Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Контактная сварка – как самому изготовить оборудование и клещи?
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
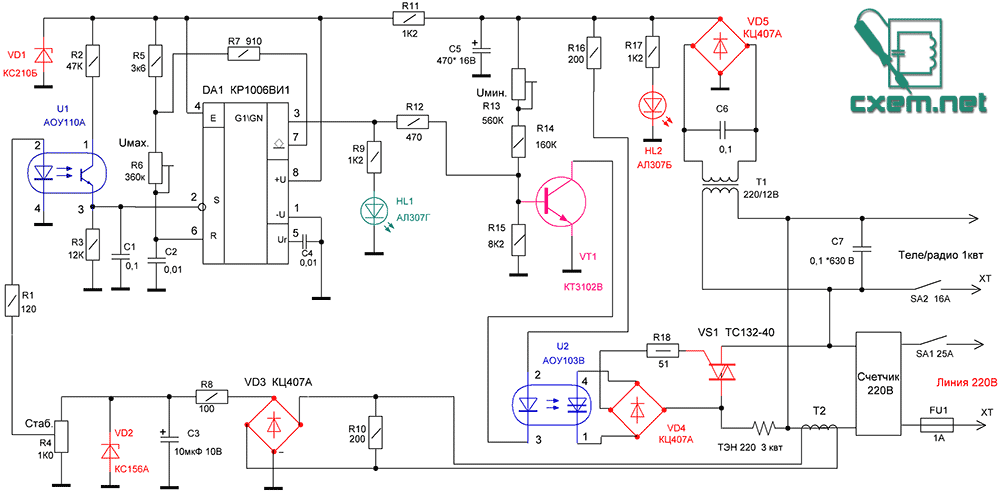
- Сварочный аппарат своими руками – возможно ли такое?
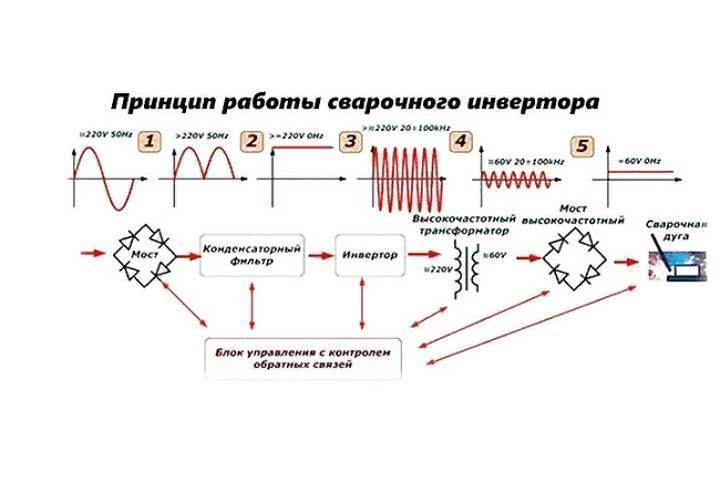
- Как варить сварочным инвертором – все по-настоящему просто!
- Профильная труба – основной материал для металлических конструкций
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
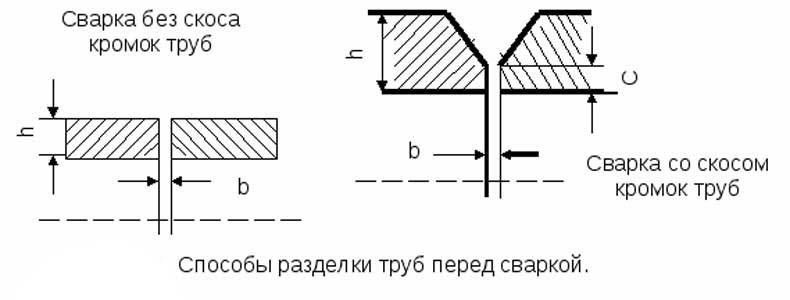
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия. Особенности сварки профильных труб
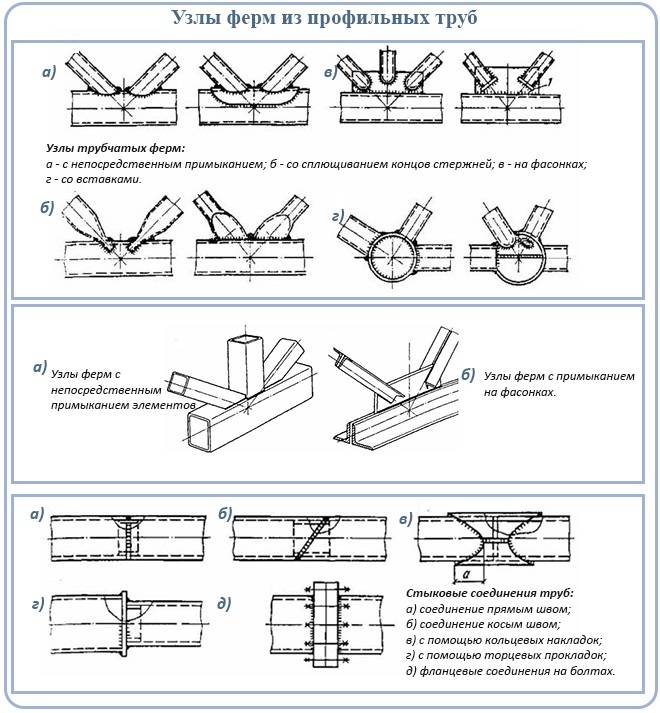
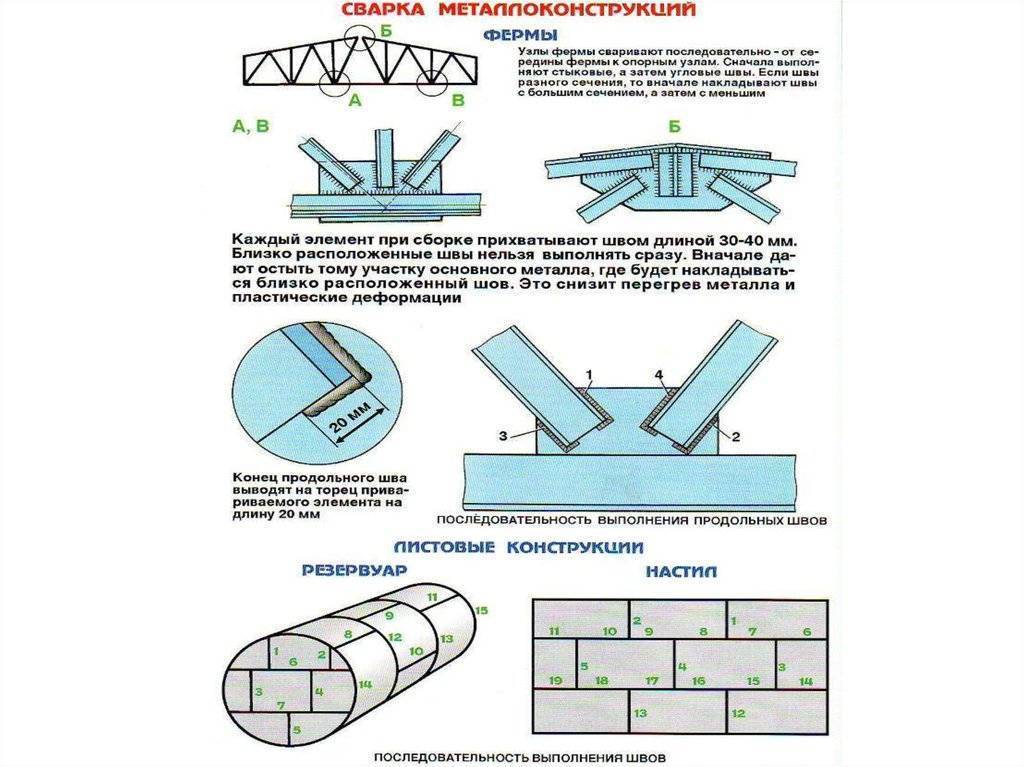
Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
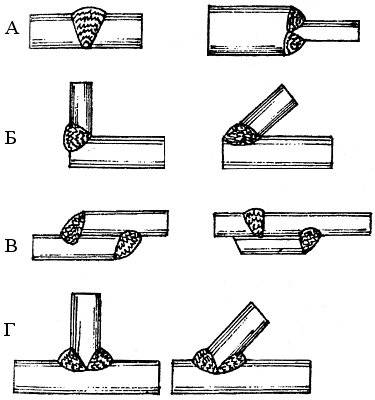
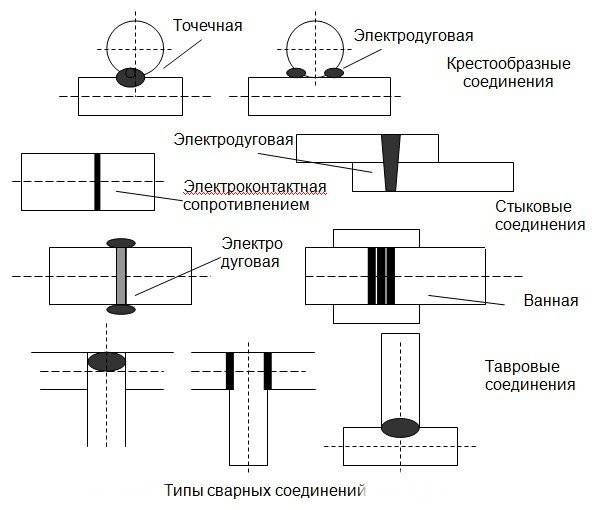
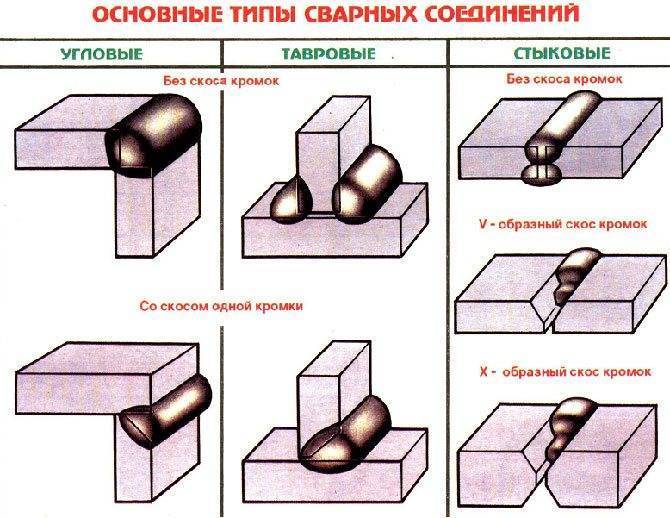
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
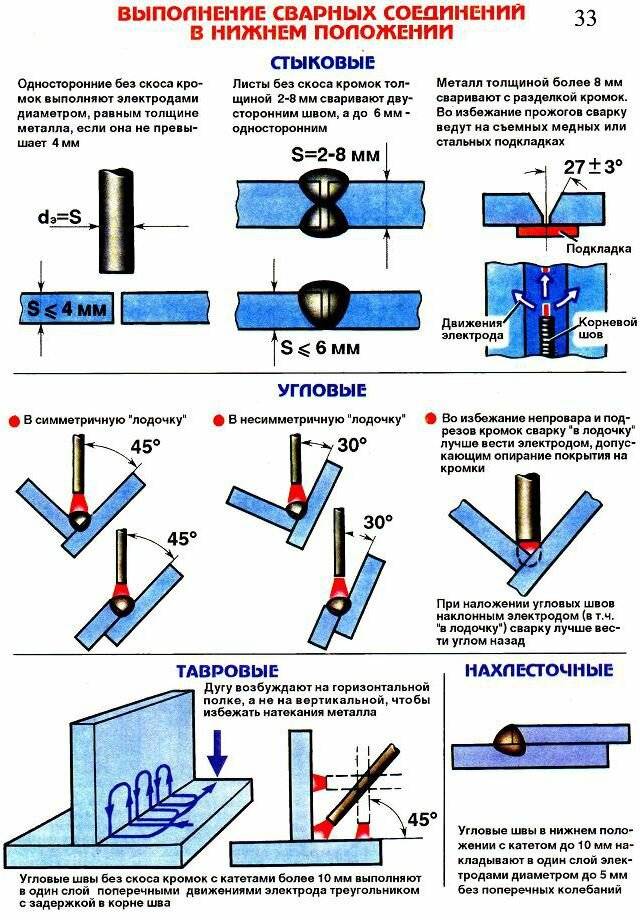
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
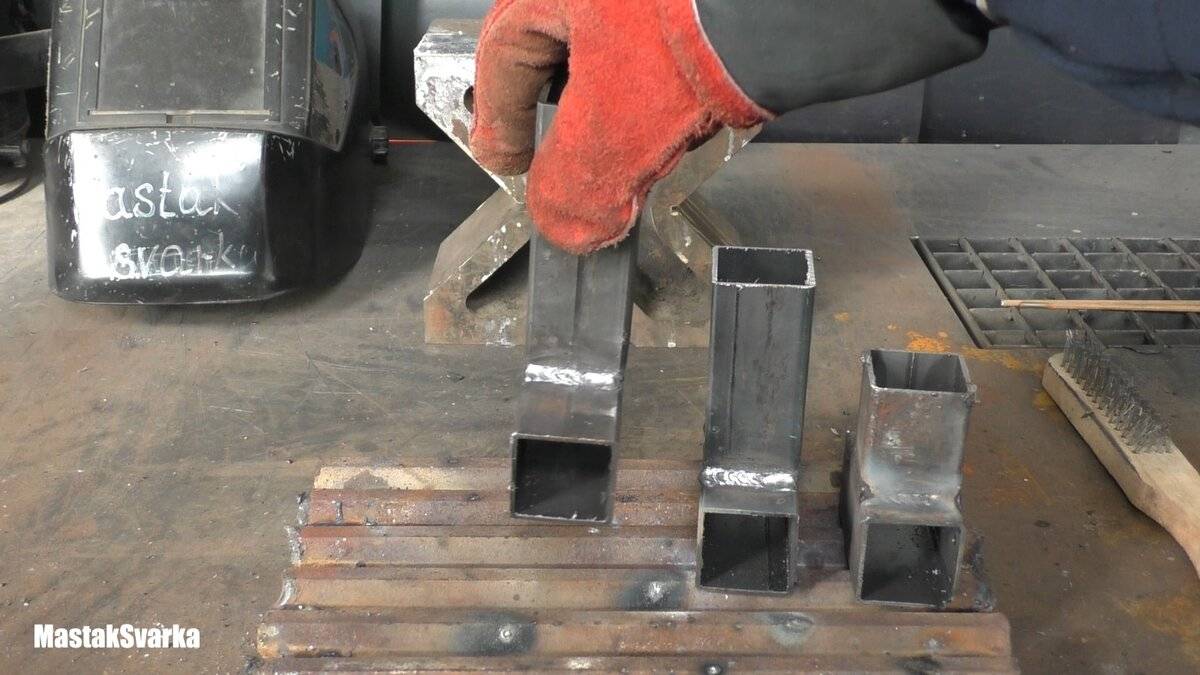
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе. Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку
Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Как правильно сваривать тонкие профильные трубы своими руками
При проведении работ в бытовых условиях чаще всего сваривают профили инвертором, отличающимся малым весом, удобством в работе, широким диапазоном регулировок и наличием дополнительных функций, облегчающих проведение работ.
Второй важной задачей является определение правильной полярности подключения электродов. Общеизвестно, что плюсовой контакт имеет более высокую температуру нагревания, и при правильной полярности «минус» подается на держатель электрода, а «плюс» на корпус детали. Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность
Соответственно, при сваривании элементов с большой толщиной, лучше использовать обратную полярность.

Рис. 12 Подготовка и соединение своими руками труб
Сварка профильной трубы встык инвертором
Перед проведением работ готовят ровную поверхность на удобном расстоянии от поверхности земли, в качестве опоры лучше использовать толстостенные профили квадратного или прямоугольного сечения, на которые будет укладываться соединяемый металлопрофиль. Сварочные работы после помещения труб на ровную поверхность проводят в следующей последовательности:
- Подготавливают профильные трубы к сварке. Для этого их торцы обрезают болгаркой под прямым углом и очищают от ржавчины той же болгаркой или наждачной бумагой.
- Выравнивают обе заготовки. К их боковым стенкам прикладывают металлический уголок или любой ровный и длинный предмет с плоской поверхностью, если профиль имеет сварной шов, он должен совпадать. Расстояние между торцами для качественного провара должно составлять от 1 до 2-х миллиметров.
- С помощью точечной сварки рутиловым электродом производят соединение трубного профиля в нескольких местах. Вначале это делают посередине, затем приваривают угловые кромки, если необходима высокая точность, соединяют все четыре угла и центральные кромки.
- Производят сварку от краев к центру, стараясь равномерно прогревать шов, не задерживаюсь на одном участке, затем переворачивают заготовку и повторяют операцию с другой стороны. Новичкам лучше проводить сваривание короткими участками с отрывом, следя за тем, чтобы кромки успевали оплавляться — это позволит избежать прожигания металла.
- По окончании работ шлаковое покрытие сбивают, если необходимо получить ровную и гладкую поверхность, выступающий шов защищают болгаркой.
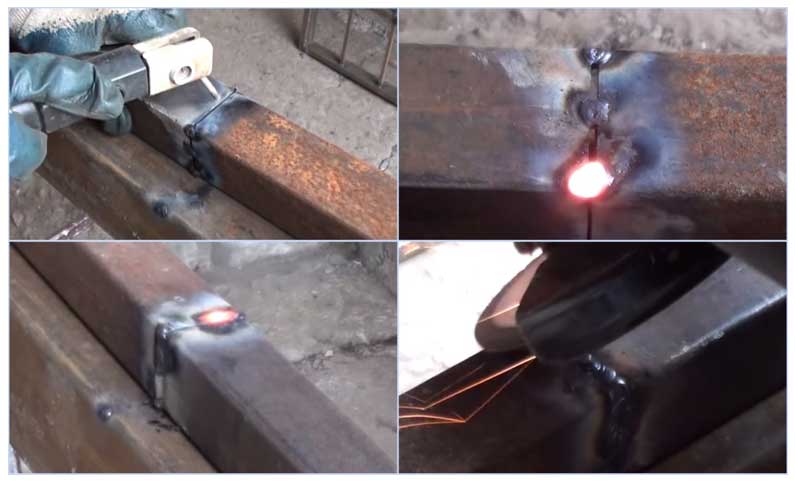
Рис.13 Как варить профильную трубу 2 мм. в стык







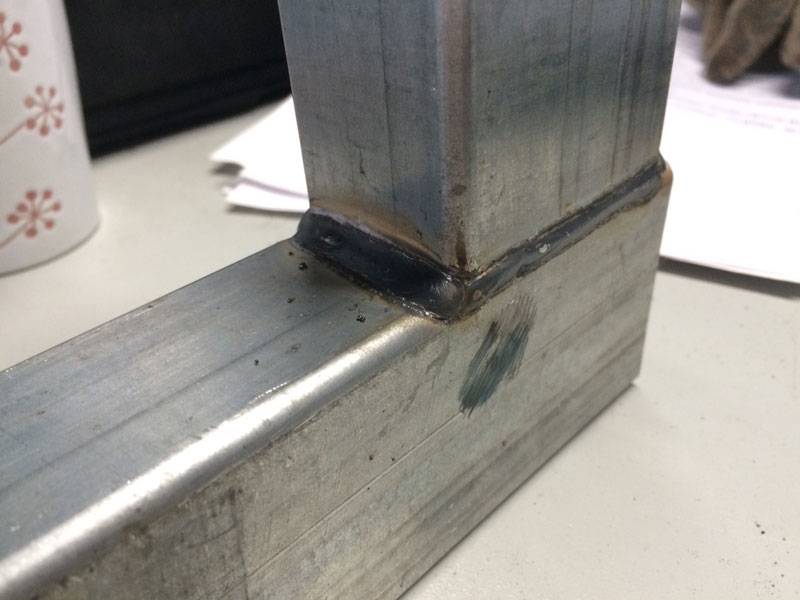
Как сварить профильные трубы под 90 градусов при тавровом соединении
Подготовительные операции производят по приведенной выше схеме, порядок выполнения основных работ следующий:
- После соединения деталей делают прихватки боковых кромок с двух сторон.
- Вначале сварку проводят в углах, непрерывно перемещая электрод мелкими круговыми (против часовой стрелки) или зигзагообразными движениями снизу вверх — это позволяет выгонять шлак из сварочной ванны. Угол наклона электрода должен составлять 45 градусов относительно горизонтальной плоскости
- Далее сваривают боковые кромки, расположенные в одной плоскости.
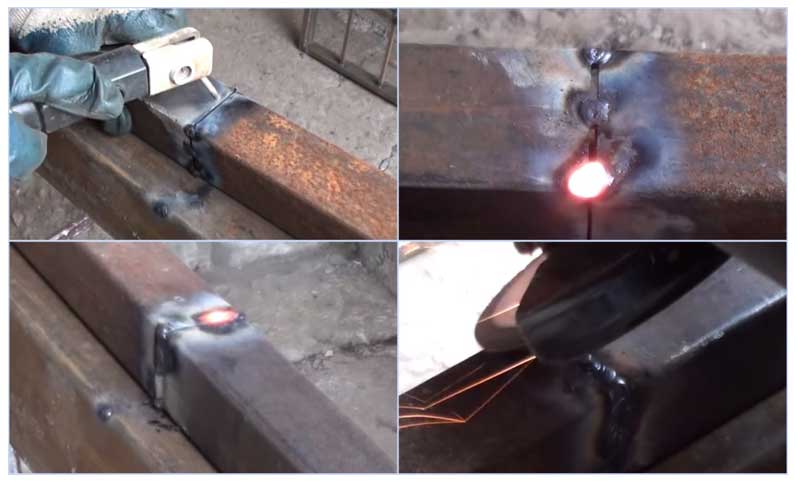
При сварке прожигает профильную трубу — что делать
Для борьбы с прожогами используются следующие методы:
- Сварку проводят с отрывом короткими участками или точечно.
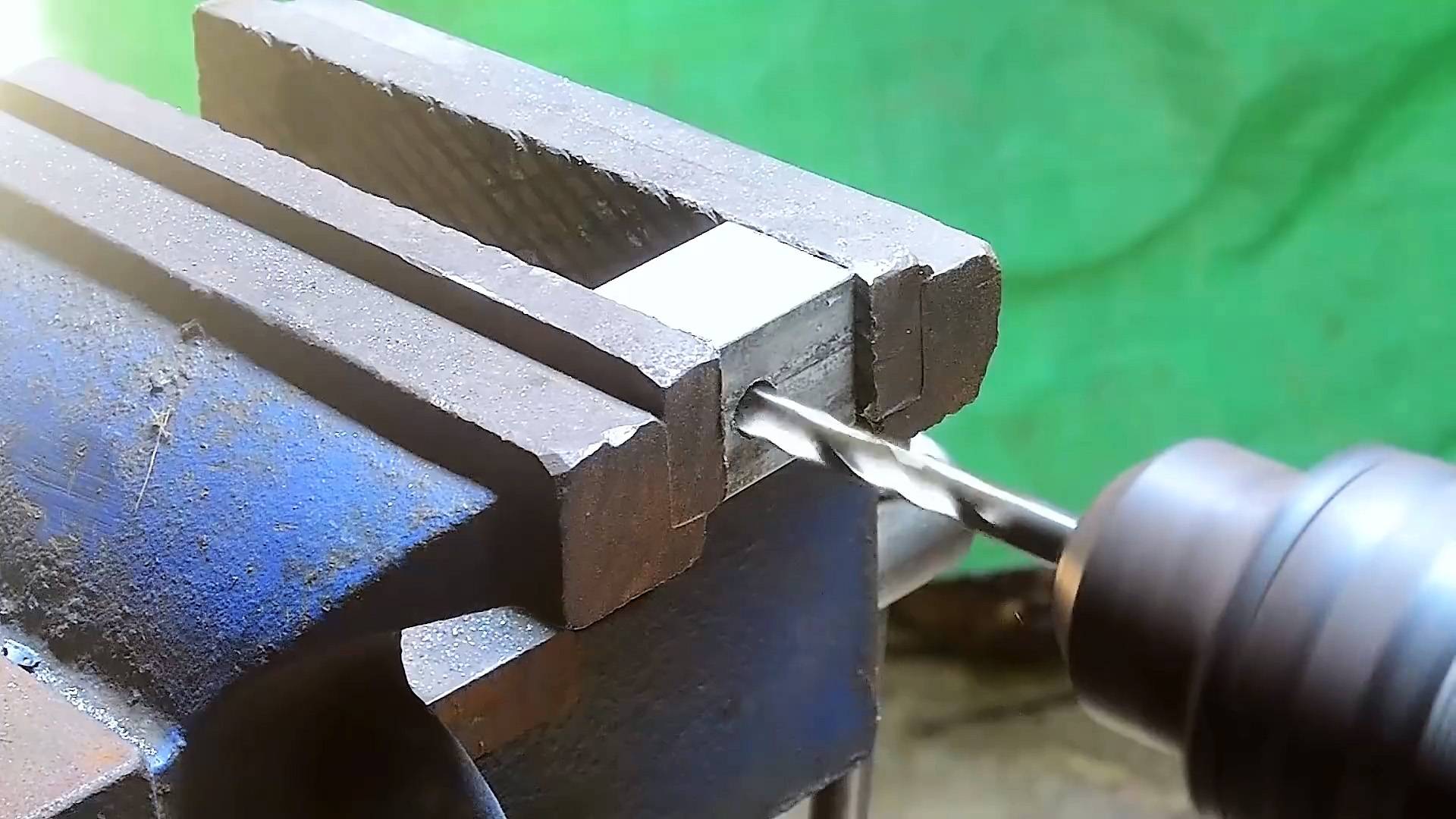
- Для предотвращения перегрева внутрь соединения вставляют отрезок массивного металлического бруса с сечением, максимально приближенным к внутренним размерам заготовок.
- Уменьшают расстояние между кромками заготовок.
- Работают в режиме максимально низкого выходного тока.
- Увеличивают скорость перемещения электрода.

Рис.14 Сваривание тонкой профильной трубы при тавровом соединении
Отвечая на вопрос, какими электродами варить профильную трубу 2 мм, отвечаем, для сварки тонкостенного профиля 2 мм электродуговым способом чаще всего используют рутиловые электроды диаметром 2-3 мм в прямой полярности подключения. Новичкам при проведении работ в связи с отсутствием опыта, следует принимать меры для борьбы с прожогами или использовать более простую полуавтоматическую сварку.
Особенности конструкции, преимущества, характеристики

Профильные трубы квадратного сечения обладают высокой прочностью на излом и сгиб, при этом такие изделия легче на 20—25%, удобны при монтаже любых конструкций, за счёт большой площади соприкосновения.
Основные размеры регламентируются ГОСТом — это ширина, высота, длина профиля, а также толщина стенок.
По методике изготовления профтрубы подразделяются на три основные категории:
- Холоднотянутые с толщиной стенок в пределах 1—8 мм.
- Горячего катанья — 4—14 мм.
- Шовные, изготавливаемые с использованием сварки — 1—5 мм.
Первые два варианта не имеют швов, поэтому могут использоваться не только для изготовления ажурных конструкций, но и для сварки трубопроводов.
Преимущества:
- лёгкий монтаж;
- замена тяжёлых элементов из числа профильной арматуры из-за более низкой стоимости;
- квадратная и прямоугольная форма обеспечивает лёгкую погрузку и перевозку, а также складирование в местах хранения;
- высокая стойкость к статическим нагрузкам, деформации и температурным колебаниям;
- при помощи профильных труб возможны нестандартные решения в архитектуре.
Технические характеристики изделия взаимосвязаны, поэтому при покупке легко оценить качество предлагаемой разными производителями продукции.
Кому реализовывать готовую продукцию
Первоначальные затраты на запуск предприятия составят около 2 млн рублей. Только на оборудование (качественную линию средней мощности) уйдет примерно 1,5 миллиона. Также вам понадобится арендовать помещение, произвести его ремонт и подготовку к производству, закупить сырье (1 тонна штрипса стоит около 40 тысяч рублей).
Ежемесячные расходы преимущественно складываются из стоимости сырья и оплаты труда персонала. В месяц придется тратить не менее 500 тысяч рублей. Средняя цена 1 тонны профиля составляет около 50 тысяч. Если изготавливать ежемесячно хотя бы 30 тонн трубы, то можно выручить 1,5 млн рублей. Прибыль составит около 1 миллиона, и вложения окупятся за пару месяцев.
С реализацией профильной трубы вряд ли возникнут сложности. Основные сферы применения профиля:
- строительство (в том числе капитальный ремонт зданий);
- машиностроение;
- мебельная промышленность;
- реклама (уличные баннеры);
- перегородки и всевозможные каркасы.
Вам достаточно прорекламировать свою продукцию в газетах, на радио и в интернете. Можно также обратиться к местным строительным компаниям и ремонтным организациям.
Главное – вникнуть в тонкости производственного процесса и приобрести качественное оборудование. Готовая продукция имеет постоянный стабильный спрос и обеспечит быструю окупаемость. Рекомендуем посмотреть существующих производителей трубы и произвести конкурентную разведку.
02.03.2020
Устройство подачи шпули безынерционной катушки
Движения устройства подачи шпули возвратно-поступательные. Существует 2 вида такого механизма:
- с винтовой передачей;
- с шестерней-кулисой.
Кулисное устройство включает в себя малую шестеренку, шестеренку-паразитку, каретку и направляющие для нее, шток для подачи шпули и ее крепления. Вращается ручка, малая шестеренка начинает тоже вращаться и передает усилие на шестерню-паразитку, которая, в свою очередь, приводит в движение каретку.
Шпуля на штоке движется аналогично каретке. Так леска укладывается на шпулю равномерно.
Для спиннинга лучше использовать БК с винтовым устройством подачи шпули.
Винтовое устройство подачи
Вращение от главной пары передается на каретку через кулачковый вал шестеренки привода. Большинство моделей БК оборудованы бесконечными винтами. Нарезка у таких винтов перекрестная, шаг канавок разный.
Из-за разного шага движение шпули вперед происходит с одной скоростью, назад — с другой.
Так обеспечивается качественная укладка даже очень тонкой лески: верхний слой ее не утопляется в нижний, и леска не запутывается.
Сварка профильной трубы: правила формирования надежного соединения
Основное правило применение дуговой сварки заключается в правильном соединении элементов и аккуратном их фиксировании точечным методом. Когда все изделия на месте и плотно прижаты друг к другу, необходимо просто приварить несколько точек по всему периметру, чтобы конструкция не распалась.
После этого можно приступать к обвариванию всех деталей. Линия сварного шва ведется плавно. Присадочный материал должен ложиться равномерно. При использовании обычных электродов новичкам можно вести дугу из стороны в сторону в небольшом диапазоне. Не все профессионалы применяют такой подход, но для начинающих специалистов метод вполне подойдет.
Самое главное во время данного процесса – формировать аккуратный валик из обрабатываемого материала. Сформируется ровная линия сварного шва.
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм, где dэ – диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов – «замковое» соединение – зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»


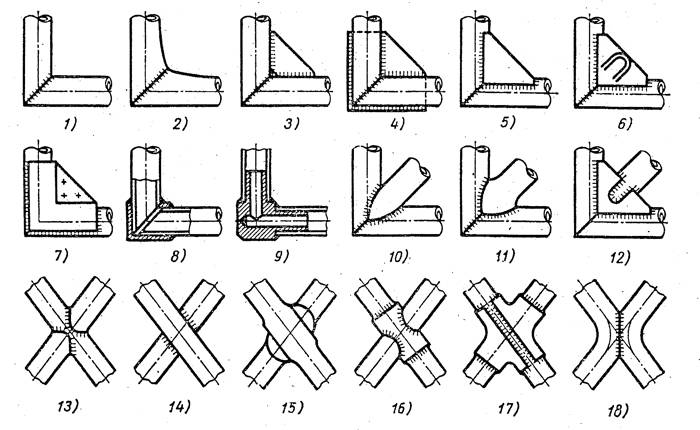


Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки – на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак – остыть. | |
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Механизм и скорость вращения ротора в БК
Роторный механизм включает в себя главную пару и подающее шпулю устройство. В роторе есть колесо, которое ведет шестеренку на главном валу. Он начинает вращаться из-за вращения рукоятки. Она монтируется в отверстие с 4-мя гранями, расположенное на валу. Главная пара — редуктор, он имеет конкретное передаточное число.
Скорость, с которой вращается ротор, находится в зависимости от передаточного отношения привода и от того, как быстро вращается рукоятка. По передаточному числу БК для спиннинга классифицируются следующим образом:
- Силовые (катушка делает один оборот, а ротор в течение этого времени от 3,2 до 4,3 оборота) для троллинга, приспособлены для медленной проводки.
- Универсальные (от 4,5 до 6,1 оборота). Темп проводки любой.
- Скоростные (от 6,2 до 7,2) для твитчинга, джига.
Применение
Вес погонного метра трубы очень часто необходимо знать для осуществления расчетов в металлоконструкциях. Самое частое использование трубного калькулятора — определение массы трубы в приобретаемой партии, чтобы выяснить необходимые габариты транспорта для её перевозки, а также для расчета нагрузок будущей металлоконструкции и стоимости продукции.
Как рассчитать вес трубы с помощью калькулятора?
Для того, чтобы узнать вес круглой трубы необходимо предварительно рассчитать площадь её поперечного сечения, а потом, на основе полной длины изделия и плотности материала и рассчитанной площади, можно будет рассчитать теоретическую массу.
Укажите диаметр круглой трубы
Определите диаметр трубы и введите его в поле калькулятора, в мм
Введите толщину стенки (толщину трубы)
В поле формы “толщина стенки S” введите толщину металла, из которого изготовлена труба, например, 1.5 мм для круглой трубы 108х4.
Укажите металл и плотность сплава.
Выберите из списка металл из которого изготовлена труба, или укажите своё значение плотности, если труба стальная, плотность будет 7850 кг/м3 , или 7900 кг/м3 для нержавеющей трубы из коррозийно-стойкой стали.
Укажите цены, длину и др.
Укажите стоимость 1 метра или тонны изделия, длину, или общий вес для того, чтобы получить в расчете дополнительные значения: цену 1 тонны из цены за метр и наоборот, вес нескольких метров проката, или количество метров в указанной массе изделий.
Скопируйте результат расчета
Нажмите кнопку скопировать, справа в блоке с показанным результатом, или выполните дополнительные расчеты.
Технологические способы избежать прожога
Каждый из нижеперечисленных вариантов основан на способах предотвращения достижения критически высоких температур сварочной ванны, при которых возникает прожог.
Подбор оптимальных режимов сварки
В домашних работах наиболее распространенные профили имеют толщину 1,5-2,0 мм. В качестве применяемых электродов используются с диаметром стержня 2,0-3,0 мм
Для исключения прожога важно выбрать правильно величину сварочного тока, повышенное значение которого как раз приведет к перегреву ванны

Сделать это не так просто. Существуют следующие рекомендации для подбора базовых значений:
- при сварке электродом диаметром 2,0 мм на инверторе устанавливают силу тока примерно 60 А;
- для сварки профиля электродом диаметром 3,0 мм рекомендуется использовать ток 80 – 90 А.
Окончательные рабочие значения сварочного тока сварщикам-любителям лучше выбрать через проверку режимов на опытных образцах. Пока нет соответствующего опыта, следует работать на меньших токах для исключения прожогов независимо от наличия большего количества залипаний электрода. Со временем с набором опыта соединение профилей будет производиться без них с хорошим проваром шва.
Использование короткой дуги для сварки профиля
Длина дуги оказывает существенное влияние на разогрев зоны сварочного шва. Тепловое излучение от длинной дуги охватывает большую площадь поверхности, расположенную непосредственно около сварочной ванны. Это увеличит количество тепла, подводимого в зону сварки, что будет способствовать риску возникновения прожога. Сварка короткой дугой уменьшит вероятность образования этого дефекта.

Сварка со сменой места приложения электрода
Такой метод еще называют сваркой в «разброс» (разнос, разбой). Смена места приложения электрода ограничивает возможность разогрева сварочной ванны, так как каждый новый шов образуется на свариваемых кромках, не нагретых проведением предыдущей технологической операцией. Если использовали подбор режимов на образцах, то вероятно определили длину шва до образования прожога. Выполняя сварку профиля в «разброс» участками шва такой длины, мы получим сплошной сварочный шов без прожогов.
Сварка профиля прихватками с промежутком времени для охлаждения
Такой способ требует частого повторного поджига электрода, поэтому к данной технологии сварки наиболее применимы расходные материалы с рутиловым покрытием. За счет определенного интервала времени между прихватками, сварочная ванна успевает отдать часть своей тепловой энергии в окружающую среду, что снижает ее общий уровень нагрева. Прихватки следует выполнять с небольшим перекрытием. Этот способ хорошо зарекомендовал себя при использовании в тавровых сварочных соединениях профильных труб. Качественный шов без прожогов получается в любых пространственных положениях таврового соединения — вертикальном, нижнем, потолочном.
Как избежать прожога при сварке профилей с зазором
Обычно конструкцию из профильных труб для сварки подгоняют так, что она полностью соответствует чертежу, то есть практически без зазоров между профилями. В некоторых случаях это бывает сделать невозможно, и зазор доставляет дополнительные трудности для получения качественного шва без прожога. При наличии зазора свариваемые кромки тонкостенной профильной трубы быстрее расплавляются, не образуя между собой соединения.

Существуют технологические способы сварки профилей с зазором с использованием перераспределения тепловой нагрузки сварочной ванны в зависимости от возможностей теплопередачи свариваемых заготовок. Так, например, при сварке Т-образной конструкции из профилей соприкасающаяся сечением труба будет больше нагреваться, чем цельная с большим количеством металла, воспринимающего тепловую нагрузку. Тонкостью такой сварочной операции будет смещение электрода в сторону цельной трубы (собственно поджиг должен осуществляться на ней с последующим смещением в сторону другого профиля). Большая теплоотдача цельной трубы и более длительное нахождение электрода на ее поверхности будет снижать риск образования прожога.






Правильная последовательность сварки профильных труб
Рассмотрим правильную последовательность методов сварки для тонкостенных стыковых швов профильных труб.
— Начните дугу с прихватки.
— Переместитесь назад по диагонали вдоль сустава на 10 — 15 мм и вернитесь назад без вибрации.
— Дуга должна быть как можно короче, а кончик электрода должен находиться на расстоянии не более 1,5 мм от расплавленной сварочной ванны. Это обеспечивает лучшую защиту сварочной ванны. Обработка короткой дугой снижает напряжение и, следовательно, температуру расплавленного металла. Это лучший способ сварки профильных труб без их деформации.
— По мере приближения к концу соединения не просто срезайте дугу. Вы должны вернуться к металлической части шва примерно на 20 мм и оттянуть дугу там. Если этого не сделать, то на краю стыка останется кратер.
— Соскоблите шлак и удалите брызги металла.
Если вы начинающий сварщик, то при сварке профильных труб инвертором рекомендуется выполнять дополнительную прихватку. Одну завязку следует разместить как в середине, так и по краю.
Как уже упоминалось, электрод должен быть как можно тоньше, от 2,0 до 2,5 мм. Если рука дрожит и дуга колеблется, держите электрод указательным пальцем левой руки. Таким образом, постепенно вы сможете сваривать.
Если вы новичок, видео в конце этой статьи очень полезно, и его стоит посмотреть. Другой способ — не использовать весь профиль. Если в конечном итоге вы все равно сожжете металл, можно воспользоваться летучими патронами. Необходимо вставить в трубу прямоугольный или квадратный кусок металла, подходящий по профилю. Например, прямоугольный металл 15х35 может быть использован для профиля 20х40.
Затем мы соединяем детали вместе и начинаем сварку. Квадрат отводит тепло, чтобы заготовка не сгорела. Полезная техника для начинающих сварщиков.


![[инструкция] пайка алюминия в домашних условиях](https://lab-metr.ru/wp-content/uploads/e/e/f/eef5b7f4c0ff52308b44ac92cef263ef.jpeg)