Центраторы для соединения труб под сварку
Строим трубопровод
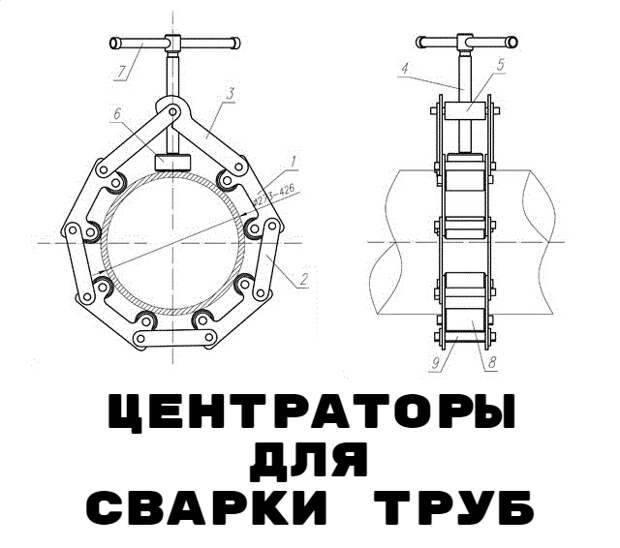
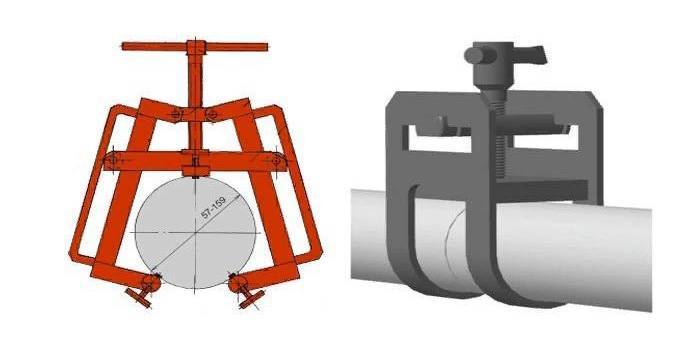
При прокладывании трубопровода необходимо обеспечить ровную, без перекосов и смещения труб, сварку, для этого принято использовать специальное оборудование, предназначенное для плотной подгонки труб. Для качественного точного центрирования и соединения труб применяется такое устройство как центратор звенный наружный ЦЗН.
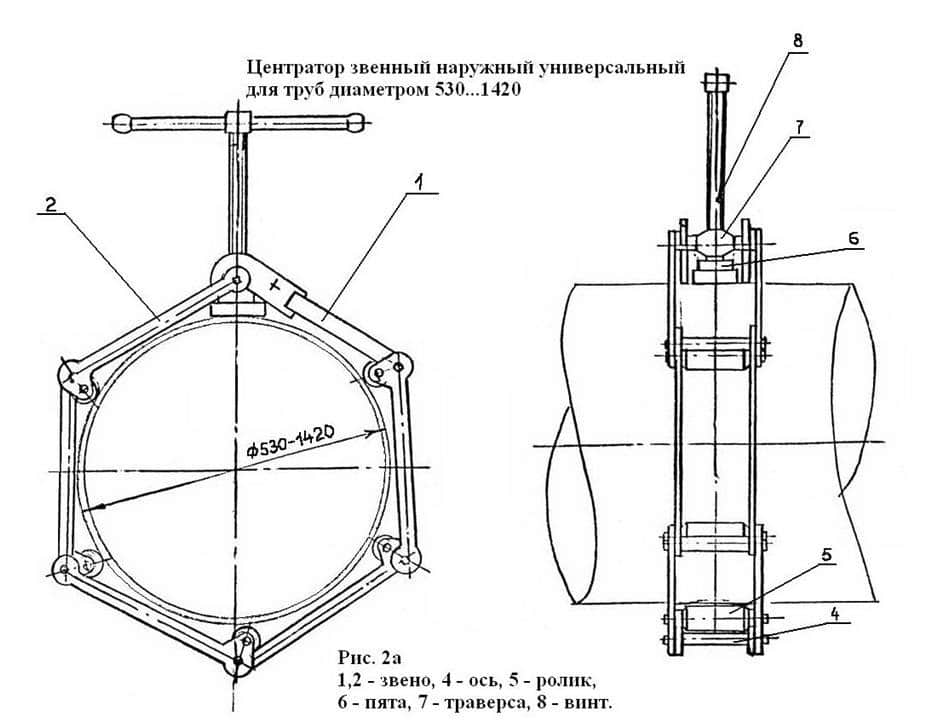
Центровка предусматривает закрепление отдельных труб или подобных изделий таким образом, чтобы они не имели сдвига и поворота относительно трех координатных осей. Это условие достигается за счет приложения радиальных сил, развиваемых силовым механизмом центратора. Центратор ЦЗН представляет собой шарнирный многогранник со звеньями из листового профиля, осями и прижимными роликами в узлах, которые расположены по всей окружности запорного устройства и силового механизма. Запорные устройства выполнены в виде накидных скоб, цепных звеньев, цилиндрических поверхностей и т.п. Силовой механизм, обеспечивающий усилие зажатия труб, необходимое для центровки, представляет собой механическое, гидравлическое или пневматическое устройство.
Центратор звенный наружный ЦЗН является одной из разновидностей центраторов, предназначенных для центрирования торцов труб перед их стыковкой и сваркой. Механизм стягивания у таких центраторов – винтовой. Поэтому для более тонкой регулировки, установки и фиксации центратор звенный имеет дополнительную пару звеньев с переменной длиной и прижимной механизм с упорной шайбой, благодаря которым можно стыковать и соединять трубы диаметром от 57 до 1420 мм путем добавления или удаления дополнительных секций.
Преимущества ЦЗН
Как правило, наружные центраторы используются при центровке труб в различных полевых условиях перед сваркой стыков при температуре окружающего воздуха от -40 до +40 градусов, не снижая качества и скорости центровки. При этом центратор ЦЗН обладает такими преимуществами как:
- легкость и простота эксплуатации;
- возможность регулировать торцы труб до нужного положения;
- удобство и надежность конструкции;
- возможность использования, как в стационарных, так и в полевых условиях;
- мобильность и малые габариты.
Стоит отметить, что центратор наружный ЦЗН не предназначен для исправления эллипсности и кривизны труб, не устраняют неровности и вмятины края трубы. Данное сварочное оборудование применяется только для состыковки торцов труб, делая сварку и прокладку трубопровода проще, удобнее и быстрее.
ЦЗН от
Наша компания специализируется на поставках оборудования высочайшего качества на промышленные и строительные объекты магистралестроения. В каталоге нашей продукции представлены оборудование для сварки и прокладывания трубопроводов. При этом у нас в наличии на складе имеются центраторы различных видов.
Чтобы определиться с выбором необходимого вам центратора и купить центратор для стыковки и сварки труб, свяжитесь с нашими менеджерами, ознакомьтесь с условиями заказа, доставки и оформите заказ.
Некоторые другие виды центраторов для сварки труб
Кроме описанных выше двух наиболее распространенных категорий центраторов в общий перечень разновидностей данной техники входят и другие категории, менее популярные и более специфические. Здесь можно упомянуть такие центраторы, как:
- арочные;
- центраторы-струбцины;
- пружинные (для обработки обсадных труб в различных скважинах);
- центраторы для пропиленовых труб.
Таким образом, описанное вспомогательное оборудование для организации качественных сварочных работ представляется очень важным для строительной сферы. От правильности выбора и использования указанных приспособлений зависит в конечном счете прочность, надежность сварных соединений и, как следствие, длительность эффективной эксплуатации многочисленных трубопроводов.
Исходя из всего вышесказанного, можно подвести итог, что использование внутренних центраторов для сваривания труб делает процесс организованным и качественным, что немаловажно такой сфере деятельности как строительство. Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода
Благодаря правильному выбору данного изделия и применения всех рекомендаций, результат получится прочным и надежным, что увеличит во времени эффективную эксплуатацию трубопровода.
Какие приспособления используются при домашней сварке
В бытовых условиях применяют инверторы и компактную аппаратуру со сварочной горелкой и системой подачи инертного газа. Мастеру необходимо приобрести защитную маску, рукавицы и одежду, предохраняющую кожу от ожогов. Для удаления окалины потребуется молоток и металлическая щетка, для фиксации деталей применяют магнитный угольник с регулируемыми гранями (в пределах от 30° до 135°). Оборудование подбирают по мощности магнитов. Для бытовых целей достаточно усилия в пределах 8-12 кг, для крупных заготовок потребуется приспособление с усилием 30-35 кг.
Для бытового использования подходят струбцины, универсальные зажимы с ручным приводом, позволяющие закрепить элементы металлоконструкции в требуемом положении и снижающие деформацию деталей при нагреве и охлаждении. Если предполагается соединение металлических труб, то в домашних условиях применяют центраторы со струбциной (например, СМ-151 или ЦСЗ).
Центраторы
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
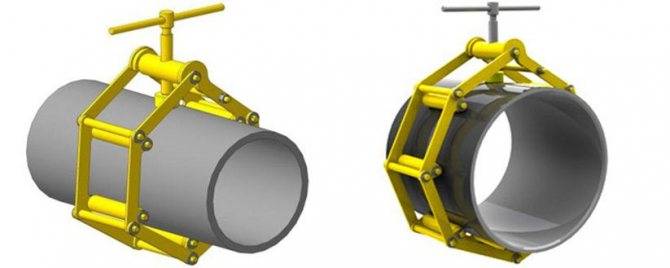
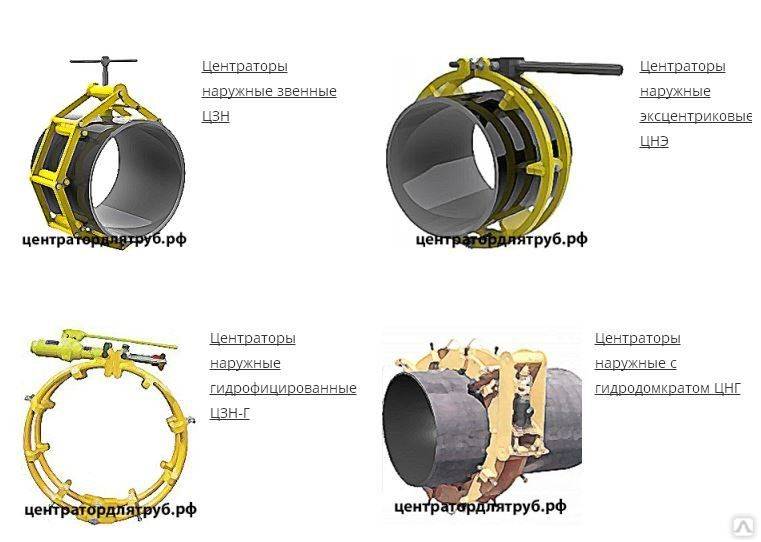
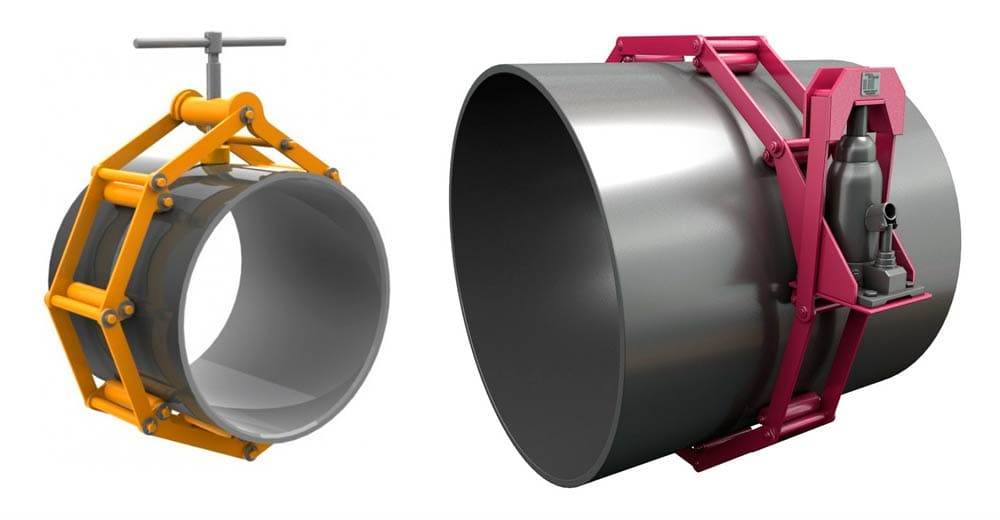
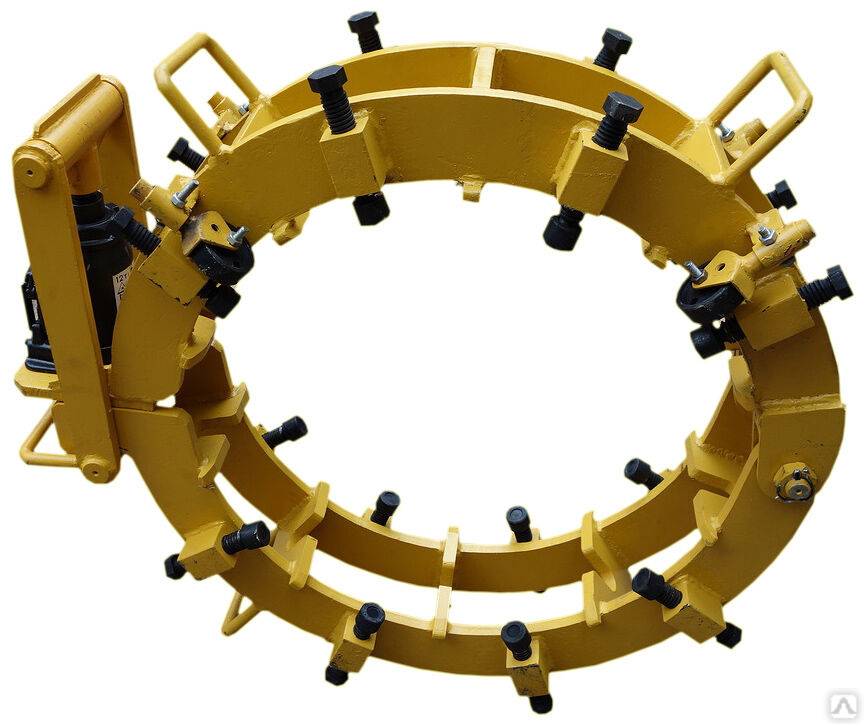
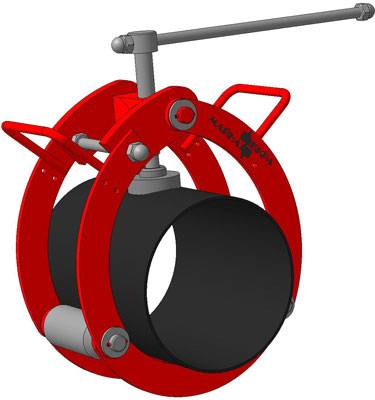
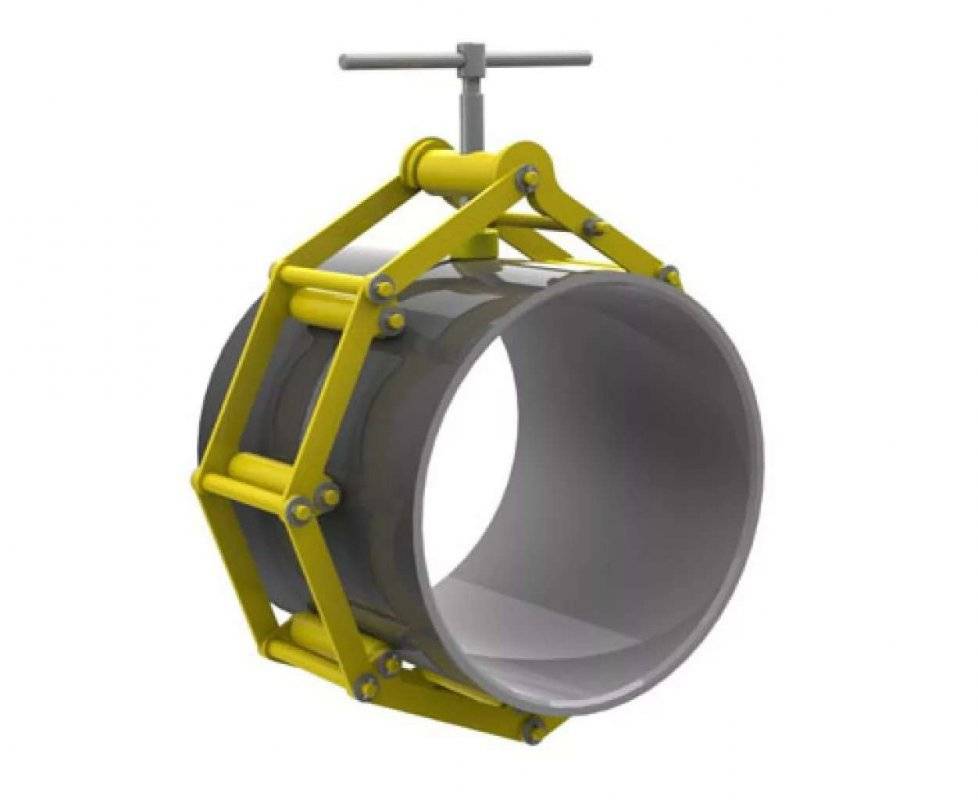
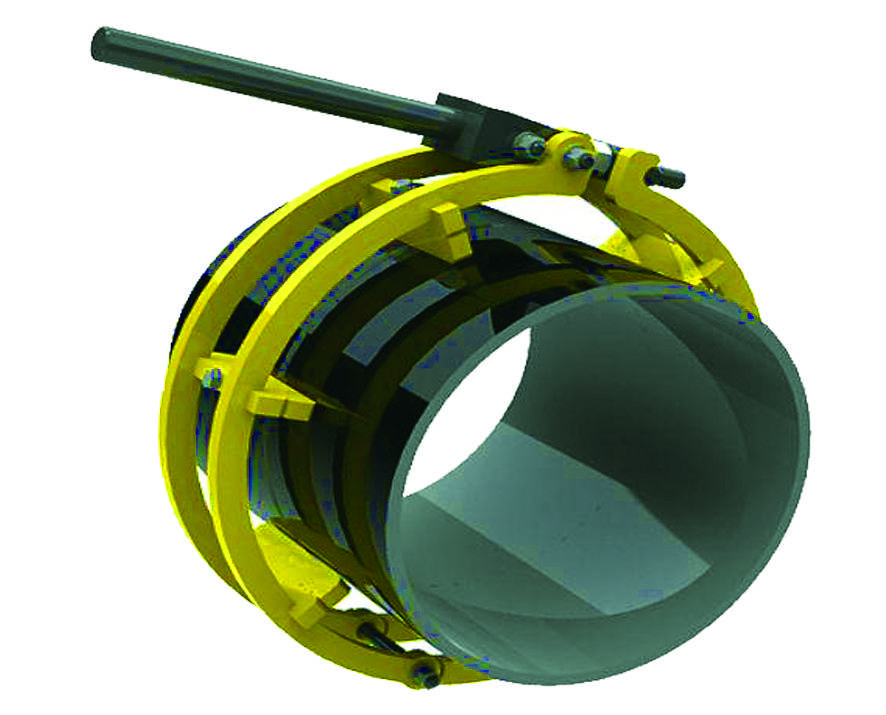
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
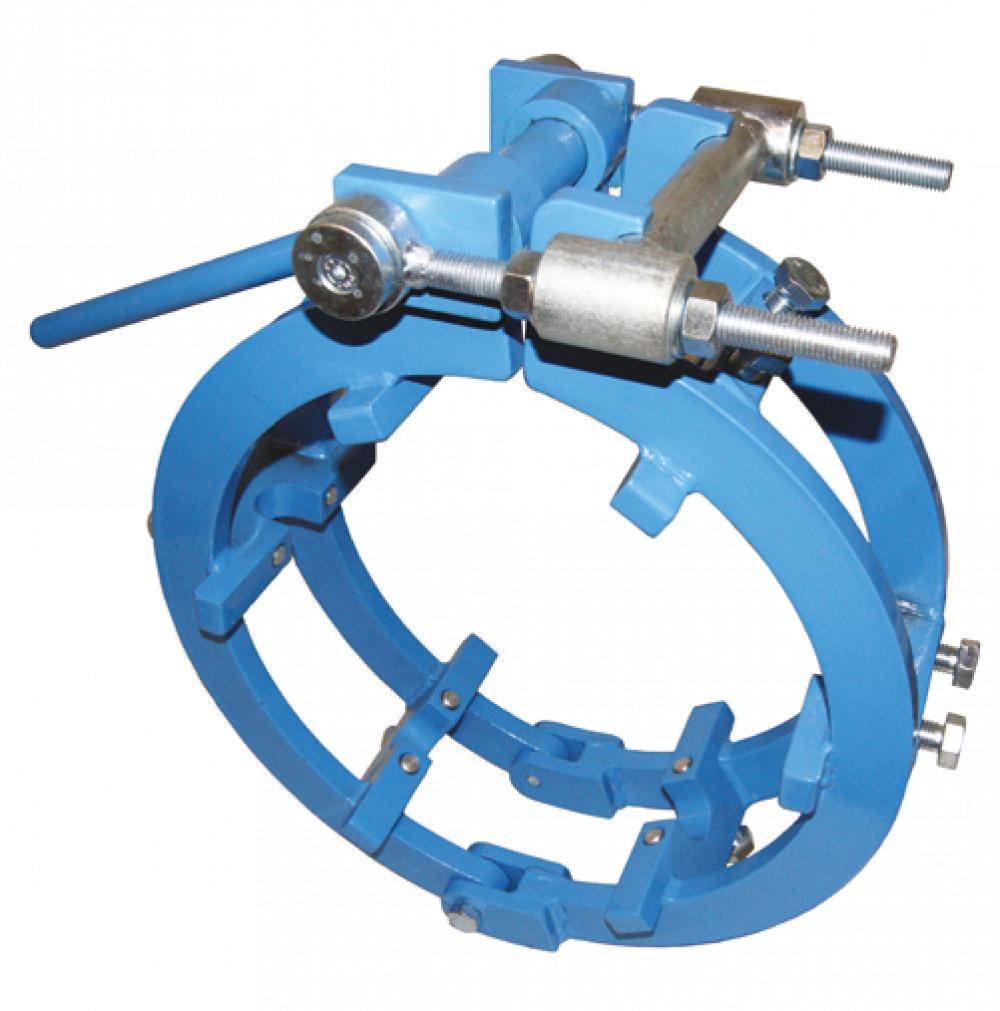
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.

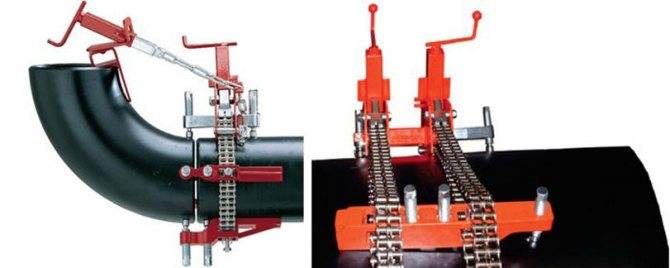
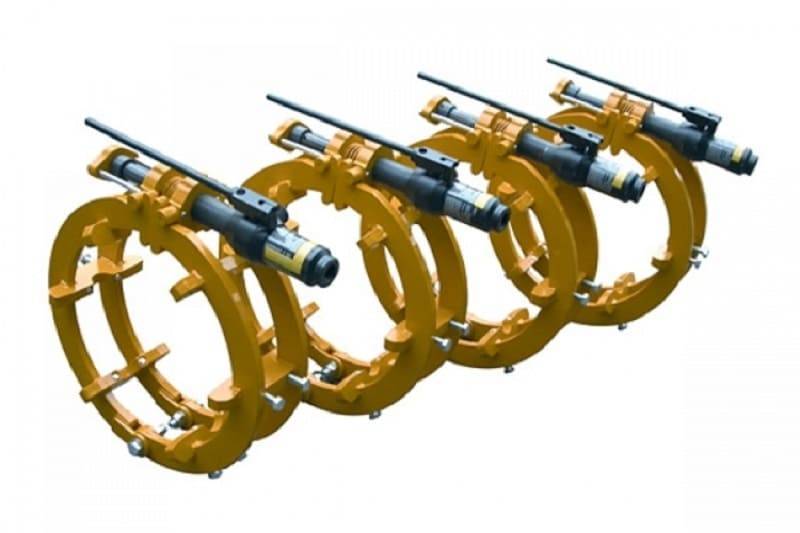
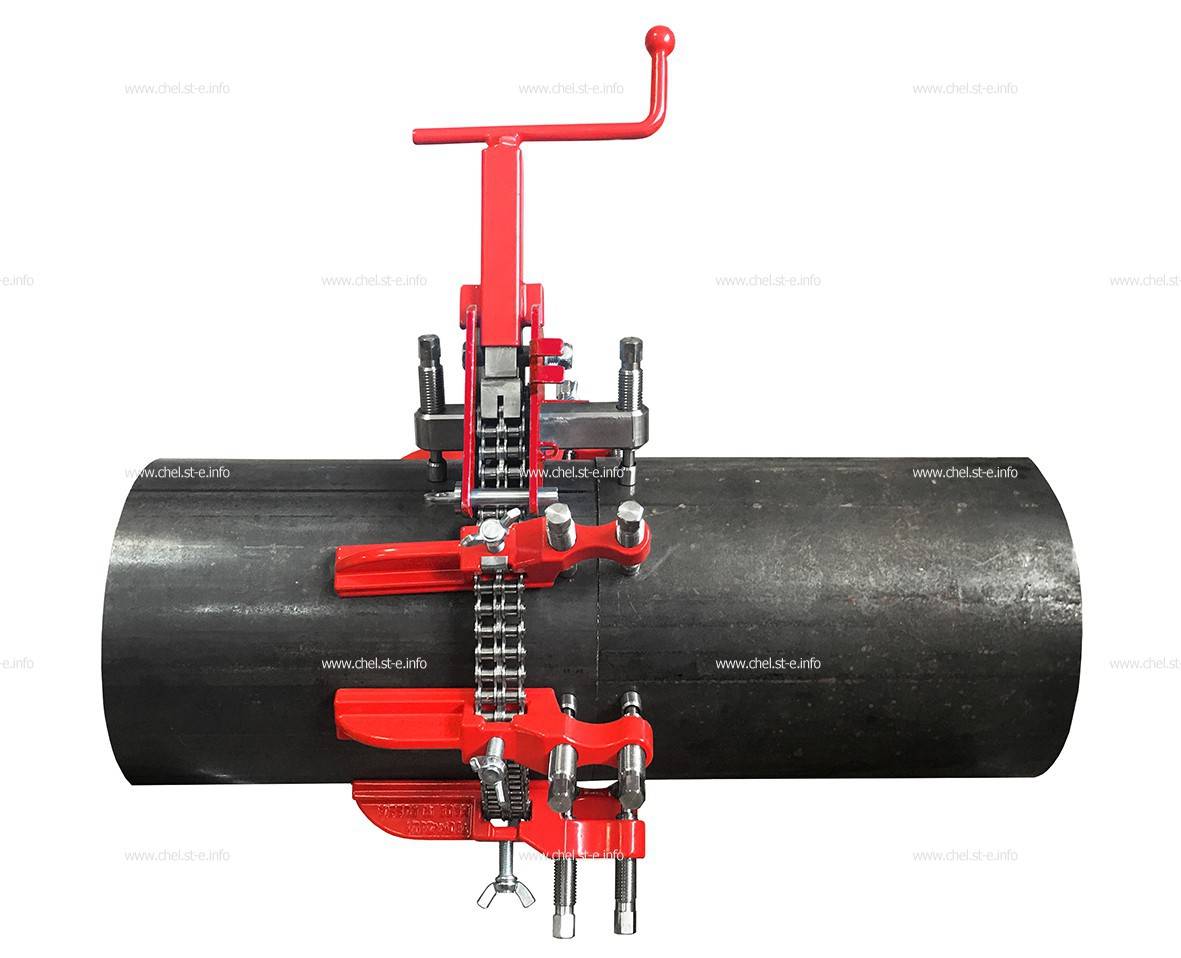
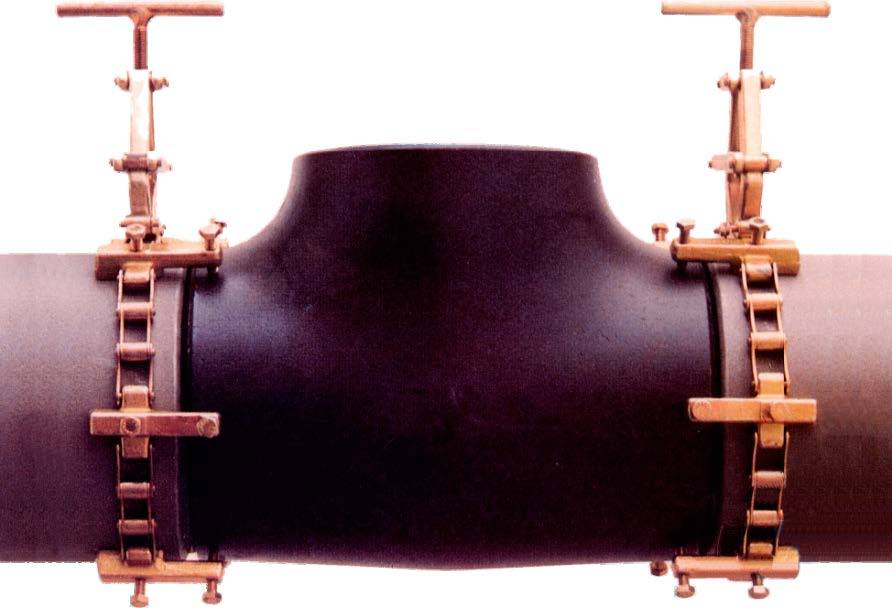
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения

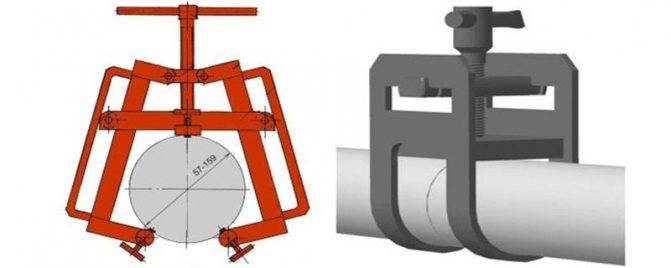
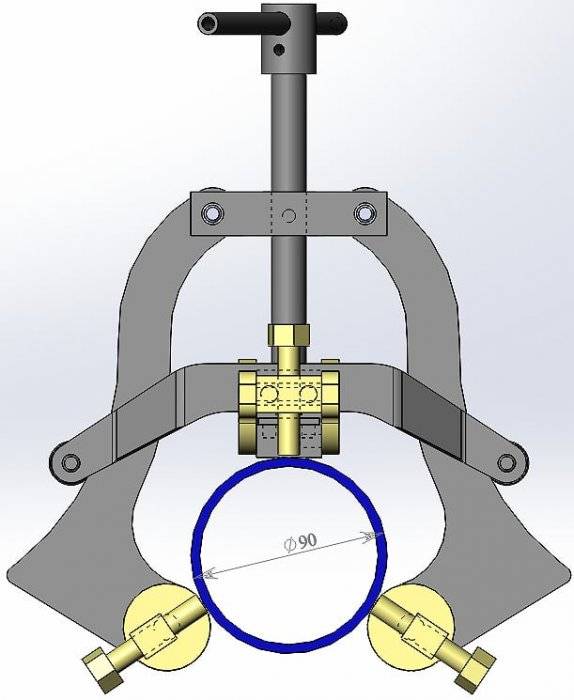
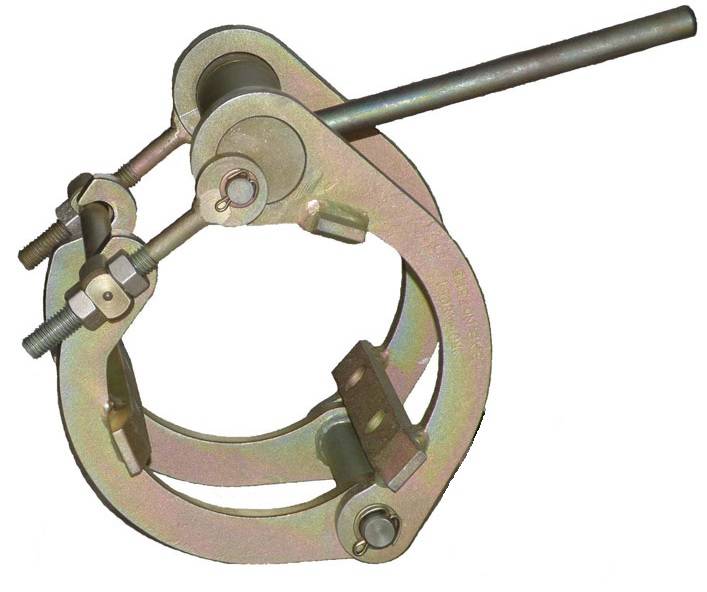
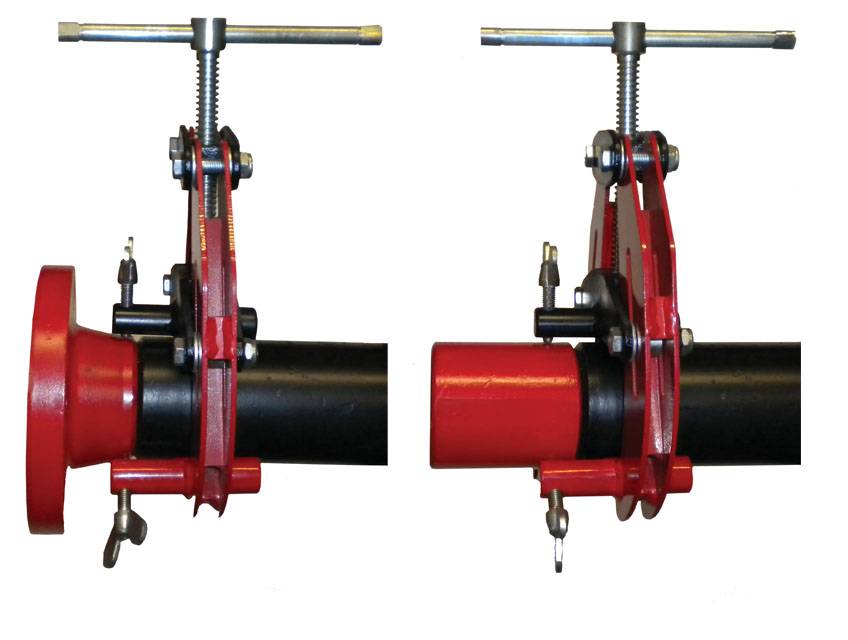
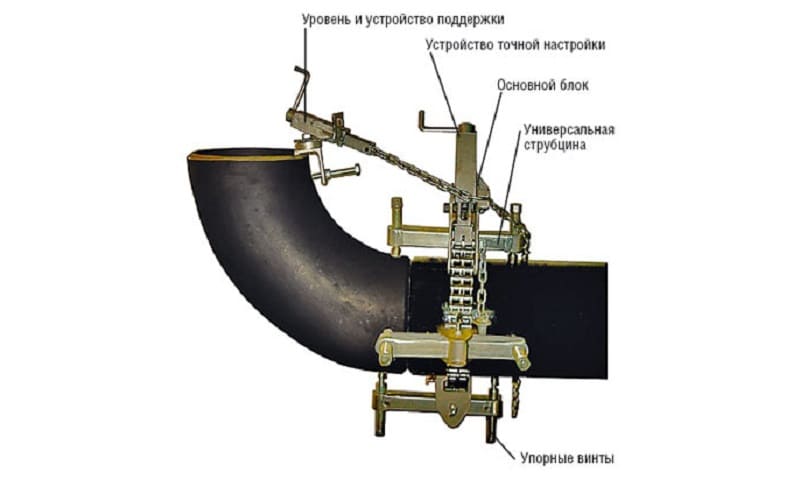
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм

Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.





Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
Особенности устройства и применения внутренних центраторов
Схема арочного центратора.
Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.
Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.
Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Звенные центраторы: для чего?

Все сварщики, которые имеют дело с созданием трубопроводов, знают, что отдельные его звенья (трубы) необходимо располагать предельно корректно. Если при соединении труб возникнет перекос, это будет означать возникновение на этом участке магистрали неравномерного давления на стенки трубы.
Нужно понимать, что место сварки (если она выполнена корректно, конечно) значительно прочнее металла. Но это не гарантирует отсутствия проблем. Напротив, неравномерность давления может приводить к затруднению перемещения среды.
Чтобы означенного не произошло трубы должны соединяться строго под определённым углом. Но расположить трубы необходимым образом – это лишь полдела. Ведь в процессе сварки они также могут немного смещаться друг относительно друга!
Характеристики отдельных модификаций
По окончании того как мы рассмотрели изюминке неспециализированной классификации, рассмотрим характеристики отдельных модификаций центрующих устройств.
ЦЗН — центратор звенный наружный рекомендован для совмещения торцов труб с диаметром стыка от 50 мм до 2 метров.
Стяжка совмещаемых элементов осуществляется при помощи винтового механизма.
- ЦЗН-Г — центратор звенный наружный гидрофицированный представляет собой видоизмененную разновидность прошлого устройства. Значительным отличием данной модификации от прошлой есть простота эксплуатации и отсутствие необходимости в приложении значительных физических усилий. В итоге, процесс совмещения свариваемых элементов значительно ускоряется без ущерба для качества готового результата. Устройство складывается из пластинчатых звеньев на шарнирном сочленении, но для приведения звеньев в движение используется не винтовой механизм, а гидравлика. Допустимый диаметр труб колеблется в диапазоне 720-2020 мм
- ЦАН-Г — центратор арочный наружный гидрофицированный рекомендован для работы с диаметром поперечного среза 325-820 мм.
Устройство представляет собой разъемную конструкцию, складывающуюся из соединенных шарнирами секций. Использование устройства с таковой конструкцией гарантирует дополнительное удобство при установке на стык.
В устройстве применены дугообразные секции, каковые сжимаются, подгоняя срезы стыка. Количество дугообразных секций определяется диаметром труб.
Любая из применяемых секций снабжена особыми упорами, каковые надёжно фиксируют совмещаемые элементы, снабжая наряду с этим оптимальное уровень качества и герметичность стыка. Конкретно на секциях закреплены гидроприводы, рассчитанные на максимально развиваемое усилие до 5 т.с.
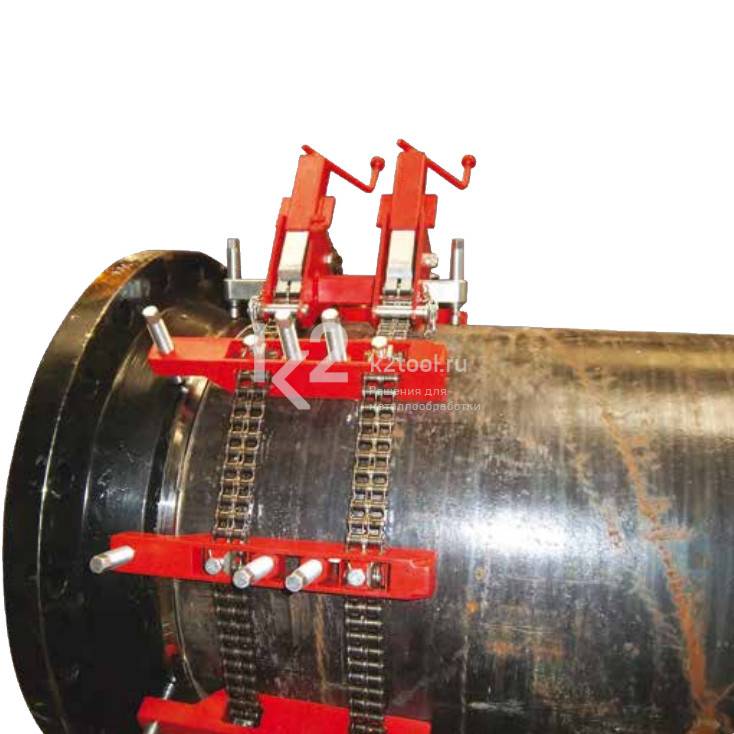
ЦНЦ — центратор наружный цепной нажимного типа представляет собой устройство с ручным приводом, предназначенное для работы с диаметром поперечного среза от 426 до 1420 мм.
В отличие от звенных аналогов, цепные установки способны обеспечить большее усилие при проведении центровки. Устройства данного типа смогут использоваться как при постройке, так и при ремонте трубопроводов.
Устройство имеет несколько захватных дуг, приводимых в движение эксцентриковым зажимом. Устройство может, используется для работы с трубами разного диаметра при помощи перестановки оси эксцентрика либо за счет применения особых проставок.
ЦВ – центратор внутреннего типа гидравлический рекомендован для совмещения торцов поворотных и неповоротных труб.
Устройство при необходимости не только совмещает стыки, но и придает их срезу наиболее верную круглую форму. Применение таких устройств разрешает строить трубопроводы с применением непрерывной автоматической сварки.
ЦС — центратор-струбцина используется для работ с трубами малого диаметра.
Это свойство и доступная цена делают устройство наиболее популярным среди неумелых и начинающих сборщиков трубопроводов. (См. кроме этого статью Сварка труб встык: особенности.)
Приспособления для установки и крепежа
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.
Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.
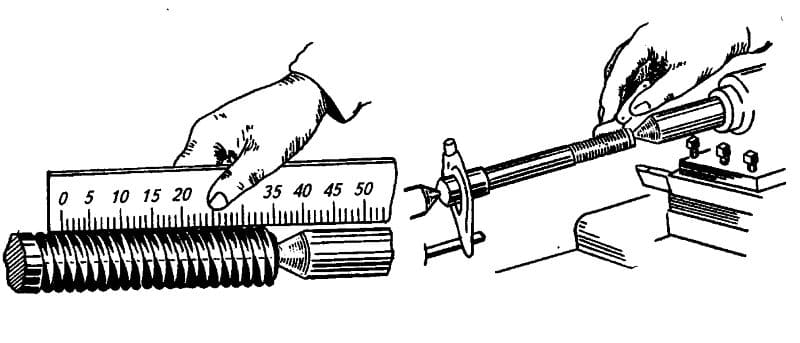
- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.





Видео: делаем своими руками фильм 3
Самодельное устройство на магнитах
- Квадратную металлическую листовую пластину с размером стороны на 25 см.
- Трубу с квадратным сечением.
- Три болта и три гайки небольших размеров.
- Цилиндр из стали диаметром 4,5 мм.
- Аппарат для сварки, сверло, дрель.
С разных сторон металлической листовой пластины приваривают две трубы на 15 и 20 см. Затем изготавливают две вспомогательных детали.
Видео: делаем своими руками фильм 4
Первая П-образная (из заготовок по 10 см). Вторая – это равнобедренная трапеция. Основание на 11,5 и 5,4 см, а боковые стороны по 10 см.
Собирать приспособления с постоянными магнитами следует в строгой последовательности крепления элементов. Такие приспособления отлично справляются с поставленными перед ними задачами.
Приспособления для сварки профильных труб являются незаменимыми в проведении сварочных работ. Они значительно облегчает весь процесс сварки.
ВОПРОСЫ ПО ПОДБОРУ ЦЕНТРАТОРА
1. Диаметры труб?
2. Толщина стенки трубы?
3. Марка стали с коэфф. прочности (Мпа)?
4. Технология сварки (ручная электродуговая, орбитальная сварка, др.)?
5. Необходимо использовать один центратор для всего диапазона диаметров труб или отдельный центратор на каждый диаметр?
6. Необходимый тип центратора: наружный центратор ( цепной, винтовой, струбцинный, эксцентриковый. ), внутренний центратор ( ручной, пневматический, гидравлический)
7. Необходимость исправлять эллипсность стыков труб перед сваркой, виды деформации края трубы (эллипсность, вмятины)?
8. Необходимость сваривать трубы с отводами (Т-образными, Г-образными) ?
Читать также: Полимерные материалы состав строение свойства связующие вещества
9. Прочие условия эксплуатации (температура, осадки.)?
Ответственность сторон
7.1. Администрация, не исполнившая свои обязательства, несёт ответственность за убытки, понесённые Пользователем в связи с неправомерным использованием персональных данных, в соответствии с законодательством Российской Федерации, за исключением случаев, предусмотренных п.п. 5.2., 5.3. и 7.2. настоящей Политики Конфиденциальности.
7.2. В случае утраты или разглашения Конфиденциальной информации Администрация не несёт ответственность, если данная конфиденциальная информация: 7.2.1. Стала публичным достоянием до её утраты или разглашения. 7.2.2. Была получена от третьей стороны до момента её получения Администрацией Ресурса. 7.2.3. Была разглашена с согласия Пользователя.
7.3. Пользователь несет полную ответственность за соблюдение требований законодательства РФ, в том числе законов о рекламе, о защите авторских и смежных прав, об охране товарных знаков и знаков обслуживания, но не ограничиваясь перечисленным, включая полную ответственность за содержание и форму материалов.
7.4. Пользователь признает, что ответственность за любую информацию (в том числе, но не ограничиваясь: файлы с данными, тексты и т. д.), к которой он может иметь доступ как к части сайта rucentrator.ru, несет лицо, предоставившее такую информацию.
7.5. Пользователь соглашается, что информация, предоставленная ему как часть сайта rucentrator.ru, может являться объектом интеллектуальной собственности, права на который защищены и принадлежат другим Пользователям, партнерам или рекламодателям, которые размещают такую информацию на сайте rucentrator.ru. Пользователь не вправе вносить изменения, передавать в аренду, передавать на условиях займа, продавать, распространять или создавать производные работы на основе такого Содержания (полностью или в части), за исключением случаев, когда такие действия были письменно прямо разрешены собственниками такого Содержания в соответствии с условиями отдельного соглашения.
7.6. В отношение текстовых материалов (статей, публикаций, находящихся в свободном публичном доступе на сайте rucentrator.ru) допускается их распространение при условии, что будет дана ссылка на Сайт.
7.7. Администрация не несет ответственности перед Пользователем за любой убыток или ущерб, понесенный Пользователем в результате удаления, сбоя или невозможности сохранения какого-либо Содержания и иных коммуникационных данных, содержащихся на сайте rucentrator.ru или передаваемых через него.
7.8. Администрация не несет ответственности за любые прямые или косвенные убытки, произошедшие из-за: использования либо невозможности использования сайта, либо отдельных сервисов; несанкционированного доступа к коммуникациям Пользователя; заявления или поведение любого третьего лица на сайте.
7.9. Администрация не несет ответственность за какую-либо информацию, размещенную пользователем на сайте rucentrator.ru, включая, но не ограничиваясь: информацию, защищенную авторским правом, без прямого согласия владельца авторского права.
Что такое центратор?
Каждый сварщик знает, что надежное закрепление свариваемых элементов – залог хорошего результата. Если трубы, подготовленные для сварки, не отцентрованы и не закреплены надежно, они могут вибрировать и колебаться в процессе работы. Это приведет к тому, что шов выйдет объемным, слабым и ненадежным. При малейшей нагрузке он может дать течь, а то и лопнуть.
Подобная халатность не допустима даже при монтаже бытовых трубопроводов малого диаметра с незначительным давлением и отсутствием внешней нагрузки. Что же касается промышленных, особенно подземных, магистралей, такая безответственность, в дальнейшем может обойтись очень дорого.
Их задача – надежно зафиксировать стык трубопровода для обеспечения качественного сварного шва.

Соединение и выравнивание металлических деталей с помощью центратора
Центраторы состоят из тела устройства (натяжного механизма), подставки или крюка и отдельных наборных элементов, изменение количества которых позволяет соединять линииразного, в том числе и малого, диаметра.
Данное оборудование закрепляется вокруг стыка двух подготовленных для сварки труб и плотно притягивают с помощью натяжного механизма.
В остальных случаях используется наружный. Это связано с тем, что внутреннее направляющее устройство более дорогостоящее и значительно сложнее в установке.
Отметим так же, что центратор для сварки ППУ труб большого диаметра – устройство довольно громоздкое и тяжелое. Поэтому его использование требует использования дополнительной техники.
Плюсы и минусы
Как и любое устройство, трубные центраторы имеют свои достоинства и недостатки.
К достоинствам относим:
- широкая функциональность. Не требуется приобретение направляющих отдельно для каждого диаметра;
- возможность работы как с металлическими, так и с трубами ППУ;
- качественная и надежная фиксация соединяемых элементов;
- наличие двух модификаций – внутренний и наружный, что позволяет фиксировать отрезки в любых условиях и рабочих пространствах;
- обеспечение качественных сварных швов, которые являются залогом надежности трубопровода.

Центратор для стыковой сварки ППУ труб Недостатки данного оборудования связаны, в первую очередь, с его громоздкостью.
- довольно высокая цена. Однако, отметим, что если сваркой трубопроводов вы занимаетесь постоянно, центраторы окупят себя за короткий срок;
- сложность конструкции. Работа с данным оборудованием требует определенных знаний и навыков;
- громоздкость и большой вес (когда речь идет о сварке труб стальных и ППУ большого диаметра);
- при соединении отрезков большого диаметра требуется использование спецтехники.
Хотя трубные центраторы и имеют ряд недостатков, однако ничего надежнее для сварки трубопроводов, особенно промышленного назначения, не существует. Данное устройство окупит себя с лихвой благодаря монтажу надежных трубопроводов, которые будут служить годами.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.

Центратор внутренний Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.



Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Оборудование для укладки и кантовки свариваемых изделий
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.
Сварочный вращатель с вертикальной осью вращения: 1 – планшайба; 2 – станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью. Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.
Универсальный сварочный манипулятор: 1 – основная станина; 2 – поворотная станина; 3 – планшайба; 4 – механизм поворота планшайбы; 5 – механизм наклона планшайбы; 6 – опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.
Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Можно ли изготовить что-то своими руками
Сварщик может собрать вспомогательную оснастку своими руками, используя подручные материалы. Например, самодельные приспособления для сварки труб собирают из обрезков уголков и струбцин для столярных или слесарных работ. Установка упоров под прямым углом позволяет собрать простейший кондуктор для изготовления партии сварных конструкций (рам для установки решеток в окна или изготовления секций забора).
Краткий алгоритм изготовления простейшей оснастки для сварки:
- Из отходов профиля или листа толщиной 5-10 мм вырезать абразивным инструментом прямоугольные заготовки.
- Обработать кромки вручную или на фрезерном станке, удалить следы краски и коррозии с поверхностей.
- Прикрепить упоры на основание (например, на металлический верстак или стеллаж из швеллера), учитывая взаимное положение деталей.
Для изготовления магнитного упора необходимо вырезать 2 симметричных шаблона, которые крепятся по бокам от магнита с центральным отверстием на болтах. Расположение винтов не позволяет пластинам смещаться относительно друг друга. Упор устанавливают на первую деталь, а второй элемент выставляют по боковой поверхности шаблона. Затем компоненты соединяют несколькими точками сварки, убирают упор и полностью проваривают шов с 2 сторон.
Встречаются самодельные шаблоны, вырезанные из стальной плиты с последующей обработкой кромок на фрезерном станке. Заготовку устанавливают на основании и монтируют дополнительные упоры для ограничения подвижности. Сварщики используют кустарные зажимы, изготовленные из обрезков профиля и болтов с гайками. Единого стандарта для самодельной оснастки не существует, каждый мастер разрабатывает приспособления, ориентируясь на опыт и учитывая специфику выполняемых работ.