Эксплуатация
При работе на гильотине для рубки металла необходимо соблюдать меры предосторожности:
- оператору следует надеть спецодежду и обувь, рекомендуется спрятать свисающие предметы;
- установить защитные ограждения, не убирать, а также не проводить их замену до окончания процесса резки металла;
- при неисправности запрещается запускать ножницы, необходимо сообщить специалисту;
- при наличии грязи ее следует устранить;
- рабочие поверхности освобождают от посторонних предметов;
- зона резки оснащается соответствующим освещением.
Производители не рекомендуют превышать номинальные нагрузки на элементы гильотины. Материал перед обработкой необходимо закреплять. По окончании процесса раскроя узлы протирают и убирают от загрязнений, станок отключают.
Модификация на 3 кВт
Гильотина по металлу на 3 кВт предельной частотой способна похвастаться на уровне 35 Гц. Также следует отметить, что модели способны работать с заготовками, толщина которых не превышает 3 мм. Чаще всего их используют именно для рубки стальных листов. В данном случае можно использовать как оцинкованный, так и нержавеющий материал. Станины у таких устройств, как правило, устанавливаются широкие. Блоки управления могут использоваться самые разнообразные.
В связи с большими габаритами рамы разрабатывают с боковыми упорами. При этом фиксаторы на платформе обязаны находиться с обеих сторон. Высота верхней балки равняется в среднем около 40 см. Лезвия в данном случае стандартно устанавливаются закаленного типа под углом в 3 градуса. Подающие механизмы для таких моделей подходят больше всего гидравлического типа.
Гильотина для раскроя металла
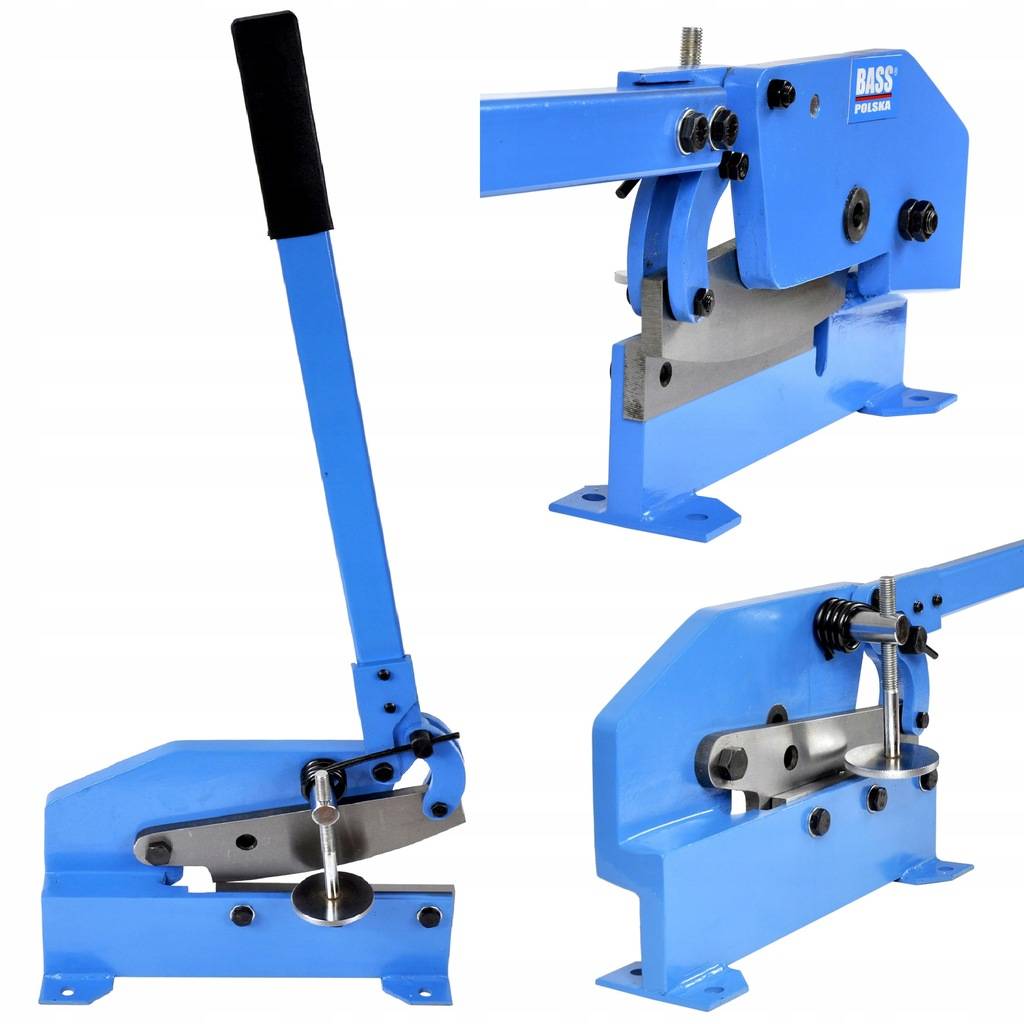
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
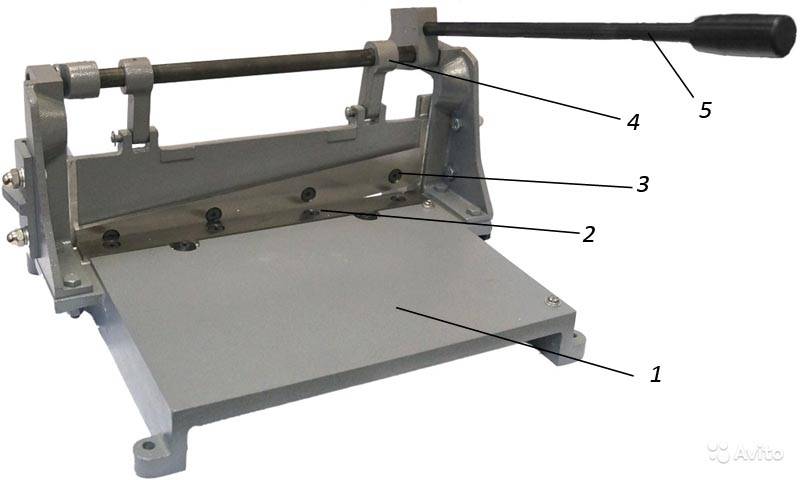
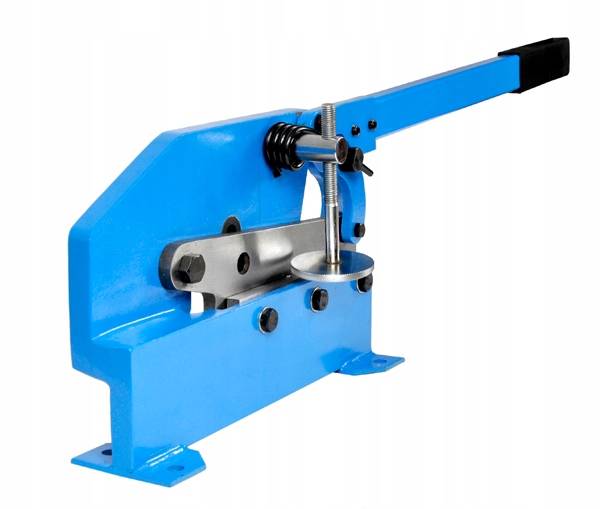
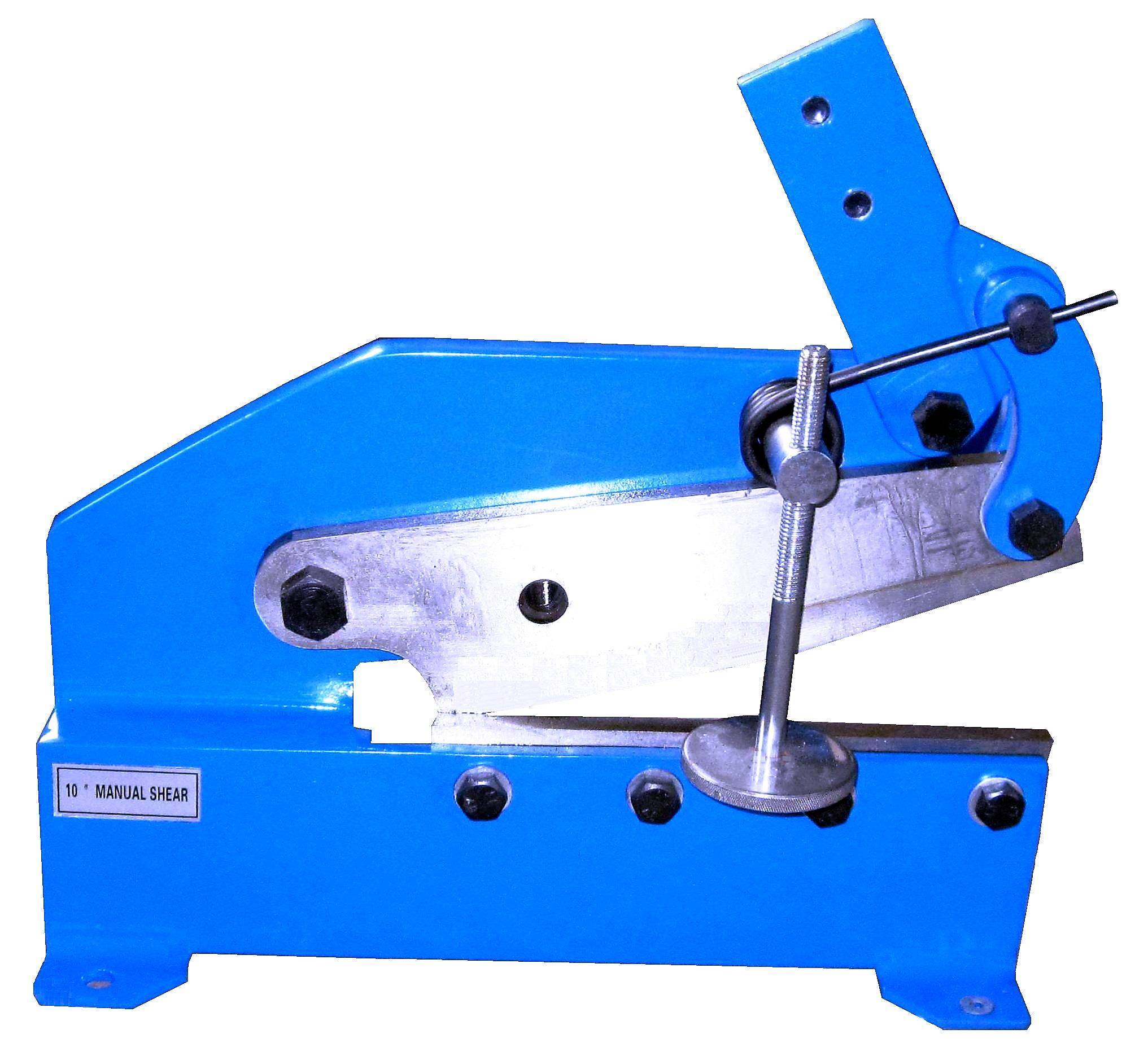
Общий вид современной ручной гильотины для раскроя металла:
1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.

Процесс резания на гильотинном станке:
1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
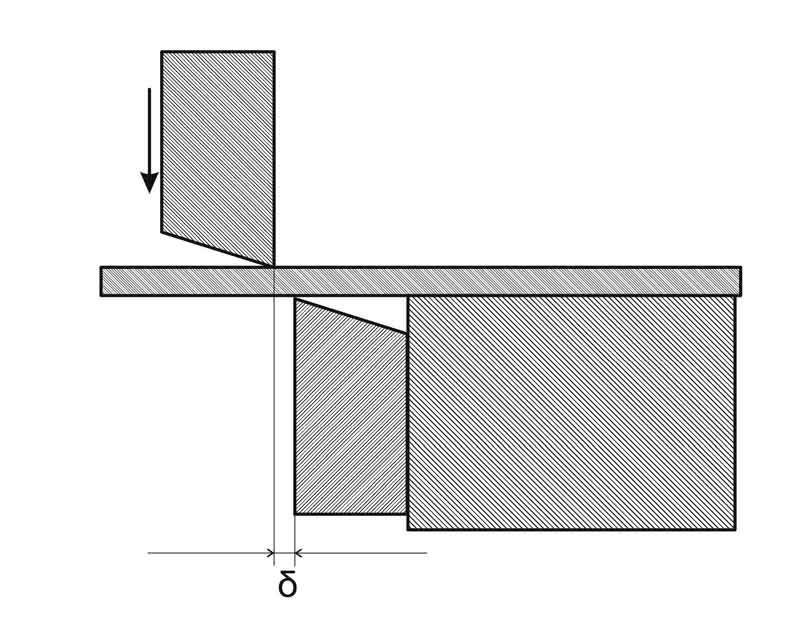
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.
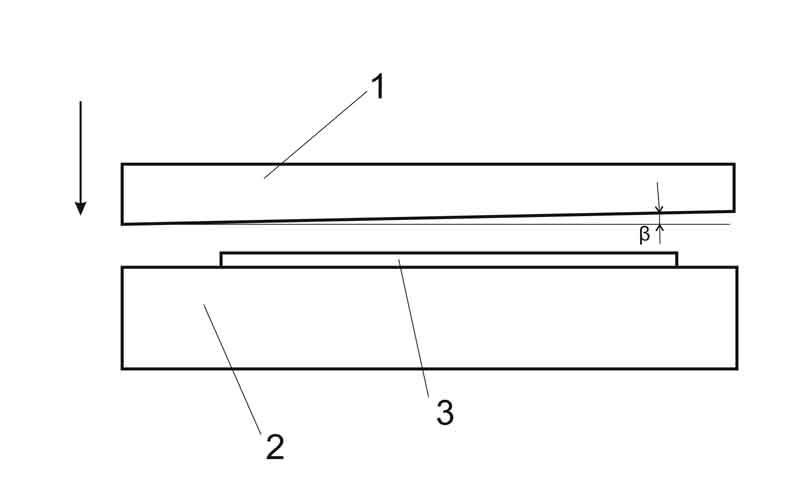
Установка активного лезвия под углом наклона β:
1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.

Гильотинные ножницы для раскроя металла с ручным приводом
Преимущества гильотины для резки металла
Самое явное преимущество обработки металла с помощью гильотины ― это возможность избежать термической обработки металлических листов. Работа с металлом осуществляется быстро и эффективно, оборудование гарантирует точность резки
Следующее важное преимущество ― стоимость оборудования. Гильотина по стоимости заметно обходит любые другие аппараты для резки металла
То есть, такой станок себе может позволить практически каждый, кто серьезно занимается обработкой металлических листов.
Если еще несколько десятилетий назад профессиональная резка металла могла осуществляться только в условиях производств и заводов, то в настоящее время оборудование стало максимально доступным. Современные технологии превратили технологическую фантастику в реальность, и каждое заинтересованное лицо может воспользоваться этой возможностью.








Еще по этой теме на нашем сайте:
- Резка металла лазером — цена лазерной установки и какую лучше купить При изготовлении всевозможных металлических конструкций и изделий возникает необходимость в использовании функционального и точного оборудования. Техника нужна для того, чтобы обеспечить качественную обработку листовых материалов,…
- Алмазная струна для резки металла — резка металла проволокой В сфере производства металлических изделий и конструкций используется весьма широкий спектр всевозможного оборудования. Основу этого технологического набора составляют станки для резки металла, которые позволяют осуществлять…
- Резка металла пропаном и кислородом — оборудование, горелка, расход и давление пропана при резке Специалисты, не без оснований считают, что газовая резка металла пропаном и кислородом нынче является наиболее эффективным и популярным видом резки. Давайте попробуем вместе разобраться, почему…
- Резка металла водой — видео гидроабразивной резки металлов Начать статью предпочтительнее будет с вопроса. Действительно, чем резка металла водой (видео процесса этого, к слову, можно найти на нашем портале) будет отличаться от других…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Устройство с регулятором лезвия
Самодельная гильотина по металлу с регулятором лезвия является востребованной конструкцией. Начинать сборку устройства можно с установки нижней рамы. После этого откроется возможность сделать платформу для будущей заготовки. Непосредственно регуляторы лезвий должны располагаться на верхней балке. Для этого устанавливаются в первую очередь боковые упоры. Большой высоты их делать не нужно. В данном случае многое зависит от размеров станины. После закрепления боковых опор можно приступить к непосредственному крепежу пластины с лезвием.
При этом прессовательные устройства могут использоваться различные. Для смены положения лезвий необходимо приварить к верхней балке специальную задвижку. Дополнительно потребуется установить фиксатор для закрепления лезвий в определенной позиции. После этого необходимо закрутить винт, с помощью которого появится возможность менять ширину зазора. Для этого нужно будет пользоваться гаечным ключом
Для того чтобы гильотина по металлу прослужила довольно долго, важно периодически уделять время обслуживанию механизма регулировки. С этой целью многие специалисты рекомендуют смазывать машинным маслом боковые задвижки
Непосредтвенно работа на гильотине по металлу может осуществляться за счет нажатия педали.
Схема и конструкция пневматических листовых ножниц
Основными узлами рассматриваемого оборудования являются:
- Два пневмоцилиндра, которые размещаются на станине ножниц, с тыльной стороны ножевой балки.
- Приводная тяга, обеспечивающая передачу усилия от пневмоцилиндра на ножевую балку.
- Плунжеры привода, жёстко прикреплённые к ножевой балке.
- Ножевая балка с установленными в соответствующих посадочных местах подвижными наклонными ножами.
- Рабочий стол с пазом для захода ножей.
- Задний/передний упор.
- Пружинный механизм прижима листа.
- Пневмораспределитель.
- Станина.
- Система включения (педальная).
Источником выработки сжатого воздуха для одной пневматической гильотины может быть обычный передвижной компрессор с ресивером объёмом 400…500 л. Мощность привода такого оборудования (например, от торговой марки Elitex) составляет 5.5 кВт, при максимально допустимом давлении 10 ат, и расходе воздуха до 850 л/мин.

Мобильного компрессора будет вполне достаточно
Во избежание повышенного шума при работе компрессоры обычно устанавливают либо в отдельном помещении, либо снабжают шумозащитными экранами.
Пневматические ножницы работают так. При включении компрессора сжатый воздух поступает в ресивер. При достижении требуемого давления включается воздухораспределитель, и энергоноситель поступает в рабочую магистраль к пневмоцилиндрам. Ножевая балка в исходном положении находится вверху, что даёт возможность позиционирования листа по заднему или переднему упору ножниц. При нажатии на педаль происходит ход ножевой баки с прижимом листа к рабочей поверхности стола. На обратный ход оборудование может быть переключено вручную, по достижении заданной величины хода, либо автоматически. В последнем случае в схему вводятся концевые выключатели, контролирующие перемещение ножевой балки. Воздух при переключении поступает в нижнюю полость обеих рабочих цилиндров, после чего механизм прижима освобождает лист, а отрезанная заготовка под действием собственного веса падает в тару, расположенную сзади пневматических ножниц. Лист передвигается на следующую позицию, и цикл повторяется.
Пневматические ножницы работают только на одиночных ходах, однако при установке дополнительных узлов могут действовать и в полуавтоматическом цикле.
Эксплуатационные достоинства ножниц с пневмоприводом:
Повышенная скорость резки, что положительно влияет на качество зоны разделения;
Низкий уровень шума от самих ножниц;
Простота системы управления.
Для качественной работы воздушные магистрали оборудуются очистными фильтрами.
Самодельная гильотина
Для гаража, частной мастерской можно изготовить самодельное приспособление для разрезания металлических заготовок. Наиболее простая и надёжная конструкция — рычажные ножницы. Этапы изготовления гильотины своими руками:
- Расчёт размеров будущего агрегата.
- Создание чертежа. На нём нужно отобразить размеры, ключевые узлы, крепёжные элементы.
- Подготовка расходных материалов, инструментов. Для создания конструкции нужно использовать металлические профиля, уголки. Рабочую поверхность можно изготовить из толстолистового металла.
- Вырезать отдельные части по размера. Скрепить их вместе. Соединения выполнить сваркой.
- Закрепить ножи.
Сварочные швы нужно зачистить с помощью шлифовальной машинки, обработать антикоррозийным составом
Важно подобрать место для размещения самодельного приспособления для резки металла. Если это настольная конструкция, изготавливать поддерживающие ножки не нужно. Достаточно расположить гильотину на верстаке
Ножки лучше всего делать из труб с квадратным сечением
Достаточно расположить гильотину на верстаке. Ножки лучше всего делать из труб с квадратным сечением.
Режущая часть для гильотинных ножниц по металлу имеет ключевое значение. Их нужно изготавливать из высокоуглеродистой стали. Максимальный показатель твердости должен доходить до 54 HRC. После выбора стали необходимо заточить режущую кромку. Для этого используется заточной станок с абразивным камнем. Оптимальный угол заточки — 90 градусов. Спустя 50–100 резов, нужно проверить режущую кромку. Если появились зазубрины, неровности, сколы, нужно провести дополнительную заточку. Перед началом работ необходимо проверить параллельность установки ножей.
 Самодельная гильотина
Самодельная гильотина
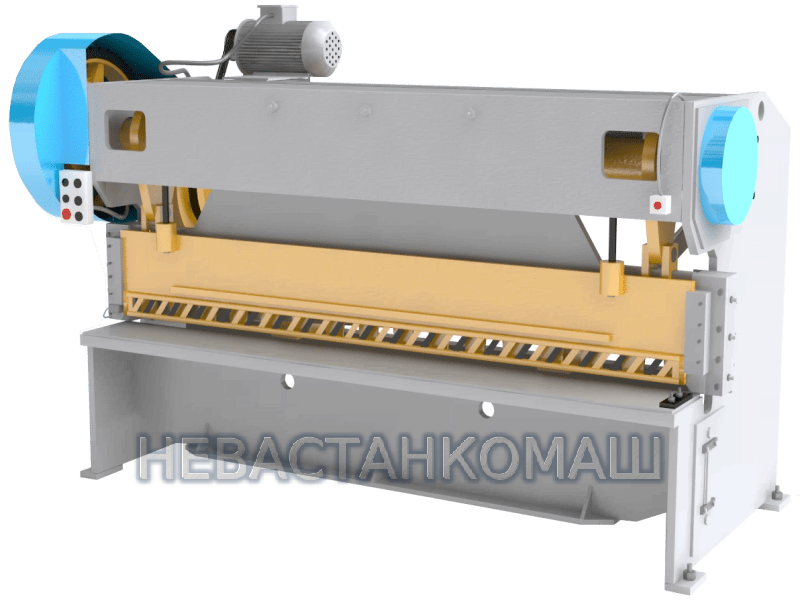
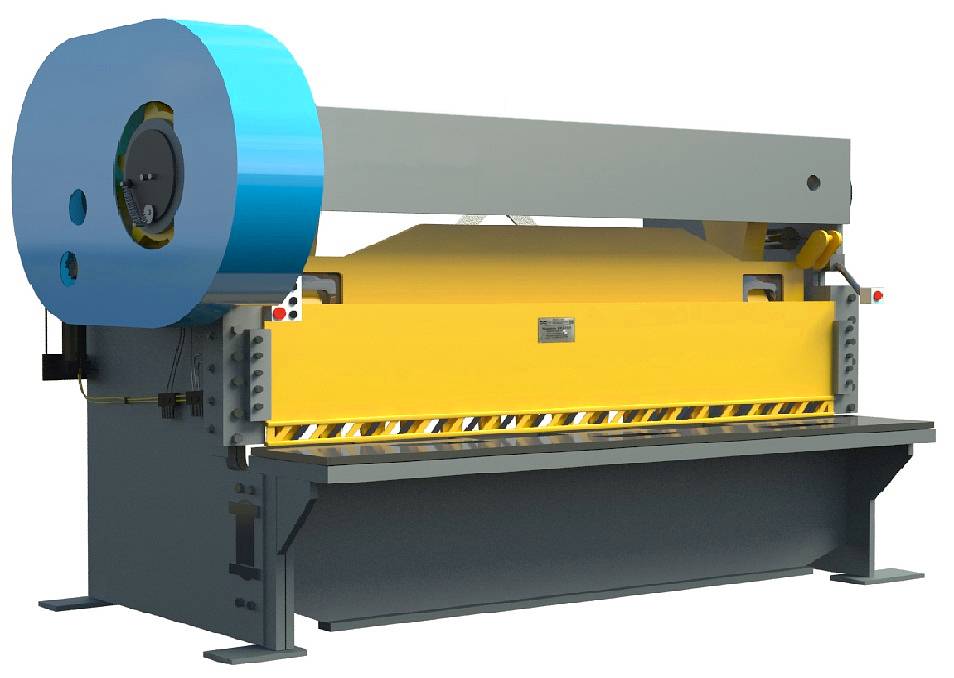
Электромеханические ножницы
Эта разновидность гильотинных станков является не менее востребованной, чем гидравлические. Обладают они столь же высоким уровнем производительности, который может достигать 60 ходов ножа за минуту, правда, рабочий процесс является более шумным. Всему виной кривошипный механизм привода, из-за которого нож быстро перемещается в нижнее положение и оказывает ударное воздействие на заготовку.
 Электромеханические станки преимущественно используют на производствах, где необходимо обеспечить высокую производительность и точность резки прямолинейных заготовок большого размера и толщины. В то же время эти машины часто применяются для раскроя металла и в частных мастерских, занимающихся мелкосерийным и кустарным производством.
Электромеханические станки преимущественно используют на производствах, где необходимо обеспечить высокую производительность и точность резки прямолинейных заготовок большого размера и толщины. В то же время эти машины часто применяются для раскроя металла и в частных мастерских, занимающихся мелкосерийным и кустарным производством.









Для эффективного выполнения подобных задач производителями была создана целая серия ножниц небольшой мощности. Они не только отличаются компактными размерами, не требуя много места в мастерской, но и могут с легкостью справиться с задачей по раскрою заготовок из различных материалов — нержавейки, пластика, меди, алюминия и оцинкованной листовой стали толщиной до 2−3 мм.
Для осуществления рабочего процесса к верхней балке с ножом подключён кривошипно-шатунный механизм, соединенный с валом отбора мощности, работающий от электродвигателя, запускаемого при помощи нажатия педали или кнопки. В момент начала работы крутящий момент от эксцентрика передается на оба конца ножевой балки, вследствие чего каждое лезвие оказывает на заготовку воздействие равной силы, обеспечивая равномерный разрез. После каждого оборота вала балка возвращается в исходное верхнее положение, после чего заготовка перемещается в рабочую зону для выполнения следующего реза.
Используемые в конструкции электромеханической гильотины с ЧПУ рабочие элементы делают из нее одну из самых точных и производительных машин для раскроя и рубки металла. Превосходство над гидравлическими моделями им обеспечивает не только более низкая цена, но и надежная кинематическая схема и простота в эксплуатации. Любой специалист, обладающий слесарной квалификацией, способен в условиях частной мастерской или небольшого производства изготовить своими руками высокопроизводительный гильотинный станок с электрическим приводом.
Модификации с подвижной станиной
Гильотина по металлу (гидравлическая) с подвижной станиной складывается довольно сложно. В данном случае многое зависит от массы рамы. Использовать с этой целью целесообразнее стальные заготовки. В первую очередь устанавливаются именно боковые стойки. После этого есть возможность сделать нижние опоры. Верхняя балка в данном случае устанавливается в последнюю очередь. После закрепления нижних опор нужно приступить к монтажу электродвигателя. Непосредственно смена положения станины обязана осуществляться через центральный коленчатый вал. Для этого на боковых опорах устанавливается две шестерни. Диаметр их минимум обязан составлять 35 см
Далее важно закрепить центральный вал
Для этого придется воспользоваться сварочным инвертором. Следующим шагом фиксируется лента. Таким образом, крутящий момент от электродвигателя передастся на боковые шестерни. Далее необходимо оценить высоту рамы. Чтобы станина никогда не слетала с нее, следует устанавливать фиксаторы. С этой целью целесообразнее снова воспользоваться сварочным инвертором. На этом этапе необходимо следить за тем, чтобы не перекрывать фиксаторами рабочую зону.
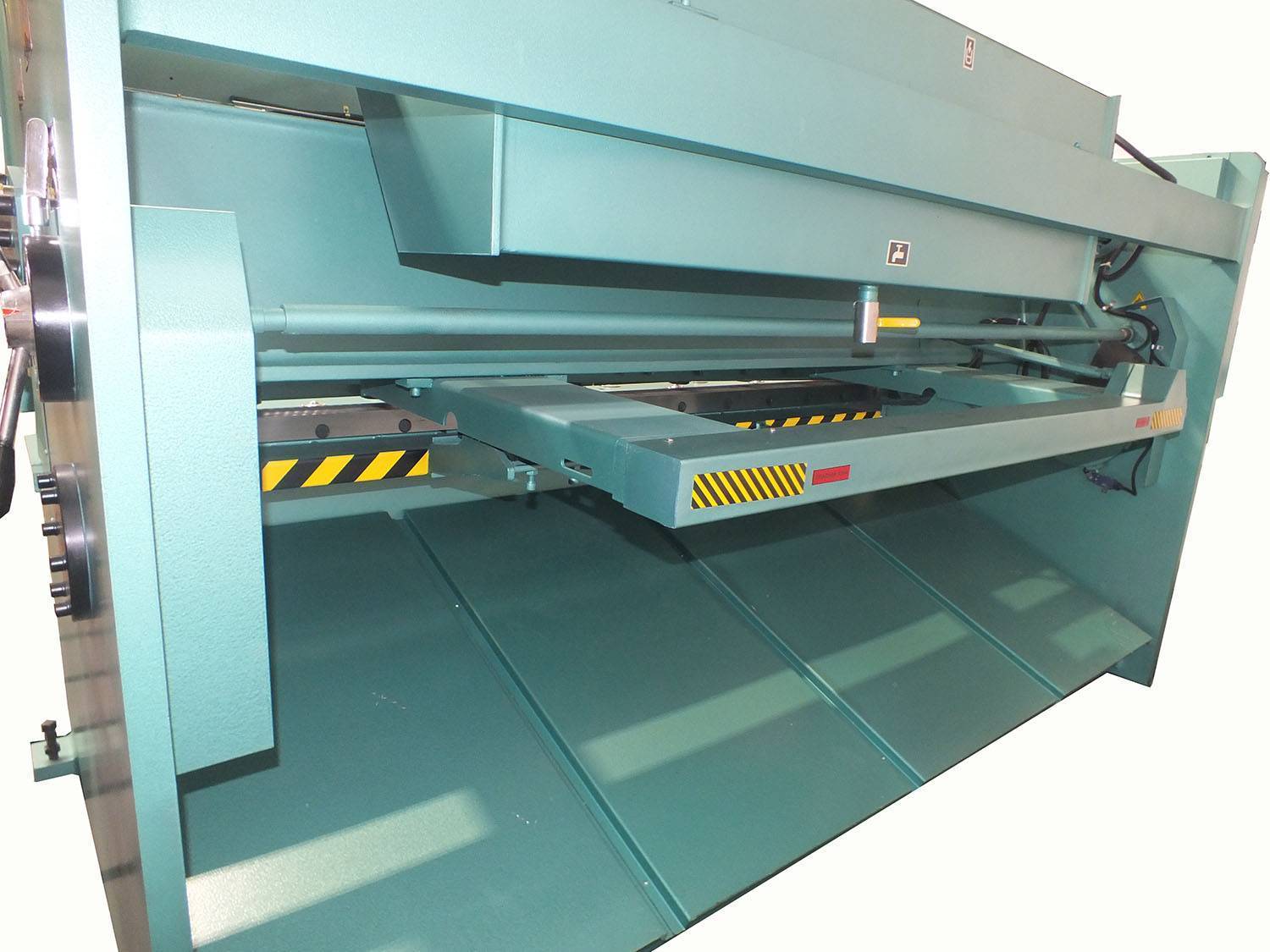
Гидравлические гильотинные ножницы
Промышленное оборудование, предназначенное для раскроя металла, в котором используется гидравлическая система привода, обладает большим запасом мощности и отличается высокой производительностью. Его используют преимущественно в серийном или штучном производстве заготовок с прямолинейными кромками из металлопроката толщиной от 2 до 20 мм и длиной реза от 1 до 3 м.
Промышленные предприятия в своей производственной деятельности используют гидравлические станки, позволяющие производить раскрой листов шириной до 6 м и толщиной более 20 мм. Это оборудование обладает значительным весом и габаритами, и чаще всего его производят в единичных экземплярах.
При использовании гидравлических станков гильотинного типа режущее устройство создает давление, превышающее 400 мПа, по всей длине разрезаемого листа. В качестве основного рабочего элемента используются ножи, которые могут двигаться по прямой благодаря вертикальным направляющим или же по дугообразной траектории. Последний вариант в состоянии даже при оказании со стороны гидравлического привода меньшего усилия разрезать заготовки из более толстого металла или сплава повышенной прочности. Причём на точность реза это никоим образом не влияет.
Для контроля зазоров между ножами используется специальная таблица, а корректировка их расположения может осуществляться как в ручном, так и в полуавтоматическом или автоматическом режиме. Достаточно востребованной разновидностью гидравлических станков является оборудование с ЧПУ. Главными его достоинствами является минимальное время настройки и простота смены режима изготовления любого из десятка возможных видов продукции, для чего нужно нажать всего лишь на одну кнопку. Благодаря тому, что вся информация хранится в памяти станка, эта задача максимально упрощается.
Гидравлические ножницы гильотинного типа отличаются от аналогичных устройств бесшумностью в работе — во время раскроя металла ножи совершают движения плавно, не оказывая сильных воздействий ударного типа, которыми сопровождается рубка металла при использовании электромеханических и пневматических машин.
В решении вопроса безопасности эксплуатации гильотинных ножниц помогают фотодатчики, установленные в рабочей области, защитные экраны и ограничители хода подающего механизма. Для своевременного возврата балки в начальное верхнее положение используются пружины или накопительные амортизаторы.
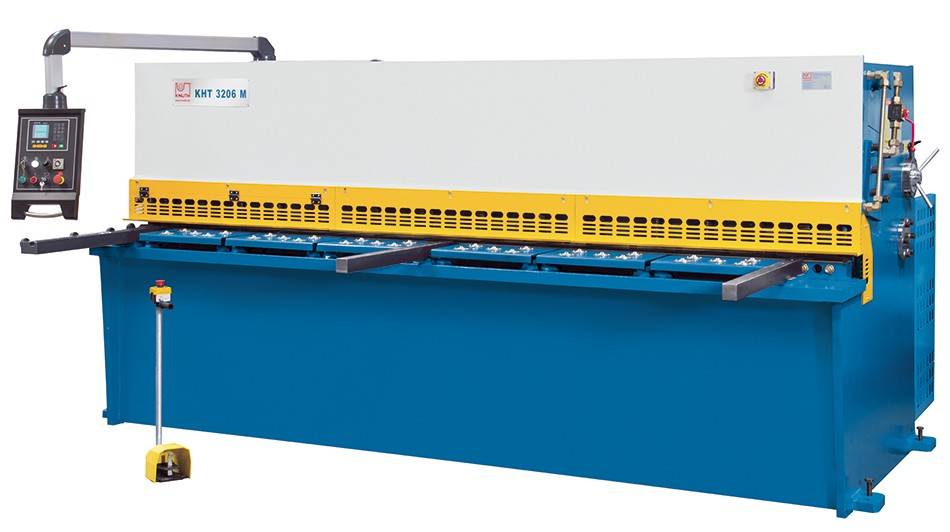
Модификации с механизмом подачи
Гильотина по металлу (настольная) данного типа в наше время встречается довольно часто. Подходят такие модификации больше всего для широкого производства. Также следует учитывать, что механизм подачи может устанавливаться разными способами. Однако работа всегда по сборке гильотины стандартно начинается с монтажа станины. После этого закрепляется рама с боковыми опорами. Следующим шагом необходимо устанавливать электродвигатель к устройству.
Для этого важно приварить над станиной платформу, на которой его можно будет расположить. Изготовлять механизм подачи следует с установки центрального вала
После этого подбирается специальный уплотнитель, на котором расположится заготовка. Следующим шагом устанавливаются ролики, по которым будет двигаться лента. Все это необходимо соединить с центральным коленчатым валом. Многие специалисты используют боковые шестерни. Затем для сборки гильотины останется только приварить верхнюю балку с ножами.
Самодельная гильотина
ручная гильотина рычажного типа
Для использования в домашней мастерской удобнее всего гильотина-резак, выполняющий аккуратный и точный рез. Устройство представляет собой винтовой пресс или струбцину, которая своими руками соединяется с резаком. Материал укладывается между основанием и столешницей, прижимается гайками, разрубается. С помощью представленной гильотины можно резать бумагу и тонкую листовую жесть, алюминий. Основа пресса — стальная пластина толщиной 1 см.
Для изготовления своими руками гильотины для металла понадобится:
- пластинка стальная 10 мм;
- несколько болтов М5;
- две трубки для направляющих;
- два отрезка инструментальной стали для резцов;
- винты М5;
- текстолит, фанера или гетинакс толщиной 10 мм;
- стяжные шпильки;
- планка для линейки.
Ход работ:
- В пластине делаем отверстия для болтов и крепежей нижнего резака.
- Своими руками привариваем трубки в качестве направляющих. Чтобы они не деформировались во время нагревания, вставьте болты.
- Оба резака выпиливаются из инструментальной стали, после чего в них делаем отверстия под крепежные болты с помощью твердосплавного сверла.
- Нижний резак на винты прикрепляем к станине.
- В качестве материала для рабочей столешницы больше всего подходит гетинакс или текстолит.
- Все стяжные шпильки в столе фиксируются гайками, а выступающие из-под гаек концы будут выполнять роль ножек.
- После окончания сборки для повышения точности резки к столешнице приклеиваем линейку.
Стоимость заводских ручных гильотин невысока, поэтому немногие мастера решаются делать их своими руками.
Видеоролик демонстрирует другую модель ручной гильотины для резки прутка, металлических полос:





Ручные станки для резки металла
Механические гильотинные станки, осуществляющие раскрой металла за счёт привода от рычага или педали, чаще всего можно встретить на промышленных предприятиях, а также в частных мастерских. Они остаются востребованными, даже несмотря на то, что имеют ограничения по толщине обрабатываемых заготовок и их видам.
 В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
В оснащении таких гильотин для металла функции режущего элемента выполняют два ножа. В течение всего процесса резки металла нижний нож располагается неподвижно. Основную часть работы выполняет верхний нож, перемещающийся по направляющим вертикально вниз или поворачивающийся вокруг оси. В таких станках на одном из концов ножевой балки располагается точка вращения, а на другом находится рукоятка.
Режущее устройство, которое может выполнять раскрой листов толщиной более 1 мм, приводит в движение редуктор. Запуск механизма в этих машинах могут обеспечивать два типа привода:
- ножной, где включение мотора осуществляется педалью;
- ручной, при котором запуск осуществляется специальным рычагом.
https://youtube.com/watch?v=Go-MKNQRcAw
В некоторых моделях могут одновременно использоваться оба типа привода. Для выполнения качественной резки металлической заготовки гильотинный станок должен быть установлен на ровной поверхности, на которой будет обеспечена устойчивость оборудования.
Гильотинные станки для рубки металла являются одними из самых востребованных видов промышленного оборудования, которое используется не только на предприятиях металлообрабатывающей промышленности, но и в домашних мастерских. Поскольку производители выпускают эти станки в самых различных комплектациях, для каждого случая раскроя металла можно подобрать наиболее подходящую модель с учетом стоящих задач.
Оборудование для рубки металла гильотинного типа пользуется большой популярностью, прежде всего, из-за высокой производительности и точности раскроя металлических заготовок. Их можно использовать для резки не только металла, но и других материалов, в том числе алюминия, меди, латуни и других
Немаловажно и то, что эти машины очень простые в обращении, поэтому даже владелец частной мастерской может быстро приобрести навыки работы с подобным станком и воспользоваться всеми его преимуществами
В ряде случаев, если позволяет слесарная квалификация, возможно даже сделать такую машину своими руками. Однако целесообразнее приобрести готовый станок, которым можно начинать пользоваться без его предварительной подготовки.