Содержание документа
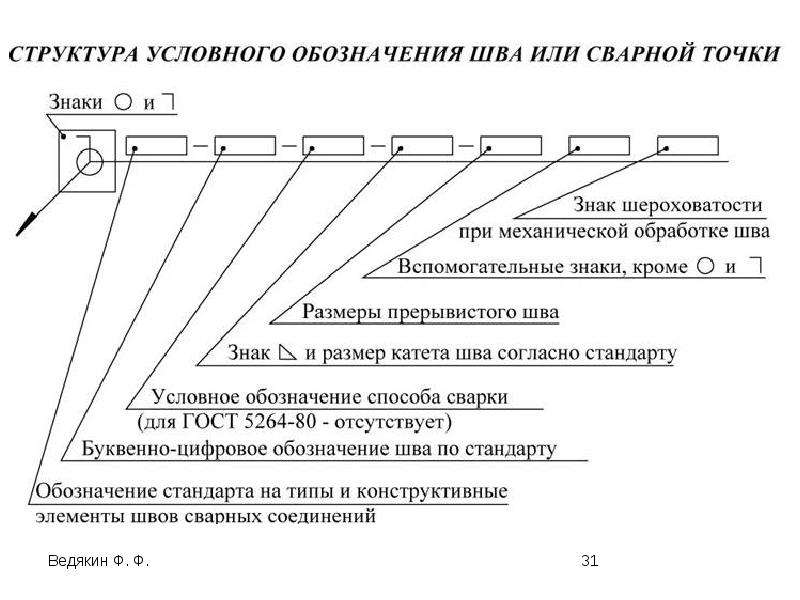
ГОСТом определена символьная структура, используемая для отображения на чертежах стандартных видов сварки. Условное обозначение состоит из нескольких блоков информации, разделённых знаком дефис.

В начале структуры находится основной блок, включающий отображение, определяющее характер сварки. Так, в соответствии с принятой классификацией, это может быть замкнутый, незамкнутый, прерывистый или точечный шов.
Используемые графические обозначения в ГОСТе выглядят соответственно как круг диаметром 3 – 5 мм, прямоугольник с отсутствующей слева стороной, фигура в виде латинской буквы Z, либо отрезок прямой, наклонённый вправо и образующей угол в 60° с горизонталью.
Все условные знаки, использующиеся в качестве средств отображения различных видов сварки на чертежах, чертятся тонкими сплошными линиями, и имеют одну высоту с обозначением типа шва.
После основного блока информации следуют шесть дополнительных, часть которых может отсутствовать. Дополнительные блоки включают в себя следующие сведения:
- ГОСТ, определяющий нормы выполнения данного типа сваривания деталей;
- графический символ, которым обозначается на чертеже соединение по ГОСТу, состоящий из букв и цифр;
- ГОСТ на используемый тип сварки. Например, если сварка ручная, указывается ГОСТ 5264 – 80;
- величина катета, которую показывает число, стоящее после изображения прямоугольного треугольника (принятое обозначение катета);
- информация, уточняющая характеристики сварного шва.
 Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Для шовной разновидности контактной сварки – расчётная ширина сваривания. В случае применения прерывистой шовной контактной сварки, указываются ширина и длина швов, а также шаг между ними.
В последнем блоке информации выделено место для размещения дополнительных сведений, на усмотрение конструктора, уточняющего или дополняющего характера.
Типы швов и их расшифровка
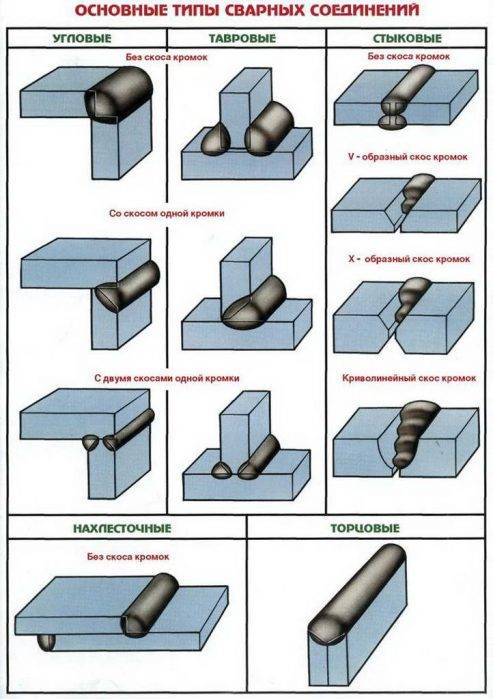
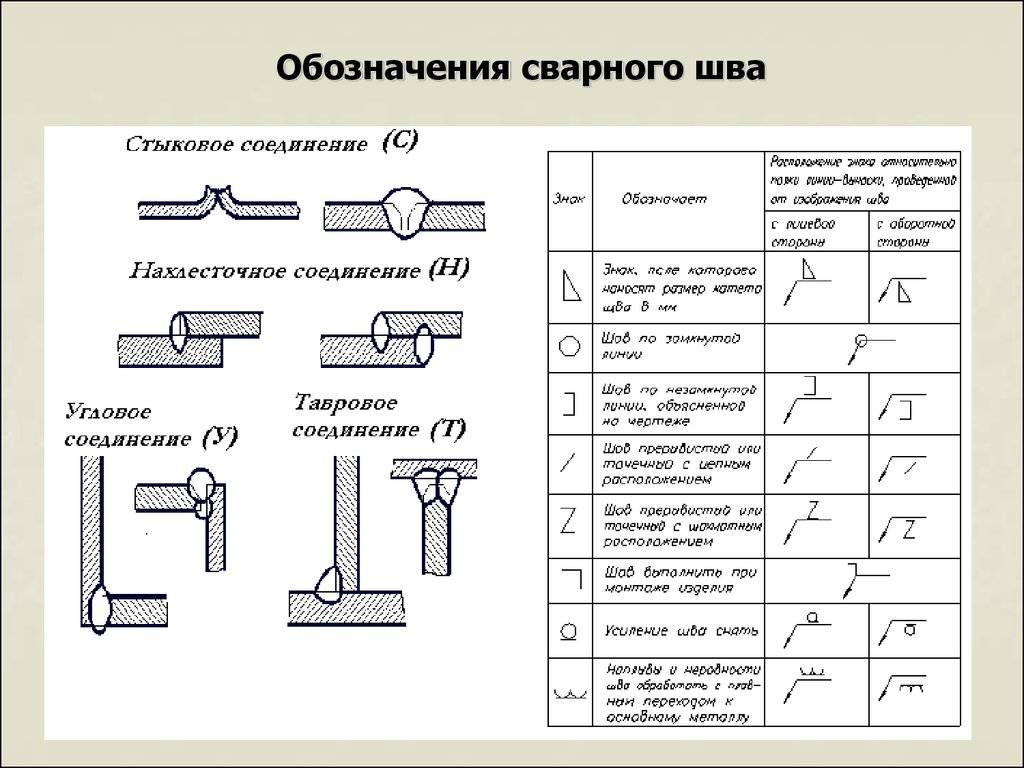
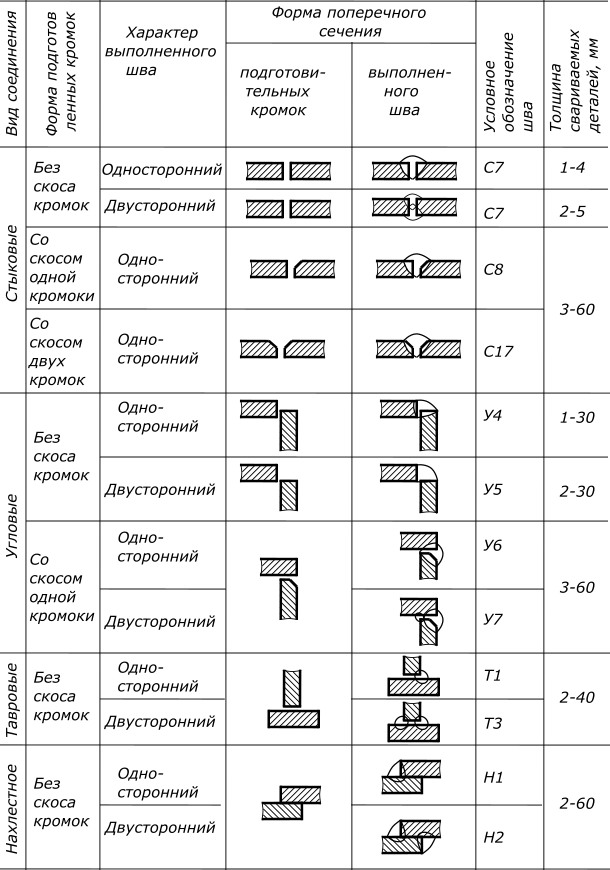
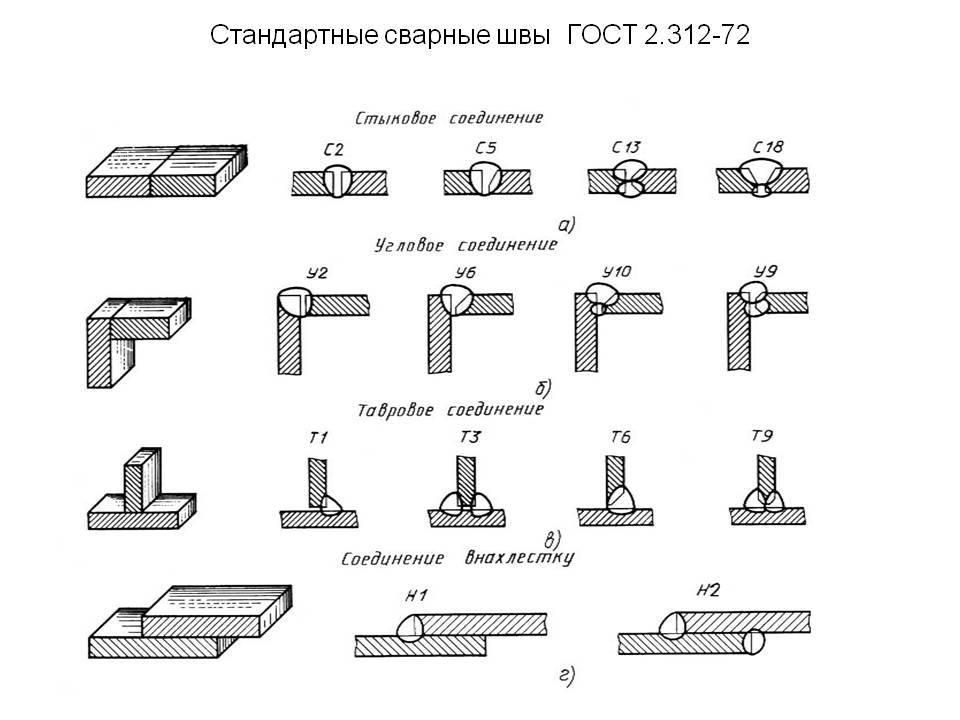
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
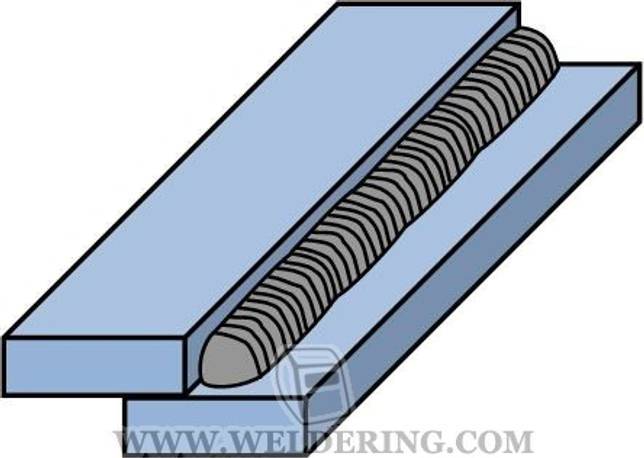
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.
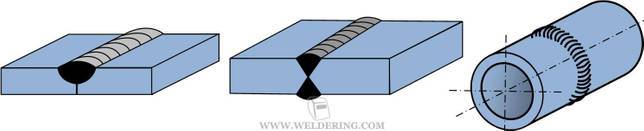
Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.
Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.
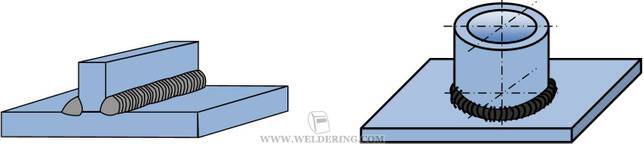
Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.
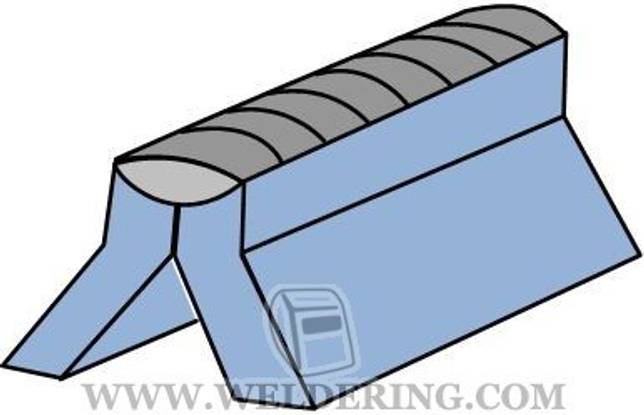
Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.
Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»). Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.
Это интересно: Глубина промерзания грунта СНиП: нормативы, таблица по регионам
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок.Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга.Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом.Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла.Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
 Типы сварных соединений
Типы сварных соединений
Создание сборки
Для создания сборки, необходимо выполнить 3d модели всех деталей, входящих в нее.
Желательно все документы, относящиеся к сборке сохранять в одной папке.
Для каждой детали добавляем объект спецификации: Спецификация→Добавить объект→Детали→Создать .
Создаем сборку: ориентация XYZ, первой вставляем Плиту, затем Цилиндр и Ушко . Подробнее и наложении сопряжений.
Затем создаем объекты спецификации для сборки: Спецификация→Создать объекты спецификации.
Теперь в папке с документами на сборку появился новый документ — спецификация, содержащая сведения о компонентах сборки.
Сборочный чертеж сварного соединения
Создадим ассоциативный сборочный чертеж изделия Опора.
Отключаем вид слева изделия и вставляем два вида в поле чертежа формата А4.
Как видите, виды слишком громоздки, поэтому установим для них масштаб 1:2. Выделяем их, в контекстном меню (ПКМ) выбираем команду Масштаб, выбираем 1:2.
Вид спереди должен быть заменен фронтальным разрезом, поэтому удаляем его.
Создаем разрез.
Этот разрез необходимо откорректировать, т. к. ушко не должно быть заштриховано.
Вызываем окно Дерево чертежа: Вид→Дерево чертежа . Добираемся до компонента Ушко и в Контекстном меню выбираем команду Не разрезать. Перестраиваем сборку
Также необходимо удалить буквенное обозначение разреза и следа секущей плоскости. Для этого создаем невидимые слои, на которые переносим эти обозначения.
Работа со спецификацией
Теперь расставляем позиции деталей на чертеже произвольно, мы их отредактируем позже.
Чтобы отредактировать позиции на чертеже сварного соединения нужно связать его с файлом спецификации. Открываем спецификацию, вызываем окно Управление сборкой →жмем «+» Подключить документ и добавляем ссылку на сборочный чертеж .
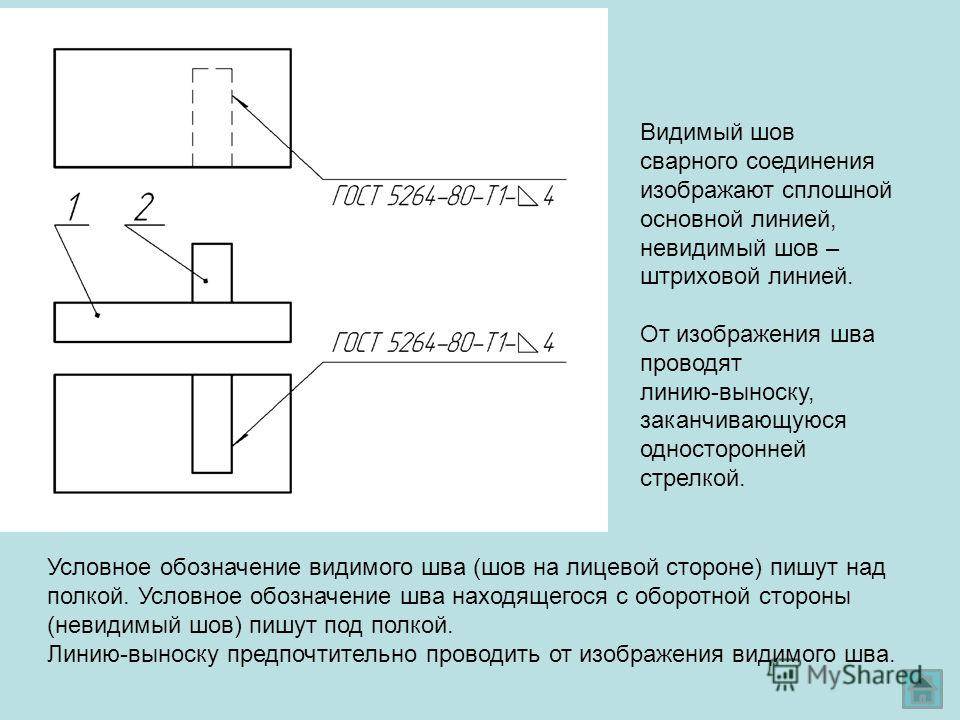
Условные обозначения на чертеже
Как на чертежах обозначается сварка, так и в обязательном порядке должны быть показаны и дополнительные вспомогательные отметки (знаки).
С их помощью профессионалы, составляющие схемы сварки могут:
Указать с помощью знаков, что необходимо осуществить плавный переход к основной поверхности
Реализовать это можно исправив неровности с помощью ручной или механической обработки;
Выделить тот момент, что при сваривании элементов линия обязательно должна остаться не замкнутой
Показать, что необходимо выполнить шов таким образом, чтобы он был цепным;
Акцентировать внимание на том что контур стыковочного шва должен быть замкнут
Показать, что соединительный стык нужно делать в шахматном порядке
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
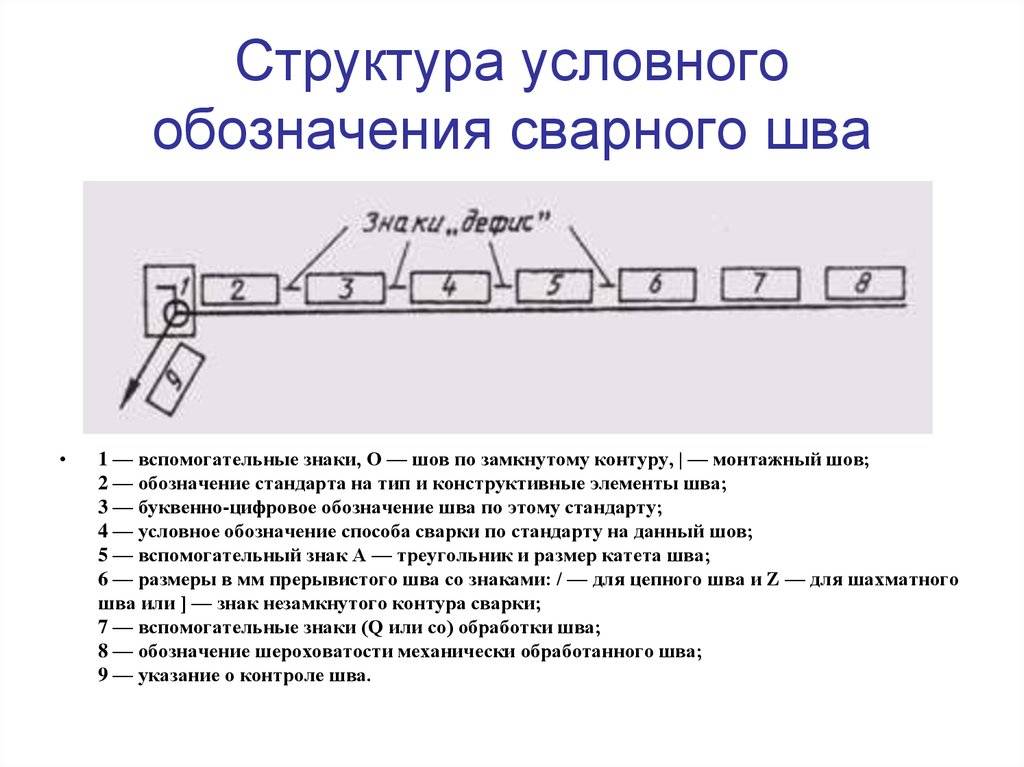
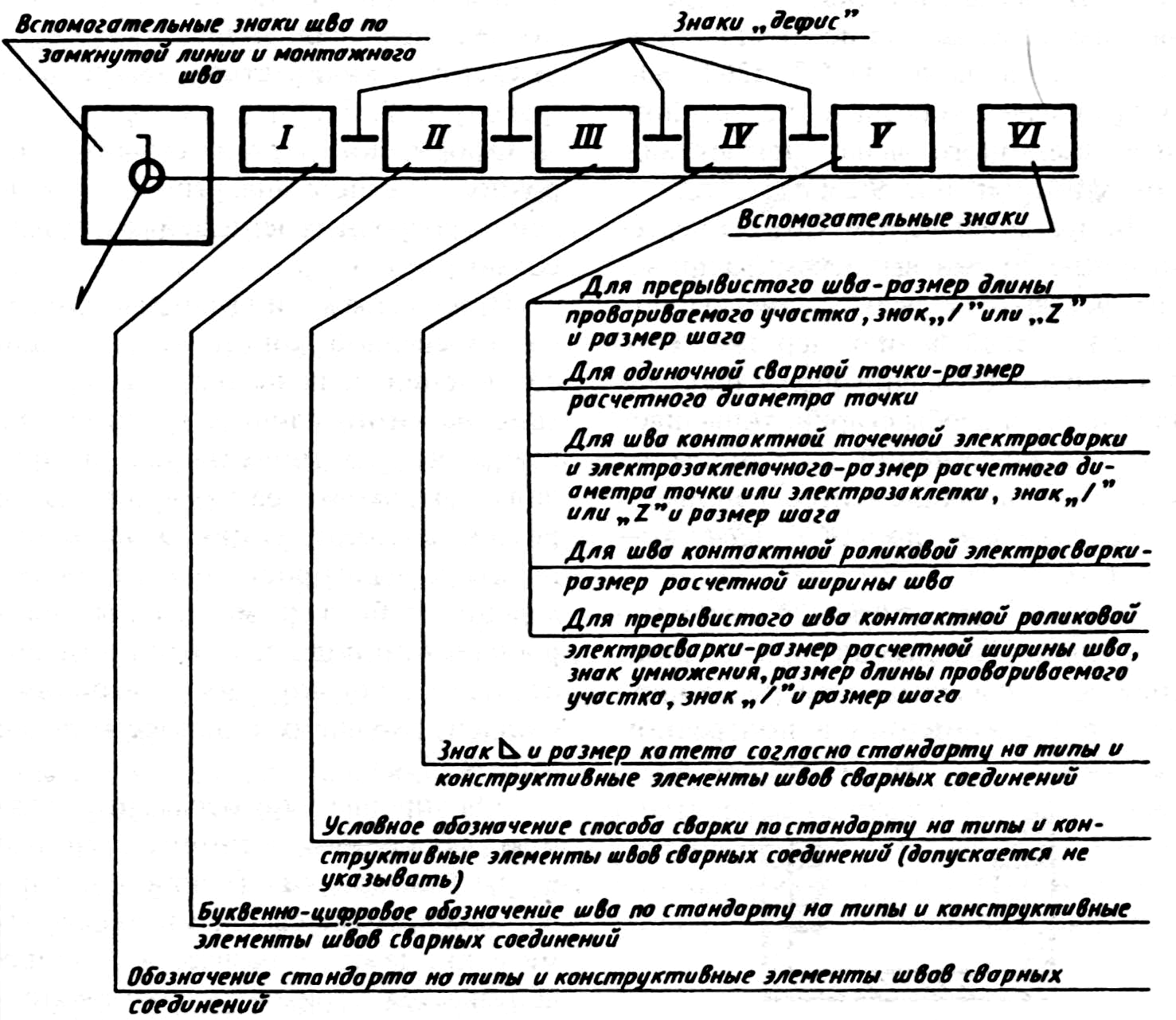
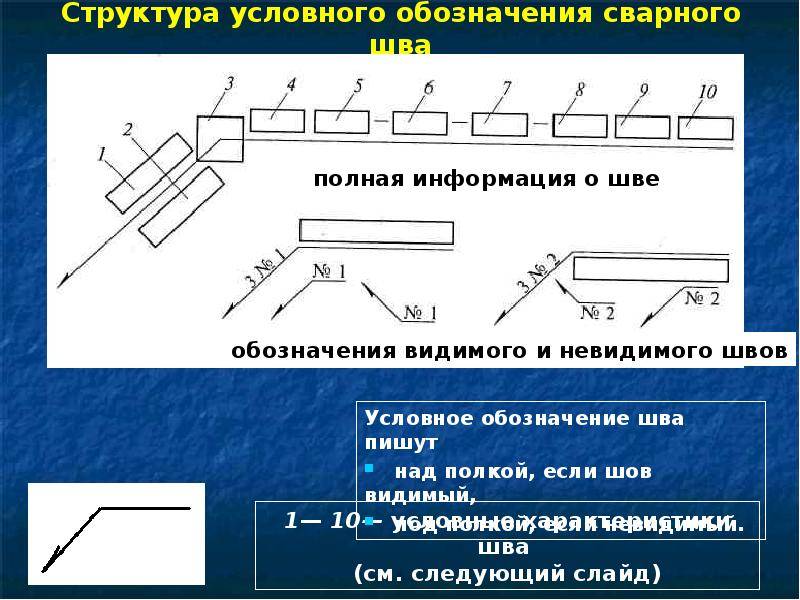
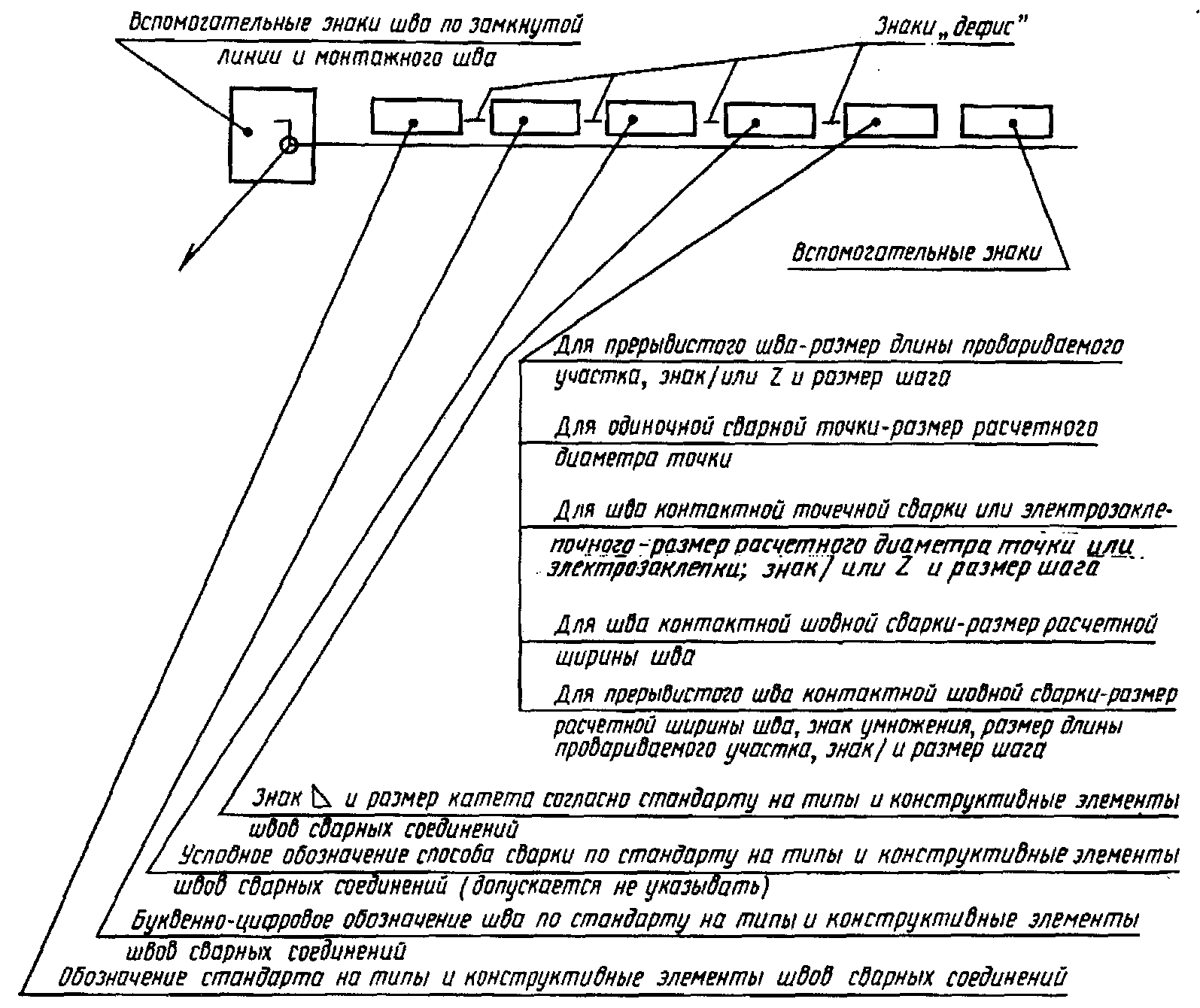
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
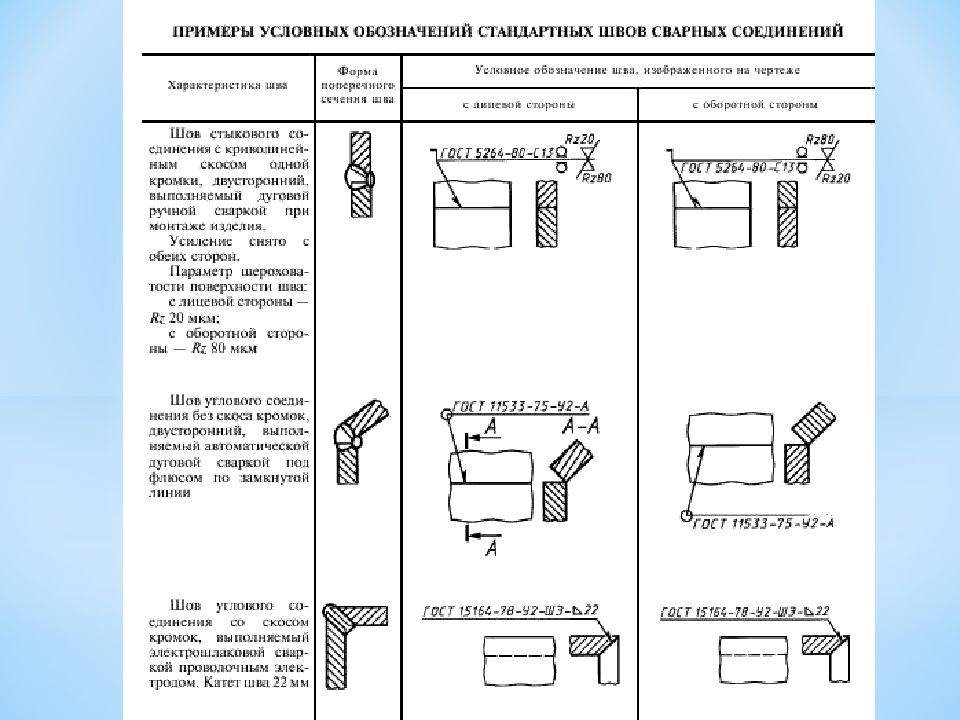
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
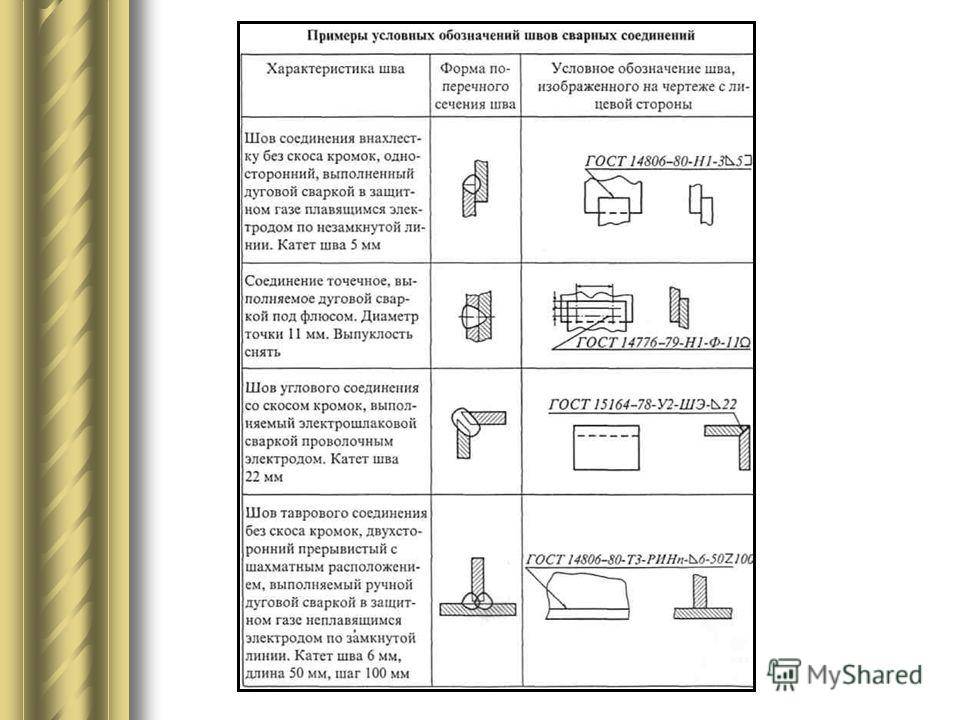
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
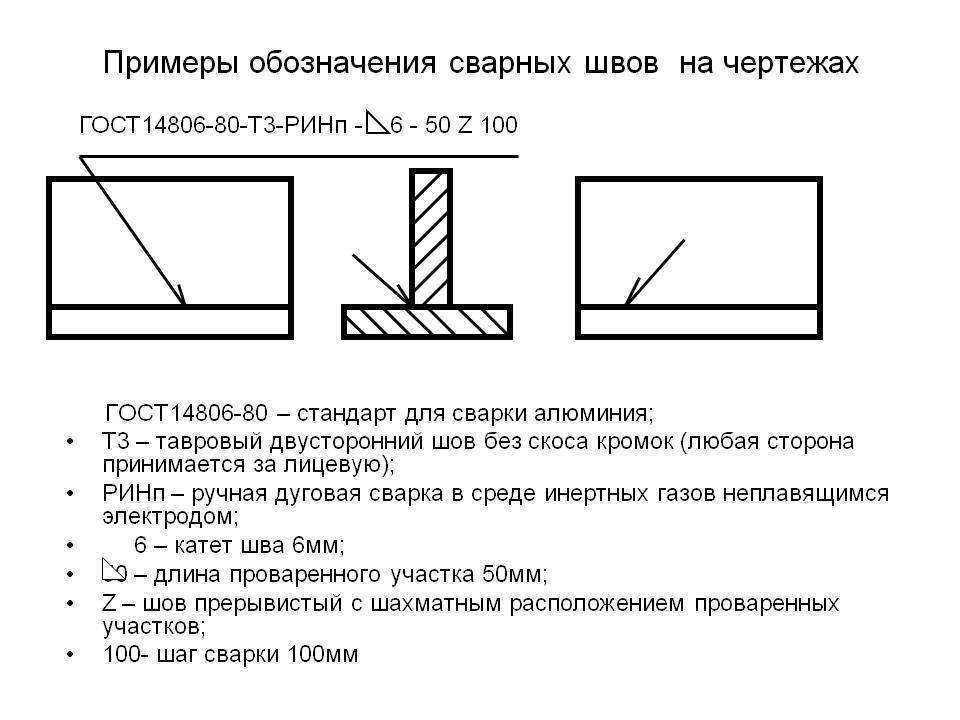
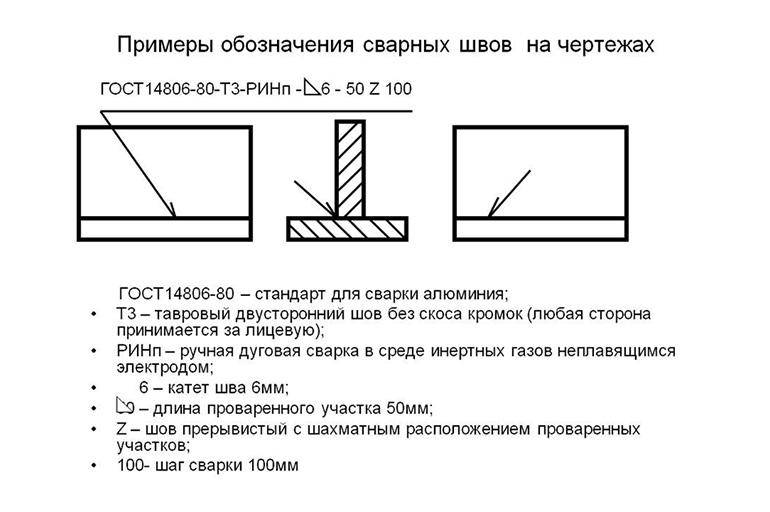
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
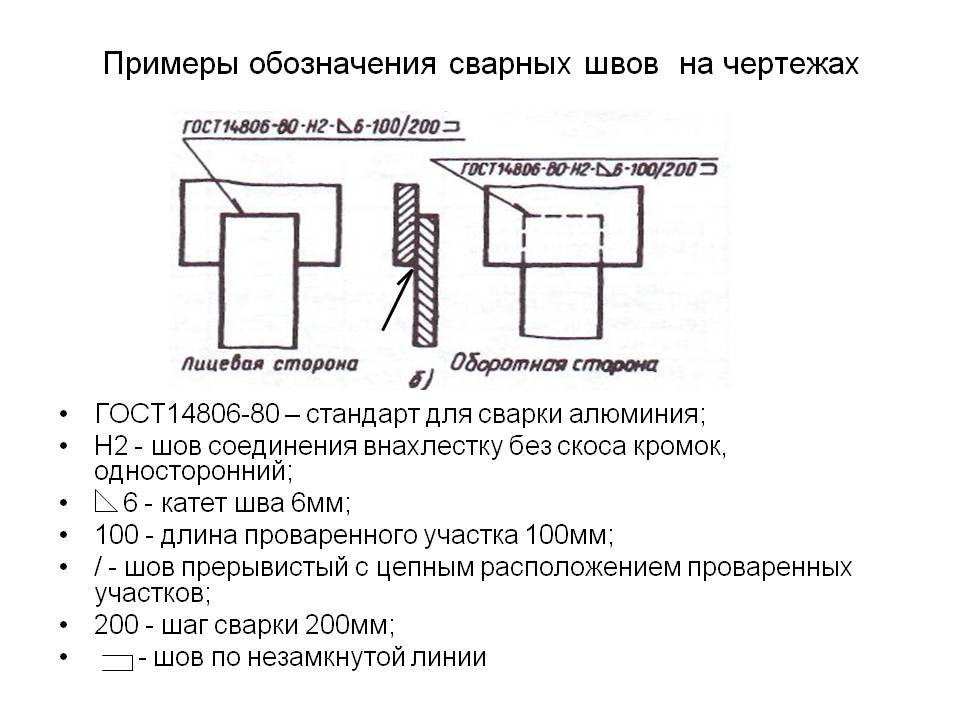
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Сварные соединения и их обозначения
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
| Виды соединений | Изображение | |
| Стыковое соединение (С) | заготовки примыкают друг к другу торцевыми поверхностями и находятся в одной плоскости | |
| Угловое соединение (У) | при котором угол примыкания кромок свыше 30° между поверхностями соединяемых деталей | |
| Тавровое соединение (Т) | при котором детали сопрягаются под углом 90 градусов | |
| Нахлесточное соединение (Н) | при котором детали частично перекрывают одна другую и параллельны между собой | |
| Прорезное соединение | 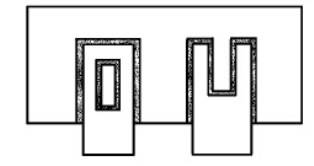 | у заготовок делается фрезеруется прорезь и одна деталь заходит в другую |
| Соединения с электрозаклепками | 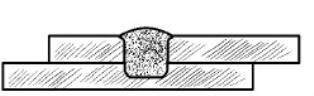 | применяется для выполнения угловых, стыковых, нахлесточных и тавровых соединений |
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке — снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
| Виды швов | Иллюстрация | Условное обозначение | Характеристики |
| Нормальные(плоские) | 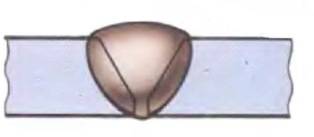 | Экономичны.Хорошо работают при нагрузках. | |
| Вогнутые | 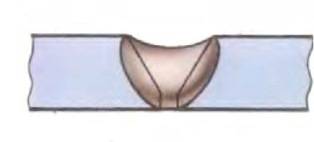 | Экономичны.Хорошо работают при динамических нагрузках. | |
| Выпуклые | 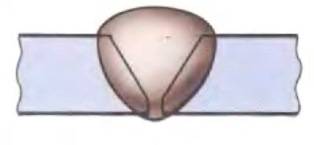 | Наплыв выпуклого металла является не экономичным. |
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
Под прямым углом:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
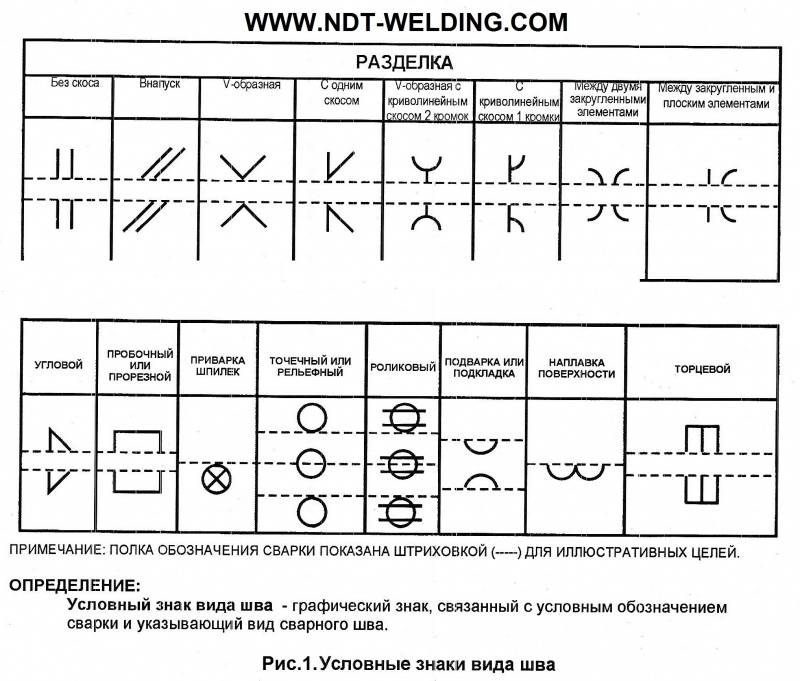
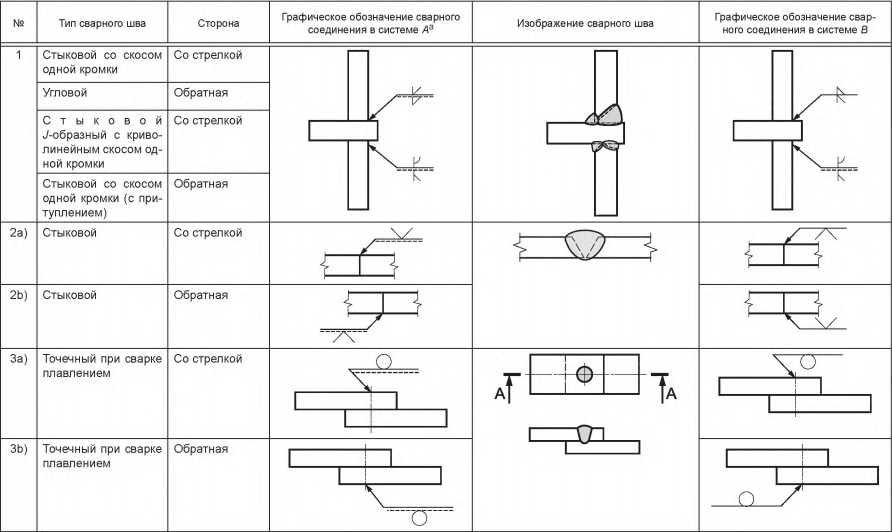
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
| Характер шва | V — образные | |||
| Без скоса | Со скосомодной кромки | Со скосом двух кромок | С двумя симметричными скосами двух кромок | |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонниес прокладкой |
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок — предотвращает прожог и протекание металла, параллельность кромок — гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Радиографический контроль сварных швов — один из самых эффективных и распространенных методов проверки соединений.
Хотите очень качественно украсить свой дом? Сделать это можно при помощи мебели из металла. Подробнее об этом читайте здесь.

Вам нужно качественно очистить металл? Эффективный метод описан по https://elsvarkin.ru/obrabotka-metalla/peskostrujnaya-ochistka-metalla-i-oborudovannie-priminyaemoe-dlya-dannyx-rabot/ ссылке.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов
ГОСТ 5264-80 «Швы сварных соединений. Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
Необходимо отметить некоторые особенности применения стандартов. Различные способы электрической сварки плавлением в силу их технологических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги, изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9 – 100 мм ГОСТ 5264-80 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по толщине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20 – 30 мм или в специальных сборочных приспособлениях.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
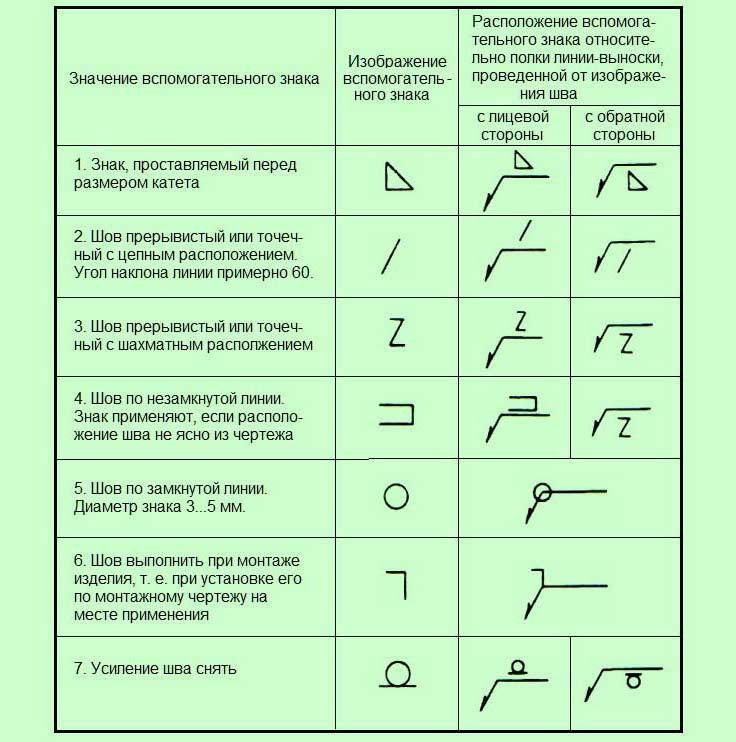
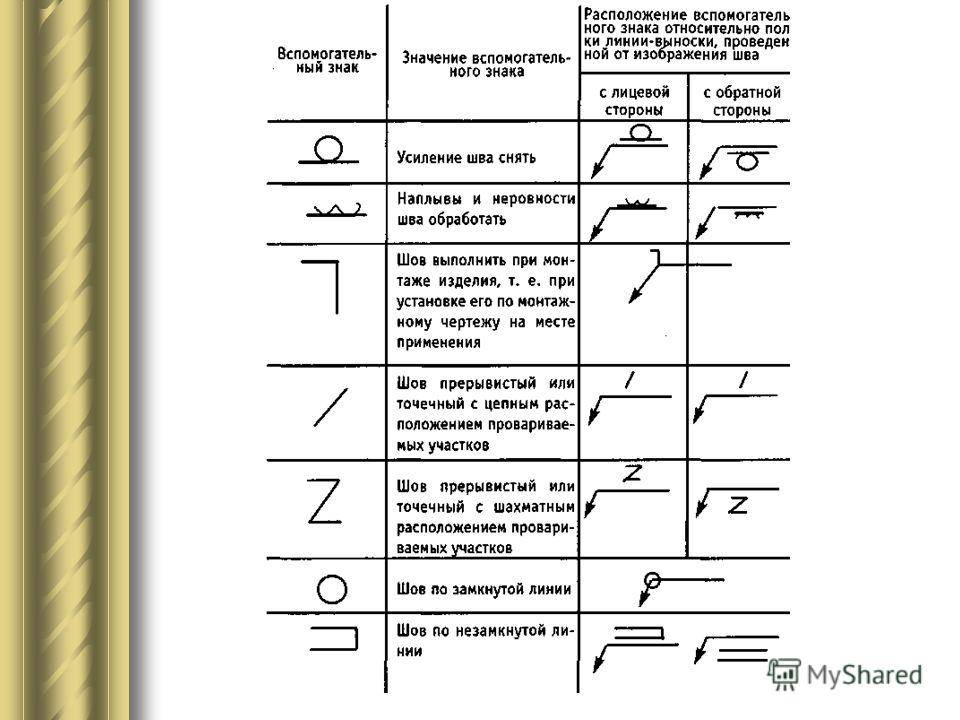
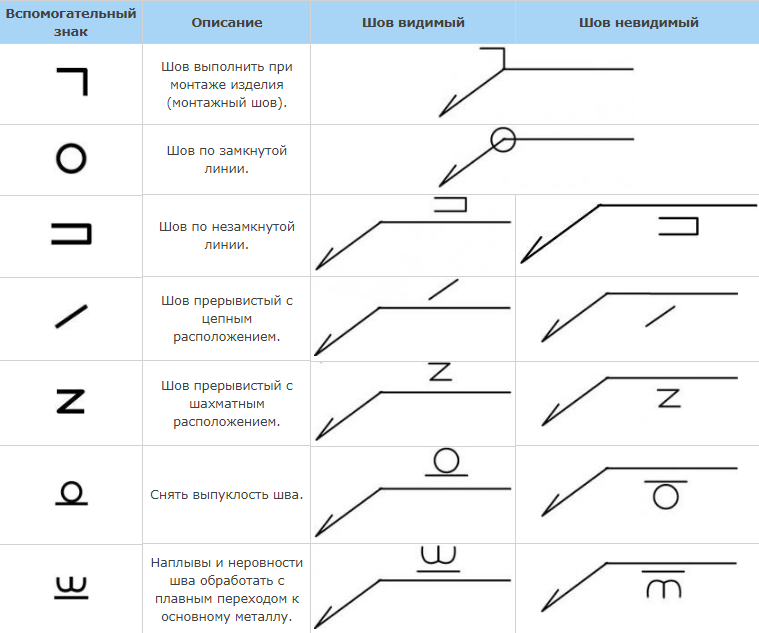
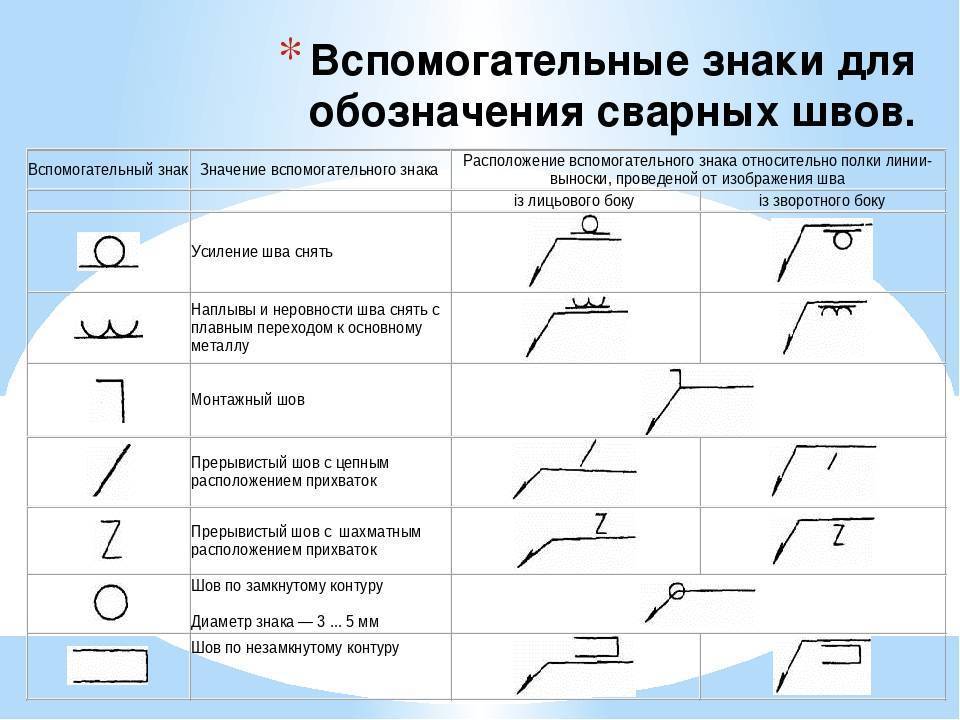
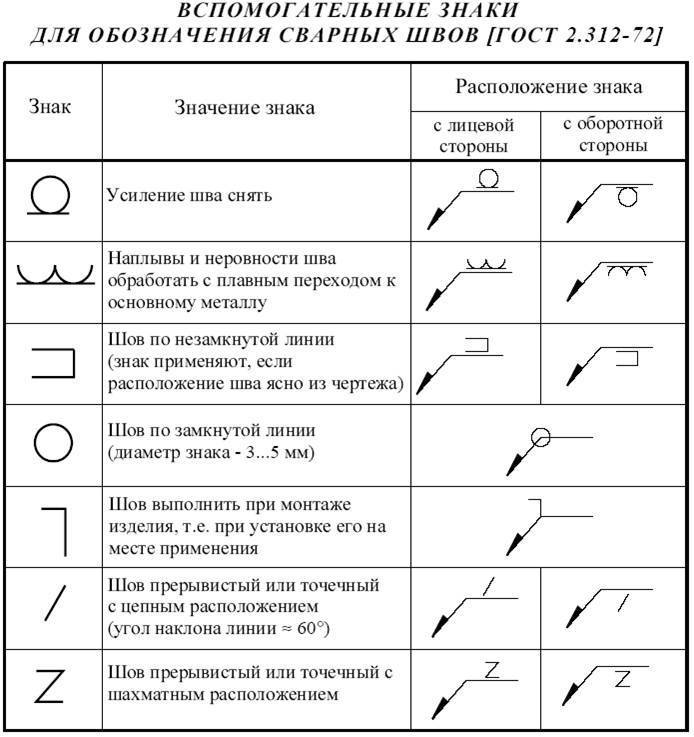
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
Примечания:
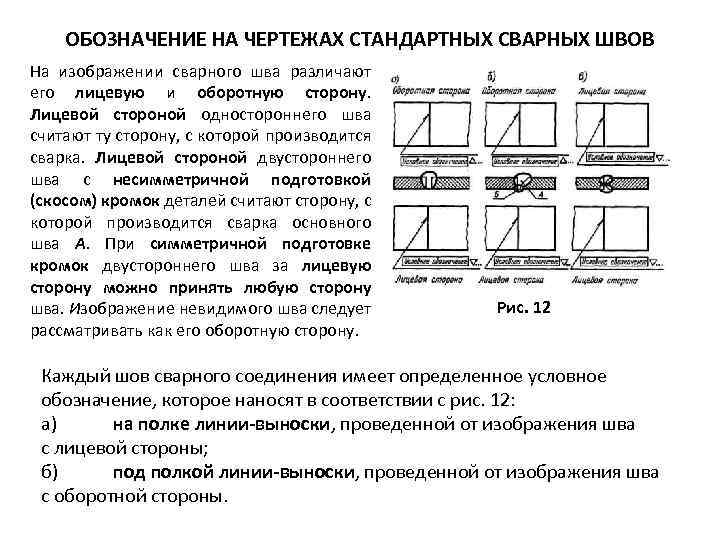
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
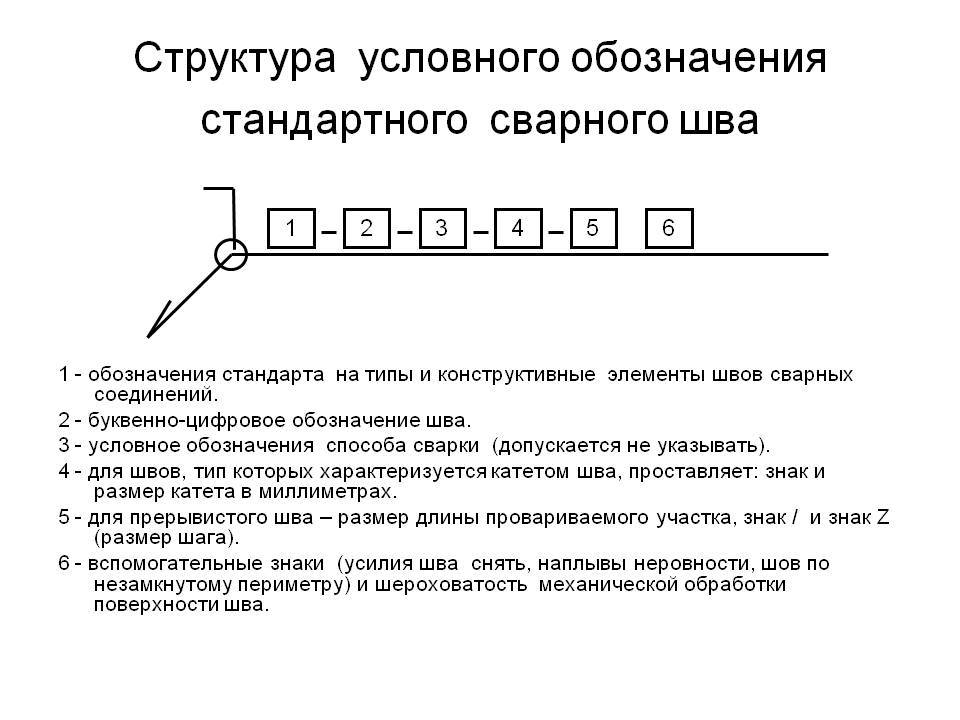
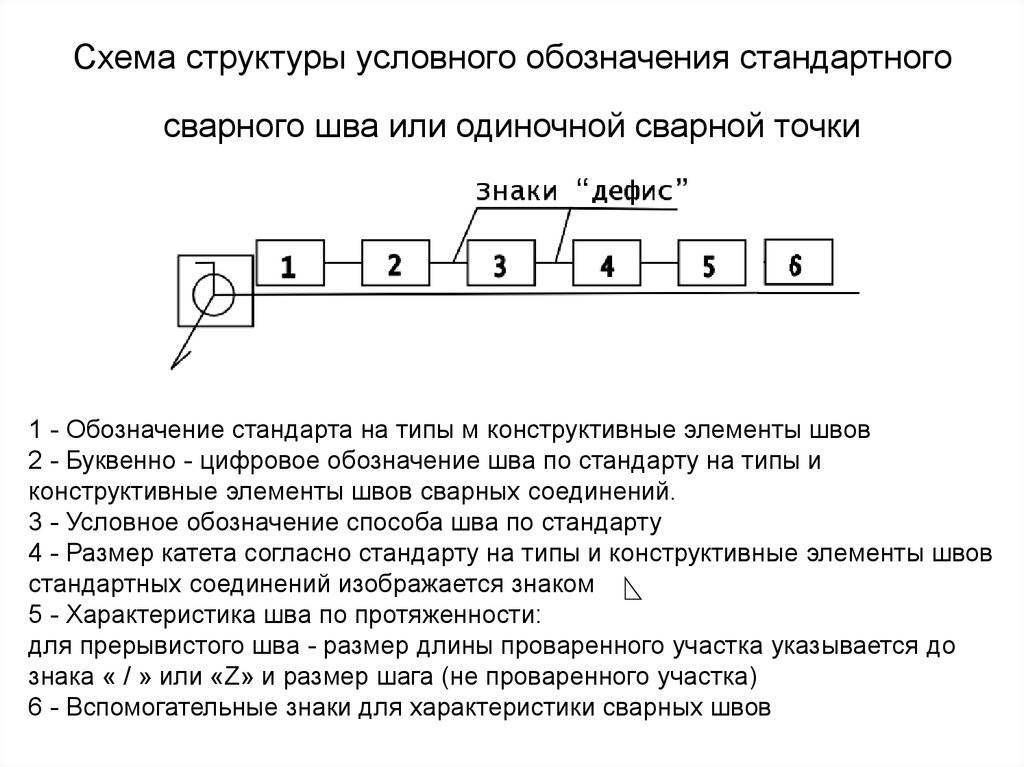
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
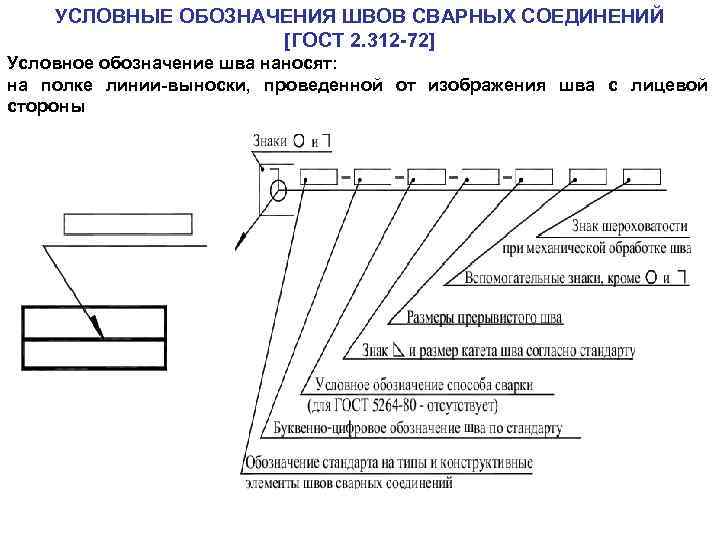
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).

Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Это интересно: Обработка сварного шва после сварки — термическая, механическая, антикоррозийная
ГОСТ с требованиями к обозначениям сварных швов
Сборка конструкции, использующей сварочные соединения, регламентируется следующими видами технической документации:
- технологической инструкцией;
- проектом производства сварочных работ (ППСР);
- отдельными разделами общего проекта производства работ (ППР).
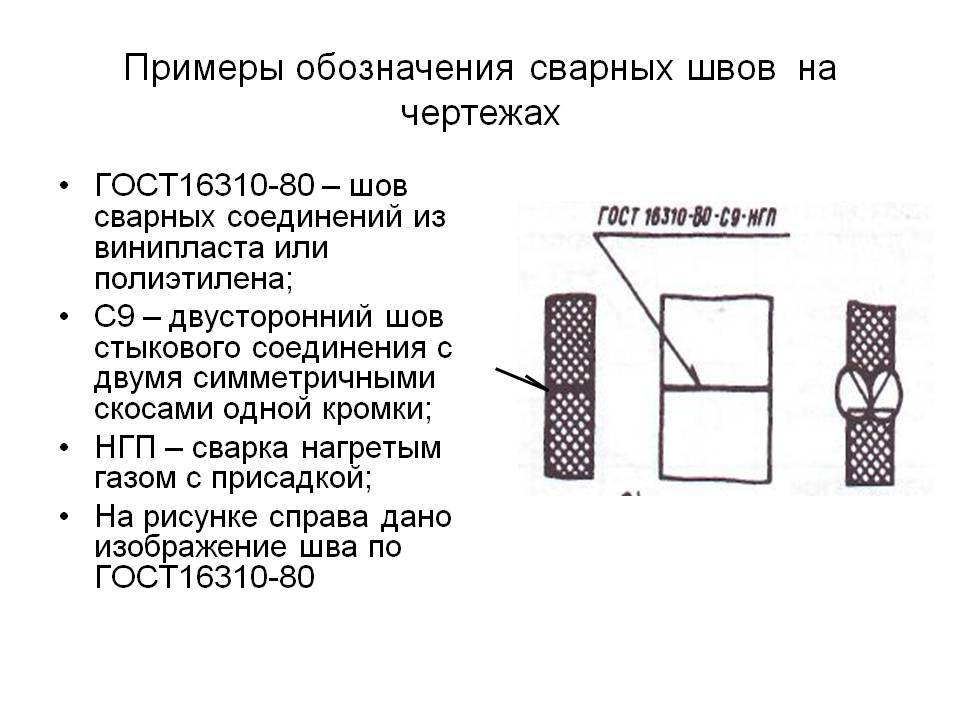
Пример обозначения по ГОСТ.
Основная цель перечисленных документов – обеспечить единообразное чтение и понимание инженерами, рабочими и представителями контролирующих служб чертежей и технологических карт.
При оценке качества сварных работ используется документация:
- исполнительные чертежи с изменениями, внесенными изготовителем или монтажником конструкций;
- одобрение разработчиком или проектной организацией сделанных изменений;
- сертификаты на свариваемые материалы.
Операционный контроль производится исполнителем, мастером на соответствие результатов работы требованиям, указанным в технологических картах, утвержденных инструкциях и государственных стандартах.