Преимущества
| № п.п. | Показатель | ПФ | ХТС | ВПФ | ЛВМ | ЛГМ |
|---|---|---|---|---|---|---|
| 1 | Точность (макс), класс по ГОСТ 26645-85 | 6…7 | 5…6 | 6…7 | 4…5 | 3…4 |
| 2 | Шероховатость (min, Ra) по ГОСТ 26645-85 | 10…16 | 6,3…10,0 | 3,2…6,3 | 3,2…5,0 | 3,2…6,3 |
| 3 | Расход формовочных материалов/энергоносителей | 1/1 | 2…4 | 0,2…0,5 | 5…10 | 0,2…0,5 |
| 4 | Трудоемкость | — | 0,7…0,9 | 1,1…1,2 | 2,3…2,5 | 0,2…0,8 |
| 5 | Стоимость модельной оснастки | — | 2…5 | 2…5 | ||
| 6 | Затраты на организацию производства | — | 1,1…1,2 | 1,1…1,2 | 1,5…3,0 | 1,8…2,0 |
Затраты на организацию производства ЛГМ, включают в себя проектирование и изготовление пресс-форм. Технология ЛГМ позволяет получать отливки весом от 10 грамм до 2000 килограмм с чистотой поверхности Rz40, размерной и весовой точностью до 7 класса (ГОСТ Р 53464-2009).
- Материалы отливок
- практически все марки чугунов от СЧ15 до ВЧ50, износостойкие
- стали, от простых углеродистых ст. 20-45 до высоколегированных, теплостойких и жаропрочных
- практически все литейные марки бронз, латунь, алюминий
Технология ЛГМ продолжает активно развивается во всем мире, но многие российские компании продолжают использовать устаревшие методы литья — более дорогие, требующие больше усилий и времени. Внедрению современного способа литья по ЛГМ мешает недостаток информации и укоренившиеся стереотипы.
Виды литья под давлением
Литье металлов под низким давлением
Литье под низким давлением завоевало заслуженную популярность в цветной металлургии. Большая часть деталей малых, средних и больших серий для многих отраслей промышленности получают этим способом.
Установка для литья под низким давлением
Литье пластмасс под давлением
Литье из пластмасс возникло практически сразу после внедрения метода литья из металлов и стало широко использоваться. 95 % всех деталей, получаемых из пластиков, изготавливаются способом литья. Разработано и широко применяется несколько способов литья из пластмасс:
- Инжекционный. Наиболее употребляемый способ, характеризуется высоким давлением и скоростью впрыскивания материала в форму. Применяется для изделий сложной геометрии, с тонкими или толстыми стенками.
- Интрузивный. Избыточное давление невысоко, первоначальный объем впрыскиваемого материала меньше объема формы. Материал продолжает расширяться в форме и заполняет ее. Применяется для отливок несложной формы и с низкой детализацией поверхности.
- Инжекционно-прессовый. Используется для изделий с большой поверхностью. Давление на расплав, кроме усилия подачи, производится также и за счет смыкания частей формы.
Литье под высоким давлением
Метод применяется как в черной, так и в цветной металлургии и позволяет получать наиболее точные и однородные отливки. Метал под высоким напором поступает в форму со скоростью до 120 м/с. и мгновенно заполняет форму.
Литье под высоким давлением
Деталям, полученным литьем под давлением металлов, практически не требуется финишная механическая обработка. Таким методом можно отливать детали практически любой конфигурации, с тонкими стенками, с готовыми отверстиями и даже с готовой резьбой.
Инжекционное литье
Инжекционный метод от обычного литья под давлением тем, что металл попадает в матрицу в виде порошка, смешанного со связующим веществом. Формы делают из высокопрочных сталей. Высокая текучесть смеси позволяет заполнить мельчайшие детали рельефа форм самой сложной конфигурации, включающих внутренние полости.
Инжекционное литье металлов
Первичные или так называемые «зеленые» отливки подвергают температурному воздействию, вызывая спекание металлического порошка и удаляя связующие вещества. В результате получают конечные, или «коричневые» отливки. Достоинством этого метода является высокая точность поверхности, делающая ненужной дополнительную механическую обработку или сводящую ее к минимуму. Другим преимуществом является высочайшая физико-химическая однородность отливки, что обуславливает ее высокую прочность и низкий износ.
Литье по выплавляемым моделям
– это процесс, в котором для получения отливок применяются разовые точные неразъемные керамические оболочковые формы, получаемые по разовым моделям с использованием жидких формовочных смесей.
Литье по выплавляемым моделям обеспечивает получение сложных по форме отливок массой от нескольких грамм до десятков килограмм, со стенками толщиной от 0,5 мм и более, с поверхностью, соответствующей 2—5-му классам точности (ГОСТ 26645-85), и с высокой точностью размеров по сравнению с другими способами литья.
По выплавляемым моделям отливают лопатки турбин, режущий инструмент (фрезы, сверла), кронштейны, карабины, мелкие детали автомобилей, тракторов.
Габариты: максимальный диаметр, высота, длина, ширина – 300 мм; толщина стенок – от 3 мм.
Масса: от 2 г до 20 кг (при художественном литье масса не ограничена)
Марки выплавляемых металлов:
- стали 25Л, 45Л, 35НГМЛ, 40ХНГМЛ, 7Х3, 30Х13, 95Х18, 20ХМЛ, 25ГСЛ;
- стали со специальными свойствами 75Х28Л, 75Х24ТЛ, 45Х26Н2СЛ, 12Х18Н9ТЛ,40Х24Н12СЛ, 20Х14Н15С4Л, 20Х25Н19С2Л, 35Х25Н35С2Л, быстрорез Р6М5ЦЛ;
- чугуны серые, высококачественные всех марок, АЧС – 2, ИЧХ17НМФЛ, ЧХ25МФТЛ;
- бронзы БрАЖ9 – 4, БрА10Ж3Мц2, БрОЦС –4 –4 –17;
- алюминий АК7ч, АК8л
Применение точного литья целесообразно для изготовления деталей:
- из стали и сплавов, трудно поддающихся или не поддающихся механической обработке (режущий инструмент, нуждающийся только в заточке его режущей кромки на наждачном круге);
- сложной конфигурации, требующей длительной и сложной механической обработки, большого количества приспособлений и специальных режущих инструментов, с неизбежной потерей ценного металла в виде стружки при обработки (турбины лопатки, части механизма швейных машин, охотничьих ружей, счетных машин);
- художественной отливки из черных и цветных сплавов.
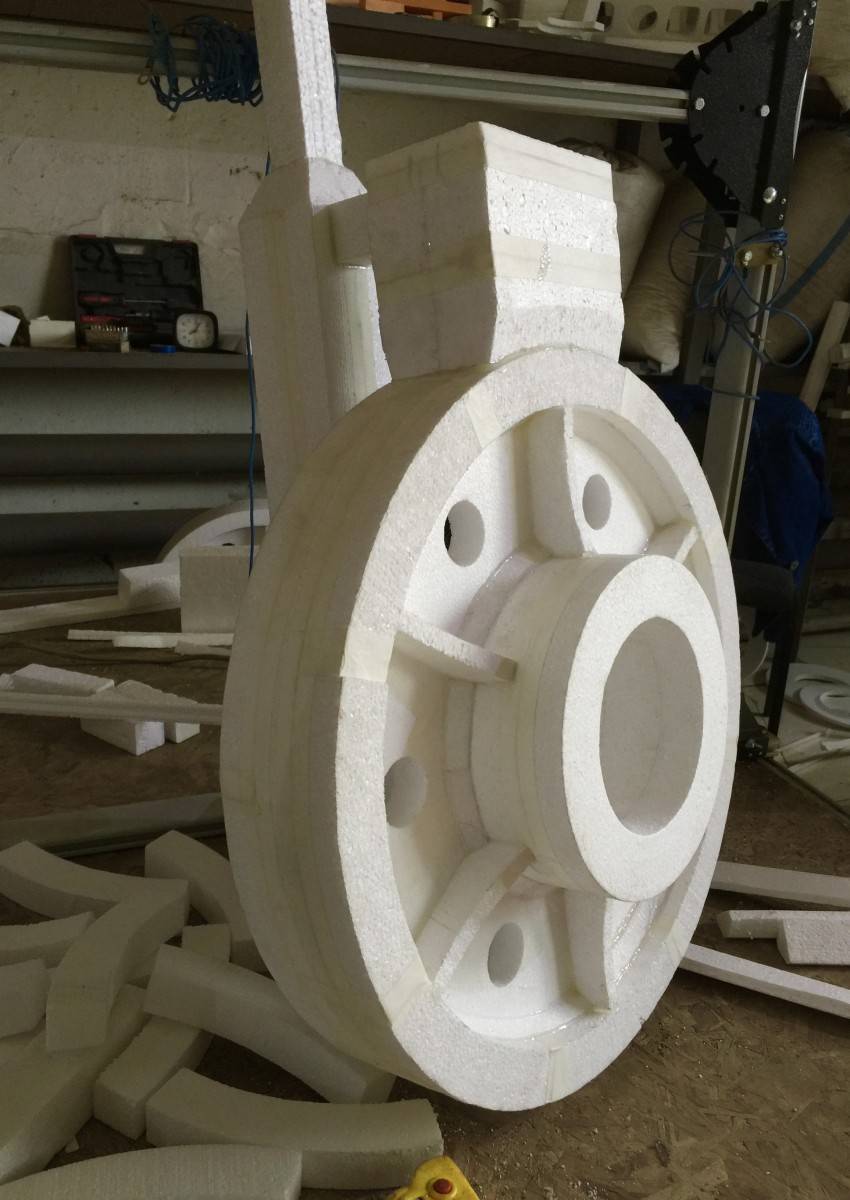
Изготовление моделей из пенополистирольных плит
В качестве материала используют готовые пенополистирольные плиты марки ПС-Б и ПС-БС с габаритами до 1000 * 700 * 100 мм. Плотность плит 20 – 25 кг/м 3 , напряжения на изгиб 0,09 – 0,23 МПа при 5%-ной деформации; остаток после испарения образца не более 2 мас. %; скорость плавления около 25 мм/с.
Пенополистирол легко обрабатывается на обычных деревообрабатывающих станках. Чистовую обработку ведут при больших скоростях резания и малых подачах, используя инструмент с мелкой насечкой, тонкие наждачные круги и шлифовальную шкурку.
Одним из способов обработки пенололистирола является обработка горячей электронагреваемой нихромовой проволокой. Температура нагрева режущей проволоки должна находиться в пределах 300 – 450 о С. Преимущество данного способа заключается в том, что гранулы пенополистирола не выкрашиваются, а оплавляются по поверхности разреза и закрывают поры.
Обычно сложные модели изготовляют из отдельных частей простой геометрической формы с последующим их склеиванием, термической сваркой или сваркой растворением пенополистирола.
Термическая сварка осуществляется с помощью струи воздуха, нагретого до 105 – 130 о С. В качестве присадочного материала используют прутки из пенополистирола. Наплывы в местах сварки устраняют заглаживанием нагретым инструментом.
Для сварки растворением пенополистирол растворяют в стироле, толуоле, дихлорэтане до достижения консистенции киселя. Полученный состав наносят тонким слоем на соединяемые поверхности, при этом материал модели несколько растворяется. После соединения поверхностей и выдержки в течение 8 – 10 мин под небольшим давлением образуется прочный однородный с материалом модели соединительный шов.
Пенополистирольные модели значительно дешевле деревянных, что особенно важно в единичном производстве. Время, затрачиваемое на их изготовление, в 2 – 3 раза меньше, при этом не расходуется древесина высокого качества
Собранные модели и модельные блоки покрывают противопригарной краской или суспензией толщиной 0,2 – 2,0 мм. После сушки покрытие предохраняет отливку от пригара и повышает прочность модели.
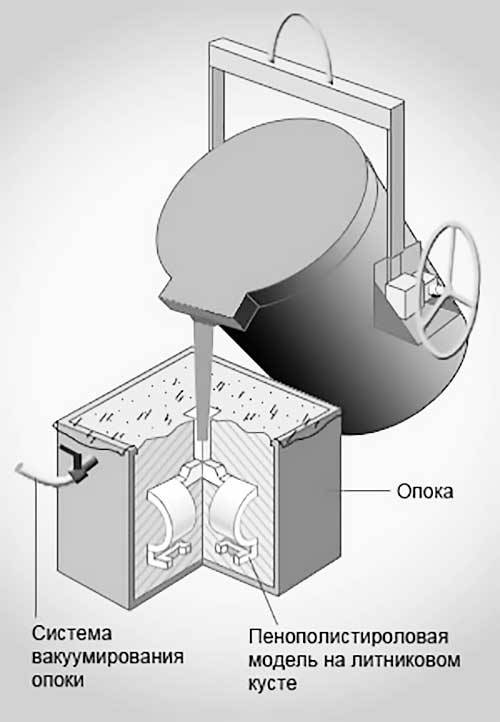




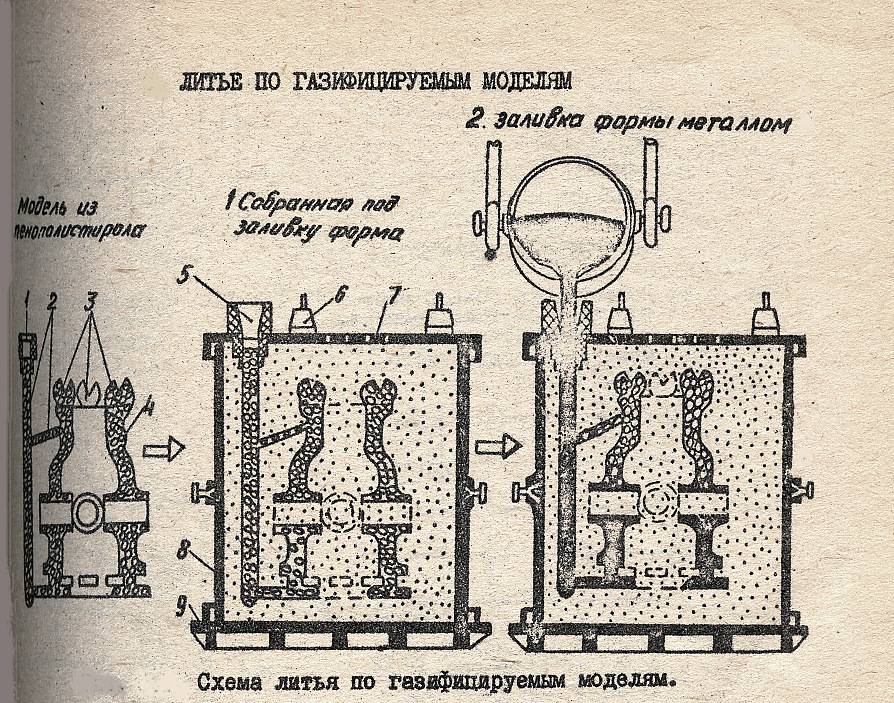



К недостаткам литья по газифицируемым моделям можно отнести безвозвратные потери материала разовой модели и выделение токсичных продуктов ее термодеструкции, что требует проведения соответствующих защитных мероприятий. В варианте процесса с вакуумированием формы во время ее заливки продукты термодеструкции модели могут поступать непосредственно из формы в установку для каталитического их дожигания до диоксида углерода и паров воды.
Основные достоинства метода ЛГМ
Методика литья ЛГМ на сегодняшний день считается наиболее перспективной. Это один из самых и высокопроизводительных способов литья. Он характеризуется следующими особенностями:
- Высочайшая технологичность. Процесс ЛГМ позволяет изготавливать высококачественную литейную продукцию в самых сложных форм-факторах.
- Универсальность. С одинаковой эффективностью и качественными показателями позволяет осуществлять производство изделий как из черных, так и из цветных металлических сплавов.
- Экологичность. Технология литья по газифицируемым моделям не предусматривает применения каких бы то ни было вредных, опасных для человеческого здоровья компонентов. К тому же метод ЛГМ не предполагает образования токсичных отходов. Расходным материалом при данной технологии изготовления литых изделий является только пенополистирол, преобразуемый в процессе заливки в углекислый газ, песок же практически не расходуется и после регенерации способен опять выполнять свои функции. Альтернативные же методы (такие как кокильное литье либо по выплавляемым моделям) требуют большего числа сопутствующих компонентов. При производстве данными методами возможно образование токсичных газов, способных нанести ущерб человеческому организму и/либо окружающей среде.
- Малогабаритность производственного оборудования. Технологические линии ЛГМ являются одними из самых компактных в сравнении с альтернативными методами литья.
- Экономичность. Способ литья по газифицируемым моделям позволяет минимизировать трудовые/финансовые затраты на чистовую механообработку. Во-первых, метод ЛГМ позволяет за одну заливочную операцию произвести сразу несколько отдельных изделий. Во-вторых, осуществляется экономия объема расплава, поскольку образуется значительно меньшее число ненужных, технологических элементов, следовательно, уменьшается металлоемкость. В свою очередь это приводит к минимизации механической обработки, доводки литой заготовки до требуемых геометрических параметров. При использовании метода ЛГМ поверхность полученных изделий получается значительно более гладкой, что зачастую является достаточным, поэтому зачастую отсутствует необходимость в шлифовально-полировальных операций.
- Высокое качество продукции. Устаревшая кокильная технология литья подразумевает прямой контакт рабочего расплава со стенками формы, что приводит к значительному снижению ее ресурса, образованию дефектов рабочих поверхностей. Метод ЛГМ позволяет эксплуатировать заливочные пресс-формы на протяжении гораздо большего числа использований, при этом добиваясь практически идеального качества полученной продукции. При соблюдении всех несложных технологических нюансов вероятность образования дефектов отсутствует, все геометрические параметры изделия соблюдаются в течение всего эксплуатационного периода.
Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.
Заделка замазками или мастиками – декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитывание применяют для устранения пористости. Отливки на 8-12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок.
Газовую и электрическую сварку применяют для исправления дефектов на необрабатываемых поверхностях (раковины, трещины). Дефекты в чугунных отливках заваривают с использованием чугунных электродов и присадочных прутков, в стальных отливках – электродами соответствующего состав
Основные рекомендации по выбору способа литья
При сравнении различных способов литья необходимо учитывать следующие факторы.
1. Технологические свойства сплава.
Литье в металлические формы нежелательно применять:
— при пониженной жидкотекучести металла, т.к. высокие скорости охлаждения приводят к быстрому остыванию и кристаллизации расплавленного металла, что может стать причиной образования недоливов и спаев;
— при высокой склонности материала к усадке, так как возможно образование трещин из-за низкой податливости формы, препятствующей свободной усадке отливки в литейной форме.
2. Сложность формы отливки.
В зависимости от конфигурации, размеров, массы и необходимого количества стержней отливки делят на шесть групп сложности. Наиболее простые отливки относят к первой группе, которая характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих рёбер, фланцев, отверстий, а также внутренними поверхностями простой формы. Типовые изделия – крышки, фланцы, муфты, колёса вагонеток. Самые сложные отливки относят к шестой группе, которая характеризуется криволинейными наружными поверхностями, имеющими рёбра, кронштейны и фланцы значительной протяжённости, пересекающиеся друг с другом под различными углами, а также внутренние полости особо сложной конфигурации с затруднёнными выходами на поверхность отливки. Типовые изделия – станины специальных металлорежущих станков, сложные корпуса насосов, рабочие колёса гидротурбин.
Сложные по конфигурации отливки получают литьем под давлением, по выплавляемым моделям, в песчаных формах. Литьем в кокиль получают отливки с простой наружной конфигурацией, а центробежным литьем – отливки типа тел вращения. Наиболее тонкостенные отливки получают литьем по выплавляемым моделям и литьем под давлением.
3. Количество.
В условиях крупносерийного или массового производства рентабельны способы литья с применением металлических или оболочковых форм. Но если необходимо изготовить одну или всего несколько отливок (единичное производство), то нерационально изготавливать для этого дорогостоящий кокиль или использовать дорогостоящее литьё по выплавляемым моделям. Поэтому в данном случае может окупиться и является наиболее рациональным применение литья в песчаные формы, для которого можно использовать недорогие деревянные модели.
4. Требуемые точность геометрических показателей и качество поверхности.
Следует выбирать способ, обеспечивающий заданную точность размеров и шероховатость поверхности. Высокое качество поверхности позволяет либо исключить последующую механическую обработку, либо выполнять ее с минимальными припусками. Это дает возможность сохранить при механической обработке литейную корку, имеющую повышенную твердость и износостойкость, снизить себестоимость готовых деталей за счет экономии металла. Однако при этом увеличиваются расходы на литейное оборудование и оснастку, их ремонт и обслуживание. Поэтому, при выборе метода получения отливки следует проводить технико-экономический анализ не одного заготовительного (литейного), а двух этапов производства – заготовительного (литейного) и механообрабатывающего.
Наиболее точным показателем, определяющим эффективность применения того или иного способа, является себестоимость изделия.
При выборе оптимального способа получения отливок, как правило, требуется проводить сравнительный анализ возможных вариантов литья и их технологических показателей, ориентировочно представленных в табл. 1Л.
Главные преимущества технологии ЛГМ
На сегодня технология литья ЛГМ признаётся специалистами самой перспективной. Этот метод не только обеспечивает высокую производительность, но и обладает рядом других достоинств:
Экологичность
Применения данной методики литья производится без использования ядовитых или опасных для человека веществ. Более того, применение технологии ЛГМ не связано с образованием отходов, опасных для внешней среды. Основное вещество, которое подвергается химической и термической обработке, это пенополистирол. По окончании всех операций он превращается в безопасный углекислый газ.
Кварцевый песок после завершения процесса обновляют, и его можно использовать в новом производственном цикле. Другие технологии — выплавляемые модели или коктильное литьё — основаны на использовании множества других веществ и материалов. Кроме этого, альтернативные методики приводят к возникновению различных токсичных веществ, которые вредоносны для человека и/или экологии.
Универсальность
Технология ЛГМ достаточно эффективна и обеспечивает качественное изготовление продукции из чёрных или цветных сплавов металлов.
Технологичность
Ещё одним преимуществом является высокая технологичность методики, с помощью которой можно производить качественные литейные изделия сложнейших форм.
Экономичность
Технология ЛГМ позволяет существенно снизить трудовые, а в конечном итоге и финансовые издержки на механическую обработку изделий. Основным преимуществом метода является возможность во время одного технологического процесса изготовить несколько разных изделий. Также существенно экономиться объём расплава, так как появляется на порядок меньше излишних технологических элементов, что понижает металлоёмкость.
А это ведёт к значительно меньшим затратам на рутинную механическую доработку и сопутствующих операций, с помощью которых изделие доводится до необходимых геометрических форм. При использовании технологии ЛГМ поверхностные погрешности готового изделия минимизируются настолько, что в большинстве случаев производить шлифовально-полировальные работы просто не нужно.
Классификация применяемых составов для точного литья
Материал можно сгруппировать по нескольким параметрам: основа, тип используемого наполнителя, температурный диапазон запрессовки в пресс-форму, размер линейной усадки.
По первому параметру смеси делят на следующие группы:
- вещества на базе парафина и других углеводородов;
- составы с базой из минвоска;
- сплавы на основе ряда смол естественного происхождения;
- материалы на основе искусственных смол и восков;
- металлы с пониженной температурой плавления.
В зависимости от типа используемого наполнителя в пастообразном видемодельные составы делят на несколько групп:
- без наполнителя;
- газообразные (обычный воздух);
- жидкий (обычная обессоленная вода);
- твердые, нерастворимые (ограниченно растворимые или полностью растворимые) в жидком пластификаторе.
В зависимости от каждого из следующих типов определяется маркировка модельных составов. На практике применяют чаще всего парафиново-стеариновые модельные смеси, имеющие доступную стоимость и хорошие характеристики. Они могут многократно использоваться при условии регенерации после 5-6 циклов. Последняя выполняется серной кислотой, которую добавляют в нагретую до 70-90 градусов смесь с последующим перемешиванием и выдержкой при этой температуре в течение часа. За это время происходит выпадение осадка, который удаляется, а в оставшуюся часть добавляется жидкое стекло. Последнее удаляет остатки серной кислоты, которая выпадает в удаляемый осадок в течение 2-3 часов. Завершающей стадией регенерации модельного состава остается добавление 3-5% свежего стеарина, который частично теряется во время обработки серной кислотой.
Изготовление моделей
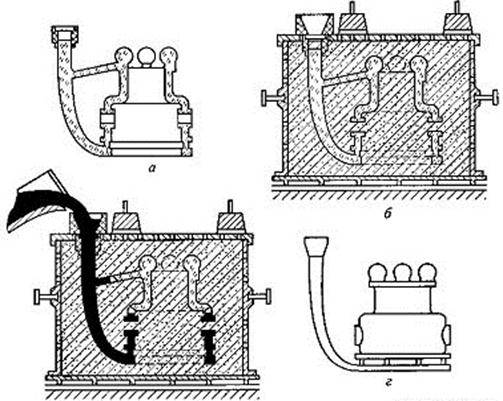
Модельный состав, состоящий из двух или более легкоплавких компонентов: парафина, стеарина, жирных кислот, церезина и др., в пастообразном состоянии запрессовывают в прессформы (рисунок 2.5, а). В качестве материала прессформ в зависимости от вида производства используют гипс, пластмассы, легкоплавкие металлы, сплавы, сталь или чугун. После затвердевания модельного состава прессформа раскрывается и модель (рисунок 2.5, б) выталкивается в ванну с холодной водой.


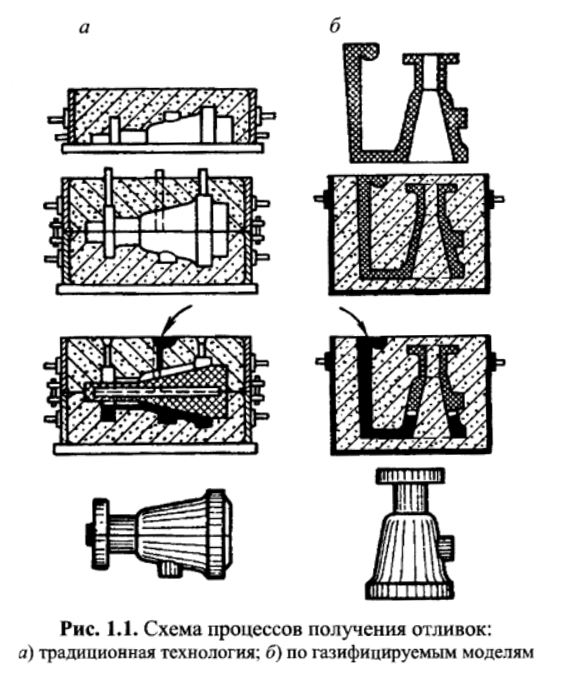





Рисунок 2.5 – Последовательность операций процесса литья по выплавляемым моделям:
1 – прессформа; 2 – модельный состав; 3 – модель; 4 – модельный блок; 5 – емкость с керамической суспензией; 6 – специальная установка для обсыпки; 7 – кварцевый песок; 8 – бак с водой; 9 – устройство для нагрева воды; 10 – электрическая печь; 11 – оболочки; 12 – жаростойкая опока; 13 – ковш с расплавленным металлом
Автоматизированное производство
Процесс литья по выплавляемым формам, технология которого адаптирована под автоматическую установку, одновременно позволяет изготавливать стояк и воронку для литниковой системы.
К отливкам из металла государственным стандартом предъявляются такие же требования, как и к продукции, полученной другим способом. Плавка рабочего материала осуществляется по заводской технологии.
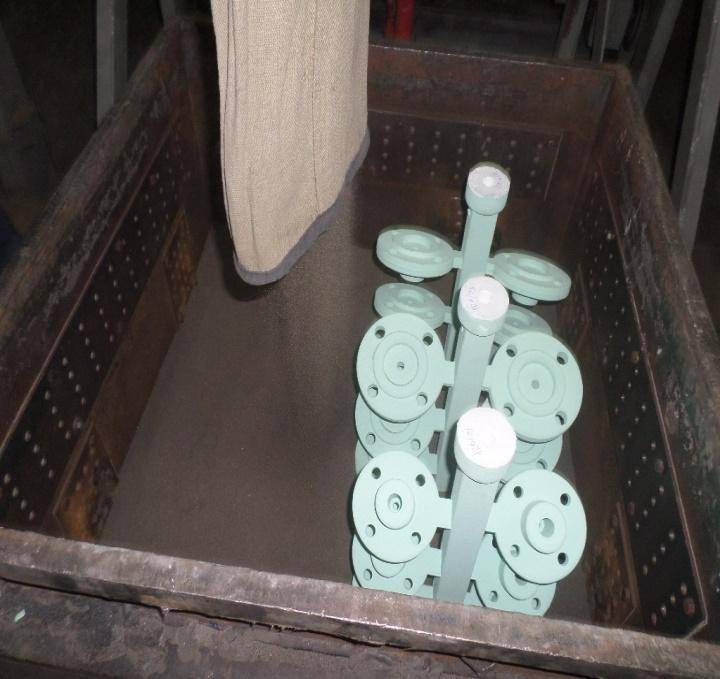
Выбивка отливки производится после охлаждения пресс-формы на пневматической установке с поворотом опоки на 180 С для удаления сыпучего наполнителя. Отделение заготовки производится несколькими способами:
- вибрацией на специальной платформе;
- продавливанием через обрезную форму штампа;
- отрезкой электроинструментами;
- анодной и механической резкой.
Очистка заготовок от оболочки из шликера производится методом выщелачивания горячим раствором КОН. Остаточные фрагменты зачищаются инструментами со щеточной или наждачной насадкой.
Степень чистоты поверхности отливки зависит от состояния и конструкции пресс-формы, вида модельного состава, фракции кварцевого песка, способа выплавления состава и режима прокалки оболочек, химического состава отливки.
Плотность материала отливки формируется положением формы на рабочей платформе. Компенсацию усадки стали в процессе затвердения обеспечивает конструкция питающей системы. Точность исполнения металлической отливки проверяется оптическим компоратором. К недостаткам литья по модели относится сложность и длительность технологического процесса, высокая стоимость оснастки.
https://youtube.com/watch?v=c-uIIKRfsG8
3D-принтеры для изготовления форм
Быстро получить качественную литейную форму можно с помощью технологий Binder Jetting и SLS. 3D-принтеры, работающие по данным технологиям, печатают формы из специального литейного песка.
Технология BinderJetting — нанесение связующего вещества
Данная технология позволяет напечатать сложную по геометрии песчаную форму без какой-либо дополнительной обработки. После печати можно сразу приступать к отливке. Основным преимуществом технологии BinderJetting является то, что нет необходимости в каких-то особых условия для работы подобного принтера: печать возможна при комнатной температуре.

Процесс печати по технологии Binder Jet.
Материал, в данном случае — песок, распределяется по рабочей платформе с помощью ролика. Далее, печатающая головка наносит связующий клей поверх порошка. Платформа опускается по толщине слоя модели и объект формируется там, где песок связан с жидкостью (т.е. с клеем). Не использованный материал, по аналогии с SLS-технологией, является поддержкой для будущей модели.
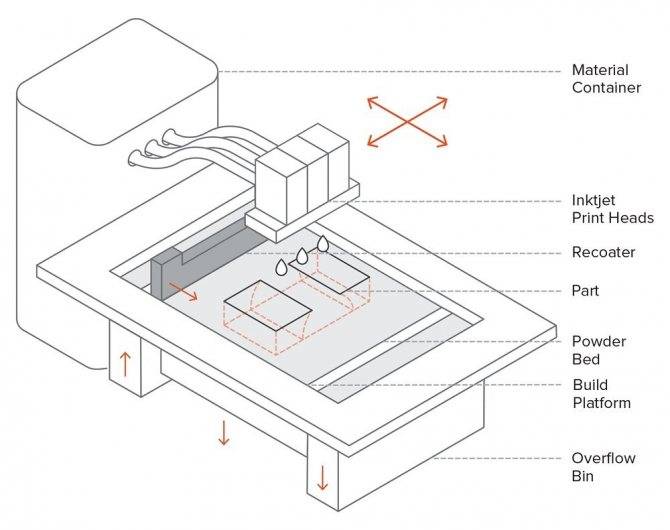
Принципиальное устройство принтера с технологией Binder Jet.
Формы для отливки, напечатанные по технологии Binder Jet.
FHZL PCM1500

Песчаный 3D-принтер FHZL PCM1500 печатает модели с точностью ±0.3 мм, с толщиной слоя от 200 мкм. Вмещает детали до 1500x1000x700 мм.
FHZL PCM2200

Песчаный 3D-принтер FHZL PCM2200 с еще более вместительной рабочей камерой — 2200x1000x800 мм. Печатает кварцевым, кальцинированный, синтетический и хромитовый песком детали с толщиной слоя от 200 мкм.
ExOne S-Max Pro

Промышленный 3D-принтер ExOne S-Max Pro печатает прототипы и формы из песка с толщиной слоя от 260 мкм. Габариты печатаемых моделей не должны превышать размеры рабочей камеры — 10400х3520х2860 мм.

ExOne S-Print

Промышленный 3D-принтер ExOne S-Print с рабочей камерой 800х500х400 мм, печатает изделия с толщиной слоя от 240 мкм.
SLS-печать литейных форм
Основное отличие от указанной ранее SLS-технологии — использование в качестве материала для печати литейного песка, предварительно плакированного полимером. Материал спекается лазером, после чего очищается. Полученная форма помещается в прокалочную печь для отверждения, которое происходит при температуре 300-350 °С. Главное отличие от Binder Jet — более высокая детализация готовой литейной формы. Правда, для получения готовой формы требуется больше времени, из-за необходимости дополнительной обработки.
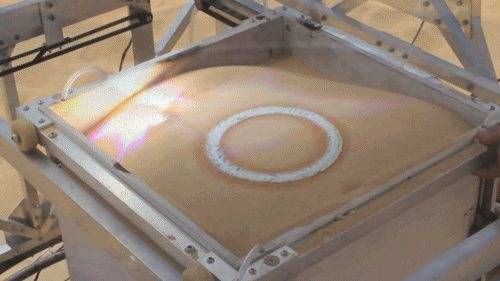
Солнечная 3D-печать
Кстати, есть ещё одна интересная технология печати песком — Solar Sinter. Разработал её немецкий инженер, дизайнер и художник Маркус Кайзер. Солнечная 3D-печать отлично подойдет для создания песчаных литейных форм, хоть и очень невысокой точности.
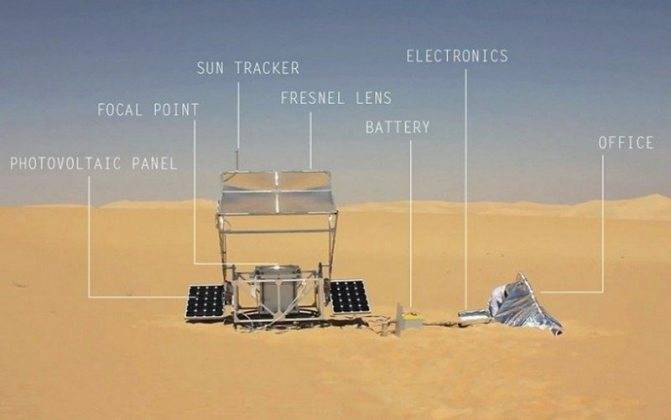
Стоит обратить внимание, что с собой необходимо взять офис. Маркус Кайзер предлагает пирамидальную палатку со светоотражающим покрытием — отличное укрытие от жаркого солнца
Если ваше предприятие находится в пустыне, то это оптимальный вариант — кругом песок и солнечный свет, которые доступны в стандартную девятичасовую смену. Необходимо только привезти с собой сам принтер с компьютером. Принтер оборудован линзой Френеля, которая концентрирует солнечный свет в пучок, что дает возможность плавить песок с температурой 1400-1600°C; солнечным трекером, что отслеживает положение солнца и поворачивает линзу к нему; и фотоэлементами, для питания электроприводов установки. Главный плюс — экономия на электроэнергии, материалах и аренде помещения. Но еще важнее, пожалуй, концептуальность.








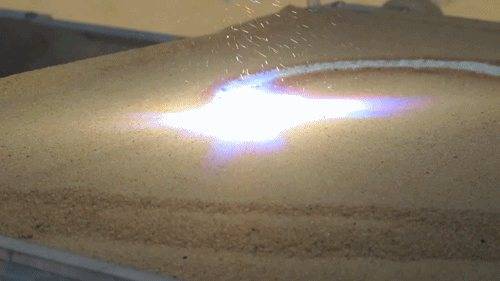
Процесс печати на солнечном 3D — принтере
Такой принтер, и в силу специфики применения, и из-за невысокой точности получаемых моделей, вряд ли можно использовать для промышленных нужд. Но для художников и ремесленников он станет настоящей находкой. Печатать на нем литьевые формы, пожалуй, занятие сомнительное, а вот арт-объекты — самое оно.
Извлечение модели из рабочей зоны солнечного 3D-принтера производится с помощью столовой ложки. Можно использовать вилку, но скорость будет ниже.
А если серьезно — кто знает, куда зайдут технологии дальше? Порой безумные проекты открывают новые возможности в нашей повседневной жизни.
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
Облицовочная жидкость, для приготовления которой используется этилсиликат , содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +120С…+150С или в горячей воде 90С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре ~ 900С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.