Технология ЭШС
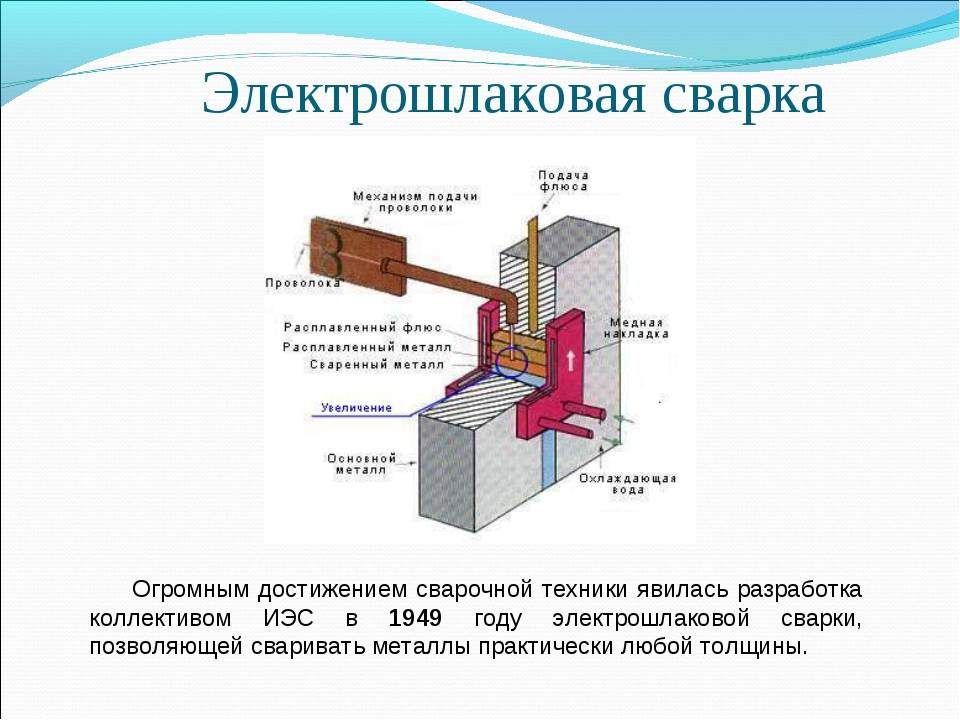
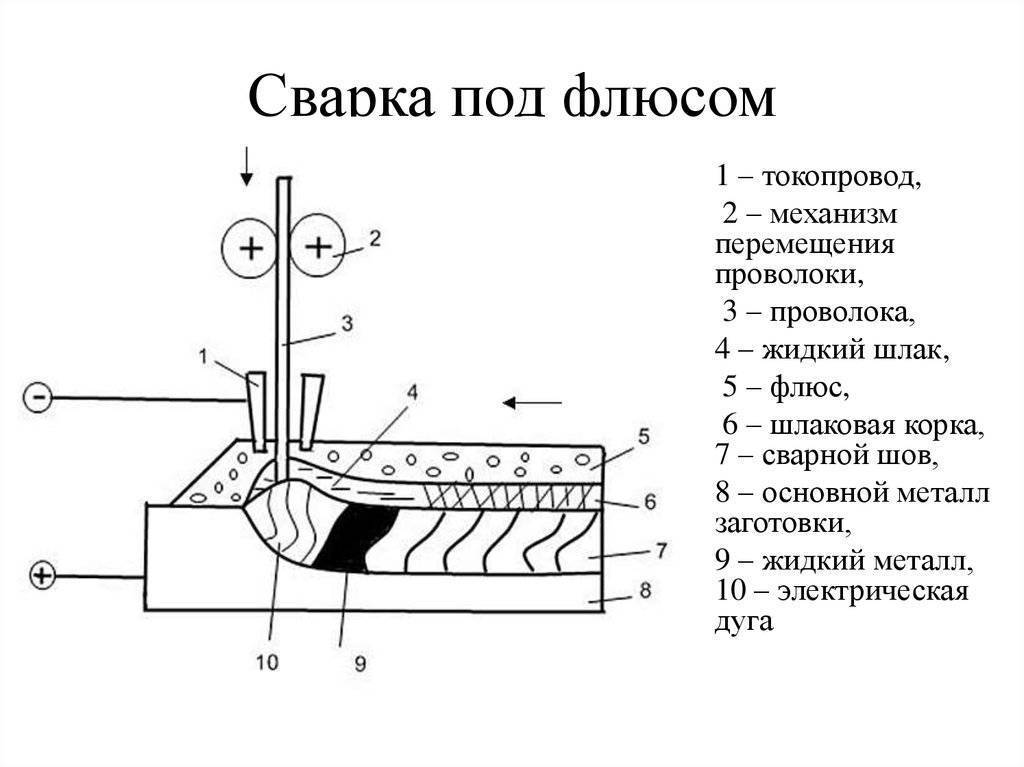
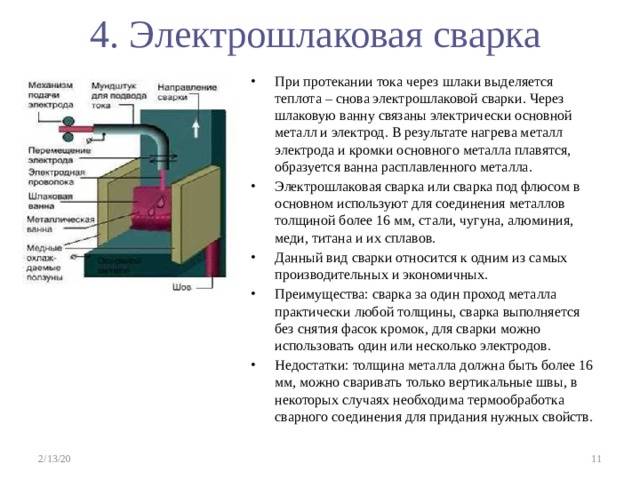
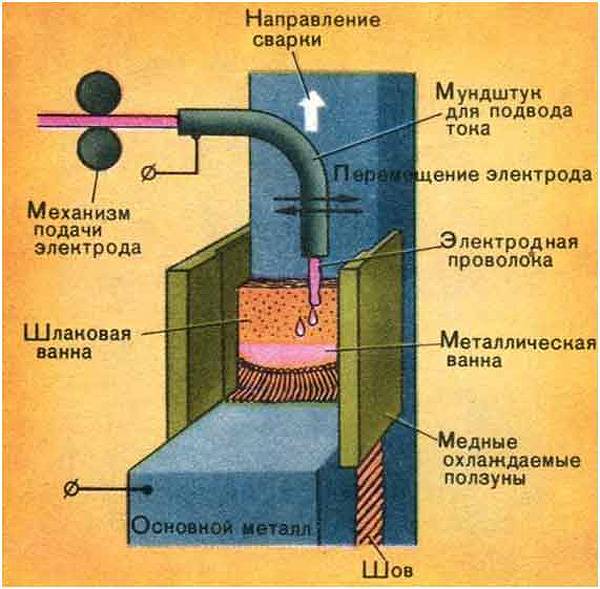
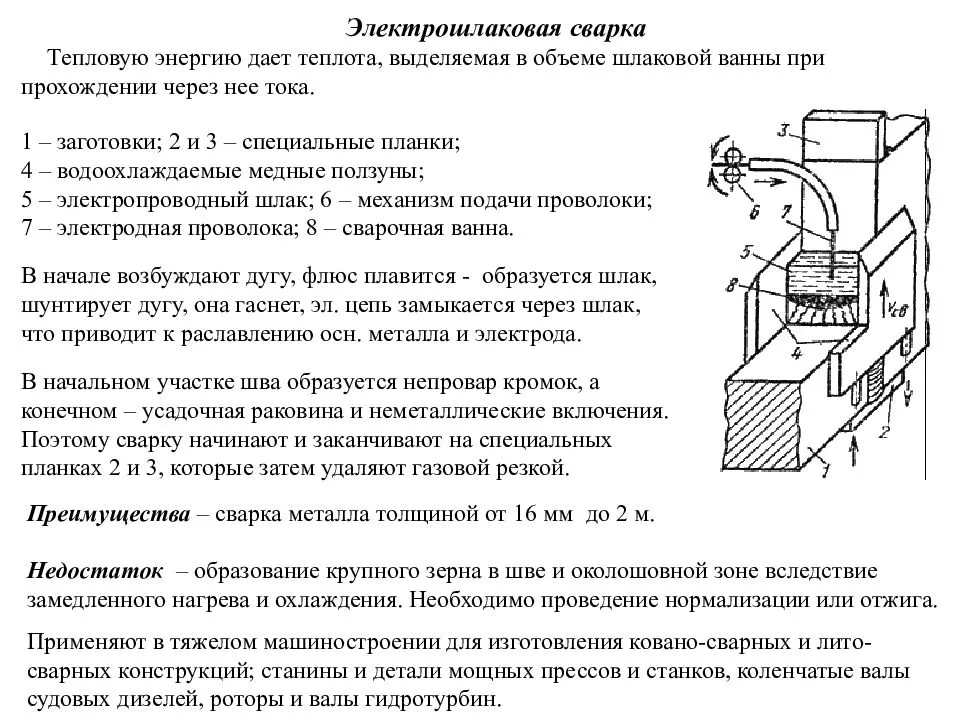
В технологии ЭШС температура для изменения состояния металла (из твердого в жидкое) достигается пропусканием тока через слой электропроводного шлака. Итак, электрошлаковая сварка — что это такое? На первой стадии все протекает как в сварке под флюсом. Следующая схема даст вам четкое представление о процессе.
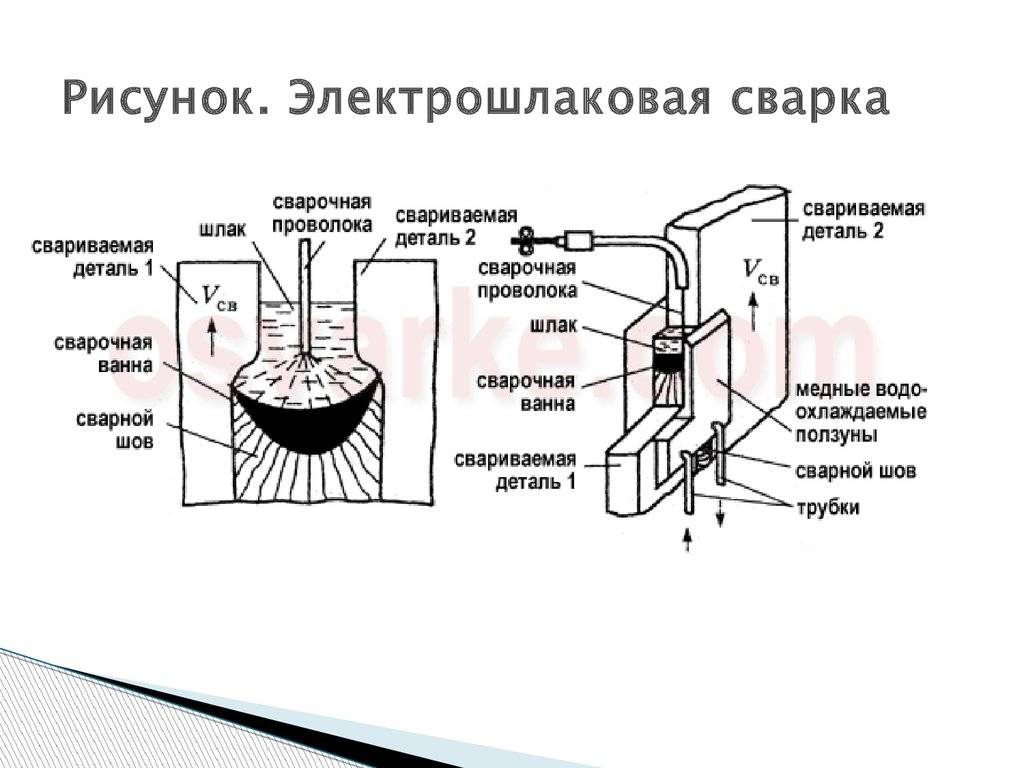
Технология электрошлаковой сварки
В зазор между кромками деталей вводится флюс. Изначально дуга зажигается между электродом и либо деталью, либо начальной планкой, ограничивающей зазор. Дуга расплавляет шлак и электрод. В результате образуются жидкие слои: снизу – металл, сверху – шлак. В этот момент дуга гаснет, т.к. сварочная проволока плавится в горячем (1600-1700°С) шлаке с высокой теплопроводностью. Сварочный ток в шлаке выделяет тепло, за счет которого дальше идет бездуговой процесс.
Специальные приспособления (ползуны) удерживают текущий шлак и металл. По мере заполнения зазора медные пластины перемещаются вверх. По всей высоте кромок образуется шов. Электрошлаковая сварка, выполняемая несколькими проволоками или ленточным электродом, решает проблему соединения толстых заготовок за один проход. Медные ползуны для предотвращения перегрева охлаждаются водой. Расплавленный шлак соприкасается с ползунами, образуя тонкую корку. Это препятствует контакту металла с медными поверхностями и возникновению в шве трещин.
Особенности и отличия данного способа:
- Зазор между деталями расположен в вертикальной плоскости.
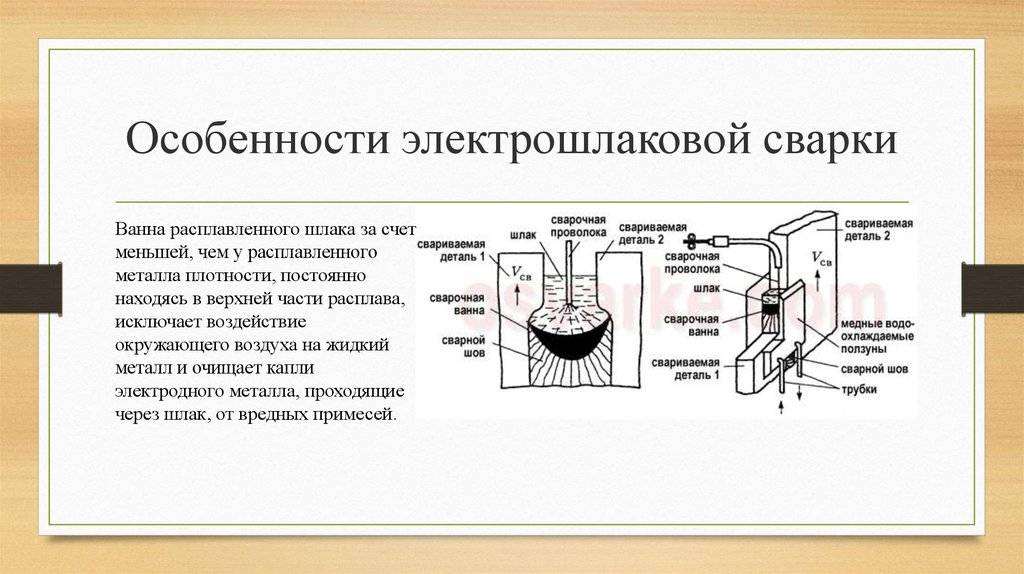
- Зона шва не взаимодействует с воздухом. Над поверхностью металла постоянно находится жидкий шлак.
- Небольшой расход флюса приводит к тому, что металл шва легируется материалом электродной проволоки.
- В процессе сварки электрошлаковой металл находится в жидком состоянии долгое время. Это способствует удалению из шва газов и легких включений.
Эти особенности повышают качество шва. Он получается плотным, устойчивым к трещинообразованию.
Особенности процесса сваривания и типы ЭШ сварки
Здесь к главному отличию относится отсутствие электрической дуги. Вся электроэнергия поступается в шлак, являющийся проводником. Благодаря такой реакции выделяется нужное для расплавки количество тепла. Специальный электрод погружают в подготовленную ёмкость с побочными продуктами. Здесь отсутствует горение дуги, но ток продолжает поступать через расплавленный шлак. Следует отметить, что у данных работ есть отличительные черты:
- расстояние между плитами, которые находятся в вертикальном положении;
- активная плоскость не контактирует с кислородом, поскольку вся площадь закрыта шлаком;
- электрошлаковая сварка сопровождается малым расходом флюса, и шов легируется электродной проволокой;
- сплав долго пребывает жидким, благодаря чему из состава испаряются лишние газы.
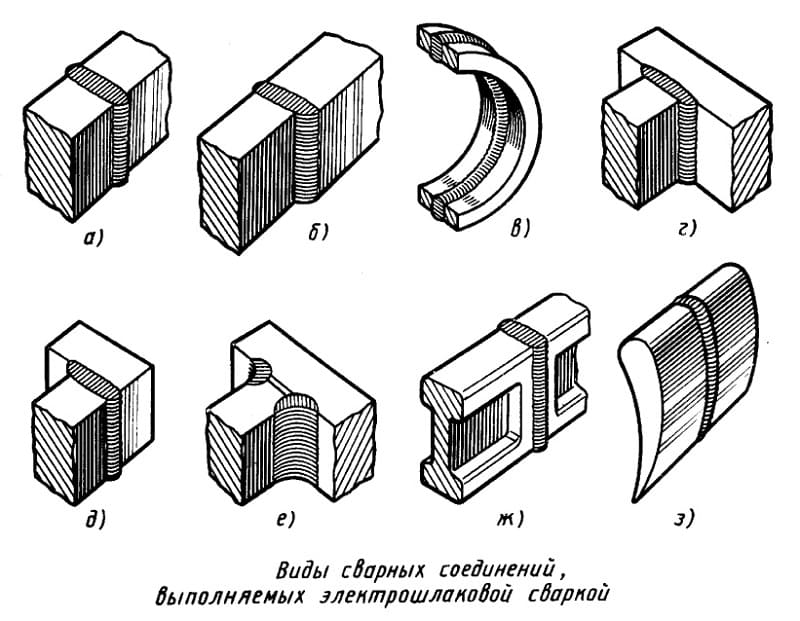
Сварные соединения, выполняемые электрошлаковой сваркой
Также присоединение звеньев протекает при помощи плоского электрода. Цилиндрические тоже можно эксплуатировать, но он доставит дополнительных трудностей. Чаще шов наносят сверху в низ, а между обоими предметами допускается наличие зазора. Но для правильности припайки в пустой промежуток помещаются медные ползунки имеющие свойства кристаллизации.
И если проводить такие манипуляции на открытом воздухе, то на поверхности способны появиться трещины. Но шлаковая субстанция защищает от подобных неприятностей.
Такая методика даёт возможность скреплять полосы неограниченной толщины, однако, исполнение работы невозможно в домашних условиях. Ведь весь механизм имеет большие габариты, а способы перемещения оборудования для электрошлаковой сварки подразумевают эксплуатацию рельсовых установок. А главным узлом является агрегат, подающий проволоку в соединительную зону.
Что касается дополнительных тонкостей, то жар, исходящий от ванны, оказывает влияние на прилегающие ко шву участки. Происходит такое из-за сильных перепадов температуры. Околошовные зоны делятся на несколько классов:
- Перегрева. В этом месте зёрна основного металла значительно увеличиваются.
- Участок полной перекристаллизации. Здесь протекают фазы превращения, но нагрева недостаточно для роста зерна.
- Самая дальняя зона. Тут происходит снижение прочности зоны, которое можно исправить грядущей термообработкой.
Да, такая автоматическая сварка невозможна в частном хозяйстве, но человек может обзавестись электрошлаковой плавильней. Она не занимает много пространства, проста в использовании, а для исходного сырья можно использовать всё что угодно: ржавые железки, чистые куски сплавов, стружку и прочее.
Чтобы правильно пользоваться таким устройством, необходимо получить важные знания. В частности, про характеристики металлопроката. Например, пластины повышенной толщины, сделанные из чугуна, титана, меди, алюминия и их аналоги, отлично подходят для такой процедуры. Однако такой вариант не годиться для спайки тонких объектов. Что касается использования, то его проще понять по зарисовкам. Схема всего процесса электрошлаковой сварки позволяет понять всю технику и особенности применения агрегата.
Сущность процесса и область применения
Что же такое электрошлаковая сварка? Нагрев металла в шлаковой массе, разогреваемой электрической дугой переменного тока. Она возникает между электродом и деталью. Другого не дано. Шлаковая ванна выполняет роль защитной атмосферы. С обеих сторон от расползания он сдерживается двумя параллельно расположенными бегунами. Они ограничивают площадь разогрева деталей. Электрод или присадочную проволоку опускают во флюс. При прохождении тока он плавится, образуя с металлом ванну расплава.
В сущности, электрошлаковая сварка – это бездуговая вертикальная сварка, в процессе задействован температурный потенциал разогреваемого током шлака. Он остается в зоне шва благодаря ползунам. Фокус заключается в том, что вертикальным способом можно за один проход проварить толстый слой сплава.
В процессе разогрева жидкий металл за счет большой плотности оседает вниз, заполняя зазор, а легкие шлаковые образования всплывают, захватывая с собой пузырьки воздуха из расплава. Ванна расплава четко разграничена на две фракции: металл/неметалл благодаря высоте сварочной зоны.
Область использования метода ЭШС ограничена:
- не применяется для тонкостенных элементов, они под шлаком расплавятся полностью;
- не образует разнонаправленных швов;
- размер деталей не должен выходить за рамки возможностей установки ползунов.
Читать также: Как правильно затачивать цепь бензопилы на станке
Метод удобен для сварки массивных элементов из различных стальных сплавов от чугуна до высоколегированных.
Какие используют флюсы
Флюсы и шлаки для электрошлаковой сварки это одно и тоже. Эта субстанция считается ведущей, и она должна подходить определённым условиям:
- обеспечение старта реакции по максимуму небольшой период времени и с любым напряжением;
- проплавление кромок на самом высоком уровне;
- большие атрибуты и крепость готового шва;
- простота чистки излишков по окончанию действий.
Станок для гибки профильных труб видео, фото, изготовление своими руками
Также для каждой процедуры требуется подбирать собственную разновидность вещества. К примеру, для низколегированных или углеродистых типов железа предназначается АН-8. Режимы его прокалки составляют 400-500 °С. В состав гранул входят оксиды кремния, марганца, кальция, магния, алюминия. В наплавленном металле будет содержаться 0,12% фосфора и 0,1% серы.






Для высоколегированных предназначается АН-22. Эта материя похожа на стекловидное строение жёлтого цвета. Что же касается режима прокалки, то он должен доходить 650-800 °С.

Флюс для электрошлаковой сварки
Во время обработки нержавеющей стали применяются флюсы АН-45 и его аналоги. Но при расплавлении этого вещества встречается большое выделение фтористых газов, что считается основным минусом. Технологичные свойства имеют следующий характер:
- Прекрасное образование шва с плавным переходом к основе изделия.
- Невысокая предрасположенность к появлению трещин и сколов.
- Размер зёрен может быть 0,25-3,0 мм.
- Неплохая определимость шлаковой корки.
Встречаются и менее распространенные разновидности. К примеру, АН-9, АНФ-1, АНФ-7. Любой из элементов выделяется химическим составом, температурой плавления и собственным видом, которые должны ещё и подходить ГОСТу.
Где применяется
Основная область применения – тяжелое машиностроение.
Возможности использования:
- соединение толстостенных листов и деталей (бронекорпусов кораблей, валов гидравлических турбин, станин мощных прессов и прокатных станов, брони танков, барабанов котлов высокого давления);
- сварка металлов, имеющих разный химический состав;
- сооружение кожухов домен;
- производство сварно-кованых и сварно-литых конструкций;
- изготовление металлургического оборудования, толстостенных цилиндров.
Метод также применяют для сварки металла небольшой толщины (14-30 мм), например, монтажных стыков корпусов судов на стапеле.
Общие принципы
Понять сущность электрошлаковой сварки проще, если рассмотреть этот процесс в упрощённом виде. Всё происходит следующим образом:
- Соединяемые детали устанавливают с некоторым зазором, величина которого варьируется в зависимости от размеров изделия, химического состава материала и параметров сварочного тока. В этот зазор помещают химическое вещество, именуемое флюсом, к которому подводят электрод.
- Подаваемый на электрод ток проходит через флюс, состав которого может быть различен. В результате нагрева образуется так называемая шлаковая ванна, внутри которой и поддерживается необходимая для расплавления металла температура. Более лёгкий, чем металл, шлак всегда находится сверху, блокируя поступление атмосферного воздуха к зоне формирования шва и увеличивая время остывания расплавленного металла.
- Чтобы удержать расплавленные материалы от вытекания, зону обработки ограждают охлаждаемыми водой подвижными ползунами, изготовленными из меди. В некоторых случаях допускается использование остающихся на уже готовой детали ограждающих пластин.
Оборудование для ЭШС
Технология электрошлаковой сварки относится к особым методам. Оборудование и расходные материалы для нее тоже особые. Это касается, прежде всего, химического состава многочисленных вариантов флюсов, предлагаемых на рынке для ЭШС.
- Марганцевые флюсы с высокими долями кремния и железа. Отлично подходят для работы со сталями низколегированных типов.
- Низкокремниевые марганцевые флюсы также предназначены для сталей теплоустойчивого типа перлитного класса, а также для низко- и среднелегированных сплавов стали.
- Безмарганцевые низкокремнистые смеси подходят для бронированных металлов.
- Фторидные флюсы выбирают для сварки деталей из нержавейки или чугуна.
Пара слов о сварочном шве высокого качества.
Качество сварочного шва – самый главный в итоге критерий эффективности всех технологий работы по металлу. Особенность ЭШС в виде минимального и очень постепенного пополнения шлаковой ванны новыми дозами флюса выливается в постоянный химических состав металла сварочного шва. А это напрямую влияет на его высокое качество.
Мы уже писали выше, что электрошлаковая сварка проводится при вертикальном положении оси шва. Благодаря этому факту газовые пузыри и частицы шлака всплывают и удаляются легче и быстрее, чем при горизонтальном положении. Вследствие этого пустоты шва заполняются металлом намного лучше.
При ЭШС практически не образуются поры и никакие другие участки низкой плотности, по крайней мере, эти дефекты наблюдаются намного реже и в меньшем количестве, чем при дуговой сварке в нижнем расположении.
Еще одно преимущество связано с оптимальным направлением роста кристаллов в швах. Это явление исключает появление зоны «слабины», которая обычно появляется в широких швах большой толщины, если процесс проходит в нижнем положении. Кроме того, снижается риск формирования кристаллизационных дефектов в швах.
 Электрошлаковая сварка.
Электрошлаковая сварка.
Следующее преимущество – отличные температурные условия для рабочей зоны. Нагревание краев металлических деталей стартует на поверхностном уровне шлаковой ванны, а расплавление этих краев начинается лишь в самой близости от вновь образованной металлической ванны.
Между этими процессами – началом подогрева краев свариваемых металлических заготовок и их расплавлением проходит совсем небольшое время – всего 2 – 3 минуты. Но их вполне хватает, чтобы скорость нагрева и скорость следующего за ним охлаждения были ниже, чем при других способах сварки. Это называется стабильностью, что напрямую работает по высокое качество шва.
Перед сваркой по технологии ЭШС кромки металлических деталей разделывать не нужно. Их складывают с зазором, который по идее заменяет эту разделку. Такой подход позволяет снизить ресурсные затраты при подготовке кромок к процессу сварки.
Электрошлаковая сварка предполагает симметричное расположение электродов. Поэтому при ее использовании нет никаких угловых изменений в виде деформации. Если толщина свариваемых металлов небольшая, например, в пределах 40 – 50 мм, ресурсные затраты на ЭШС выше, чем при дуговой сварке по флюсовой технологии, так что тонкие детали лучше варить без шлака.
А вот если толщина кромок большая, выше, например, 100 мм, то применять лучше ЭШС, которая намного производительнее и экономичнее дуговой.
Конечно, есть и кое-какие недостатки. Ориентация шва должна быть только вертикальной, иногда это не очень удобно. Процесс сварки должен быть непрерывным в обязательном порядке, в противном случае могут образоваться дефекты, в результате чего придется делать повторную сварку. Шов при ЭШС отличается своеобразной структурой – она особая, крупнозернистая.
Преимущества и недостатки
К положительным качествам технологии относятся:
- Защищенность металла от окисления. Нет необходимости использовать аргон или другой газ.
- Равномерный разогрев, медленное остывание деталей. Повышение температуры начинается с флюсового слоя. Шлаковое покрытие поддерживает стабильный уровень нагрева. Это положительно влияет на качество шва.
- Минимальное влияние силы тока на процесс формирования соединения. Прогрев происходит не из-за дуги, а благодаря шлаку. Расплавление не прекращается после отключения станка от электросети.
- Возможность сваривания толстых деталей за 1 проход. Необходимость формирования многослойных швов отсутствует. При использовании 2 электродов можно соединять заготовки толщиной более 20 см.
- Минимальный расход шлака. Объем материала не превышает 5% от массы металла. Затрачивается небольшое количество энергии. Потери, свойственные другим технологиям сварки, отсутствуют.
- Высокий КПД. При минимальных денежных вложениях можно выполнять объемные сварочные работы.
- Автоматизация большей части сварочных процессов.
- Сокращение длительности подготовительного этапа. Необязательно разделывать кромки. Зазор между деталями заполняется расплавом.
К недостаткам метода можно отнести:
- невозможность формирования некоторых видов швов (способом ЭШС выполняют лишь вертикальные или подобные им соединения);
- непрерывность процесса;
- зернистость корневого слоя, снижающая прочность шва.
Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
- Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
- Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
- В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
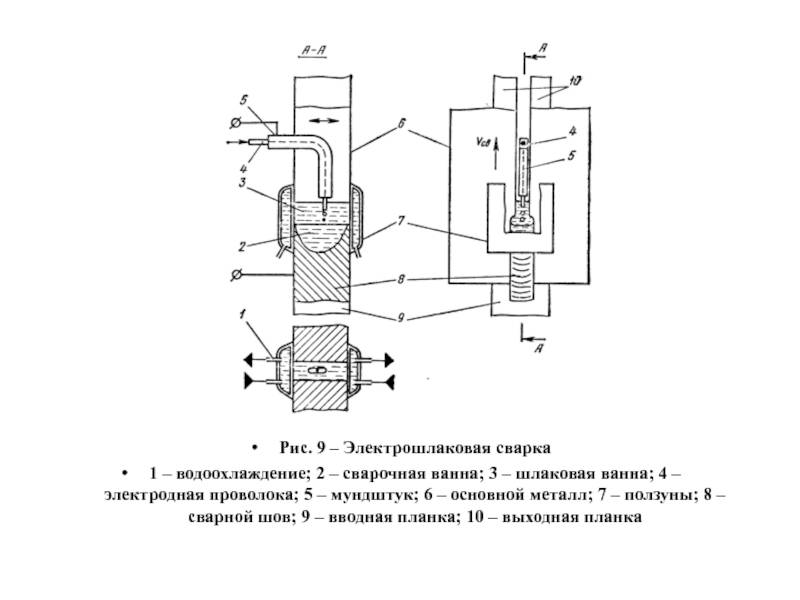
Сущность электрошлаковой сварки
Методика электрошлаковой сварки основана на применении тепла, которое вырабатывается в процессе расплава материала. Получаемая термическая энергия и выступает тем самым фактором, который обеспечивает сварочную операцию. В качестве материала, который подвергается расплавке, применяют шлаковую основу. Возбудителем процесса расплава является электрический ток, поэтому в организации процесса используется специальный генератор. К особенностям процесса можно отнести тот факт, что сварка электрошлаковая может выполняться только в условиях вертикального размещения заготовок. Под действием вырабатываемого тепла жидкий металл, который образуется в ходе оплавления электродных проволок и свариваемых элементов, заполняет собой пространство между деталями. Чтобы удержать жидкую ванну шлака и металла от излишнего перетекания, с разных сторон рабочей ванны устанавливаются охлаждаемые водой ползуны. По мере заварки шва они поднимаются и не дают рабочей массе вытекать.





Сущность процесса электрошлаковой сварки
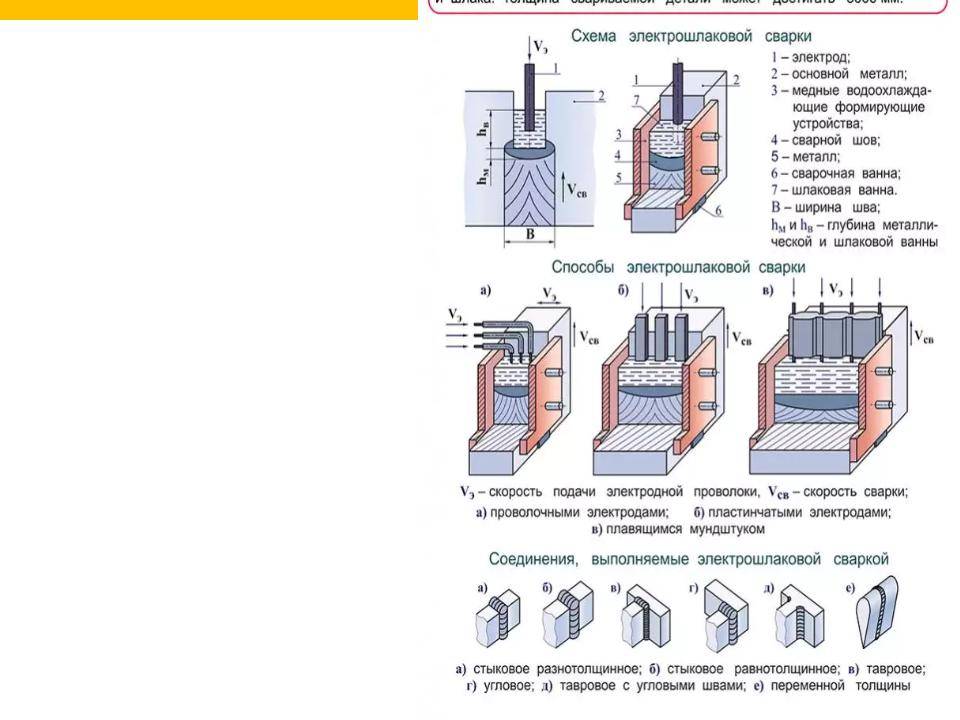
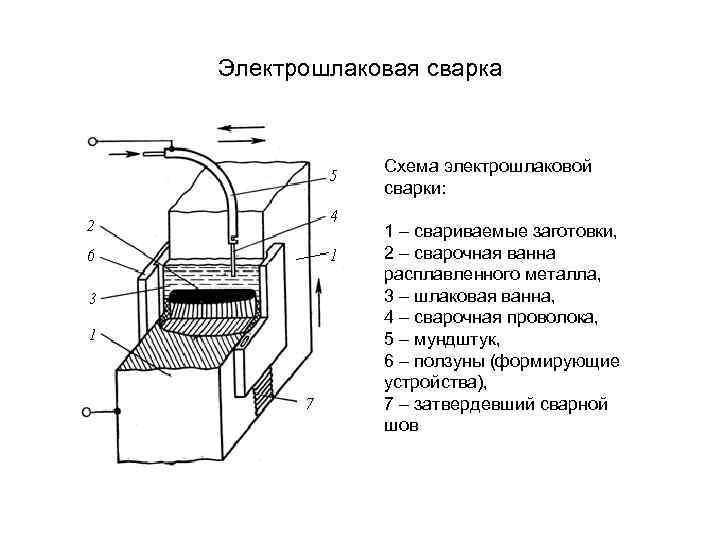
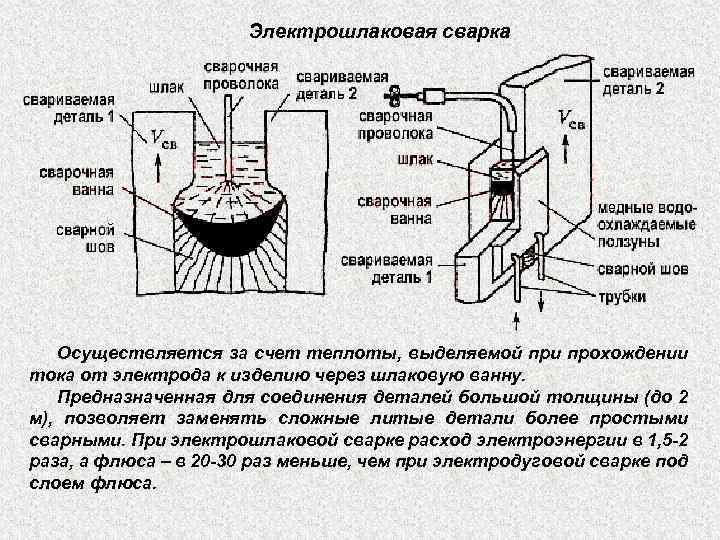
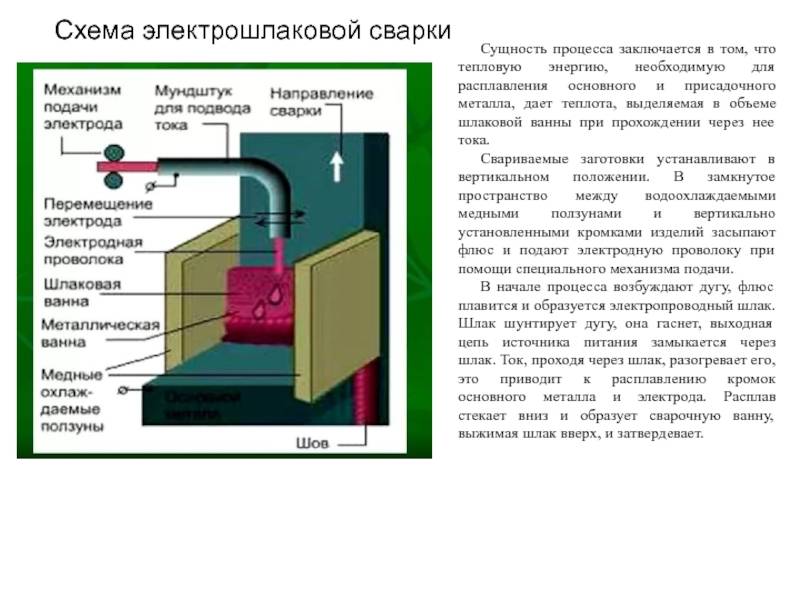
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну расплавленного шлака, расплавляет основной и присадочный металл и поддерживает постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой ванны в пределах 35-60мм. Ванну легче сформировать при вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку выполнять в нижнем положении. Для принудительного охлаждения расплава и формирования сварного шва, в большинстве случаев, применяются медные устройства с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
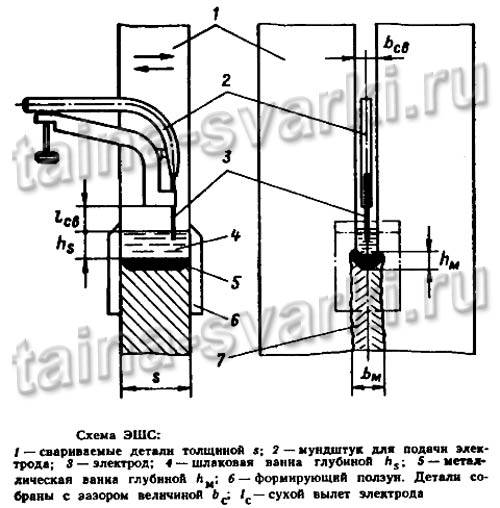
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне, а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно только благодаря постоянной температуре расплавленной шлаковой ванны. Температура расплава может достигать 1900-2000°C.
Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую ванну, а от неё — к свариваемым кромкам через капли электродного металла. Распределение всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60% идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери тепла через ползуны и теплоотвод в свариваемых деталях.
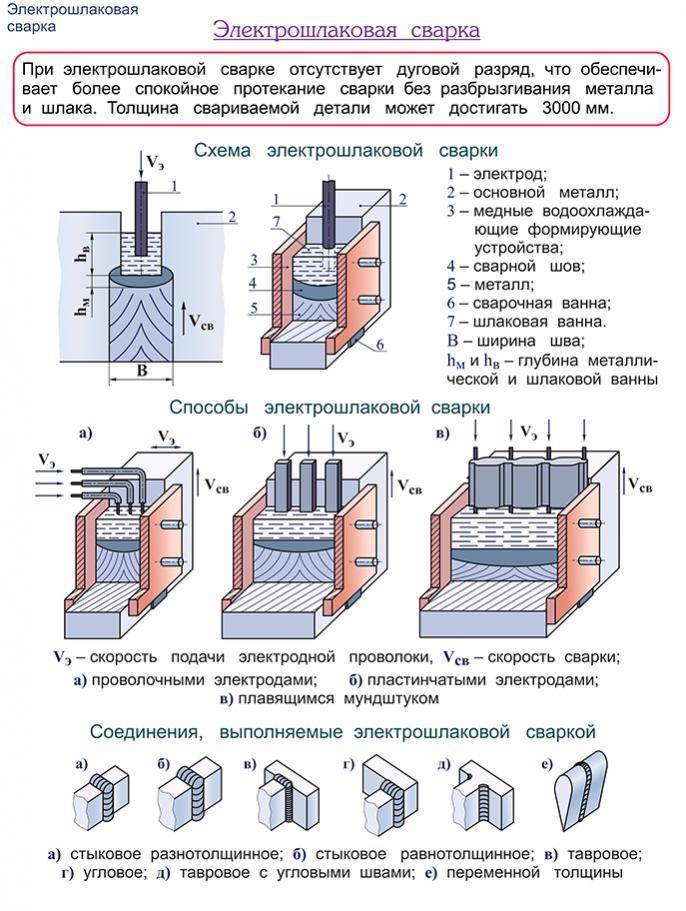
Основные схемы процесса
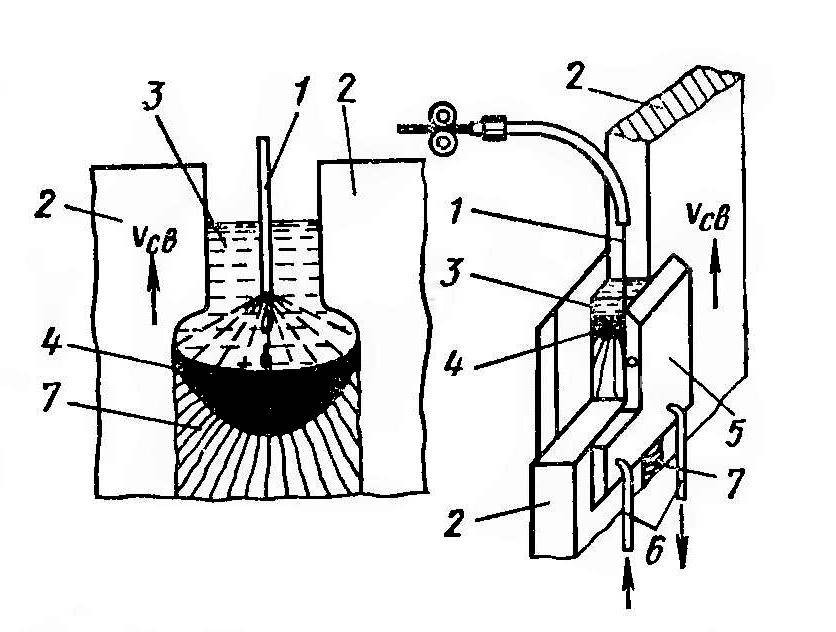
Электрошлаковый процесс может быть применён не только для сварки, но и для наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять проволочными электродами, плавящимся мундштуком, или же электродами большого сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
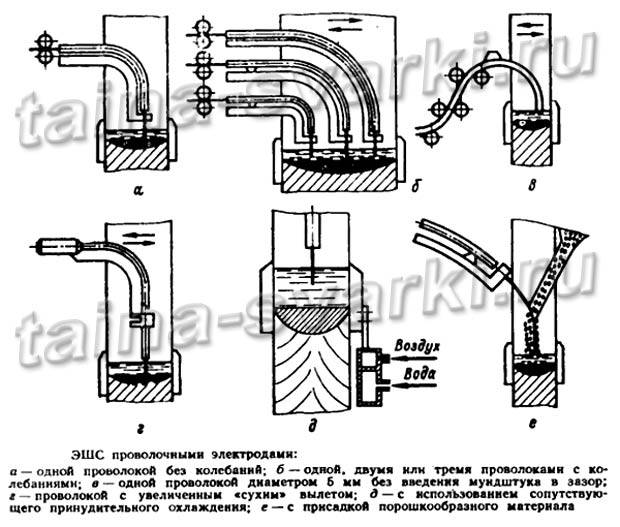
На практике наибольшее распространение получили схемы а и б, они позволяют сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм. Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2 раза производительнее схем а и б. А схема д узконаправлена и предназначена для сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
Схема е применяется при монтаже крупных изделий больших габаритов без последующей термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает высокая производительность и повышенные мех. свойства сварного шва. Все эти схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и электродами большого сечения:
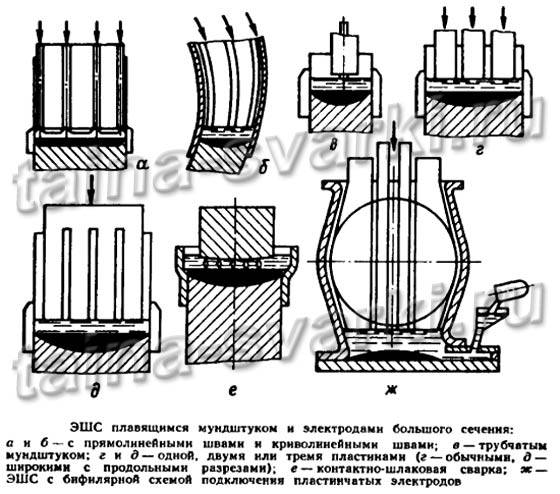
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При сварке сталей и сварке титана этим способом применяется проволока диаметром 3-мм.
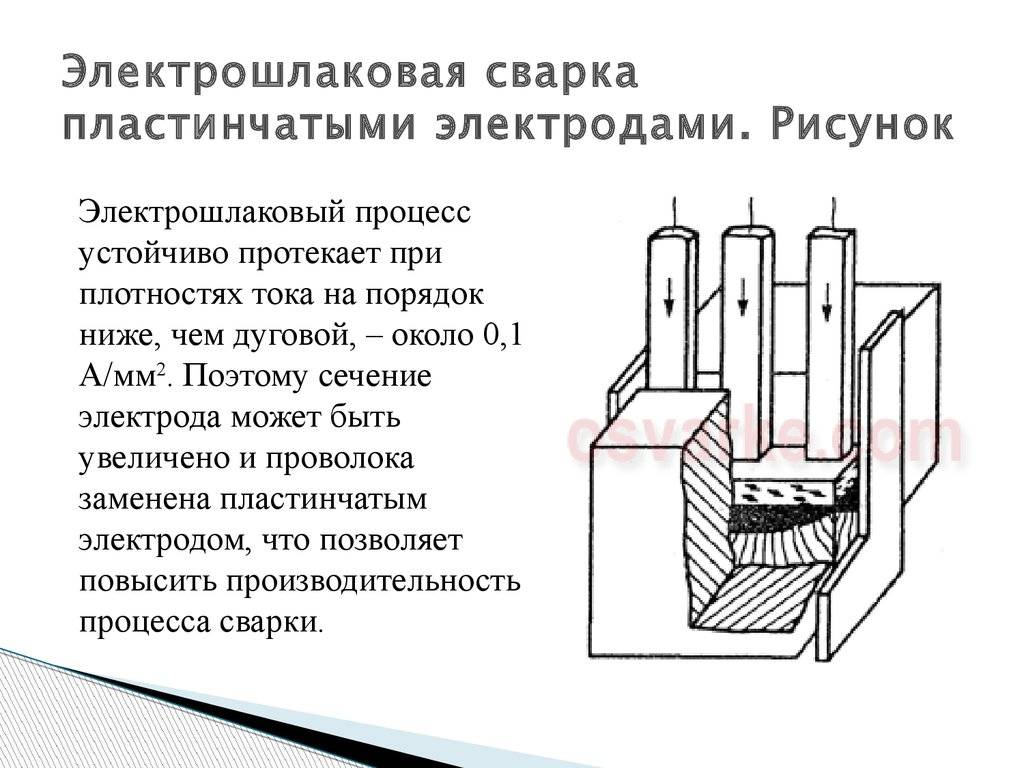
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами, имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной схемой подключения электродов к источнику питания. Такой способ сварки редко применяется для сварки сталей, он получил наибольшее распространение при сварке алюминия, или при сварке меди.
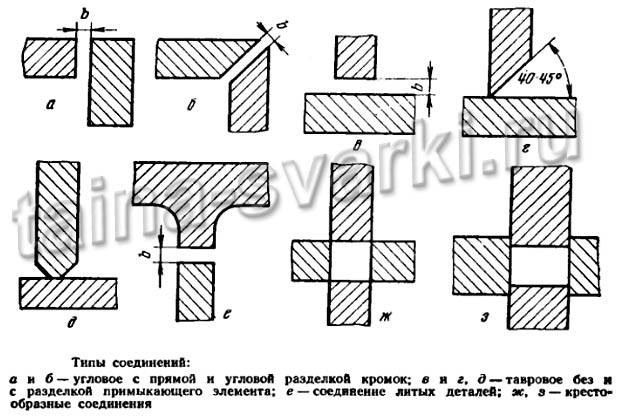
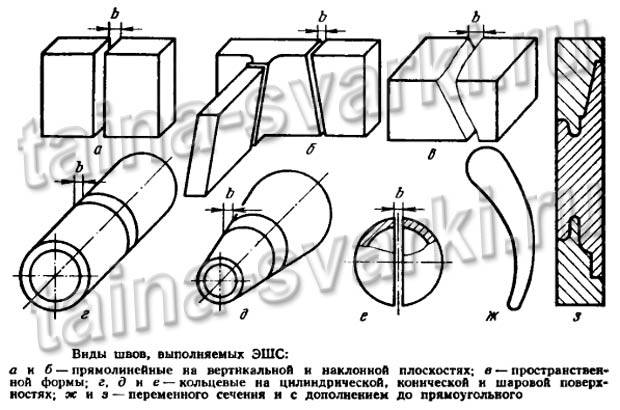
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов, которые можно выполнить при помощи электрошлаковой сварки:
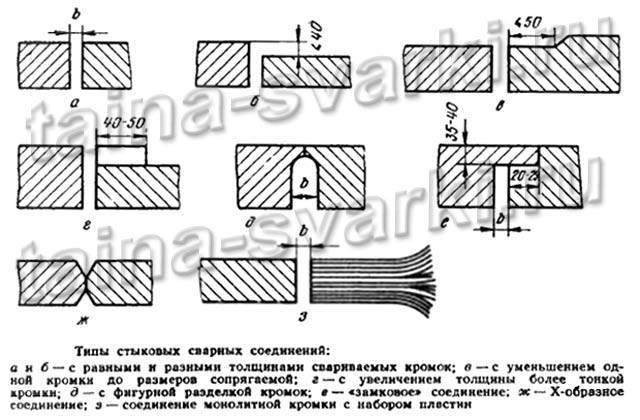
При сварке стыкового шва между двумя кромками, обычно, предусматривается технологический зазор, являющийся одним из важных параметров режима сварки. Все конструктивные элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более толстую кромку, либо к более тонкой приваривают дополнительную пластину для уравнивания толщины.
Электрошлаковая сварка угловых соединений и тавровых на практике встречается реже, чем стыковых. Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V- или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении. Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно на цилиндрической, конической или сферической поверхностях.
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой стенкой.
Та или иная форма мундштука предназначена для каждого конкретного случая. Эта форма зависит от формы свариваемого шва. Материал мундштука должен быть схож по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается к пластине мундштука при помощи электродов диаметрами 2-3мм.




Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их состав должен быть таким, чтобы исключить негативное влияние на состав сварного шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии 200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.
Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками, образующими переходной тракт. На дно кармана помещают стальной порошок или стружку. Места неплотного прилегания формирующих устройств замазывают глиной. На слой стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют напряжение холостого хода трансформаторов, расход воды в системе охлаждения формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие операции сходны с техникой выполнения прямолинейных швов. При сварке толстого металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему питания для предотвращения перекоса фаз.
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.