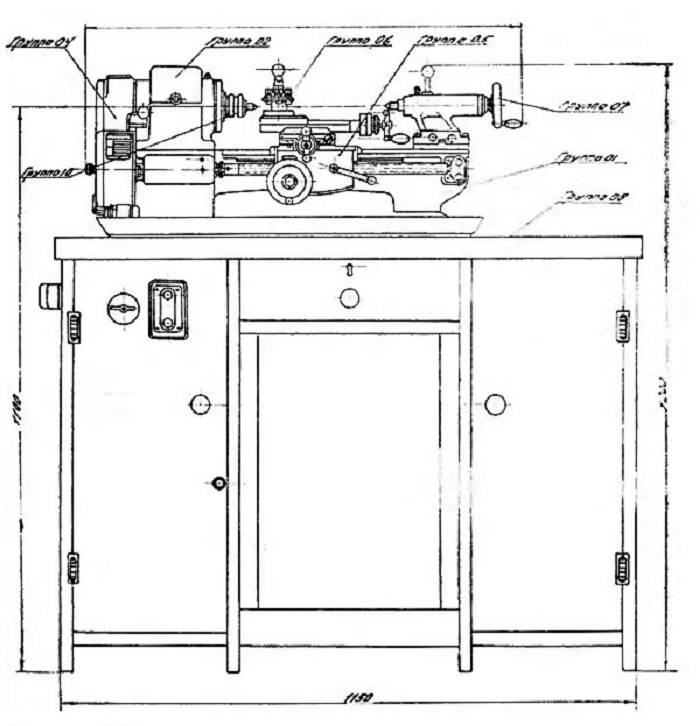
- станина;
- передняя бабка;
- привод станка;
- механизм подач;
- фартук;
- суппорт;
- задняя бабка;
- стол;
- электрооборудование;
- принадлежности и инструмент.
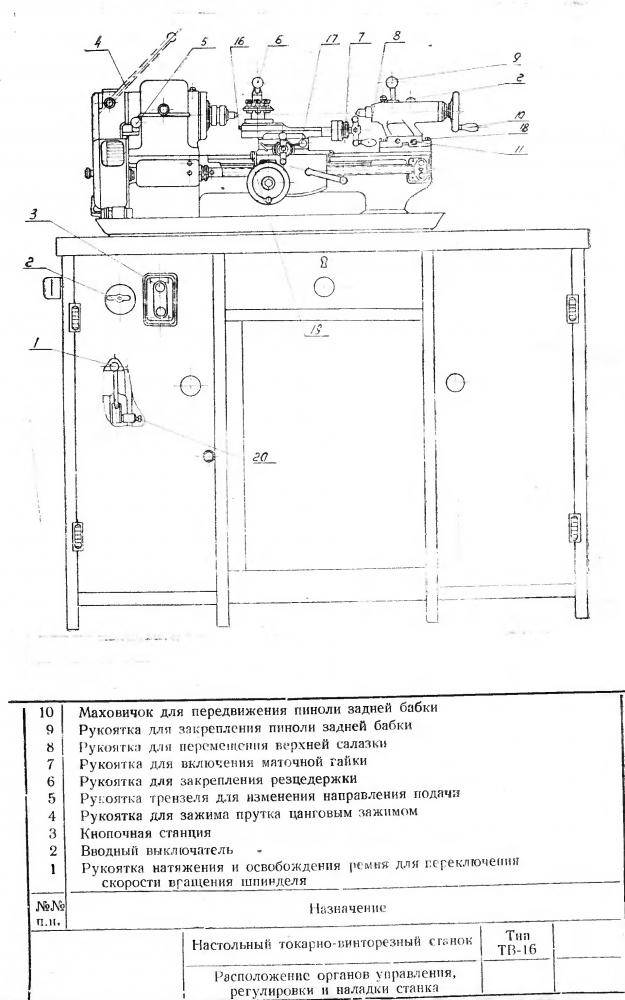
Расположение органов управления
В список основных органов управления станком включены следующие механизмы:
- выключатель;
- рукоять, изменяющая частоту вращения шпинделя;
- рукоять, меняющая направление подачи;
- кнопочный модуль;
- рычаг, закрепляющая головку резца;
- рычаг запуска маточной гайки;
- рычаг перемещения верхних салазок;
- рычаг перемещения поперечных салазок;
- рукоятка, закрепляющая положение пиноли задней бабки;
- маховик осевого движения пиноли задней бабки;
- маховик продольного движения суппорта.
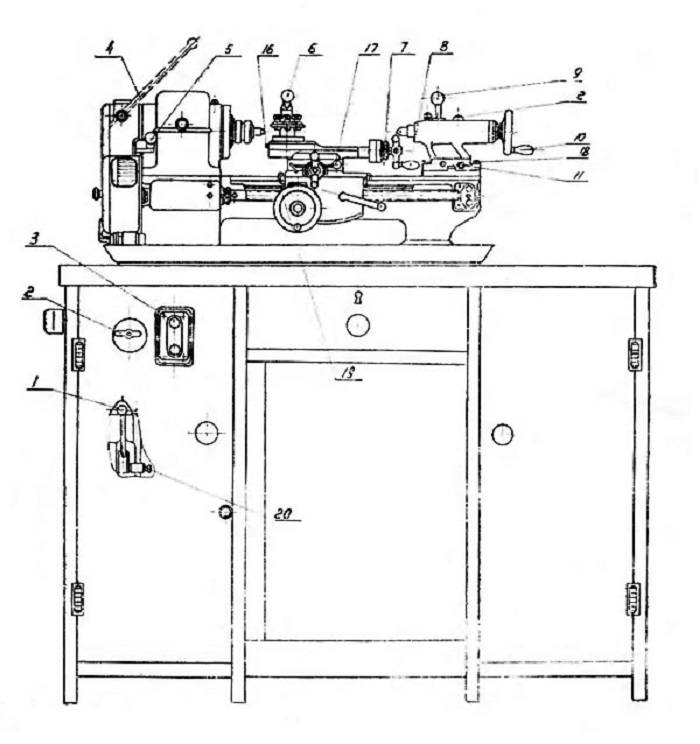
Кнопочная станция и переключатель скорости вращения шпинделя размещены на лицевой поверхности стола, остальные, непосредственно, на самом агрегате.
Шпиндельная бабка
Передняя бабка состоит из корпуса, металлического удила и вала с трехступенчатым шкивом. Основной задачей является вращение рабочего кардана, соединенного с радиально-упорным подшипником, установленным в передней части вала.
Основной вал также имеет шкив, обеспечивающий заданную скорость вращения электродвигателем. С помощью трензеля предусмотрено обратное вращение вала.
Два конусообразных подшипника удерживают шпиндель и шкив. Меняя расположение подшипника с помощью гайки, регулируется зазор между ним и шпиндельным узлом.
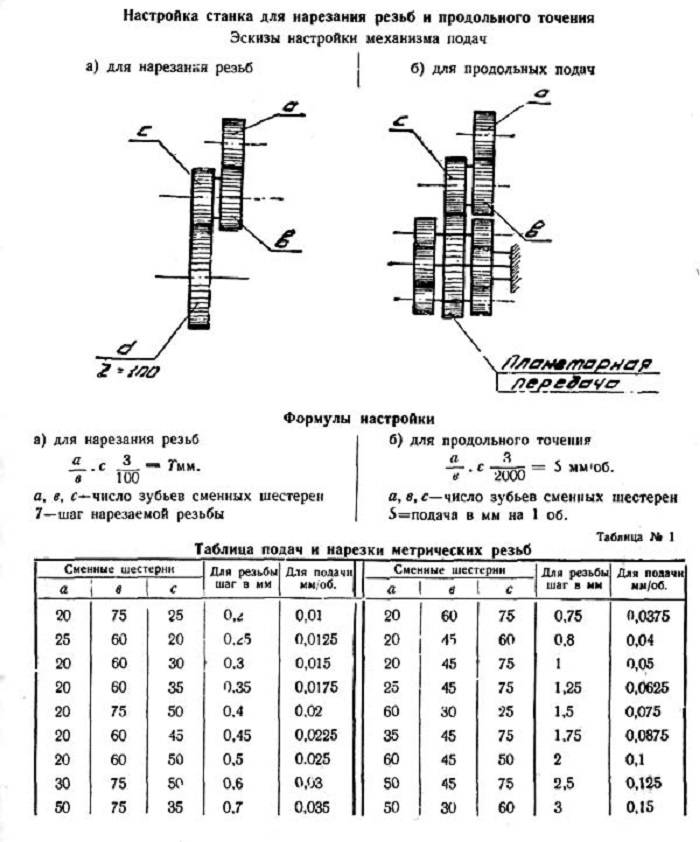
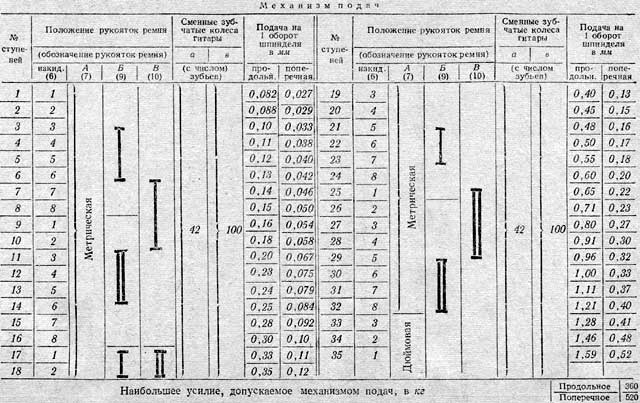
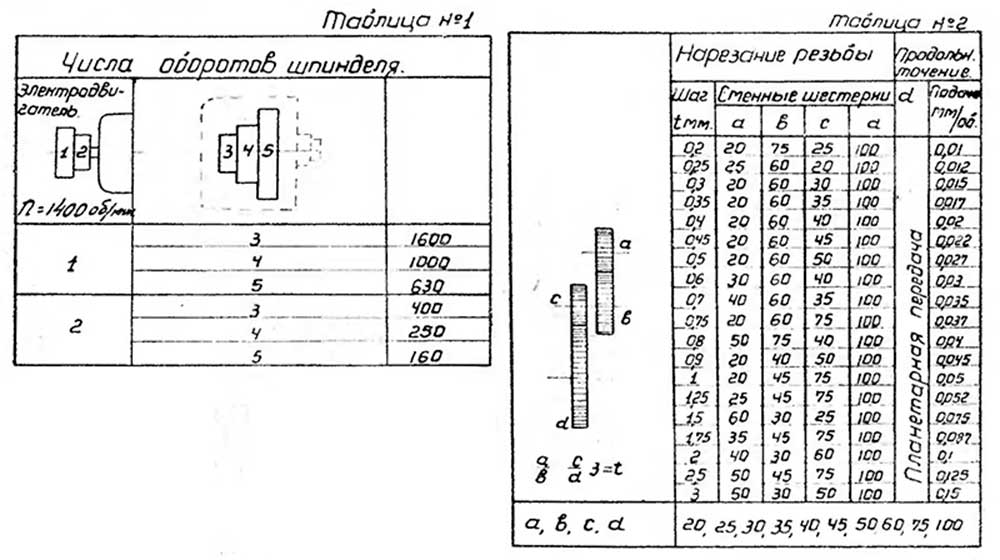
Устройство переключения скоростей и подач
В ТВ-16 коробка переключения скоростей и подач отсутствует. Скорость шпинделя регулируется сменой ремней между зазорами шкивов, получая таким образом, один из 6 режимов. Меняя шестерни в гитаре, управляют шагом нарезаемой резьбы или скоростью подачи.
Зубчатый узел расположен в закрытой коробке, на дверце которой установлен выключатель, останавливающий, в целях безопасности, работу оборудования в случае открывания двери во время рабочего процесса.
Фартук
Фартук, управляемый рукоятью на корпусе, приводит в движение суппортный ход. Каретка специальными винтами прикреплена к фартуку устройства.
Разъемную гайку, расположенной в фартуке, приводит в движение рукоять. При включенной гайке резцедержатель подается ходовым винтом. При выключенной — выполняется вручную, вращая маховик.
Суппорт
Суппорт отвечает за фиксацию и передвижение режущих инструментов по наклонному, продольному и поперечному направлениях. Узел включает в себя резцедержку, каретку и салазки.
Каретка движется параллельно станине по направляющим, на ней установлены все составляющие суппорта. Ходовой винт и шестерни с рейкой обеспечивают продольное движение суппорта.
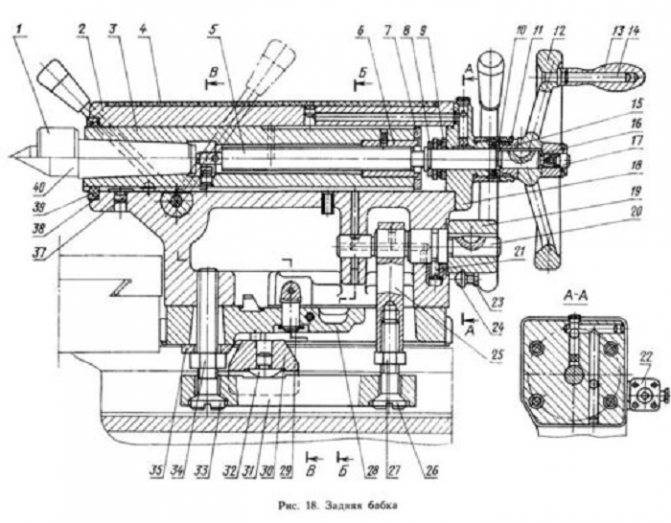
Задняя бабка
Задняя бабка с шестиугольными направляющими обеспечивает правильное расположение длинных деталей при перемещении по станине. Выполняет роль дополнительной опоры, фиксируется пазовым болтом.
Конструкция и описание основных узлов токарно-винторезного станка 1616
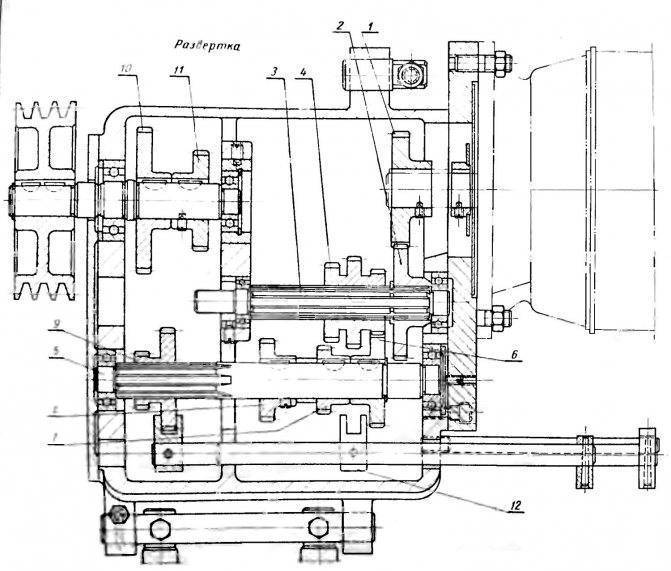
Коробка скоростей токарного станка 1616
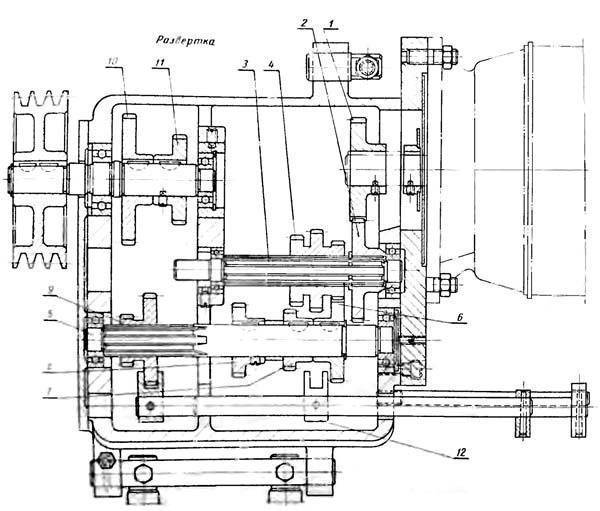
Коробка скоростей (редуктор) токарного станка 1616
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором — двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616. Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем — включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
Настольный токарный станок ТВ-16: электрическое обустройство
Электрическая схема верстака имеет простую конструкцию, не представляет сложности по освоению для начинающих. Перед пуском агрегата в работу необходимо заземлить корпус. Для этого используют специальное приспособление, расположенное сбоку остова. Это необходимо для обеспечения безопасности пользователей.
Основные функции электрооборудования выполняют следующие элементы:
- магнитный пускатель с парой кнопок;
- пакетный выключатель реверсивного типа;
- предохранительная система;
- блокирующие контакты;
- панель с зажимами, служащая для подключения к сети.
Основное предназначение электрооборудования – запуск и остановка станка, реверсивный пуск мотора, блокировка двигателя при критическом напряжении или перепадах в электросети.
Особенности станка
Для фиксации подшипников используются гайки.
А также важно отрегулировать натяжение клиноременной передачи так, чтобы не было проскальзывания на шкивах, но при этом оно не было чересчур сильным. Для того чтобы совершать регулирование всего прибора, требуется использовать эксцентриковый механизм, а после выполнения необходимых процедур, зафиксировать его в нужном положении
Перед тем как закрепить станок, нужно внимательно осмотреть состояние оборудования, смазать все шестерёнки и очистить все, что можно от опилок, грязи, остатков машинного масла. При помощи клиньев и винтов возможна коррекция пробелов в направляющих каретки суппорта.
Для обработки изделия по конусу требуется сдвинуть заднюю бабку относительно центра изделия. При помощи винтов необходимо настроить точное ее положение.
Монтаж
Прежде всего требуется перетащить станок туда, где планируется его использовать, и только после этого распаковывать его. В случае заказа дополнительной упаковки, стол идет в комплекте. Для того чтобы добиться точной фиксации, станок нужно закрепить всеми шестью винтами, поставляемыми в комплекте, на любой деревянной поверхности.
Технические характеристики уже известны и тогда можно приступать к сбору станка. Первым действием нужно установить приводной ремень на шкив привода
Обратите внимание, что провод заземления требуется провести через отверстия в станине, предназначенные для этого, и после произвести фиксацию болтом
Для грамотного монтажа требуется использовать уровень, по которому производится выравнивание горизонтали.
 Уровень поможет в правильном монтаже
Уровень поможет в правильном монтаже
При помощи предохранителей проводится кабельная электропроводка от распределительного щитка.
На последнем этапе нужно удалить смазку со всех узлов. После окончания этой процедуры, требуется посмотреть описание станка, в котором указано количество и правильный порядок расположения всех деталей. Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.


Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
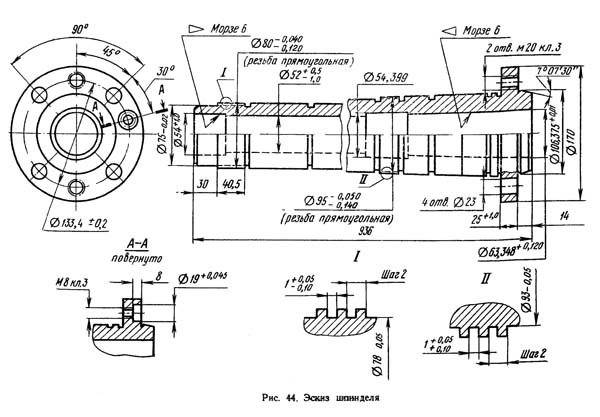
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
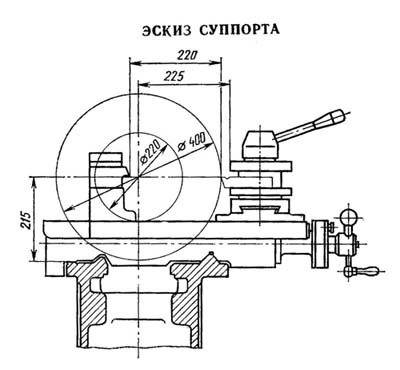
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
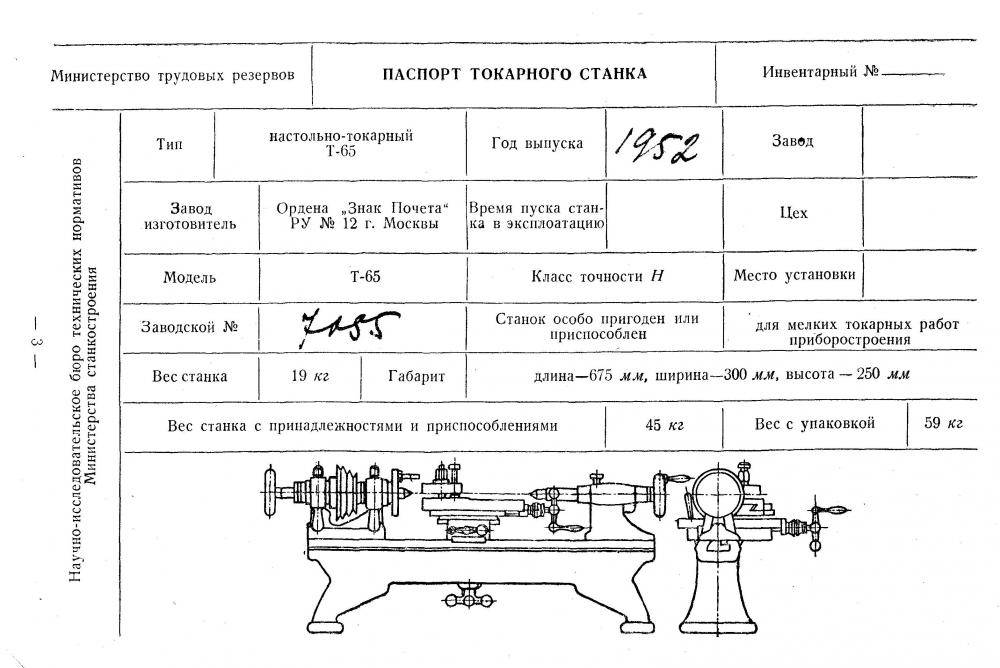
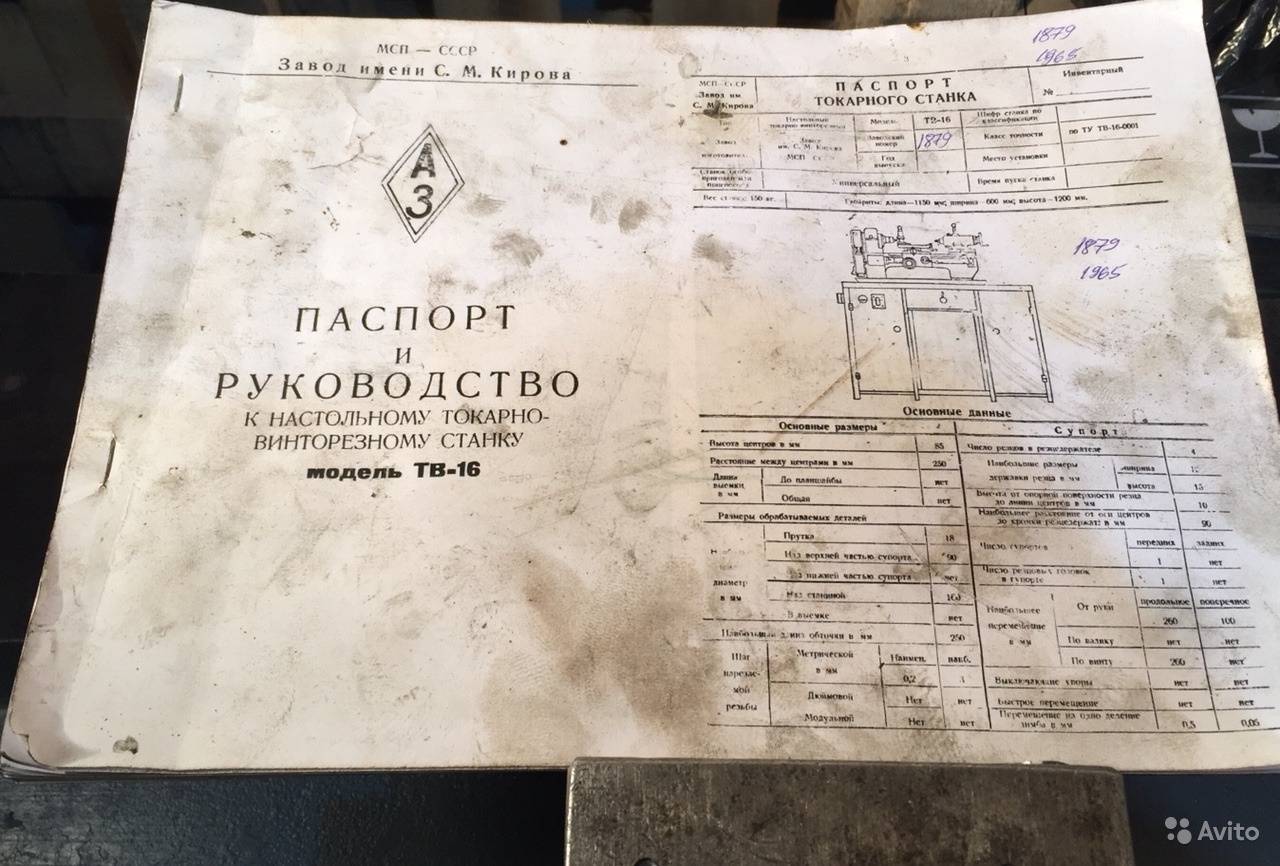
Что представляет собой станок ТВ-16
Токарный станок данной модели — это оборудование, основным предназначением которого является обучение токарному делу молодых специалистов. Такими станками оснащались как профессионально-технические училища и школы, так и учебные классы промышленных предприятий. Хотя данная модель оборудования уже давно не выпускается, на нем до сих пор осваивают азы профессии токаря многие молодые люди.
Основой для разработки и производства станка ТВ 16 послужила модель чехословацкого оборудования TOS MN80. На территории Советского Союза этот токарный станок производили сразу несколько предприятий, среди которых можно выделить следующие:
- Алма-Атинский станкостроительный «Завод имени Кирова»;
- «Комбинат имени Ворошилова» в г. Уральск;
- Инструментальное предприятие в г. Кобрин;
- Завод «Сельхозмашцепь» в г. Краснодар;
- Литейно-механический завод «Октябрь» в г. Дубно;
- Механический комбинат в г. Иркутск.
Технические характеристики и конструктивные особенности токарных станков, выпускаемых на данных предприятиях, ничем не отличались. Различия были лишь в том, какие формы литья станины использовал тот или иной завод.
Конструктивно станок ТВ 16 состоит из следующих узлов и механизмов:
- несущая станина;
- стол станка;
- передняя бабка оборудования;
- суппорт;
- механизм подач;
- приводной механизм;
- система электрического оборудования;
- задняя бабка оборудования;
- набор инструмента и специальных приспособлений.
Несложная конструкция станка позволяет легко освоить азы токарного дела и хорошо разобраться в принципах данной технологии обработки металлов.
Это интересно: Станок для заточки ножей своими руками — разбираемся детально
Технические параметры
Ввиду того что токарно-винторезные станки ТВ 6 предназначаются для того, чтобы обучать новичков, они располагают достаточно низкими техническими параметрами. На подобном оснащении возможно:
- подрезать торцевые части;
- сверлить отверстия;
- растачивать и протачивать заготовки, имеющие форму цилиндра, конуса;
- нарезать метрическую резьбу;
- отрезать части детали.

Это неполный перечень допустимых операций, которые можно выполнить на данном оборудовании. Станок ТВ 6 токарный можно применять лишь для производства изделий из стали/цветных металлов, не выделяющих при обрабатывании летучих элементов, мелких пылинок, способных серьезно навредить здоровью человека.
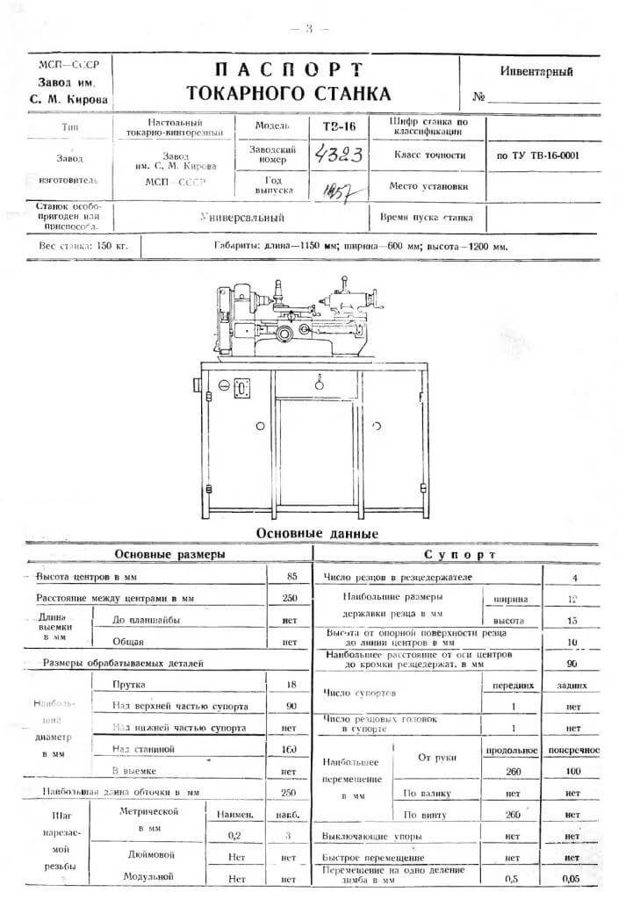
Технические характеристики подобного оборудования таковы:
- максимальный радиус детали, которая обрабатывается – 0,6 см;
- наибольший радиус детали, который устанавливается над несущей рамой – 10 см;
- максимальный радиус детали, который устанавливается над суппортным элементом – 4 см;
- максимальная длина обточки – 30 см;
- шаг резьбы, которая нарезается – 0,08/0,1/0,125 см;
- высота центров – 10,8 см;
- дистанция между центрами – 35 см;
- частота кручения шпиндельного элемента – от 130 до 170 оборотов в минуту;
- перемещение суппортного элемента на 1 деление лимба – продольно на 0,05 см, поперечно на 0,0025 см;
- перемещение суппортного элемента на 1 оборот лимба – продольно на 3 см, поперечно на 0,2 см;
- вес устройства – 0,3 т;
- размеры – 110x47x11 см.
Токарно-винторезный станок ТВ 6 довольно компактен и легок, ввиду этого его возможно поставить даже в небольшом помещении. Параметры устройства дают возможность осуществлять на нем обрабатывание разнообразных заготовок, радиус которых не превышает определенного показателя. На станке ТВ-6 возможно применять режущие инструменты, высота и ширина державки которых не больше 1,2 см.

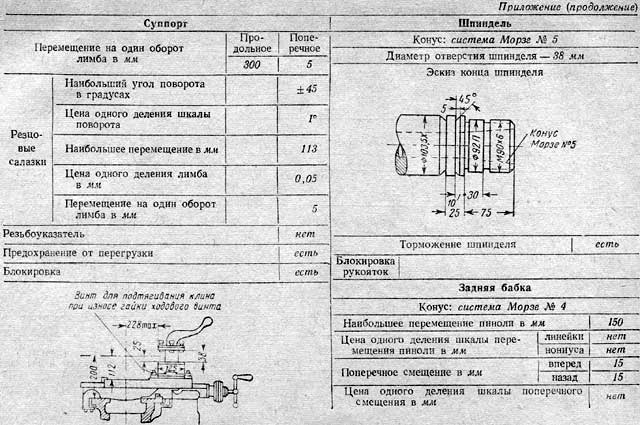
Суппортный элемент этого станка располагает следующими характеристиками:
- наибольшая длина перемещения салазок резца – 8,5 см;
- можно нарезать метрическую резьбу 3 видов;
- регулирование режимов – трехступенчатое.
Салазки резца и держатель возможно поворачивать на сорок пять градусов.
Шпиндельный элемент токарного станка по металлу ТВ 6 имеет такие показатели:
- частота кручения, которое совершается в прямом и обратном направлении – до семисот оборотов в минуту;
- в сквозное отверстие возможно устанавливать пруток радиусом до 0,6 см;
- регулирование прямого кручения – шестиступенчатое;
- конус Морзе – третий.
Шпиндельный элемент невозможно тормозить. Также нельзя блокировать его рукояти.
Где купить и на что смотреть при выборе
Так как станок был снят с производства, купить его можно теперь только из резервации какого-нибудь предприятия, либо с рук у частных лиц. В любом случае при покупке данного оборудования б/у для домашней мастерской следует выполнить ряд следующих мер:
- Проверить исправность станка на месте у текущего владельца.
- Оценить состояние деталей.
- При покупке рекомендуется перебрать все детали, чтобы еще раз посмотреть и провести оценку их состояния.
Купить такое оборудование на Авито можно в районе 20 000-40 000 рублей. И чаще всего его берут для личного пользования, для мелких токарных мастерских или же для обеспечения нужд автосервиса.
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.




Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Школьный токарный станок ТВ-7М
НАЗНАЧЕНИЕ: Предназначен для обучения профессии токаря, поэтому его называют «школьный», но при этом подходит для выполнения всех видов токарных операций при массе детали не более 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей;
- отрезка;
- нарезка резьб;
- подрезка торцев;
- сверление.
ОСОБЕННОСТИ:
- Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течении длительного срока эксплуатации.
- Станок прост в эксплуатации, надежен, долговечен;
- Экономичность и низкий уровень эксплуатационных расходов.
Технические характеристики
| ПАРАМЕТР | ЗНАЧЕНИЕ |
| Наибольший диаметр заготовки, устанавливаемой в патроне, мм | 110 для патрона D 125; 90 для патрона D 100 |
| Наименьший диаметр заготовки, устанавливаемой в патроне, мм | 5 |
| Максимальный диаметр обработки над станиной, мм | 220 |
| Максимальный диаметр обработки над суппортом, мм | 100 |
| Наибольшая длина обрабатываемого изделия в центрах, мм | 275 |
| Наибольшая длина обрабатываемого изделия в патроне, мм | 250 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 18 |
| Конус шпинделя | Морзе 3 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм | 0,8; 1;1.25; 1.5; 2; 2,5 |
| Количество скоростей вращения шпинделя | 6 |
| Диапазон частот вращения шпинделя, об/мин | 60/105/185/315/555/975 |
| Габаритные размеры (LxBxH), мм | 1144х585х735 |
| Масса, кг | 210 |
| Мощность привода главного движения, кВт | 0,75 |
| Напряжение питания, В | 380 (50Гц) |
| Наибольшие размеры сечения прямоугольной державки резца, мм | 16×16 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,25 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,025 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 2 |
| Продольное перемещение суппорта на один оборот лимба, мм | 20 |
| Центр в пиноли задней бабки | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 65 |
| Цена деления шкалы перемещения пиноли, мм | 0,025 |
| Значения продольных рабочих подач суппорта, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 |
| Величина поперечного смещения задней бабки, мм | ± 5 |
| Расстояние между центрами, мм | 275 |
| Высота центров, мм | 120 |
| Класс точности | Н |
КОМПЛЕКТ ПОСТАВКИ:
- ТВ-7 Станок в сборе
- Принадлежности, инструмент и документация входящие в комплект и стоимость станка: Установлены на станке: СГС-1-3 ТУ 16.535.747-75 Светильник местного освещения 1шт.
- ТВ-7.11.000 Кожух защитный 1шт.
- ТВ-7.05.311 Шестерня сменная 1шт.
Приложены отдельным местом в общей упаковке:
- ТВ-6.19.000 Защитный экран 1шт.
ТВ-7.12.000 Щитки защитные для ограждения ходового винта и ходового валика 1шт.
Патрон трехкулачковый с ключом 1шт.
ТВ-7.16.010 Планшайба патрона 1шт.
ТВ4-03-04 Центр упорный 1шт.
ТВ-7.16.301 Центр упорный 1шт.
ТВ-7-16.030 Ключ резцедержателя 1шт.
7811-0464 ГОСТ 2839-80 Ключ 1шт.
7811-0004 ГОСТ 2839-80 Ключ 1шт.
Резцы токарные 4шт.
ТВ4-06-12 Маховик фартука 1шт.
ТВ-7М.05.703 Сменная шестерня 1шт.
ТВ-7М.05.704 Сменная шестерня 1шт.
Паспорт 1шт.