Оборудование для обслуживания зоны сварки
Удобство положения сварщика при работе на крупногабаритных изделиях обеспечивают люльки, стремянки, а также специальные площадки. Площадки предназначены для размещения сварщиков и сварочной аппаратуры, а также для перемещения их в зону сварки. Они изготовляются в расчете на одного или нескольких сварщиков и могут быть передвижными (самоходными или несамоходными), переносными и стационарными. На рисунке показана универсальная площадка, которая может передвигаться вдоль свариваемого изделия, подниматься и опускаться в зависимости от уровня сварки и перемещаться в направлении изделия.
Применение автоматической сварки при строительстве трубопроводов
В последнее время при строительстве трубопроводов все чаще применяется автоматическая сварка труб под флюсом.
Осуществление этого процесса сопровождается рядом сложностей:
- В процессе происходит затекание металла образующегося шва вовнутрь трубы, поэтому необходимо либо применять технологические подкладки, либо проводить сваривание корневого шва ручной сваркой;
- Возможно растекание расплавленного металла по поверхности детали, особенно если производится заваривание стыков у труб небольшого диаметра.
Невозможность контроля процесса формирования шва в процессе осуществления сварки.
Для того чтобы избежать названных негативных моментов, разработаны особые технологии сваривания поворотных стыков с использованием сварочных автоматов.
Для обеспечения высокого качества сварного соединения используют:
- Сварку с использованием подкладного кольца;
- Сварку, допускающую свободное формирование корневого шва с внутренней стороны трубопровода и принудительное формирования наружного шва.
- Двустороннюю сварку под флюсом;
- Сварку, проводимую в среде углекислого газа.
На практике, чаще всего, используется метод автоматической сварки с применением подкладного кольца. Перед проведением сварки разрезное кольцо шириной 25-40 мм вставляют одну трубу, добиваясь плотного соединения и производя прихватку ручной сваркой.
Затем на выступ свободной части кольца надевают вторую трубу и прихватывают ее конец, следя, чтобы зазор между деталями не превышал 1 мм.
Так может быть собрано несколько подобных секций, которые потом подаются на установку автоматической сварки. Сварка каждого из стыков осуществляется в два слоя.
После того, как будет заварен первый слой, сварочный автомат передвигается к следующему стыку, а первый тем временем проходит подготовку под сварку вторым слоем, которая заключается в очищении шва от шлаков.
Все большее распространение приобретает и технология сваривания поворотных стыков в среде углекислого газа.
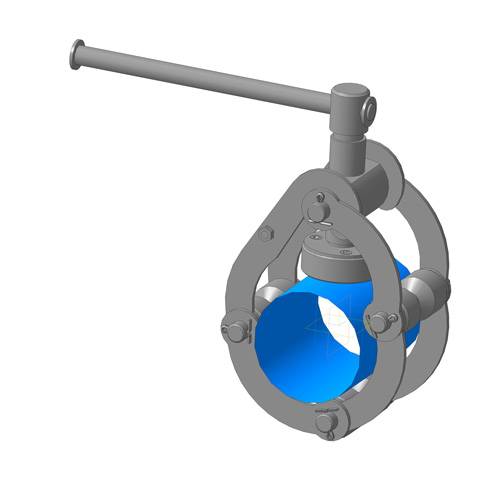
Из чего состоит и как работает устройство
По своей сути центратор представляет собой устройство соединяющее в идеально ровном положении свариваемые стыки двух труб. Конструкция позволяет использовать его для работы с трубами различного размера. Он легко и быстро монтируется, весит относительно немного.
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
По мере наложения шва центрирующее устройство нужно осторожно ослаблять и проворачивать – освобождая рабочую площадь для сварки. Во время этой процедуры нужно быть особо осторожными, так как легко деформировать недоделанный сварочный шов
Оборудование для укладки и кантовки свариваемых изделий
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.
Сварочный вращатель с вертикальной осью вращения:
1 – планшайба; 2 – станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью. Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.
Универсальный сварочный манипулятор:
1 – основная станина; 2 – поворотная станина; 3 – планшайба; 4 – механизм поворота планшайбы; 5 – механизм наклона планшайбы; 6 – опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.
Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Технология применения центратора
Установка центратора для полипропиленовых, металлических и иных видов труб производится по стандартной схеме:
- перед монтажом фиксирующего оборудования необходимо подготовить концы труб к выполнению сварки. Для этого их поверхность очищается от грязи, ржавчины, остатка краски и иных отложений. В ходе выполнения работы можно использовать различные приспособления и растворитель;
- концы труб подводятся друг к другу и соединяются центратором;
- производится фиксация устройства на трубах.
О разновидностях бытовых центраторов и способах их использования можно узнать, посмотрев видео.
Перед выполнением сварки необходимо проверить надежность фиксации и при необходимости переустановить и/или затянуть зажимы центратора.
В данной статье мы поведаем о том, как и для чего используются центраторы для сварки труб. Помимо этого, мы рассмотрим конструктивные изюминки наиболее востребованных моделей из того что сейчас представлено на рынке. Итак, что такое центратор и для чего он нужен?





ВОПРОСЫ ПО ПОДБОРУ ЦЕНТРАТОРА
1. Диаметры труб?
2. Толщина стенки трубы?
3. Марка стали с коэфф. прочности (Мпа)?
4. Технология сварки (ручная электродуговая, орбитальная сварка, др.)?
5. Необходимо использовать один центратор для всего диапазона диаметров труб или отдельный центратор на каждый диаметр?
6. Необходимый тип центратора: наружный центратор ( цепной, винтовой, струбцинный, эксцентриковый. ), внутренний центратор ( ручной, пневматический, гидравлический)
7. Необходимость исправлять эллипсность стыков труб перед сваркой, виды деформации края трубы (эллипсность, вмятины)?
8. Необходимость сваривать трубы с отводами (Т-образными, Г-образными) ?
9. Прочие условия эксплуатации (температура, осадки.)?
Разновидности центратора
Выбор центратора производится в зависимости от вида и удобства использования оборудования.
Классификацию центратов можно провести по нескольким признакам:
- по месту расположения устройства на трубах;
- по способу крепления оборудования к трубам;
- по технологии работы.
Виды центраторов в зависимости от расположения
Центратор может быть установлен:
- снаружи трубы;
- внутри трубы.
Наружные центраторы обеспечивает фиксацию трубы путем ее обхвата в наружной части.
Оборудование для фиксации труб снаружи
Наружный центратор отличается:
- простотой использования;
- небольшим весом и габаритными размерами;
- возможностью установки на любые части трубопровода, в том числе и на фитинги.
Единственным существенным минусом наружного устройства является частичное выполнение сварного шва, то есть на первой стадии трубы свариваются в одних местах, а затем центратор передвигается и провариваются оставшиеся области.
Внутренний центратор соответственно устанавливается внутрь собираемого трубопровода и используется, например, для обсадных труб. Крепление оборудования производится за счет распорных элементов конструкции.
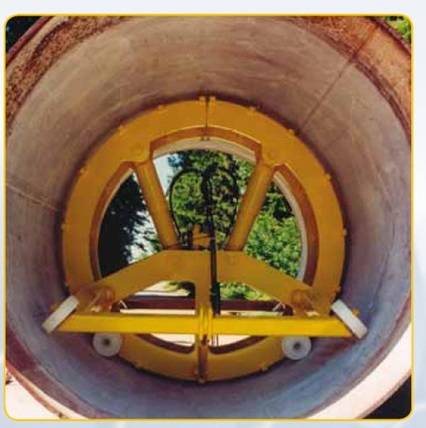
Оборудования для фиксации труб изнутри
Главным преимуществом внутреннего центратора является возможность беспрерывного выполнения сварного шва, но большие габаритные размеры и сложность установки приводят к снижению востребованности на данный вид устройства.
Внутренние центраторы, как правило, используются исключительно при необходимости соединения труб большого диаметра.
Виды центраторов в зависимости от способа крепления
По способу крепления все центраторы подразделяются на следующие виды:
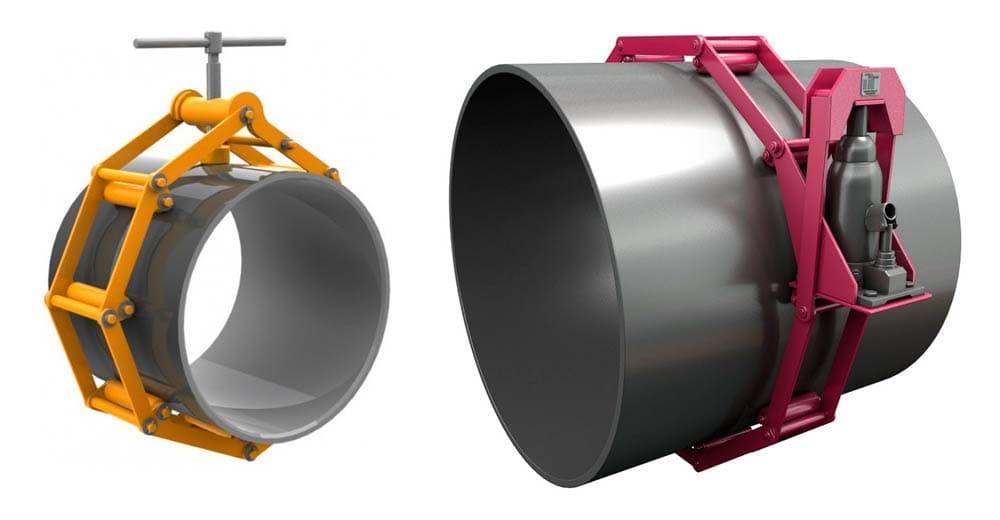
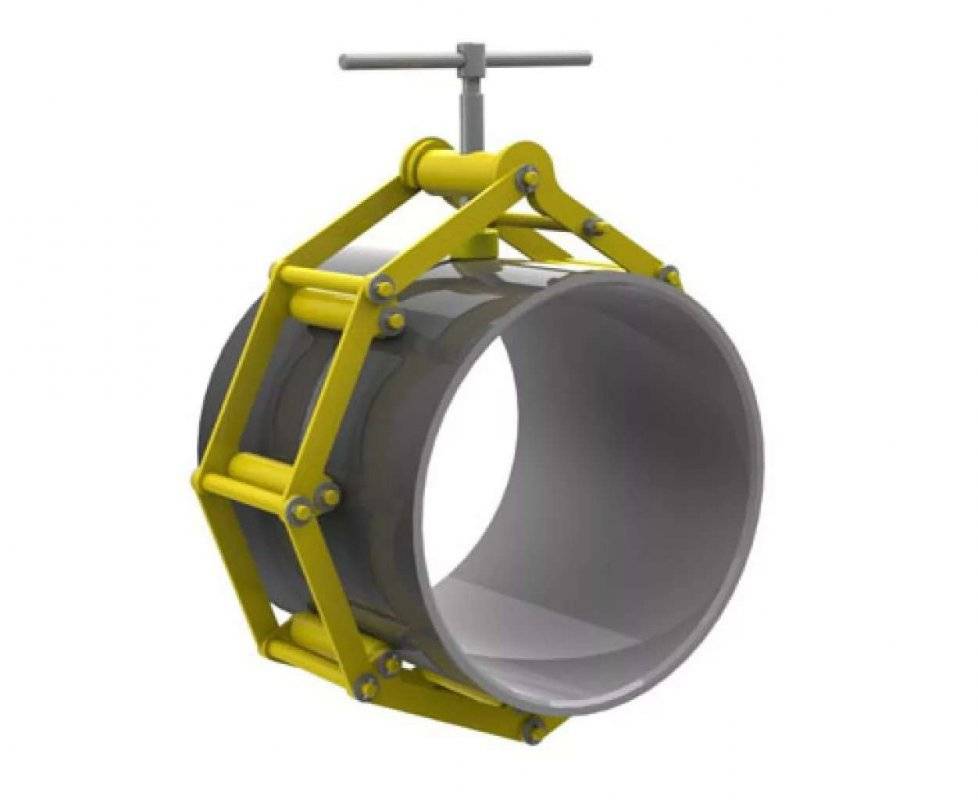
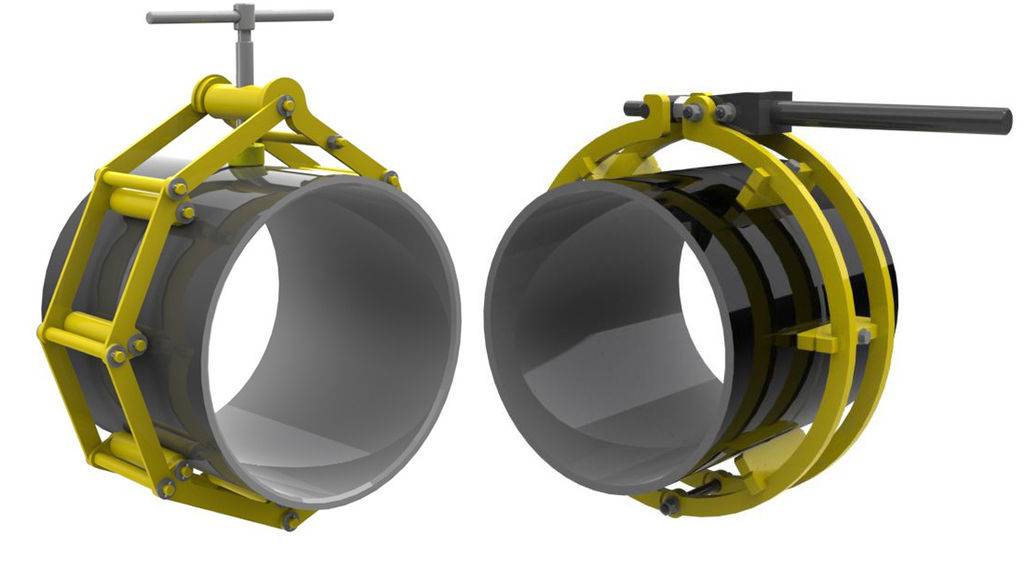
арочные конструкции, фиксация которых производится вручную или с использованием гидравлики. Такой способ крепления считается достаточно сложным, поэтому область применения арочного центратора ограничена трубами, диаметр которых не превышает 90 см;

Центратор арочного типа с гидравликой
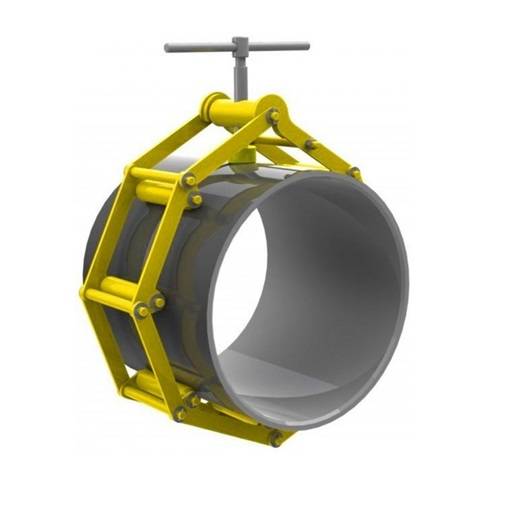
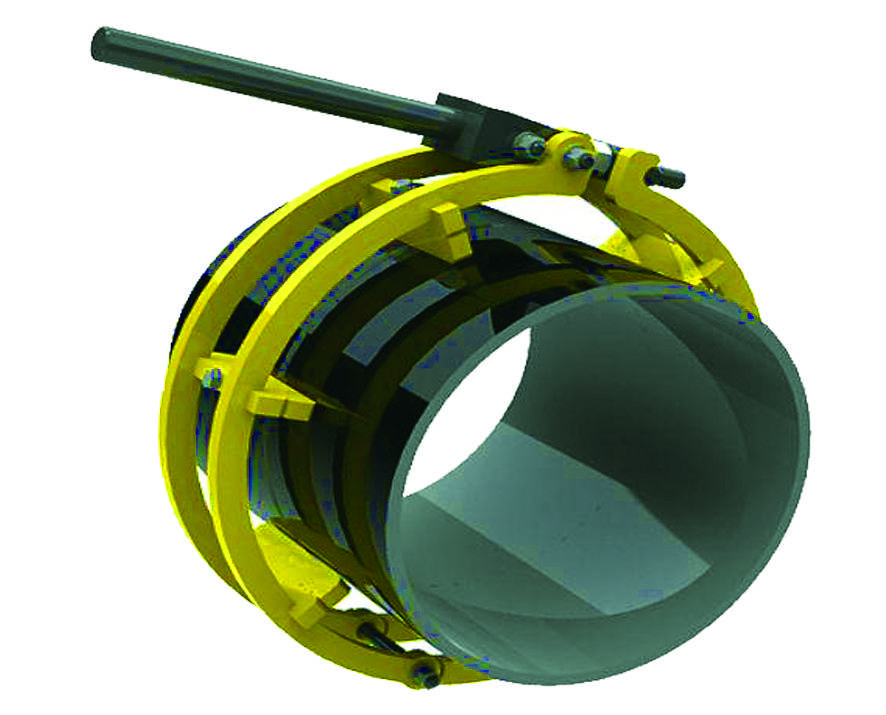
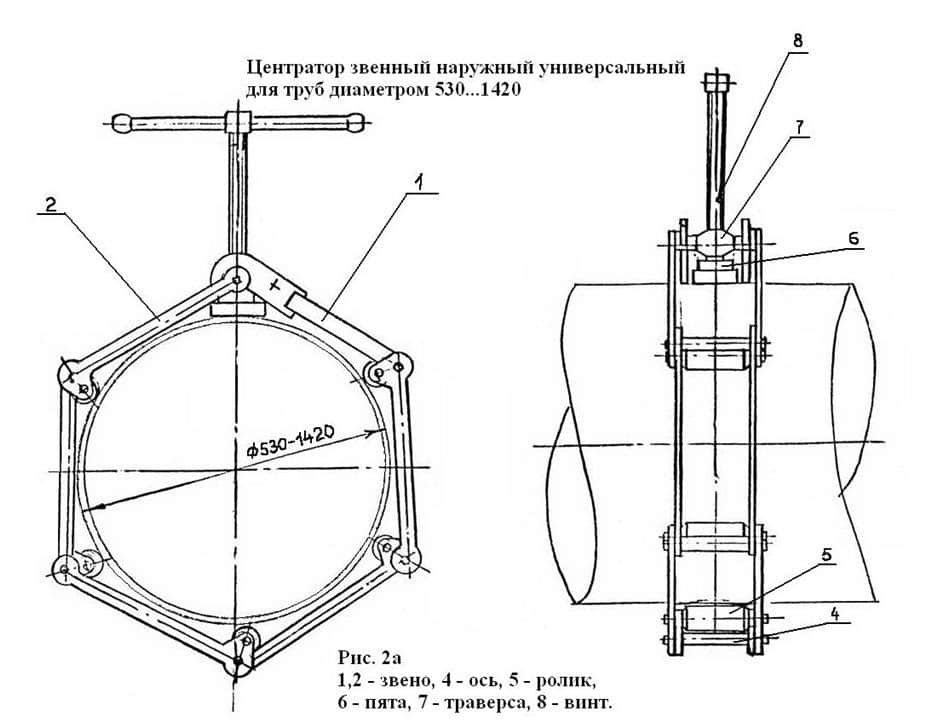
многозвеньевые конструкции. Такие устройства состоят из нескольких звеньев, соединенных между собой подвижными шарнирами, что облегчает процесс установки и снятия. Область применения многозвеньевого центраторы – трубы с диаметром до 2000 мм;

Центраторы с несколькими звеньями и ручным управлением
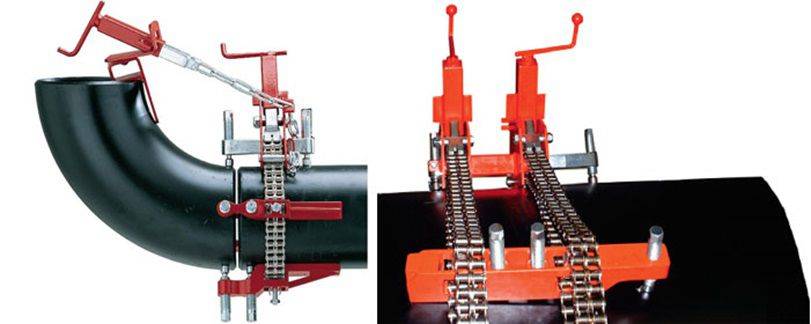
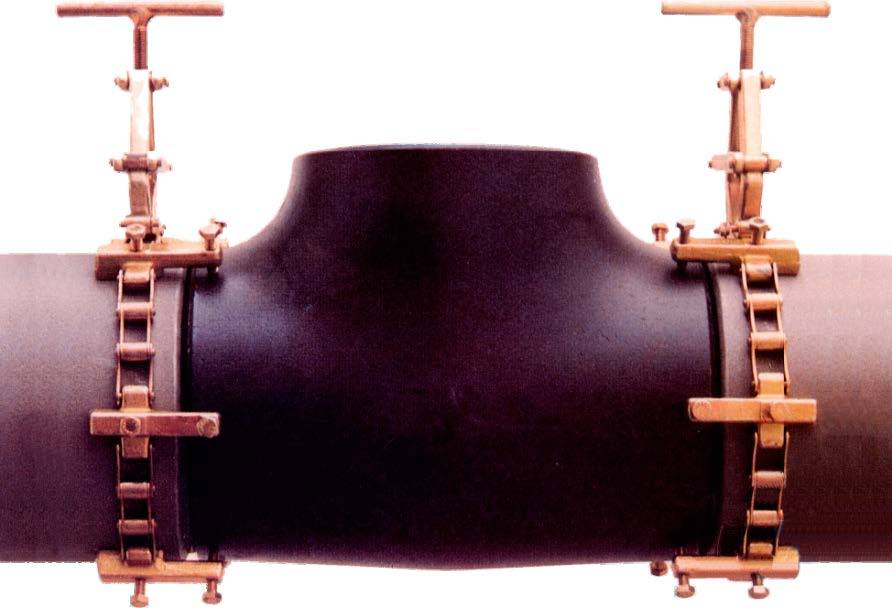
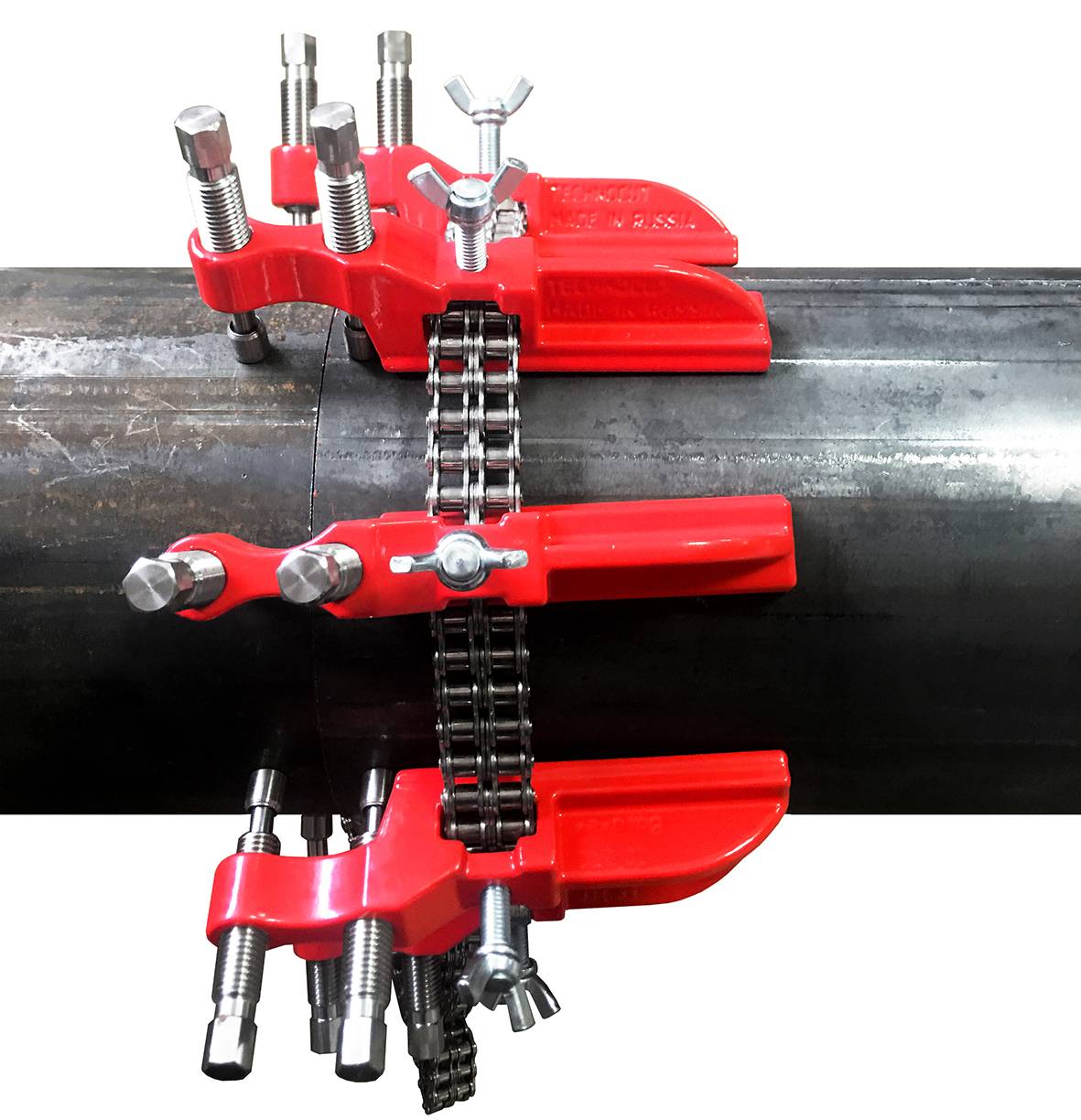
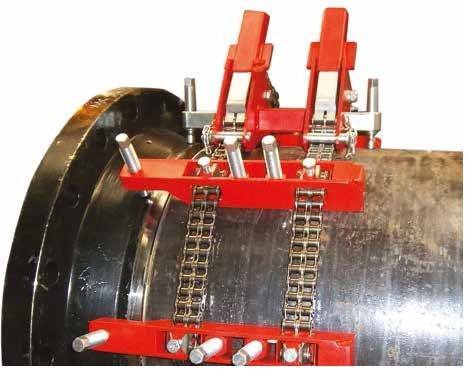
цепные конструкции. Стяжка труб при использовании данного вида производится при помощи цепей. Положительными качествами являются универсальность и прочность устройства. Однако для установки и фиксации центратора придется приложить некоторые усилия;

Центратор, в основании которого находятся простейшие цепи
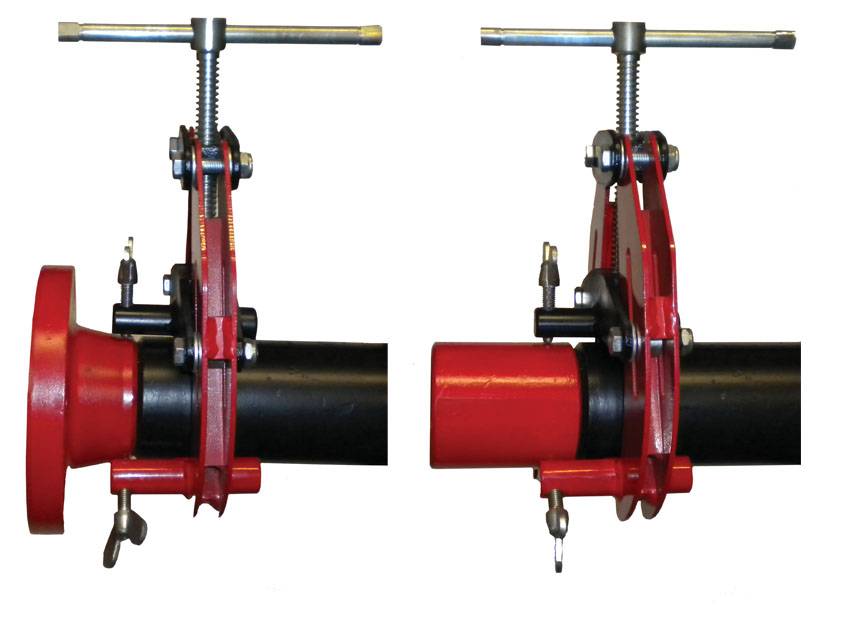
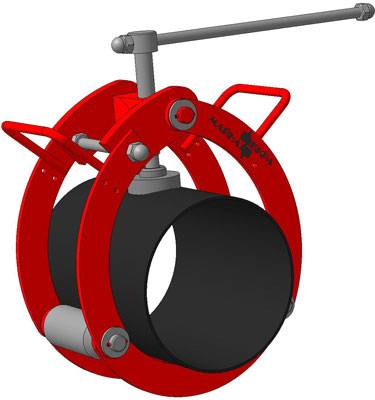
эксцентированые конструкции. Составляющие элементы центратора эксцентрикового типа – две арочные конструкции (по аналогии с арочным центратором) и эксцентрик, позволяющий в короткие сроки произвести максимально точное совмещение;

Устройства с облегчением выравнивания труб
При работе с эксцентриковым центратором надо быть предельно аккуратным, так как даже небольшое механическое воздействие на него приведет к сдвигу труб и выполнению непрочного соединения.
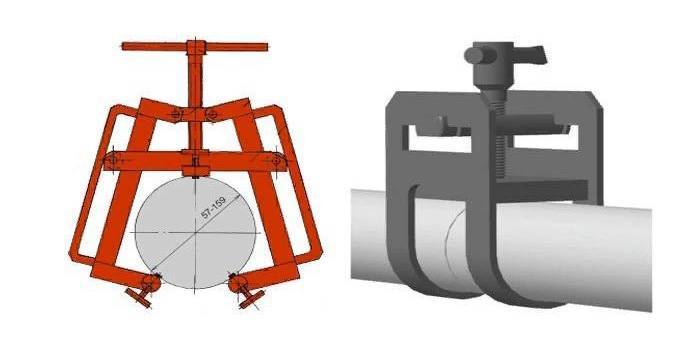
струбцинные конструкции. Представляют собой простейший зажим и применяются исключительно для труб малого диаметра.





Простейший центратор для труб малого диаметра
Виды центраторов в зависимости от технологии работы
Центраторы могут работать:
- под ручным управлением. Такие устройства относятся к категории бытовых и преимущественно используются для сооружения частных водопроводов, канализационных систем, отопительных сетей и так далее;
- под гидравлическим, электронным и так далее управлением. Профессиональное оборудование используется при прокладке магистральных трубопроводов, в том числе и в зонах с сейсмической активностью.
Наружные

Сварку захлестов, стыков с перепадом диаметров, изгибов, кривых вставок, угольников, присоединение арматуры производят с помощью наружных центраторов. Они имеют различную конструкцию, которая принципиально не отличается друг от друга. Основной рабочий элемент – это две соединенные шарниром скобы, ширина их такова, что захватываются два конца пристыковываемых труб. По сути центратор – это переносное фиксирующее устройство независимого действия.
По конструкции центраторы различают:
- арочные гидравлические – состоят из дугообразных секций соединенных с помощью шарниров. Для замыкания секций используется гидравлический привод, расположенный на консоли;
- арочные гидравлические с устройством рихтовки – они снабжены мощной гидравликой для выравнивания больших местных несовпадений торцов, выравнивание производится с помощью перемещения упоров;
- цепные – дают возможность выборочно подгонять стыки труб и быстро разбирается на элементы (цепь и башмаки);
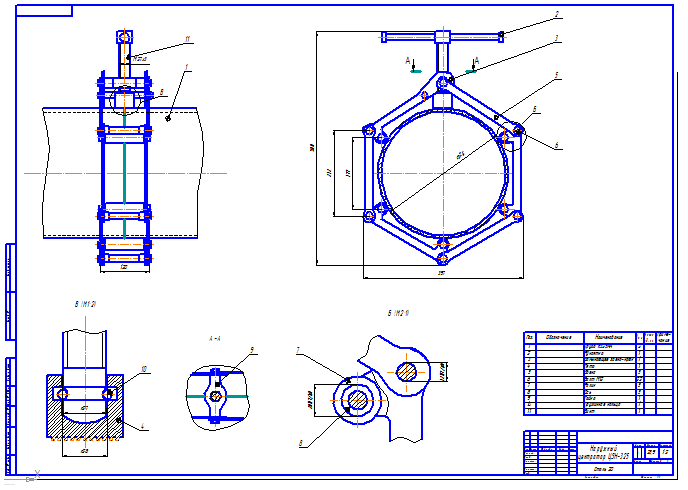
- звеньевые – могут настраиваться на стандартные типоразмеры труб при помощи добавления или удаления съемных звеньев, а механизмом стяжки является винт;
- эксцентриковые – состоят из дуг с опорами и зажима в виде эксцентрика. Его можно использовать для труб определенного диапазона диаметров, используя подставки и переставляя оси.
Все вышеперечисленные приспособления имеют достаточно большой вес и крупные габариты. Если свариваемый стык большого диаметра, то они подходят идеально, а для сборки труб маленького диаметра непрактичны. Для них специально были созданы легкие переносные устройства для центровки труб малого диаметра:
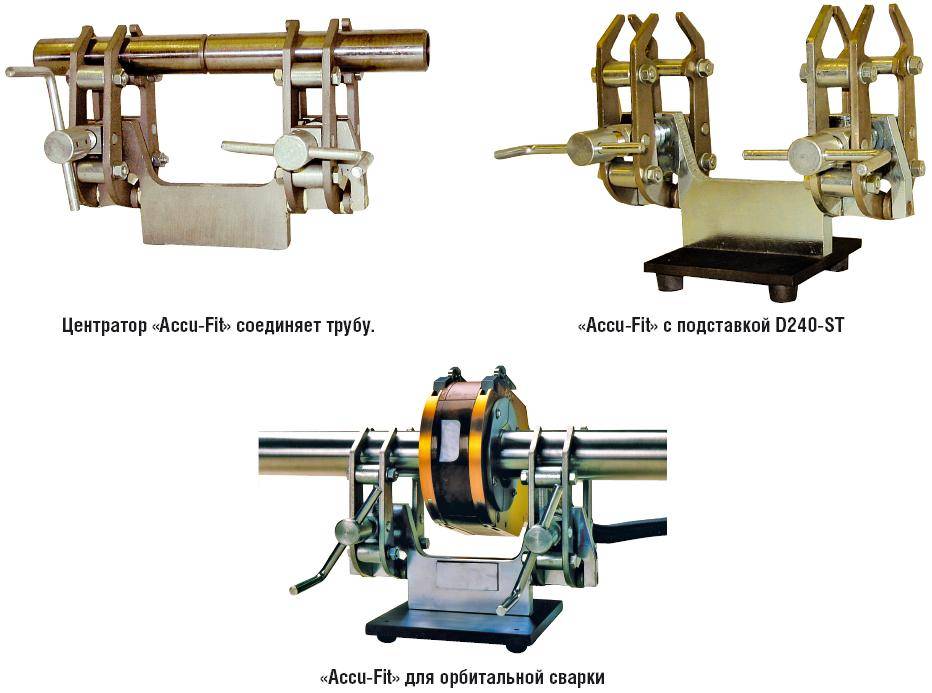
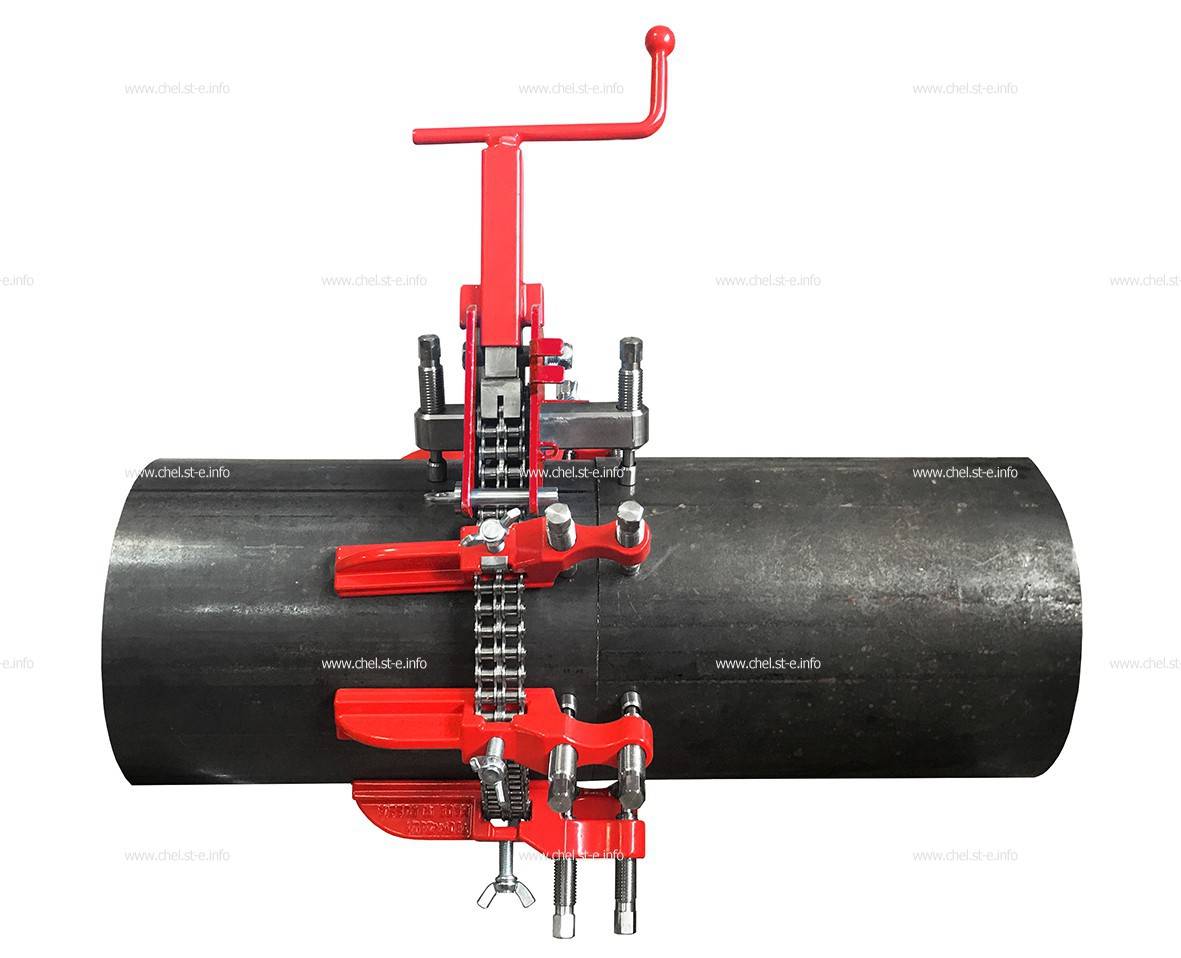
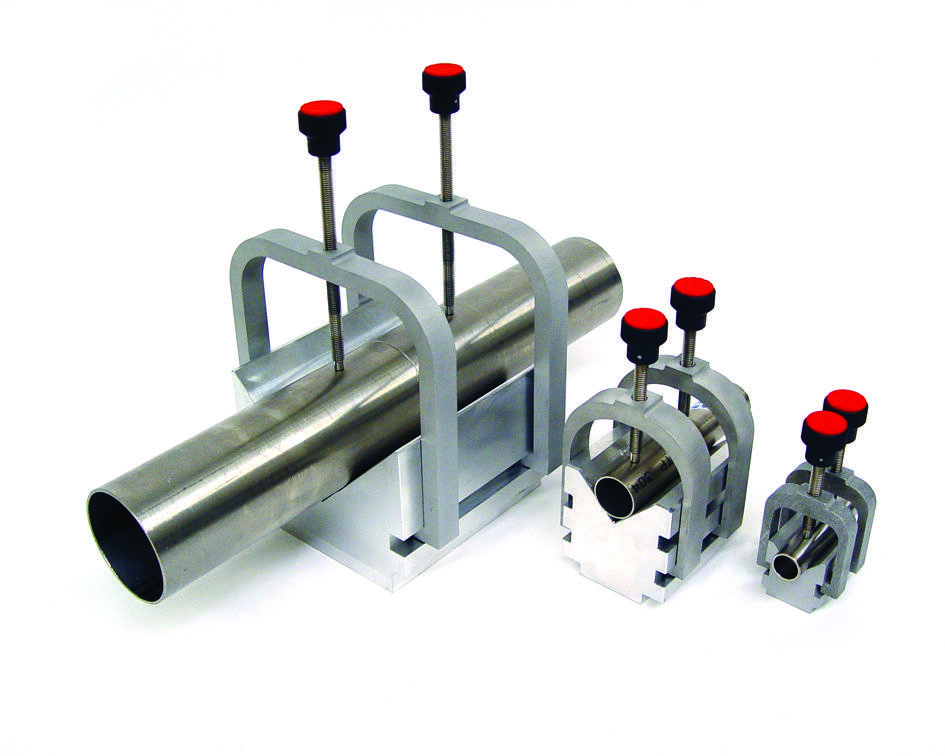
- струбцина монтажная для сварки труб и отводов – состоит из обжимов, траверсы, стопоров, винта;
- центратор-струбцина – имеет форму клещей снабженных фиксатором;
- центратор «хомут» – состоит из винта с рукояткой, скобы, траверсы, призмы.
Такие устройства позволяют центрировать трубы только одинакового диаметра. При помощи струбцины выставляются торцы труб и делаются прихватки. Шов проваривается только после снятия струбцины. Для состыковки труб разных диаметров (в том числе при большой разнице) используют специальные центраторы с независимыми блоками фиксации.
Устройства для точного центрирования и зажима трубных колен, фланцев, тройников, переходников и другой трубной арматуры имею более сложную конструкцию. Точная подгонка элементов осуществляется множество барашковых винтов.
При выборе устройства нужно помнить, что наружные центраторы имеют простую конструкцию и не всегда могут обеспечить высокую точность совмещения внутренних кромок. Внутренние устройства всегда дают лучшее качество центрирования, но не везде могут быть установлены. При использовании внутренних устройств шов можно сразу заваривать, а если применяются наружные, то сначала ставят прихватки, затем снимают приспособления и только потом шов заваривают.
Внутренний центратор для сварки труб

Качественная состыковка частей магистральных трубопроводов – достаточно непростая задача. Особенно это касается труб больших диаметров.
Перед сваркой, соединяемые элементы трубопровода необходимо жёстко и точно зафиксировать. С этой целью можно использовать внутренний центратор для труб.
Особенности внутренних центраторов для труб Внутренние центраторы, имеющие довольно сложную и тяжелую конструкцию, как правило, применяются на трубопроводах больших диаметров. Помимо фиксации снаружи, они могут осуществлять внутреннюю фиксацию, поэтому используются при сварочных работах на трубах с пенополиуретановым покрытием (ППУ). Трубы данного вида часто используются в центральных сетях горячего водоснабжения и водяного отопления. В слое пенополиуретановой изоляции имеется кабель, предназначенный для удалённого мониторинга состояния трубопровода. Снаружи эта изоляция обрабатывается термостойким неметаллическим покрытием. В такой ситуации сварка торцов стальных труб может производиться исключительно изнутри.
Важной отличительной чертой внутренних центраторов является то, что из-за открытия стыка труб они могут применяться в длительном режиме эксплуатации трубопровода. Это позволяет использовать различные сварочные аппараты, что повышает эффективность монтажа трубопровода, а также существенно упрощает работу специалистов
Чаще всего, в комплекте имеется гидравлический привод для центровки и исправления прогиба трубы. На трубопроводах с внутренним диаметром менее 300 мм, как правило, применяют внутренние центраторы с ручным приводом.
Как работают внутренние центраторы Инструмент устанавливается во внутрь одного из концов трубы, при этом второй конец приставляется грузозахватным оборудованием. С помощью гидравлики осуществляется требуемый прижим и далее производятся сварочные работы. В процессе сварки труба может перегреться, поэтому для охлаждения применяют специальные вентиляторы.
ООО «Промтехнологии», эксклюзивный дистрибьютор производственного предприятия ООО «СтопТрон» и , рекомендует выбирать внутренние центраторы для сварки труб только высокого качества, которые облегчат работы по стыковке элементов трубы, а также обеспечат надёжное присоединение
Это очень важно, так как от качества сварного шва зависит функционирование будущего трубопровода
Наружные и внутренние центраторы
 Наружные центраторы для сварки труб технологически и экономически целесообразно применять при работе с трубными соединениями по диаметру не превышающими двух метров. Если диаметр больше, то рекомендуется использовать внутренние центраторы. Но возможны и исключения – некоторые конструкции внутренних центраторов можно эффективно использовать при работе с трубами диаметром от полуметра. Но подобные работы должны быть массовыми – тогда стоимость устройства будет оправданна полученным результатом.
Наружные центраторы для сварки труб технологически и экономически целесообразно применять при работе с трубными соединениями по диаметру не превышающими двух метров. Если диаметр больше, то рекомендуется использовать внутренние центраторы. Но возможны и исключения – некоторые конструкции внутренних центраторов можно эффективно использовать при работе с трубами диаметром от полуметра. Но подобные работы должны быть массовыми – тогда стоимость устройства будет оправданна полученным результатом.
Наружный центратор
 Центратор наружный для труб может применяться как в любительских, так и в профессиональных целях. Диапазон диаметров, с которыми он работает, простирается от 2 см до 2 метров
Центратор наружный для труб может применяться как в любительских, так и в профессиональных целях. Диапазон диаметров, с которыми он работает, простирается от 2 см до 2 метров
. На приводимом в статье видео можно в подробностях ознакомиться со всеми нюансами работы с этим видом центратора.
Внутренний центратор
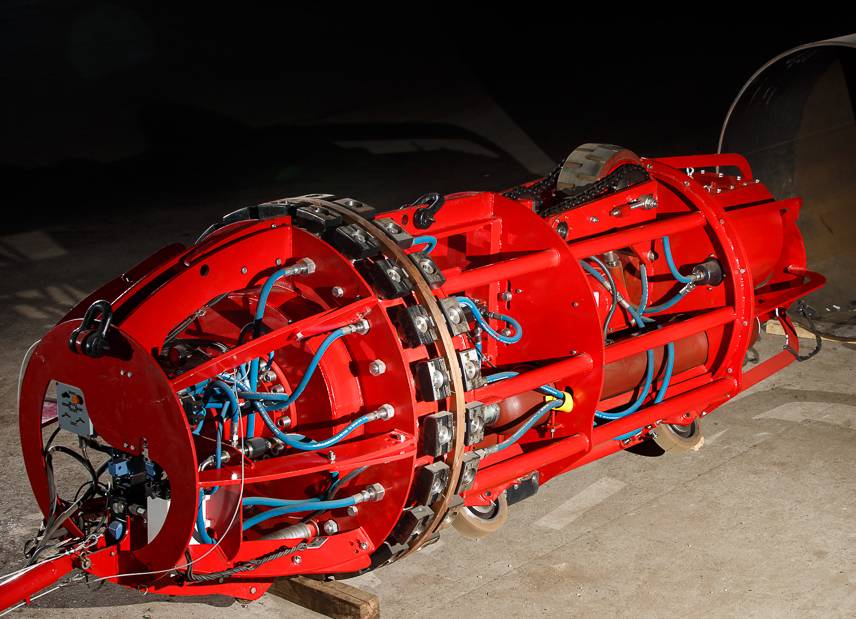 Этот тип центратора эффективен при работе с большими диаметрами труб (от 2 метров
Этот тип центратора эффективен при работе с большими диаметрами труб (от 2 метров
). Его основное преимущество – возможность непрерывной работы сварщика и гарантия от прогиба стенок трубы.
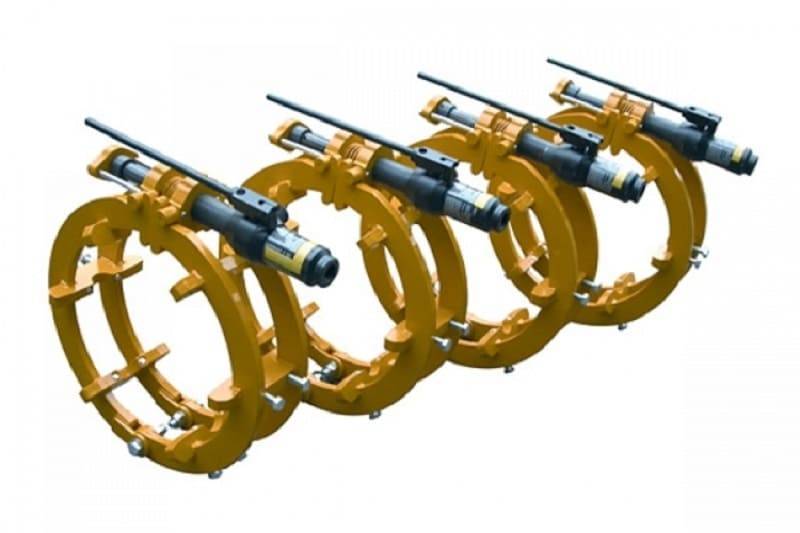
Конструктивно внутренний центратор представляет собой подвижный гидравлический домкрат с электроприводом. Он с помощью полуцилиндров-распорок изнутри фиксирует обе трубы. Кроме того он может (некоторые дорогие модели) осуществлять и внутреннее воздушное охлаждение накладываемого сварного соединения.
Подробности работы с внутренним центратором труб также можно увидеть на прилагаемом видео.
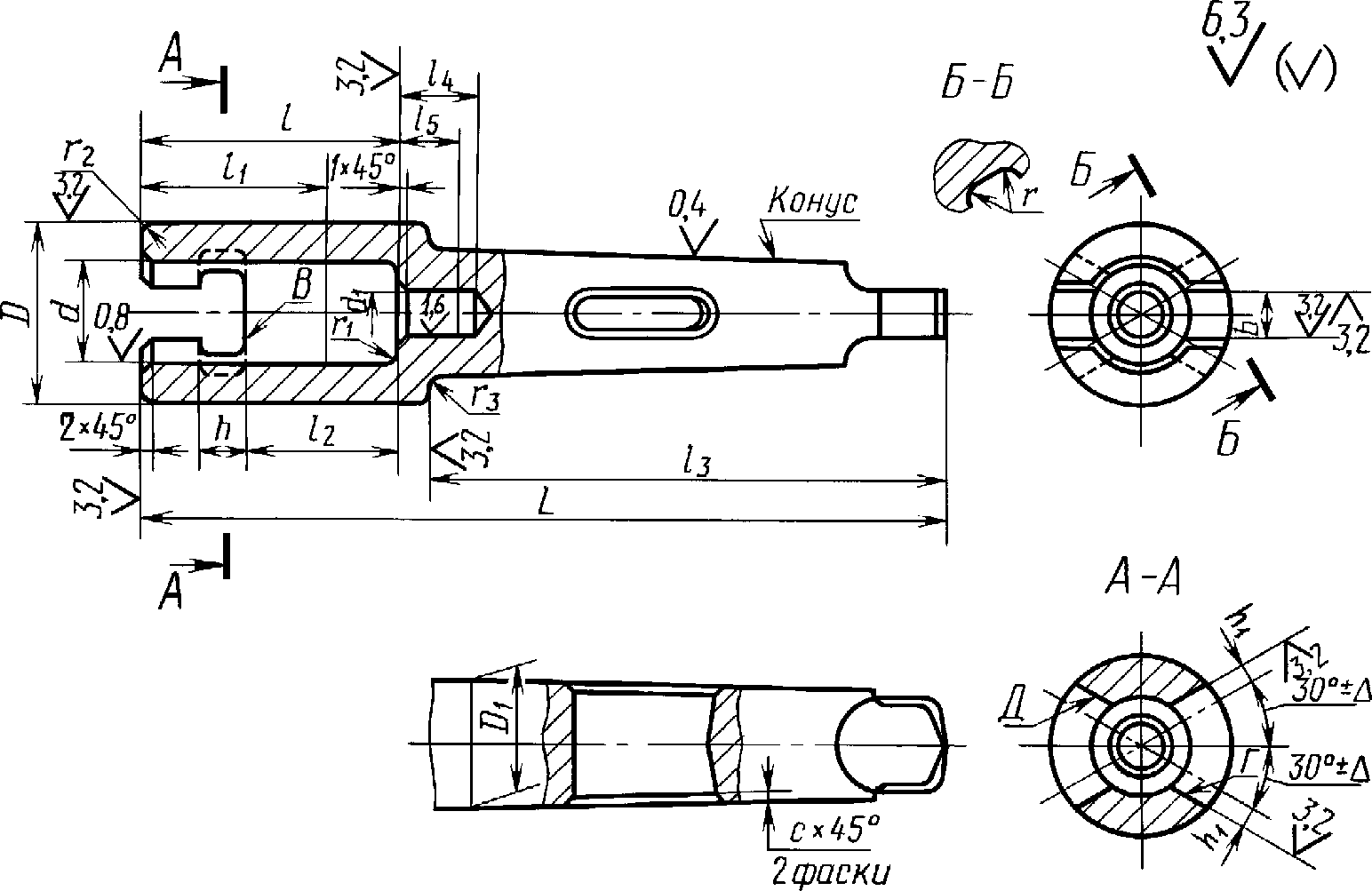
Чертежи устройства
Приведем базовые чертежи наиболее распространенных в производственной практике наружных центрирующих устройств.
Центраторы скважинные
Центраторы представляют собой устройства, выполняющие опорно-центрирующую функцию. Чаще всего они применяются там, где происходит бурение скважин для забора нефти и газа. Данные устройства устанавливаются на бурильную колонну либо действующий в забое двигатель, направляя их в нужную сторону, что позволяет выпрямить ось скважинного ствола, а при необходимости даже изменить направление скважины.
В зависимости от специфики применения центраторы делятся на два вида: колонные и передвижные. Первые соответственно устанавливаются на колонну, а вторые – на двигатель. При этом колонные центраторы используются при бурении глубоких ровных скважин, а передвижные – при создании наклонных скважин.
Помимо центрирующей и опорной функции, колонные центраторы также выполняют калибровку скважины. Их следует использовать при бурении наиболее глубоких скважин, когда долото попадает под серьезную нагрузку. Колонные центраторы производятся из хромо-никелиевой стали в расчете на труднейшие геологические условия.
Особое отличие колонных центраторов заключается в исполнении: они имеют монолитную конструкцию. При этом их комплектуют тремя специальными лопастями, прошедшими процедуры армирования и прессовки. Они расходятся в стороны, касаясь стен скважины. Для повышения стойкости центратора лопасти обрамляются дополнительным вооружением на концах. Это свойство также гарантирует длительное сохранение центрирующих возможностей устройства. В комплексе армирование и вооружение позволяет повысить прочность и долговечность изделия.
Если колонные центраторы необходимо установить на соединение между упрочненными бурильными трубами (УБТ), то их производят с двумя типами замков – внешней и внутренней резьбой. Для монтажа центратора над долотом оба замка делаются изнутри. Последний тип колонного центратора может снабжаться режущим элементом для калибровки поверхности скважины.
При необходимости изменения направления скважины используются передвижные центраторы. Они изготавливаются на базе анализа поставленной технологической задачи. При этом учитывается необходимый уровень стабилизации ствола скважины и угол изменения её наклона. Такие центраторы состоят из главной муфты, лопастей и цанги. Шесть армированных лопастей располагаются на поверхности муфты. А цанга, имея обычную коническую резьбу, вкручивается в муфту. Обычно это необходимо, чтобы закрепить передвижной центратор на двигателе. При повороте муфты цанга начинает сжиматься, надежно закрепляя корпус двигателя. С этой же целью на внутренней поверхности цанги делают продольные полосы из сплава вольфрама и кобальта.
Резьба цанги имеет ступенчатый тип, благодаря чему при достижении максимального вкручивания происходит заедание. Как правило, степень усилия для этого должна достигать 100-500 кН, а различна из-за момента свинчивания, который обычно равен от 23 до 56 кН.м.
Как видно, передвижные центраторы имеют довольно простое строение, выполняя при этом очень ответственную задачу. Именно простота устройства гарантирует удобство при выполнении работ и необходимый уровень надежности.






Непременно стоит отметить маркировку, проставляемую на центраторах. Она зависит от типа пород, через которые способно проходить устройство. Например, маркировка МС говорит о возможности прохода центратора через мягкие пласты пород, имеющие прослойки средней жесткости. Маркировка С обозначает центраторы, работающие с породами средней жесткости, а буквой Т маркируются центраторы для максимально твердых пород.
Ответственность сторон
7.1. Администрация, не исполнившая свои обязательства, несёт ответственность за убытки, понесённые Пользователем в связи с неправомерным использованием персональных данных, в соответствии с законодательством Российской Федерации, за исключением случаев, предусмотренных п.п. 5.2., 5.3. и 7.2. настоящей Политики Конфиденциальности.
7.2. В случае утраты или разглашения Конфиденциальной информации Администрация не несёт ответственность, если данная конфиденциальная информация: 7.2.1. Стала публичным достоянием до её утраты или разглашения. 7.2.2. Была получена от третьей стороны до момента её получения Администрацией Ресурса. 7.2.3. Была разглашена с согласия Пользователя.
7.3. Пользователь несет полную ответственность за соблюдение требований законодательства РФ, в том числе законов о рекламе, о защите авторских и смежных прав, об охране товарных знаков и знаков обслуживания, но не ограничиваясь перечисленным, включая полную ответственность за содержание и форму материалов.
7.4. Пользователь признает, что ответственность за любую информацию (в том числе, но не ограничиваясь: файлы с данными, тексты и т. д.), к которой он может иметь доступ как к части сайта rucentrator.ru, несет лицо, предоставившее такую информацию.
7.5. Пользователь соглашается, что информация, предоставленная ему как часть сайта rucentrator.ru, может являться объектом интеллектуальной собственности, права на который защищены и принадлежат другим Пользователям, партнерам или рекламодателям, которые размещают такую информацию на сайте rucentrator.ru. Пользователь не вправе вносить изменения, передавать в аренду, передавать на условиях займа, продавать, распространять или создавать производные работы на основе такого Содержания (полностью или в части), за исключением случаев, когда такие действия были письменно прямо разрешены собственниками такого Содержания в соответствии с условиями отдельного соглашения.
7.6. В отношение текстовых материалов (статей, публикаций, находящихся в свободном публичном доступе на сайте rucentrator.ru) допускается их распространение при условии, что будет дана ссылка на Сайт.
7.7. Администрация не несет ответственности перед Пользователем за любой убыток или ущерб, понесенный Пользователем в результате удаления, сбоя или невозможности сохранения какого-либо Содержания и иных коммуникационных данных, содержащихся на сайте rucentrator.ru или передаваемых через него.
7.8. Администрация не несет ответственности за любые прямые или косвенные убытки, произошедшие из-за: использования либо невозможности использования сайта, либо отдельных сервисов; несанкционированного доступа к коммуникациям Пользователя; заявления или поведение любого третьего лица на сайте.
7.9. Администрация не несет ответственность за какую-либо информацию, размещенную пользователем на сайте rucentrator.ru, включая, но не ограничиваясь: информацию, защищенную авторским правом, без прямого согласия владельца авторского права.
Вывод
Итак, мы рассмотрели, что собой воображают центраторы, каковы их наиболее ходовые разновидности, и какова их инструкция применения. На базе этих сведений возможно подобрать то устройство, которое будет соответствовать изюминкам проводимых работ.
Больше нужной информации вы сможете отыскать, взглянув видео в данной статье.
При строительстве как жилых, так и промышленных сооружений всегда производится сварное соединение прокладываемых трубных коммуникаций, но его невозможно осуществить на должном уровне без такого приспособления как центратор наружный для труб.
Именно он помогает избежать целый ряд неизбежных дефектов сварки:
каверны
растрескивания
непровар
подрезы
наплывы
 Эти дефекты очень быстро выводят из строя магистраль трубопровода. Что в свою очередь приводит не только к убыткам, но и травмам у обслуживающего персонала. Ведь через трубопроводы перекачиваются такие вещества как вода, газ, нефть, канализационные стоки. Все они достаточно агрессивны, склонны к скачкам внутреннего давления, температуры.
Эти дефекты очень быстро выводят из строя магистраль трубопровода. Что в свою очередь приводит не только к убыткам, но и травмам у обслуживающего персонала. Ведь через трубопроводы перекачиваются такие вещества как вода, газ, нефть, канализационные стоки. Все они достаточно агрессивны, склонны к скачкам внутреннего давления, температуры.
Даже если неровно сваренные трубы выдерживают начало эксплуатации, то через небольшое время микротрещины в швах быстро корродируют, прочность металла падает и следует прорыв. Избежать всего этого можно лишь применяя центратор наружный для труб в соответствии с правилами его использования и без исключения для всех соединений на магистрали.