Приемы и способы технологии
В холодной ковке используют простые приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
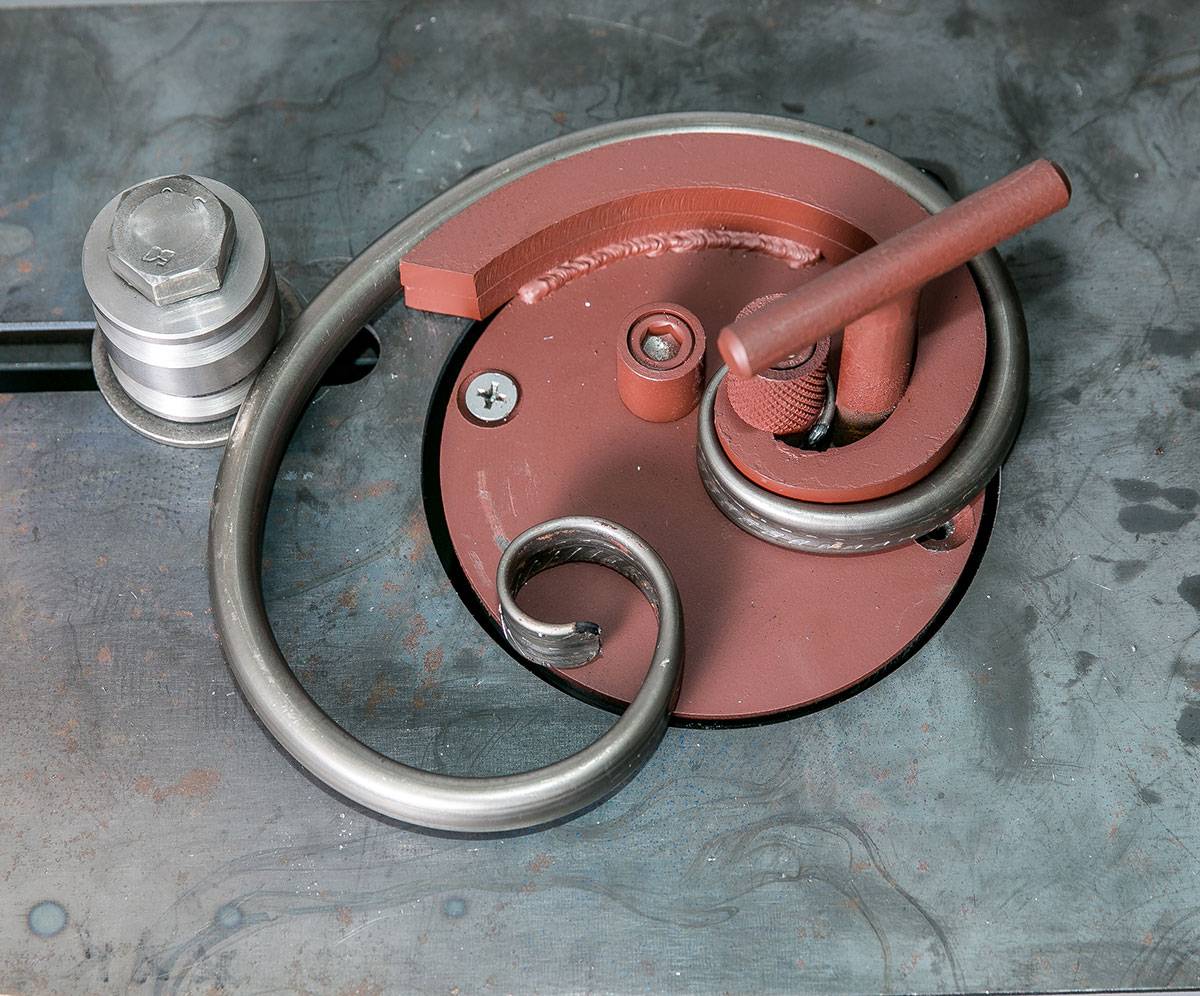
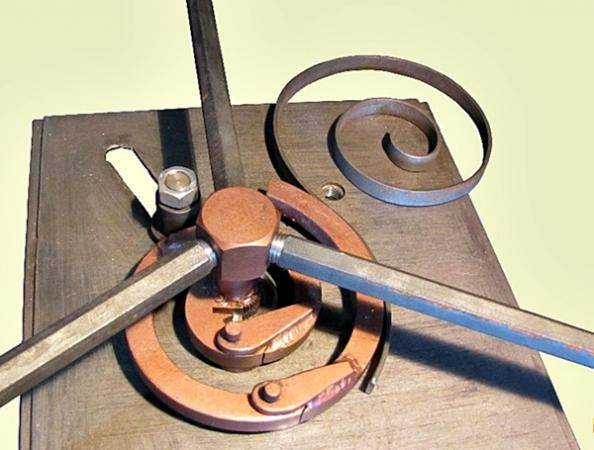
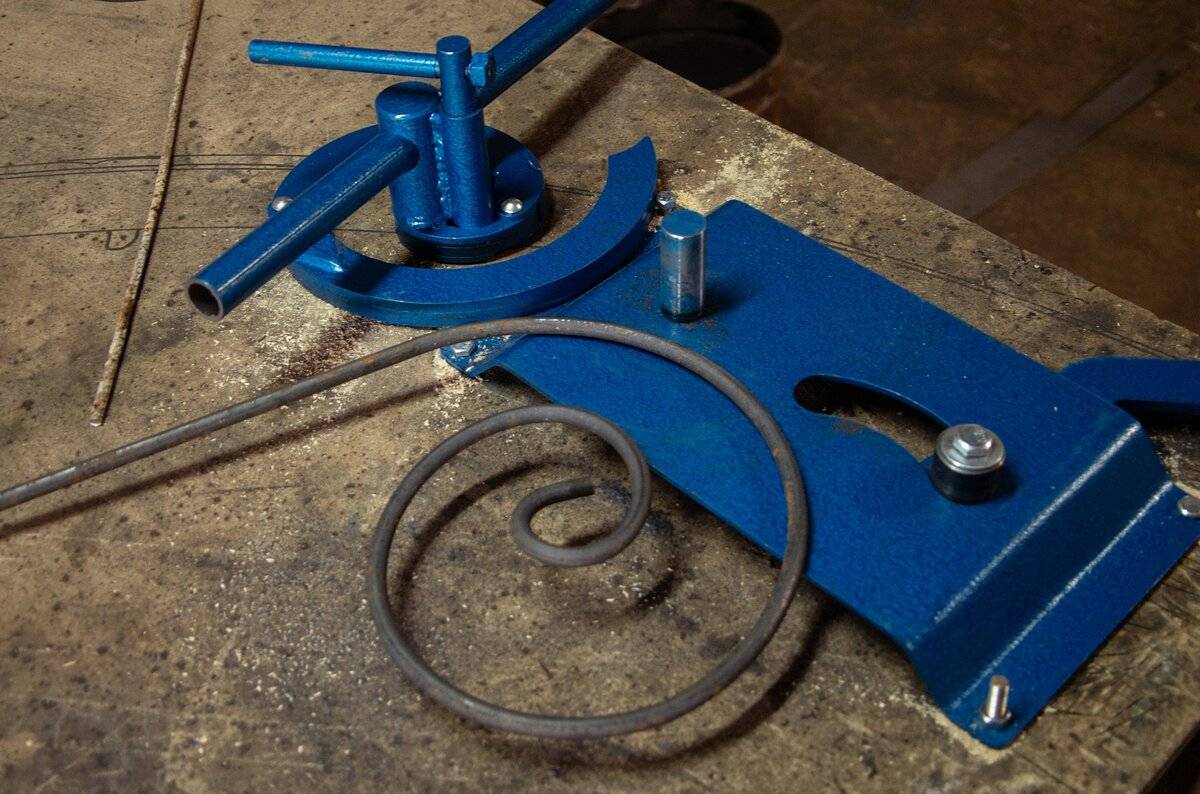
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Механическая обработка
По способу можно разделить ковку на:
- свободную — при таком методе заготовка на наковальне располагается без участия дополнительных креплений для ее закрепления. В него входит традиционная ручная ковка;
- машинную — данный способ рассчитан на промышленное применение. Сам процесс заключается в применении механических молотов, масса которых может быть до 5 тонн. Такой вариант ковки подходит для изделий вес которых может превышать десятки тонн;
- штамповку — вариант позволяет применять штампы матрицы, в которые помещается исходный материал и при помощи удара молотом, изделия получает требуемую форму и размер. Такой способ позволил процесс получения изделий сделать массовым.
Разновидности ковки
Классификация процессов ковки металла может быть произведена по следующим параметрам:
- По виду применяемого оборудования – ручная или на приводных ковочных машинах;
- По температуре обрабатываемого металла – горячая, полугорячая или холодная;
- По материалам – ковка стали или цветных металлов/сплавов.
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла. Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод». Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.
Средний диапазон ковочных температур – от 1200С до 800С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки. Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 100С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 30С превышают верхнюю границу ковки.
При превышении температуры неопытными нагревальщиками могут произойти два неприятных явления – перегрев и пережог металла. В первом случае структура нагретого металла становится крупнозернистой, что повышает опасность растрескивания заготовки, особенно при интенсивном формоизменении. Перегрев устраняется медленным охлаждением исходной заготовки и её повторным нагревом до необходимых температур. Если же ещё больше перегреть заготовку, наступает пережог металла, сопровождающийся необратимыми изменениями в его микроструктуре. В частности, происходит расплав неметаллических включений (например, серы), и исправить такой брак уже невозможно.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки. Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой. Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…700С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п. Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка. Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Основные моменты ковки
Ковка своими руками требует от человека внимательности и осторожности. При работе с металлами нужно использовать защитную экипировку
Две основные технологии ковки — холодная и горячая
Две основные технологии ковки — холодная и горячая.
 Особенности ковки
Особенности ковки
Холодный способ ковки
Холодная ковка металла в домашних условиях подразумевает под собой простой технологический процесс, состоящий из нескольких этапов:
- В первую очередь, мастер должен создать эскиз будущего изделия.
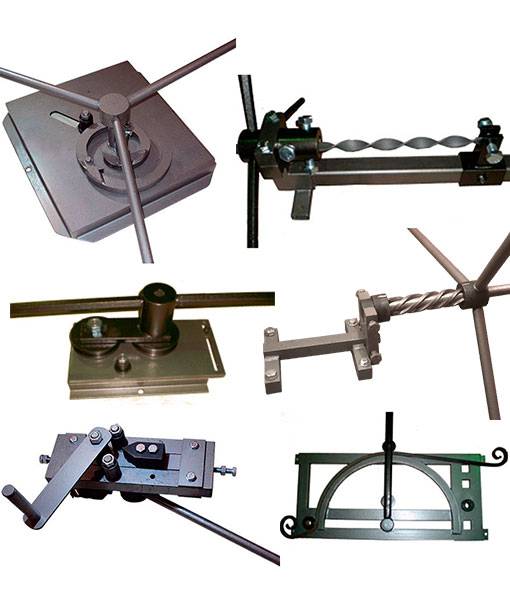
- С помощью специальных приспособлений, которые описаны выше, и ручных инструментов человеку нужно создать узоры, присутствующие на эскизе.
- Последним этапом является сборка деталей в одну конструкцию. На рабочем столе располагаются готовые узоры. Мастеру нужно соединить их с помощью сварочного аппарата вместе.
Достаточно научиться работать со сваркой, чтобы успешно создать изделие холодным методом. После сборки конструкции сварочные швы зачищаются и покрываются защитным составом. Изделие можно покрасить в любой цвет.
Горячий способ ковки
Процесс обработки металлических заготовок горячим методом более сложный и трудоемкий. Этапы:
- В первую очередь, создаётся эскиз.
- Заготовки нагреваются в горне. Температура выбирается в зависимости от используемого вида материала. Можно разогревать всю поверхности или нагревать выборочные участки, которые будут обрабатываться.
- Осадка. Выполняется ударами молота.
- При помощи молота увеличивается длина заготовки.
- Фасонными молотками можно выполнить изгибы раскалённой заготовки.
Если нужно скрутить две нагретых детали, используется твистер. При проведении горячей обработки нужно знать, как температура воздействует на визуальные изменения металлической поверхности. Кузнецы не использующие термометры на глаз определяют примерную температуру. Для точной работы желательно купить промышленный пирометр.
Разновидности станков для ковки
К достоинствам холодной ковки металла относится отсутствие необходимости в создании кузни и установки оборудования и приспособлений, без которых работать попросту невозможно.


Холодная ковка металла может производиться в автоматическом режиме, причем без особых сложностей. Это обеспечивает повышение эффективности работы по производству изделий. Даже ручное производство позволяет поднять производительность труда, то есть производить целые партии деталей по выбранному образцу. Всегда существует возможность организации мелкосерийного и серийного производства. Это выгодно при оформлении больших заказов, к примеру, при изготовлении ограждений, решеток на окна и пр.








Для обустройства мастерской холодной ковки не нужно иметь больших площадей.
При холодной ковке не происходит изменений во внутренней структуре металла. Изделие сохраняет высокую прочность и характеристики. При холодной ковке металла существует возможность искусственного старения, что позволяет производить детали под старину.
Можно сказать, что использование технологии холодной ковки позволяет выпускать недорогую продукцию с максимальным качеством.
С чего начать
Автор совершал свои первые шаги без полноценной подготовки, приобретая все необходимое в процессе. Видеоролик посвящен людям, задумывающимся об освоении ремесла холодной ковки и открытии собственного бизнеса. Речь пойдет о необходимости обзавестись отдельным помещением, приобрести набор «помощников» – болгарку, полуавтоматический сварочный аппарат, стол, электрический трубогиб, тиски, устройства для нанесения краски. Рассказано насколько важен каждый из них, что и чем можно заменить, почему на некоторых вещах экономить невыгодно. В завершении мастер скажет пару слов о том, стоит ли рассчитывать на большой заработок.
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Профессиональное прессовое оборудование
Легче обрабатывается металл в кузнице с применением специальных станков, они легко выполняют разные операции. Профессиональное оборудование включает в набор:
- ножницы — гильотину;
- кривошипные прессы;
- пресс-ножницы;
- листогибочные машины, прессы;
- гидравлические прессы;
- зигмашины;
- молоты;
- прессы для пакетирования металлических и других отходов и бумаги.
Популярными в использовании остаются гильотинные ножницы и листогибы, прессы с гидравликой и молоты. Ножницы для резки листов металла бывают с механическим, пневматическим, гидравлическим приводом с ЧПУ управлением или автоматикой.
Листогиб — это станок для прокатывания листа между вальцами, чтобы придать ему требуемую форму. В зависимости от ее формы используют однопроходный или многопроходный способ. На листогибах штампуется, рихтуется и загибается материал.
Использование пресса с гидравликой оправданно для холодной штамповки и обработки прессованием. Станок дает большое давление при малом усилии, поэтому его популярность в кузнечном деле всегда оправдана. Молот используется для ударов и пластической деформации формы, относится к основному оборудованию кузнечно-штамповочного цеха, отлично штампует листовые и объемные заготовки. Молоты в зависимости от привода различают пневматические, паровоздушные, высокоскоростные газовые, гидравлические, взрывные, электромагнитные и механические.
Классификация
Станки классифицируются в зависимости от степени действия на деталь и вида привода. Их делят на:
- машины горизонтально-ковочного действия;
- прессы;
- молоты;
- специальные машины.
К молотам причисляют кузнечные станки, обрабатывающие металл ударами падающих частей. Металл деформируется от динамической нагрузки от падающего молота, скорость которого при соприкосновении с поверхностью обрабатываемого элемента равна 9 м за секунду. Молоты бывают простого действия и двойного. Первый тип действует на заготовку ударом от падения, а у второго типа при падении сила разгона увеличивается паром, сжатым воздухом.
Прессы делят на механические, гидравлические, паровые и воздушно-гидравлические. Последние станки предназначены для медленной деформации по сравнению с обработкой молотами. В них деформация достигается за счет давящей массы. Механические прессы обрабатывают металл с помощью движения инструмента, который приводится в действие сложной системой механизмов, преобразующих вращение электродвигателя в поступательное и возвратное движение.
Пневматические молоты производят заготовки небольшой массы из серии сортового проката и для протяжки заготовок большой длины, ковки запчастей и производства инструмента.









Кузнечно-прессовые станки предназначены для металлической обработки давлением — технологически трудоемкого процесса, выполняемого только с помощью специального оборудования. При этом достигается высокая производительность, снижается энергоемкость, экономится материал за счет давления, снижается стоимость изделия. Повышение плотности материала в работе ведет к повышению механических свойств.
Прессование металла дает возможность получить любое сечение, а элементы после прессования имеют высокое качество. Благодаря холодной штамповке получают точные изделия, жесткие и одновременно легкие.
https://youtube.com/watch?v=5QlhuZyxKj0
Типы холодной ковки
Для придания заготовкам нужной формы задействуют специальные станки, прессы и штампы. Технология включает в себя следующие операции:
- гнутье;
- калибровку;
- прошивку;
- вырезку;
- штамповку;
- навивку.
Оборудование позволяет осуществлять серийное производство одинаковых изделий.
В качестве заготовок используют следующие виды металлопроката:
- прут круглого и квадратного сечения толщиной 8-16 мм;
- полосу;
- листовой прокат.
Из стальных пластин методом молотковой чеканки изготавливают рельефные украшения.
В качестве материала в холодной формовке используют низкоуглеродистую сталь, отличающуюся мягкостью и пластичностью. Наиболее распространена марка Ст3.
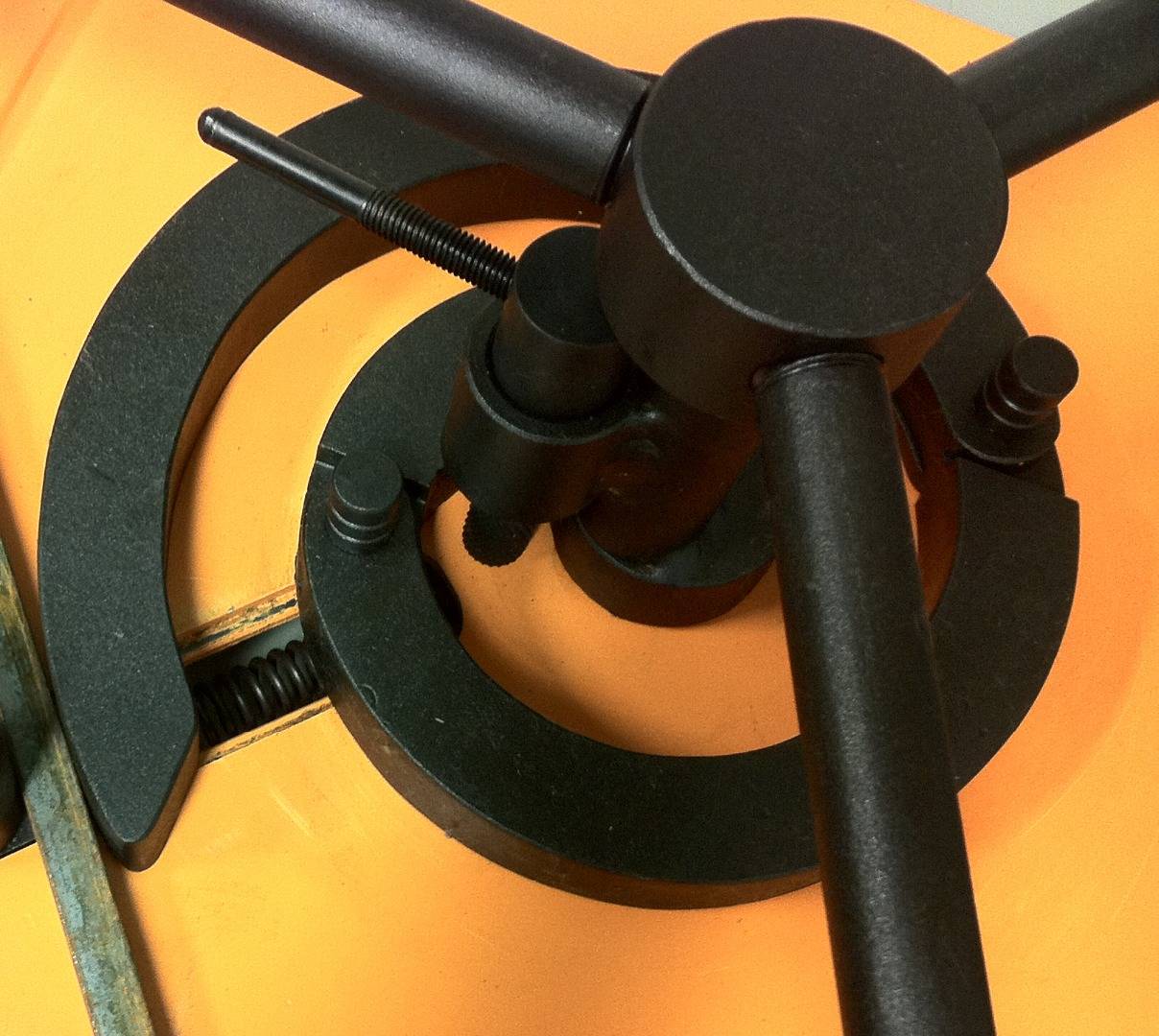
Торсионный станок
Предназначен для перекручивания разлисных деталей. Имеет следующие узлы сборки:
- Каркас (основание, опорная рама);
- Подвижный и статистический зажимы (тиски);
- Рукоять для проворачивания (скручивания). Чем она длинее, тем меньше нужно прилагать усилий. С другой стороны, ничто не мешает подключить к подвижному зажиму электродвигатель, чтобы не скручивать металл вручную!
Принцип работы торсионного станка
Стальная балка станет основой будущего станка. К одной стороне следует приварить лист стали, на который при помощи болтов и гаек крепятся тиски. Чтобы в будущем металл не выскакивал во время работы станка к нижней и верхней части тисков крепятся пластины.
На другую сторону балки крепятся ролики, на которые будет смонтирована рабочая поверхность станка. В дальнейшем, на противоположный конец следует закрепить еще одни тиски с подвижными элементами и проследить, чтобы конструкции на двух сторонах располагались на одном уровне.
Далее следует закрепить стальную ручку, прикрепить редуктор, двигатель и штурвалы, после чего выполнить стальной защитный кожух для готовой конструкции, оборудованной подвижным и неподвижным блоками.
Оборудование для горячей ковки металла
Изготовление некоторых деталей невозможно проводить без их предварительного нагрева, поскольку в холодном состоянии изделия теряют свою пластичность, они становятся более хрупкими, подверженными деформации и появлению сколов.
Оборудование для ковки металла в горячем состоянии бывает таких видов:
- Горны – специальные приспособления для предварительного разогрева заготовок;
- Наковальни – опорные инструменты, на которые кладется железная заготовка;
- Стуловые тиски – изделия, при помощи которых фиксируются металлические заготовки;
- Молотки – инструменты разной величины и массы, которыми выполняется непосредственное давление на металл;
- Также есть группа дополнительного оборудования, которая включает в себя обжимки, гладилки, раскатки, всадной инструмент, подбойники и прочие принадлежности.
Различия между холодной и горячей ковкой металла
Пластичный металл, который хорошо поддается деформации без нагревания, может обрабатываться в холодном состоянии, в таком случае ковку называют холодной. У этого метода есть свои достоинства и недостатки.
К достоинствам можно отнести сравнительно небольшие затраты на выполнение работ и возможность создания прочных деталей.
Серьезным недостатком данного вида ковки является трудоемкость процесса – в случае появления дефектов, их очень сложно исправить.
Горячая ковка – это процесс, во время которого на металл воздействует высокая температура и давление. Такие методы используются для создания крупных изделий без деформации материала.
С горячим металлом работать гораздо проще, поскольку он достаточно пластичный и хорошо поддается обработке, но и у этого процесса есть свои непопулярные характеристики.
Прежде всего, это высокие затраты на топливо для кузнечных печей, также стоит очень внимательно рассчитывать размеры, поскольку после остывания предметы уменьшаются, а для неопытного мастера это может стать значительной проблемой при изготовлении деталей по точным чертежам.
Холодный и горячий метод можно компоновать на производствах, это поможет создавать различные изделия с минимальными затратами финансовых и трудовых ресурсов.
Горячая ковка металла своими руками
Действительно горячая ковка металла не самый сложный способ обработки деталей и при довольно небольших затратах можно организовать собственное кузнечное производство полного цикла.
В качестве сырья часто применяют пруты квадратного и круглого сечения, чушки и другие формы металла.
Так как кузнечный горн, довольно сложное и затратное оборудование, вместо него все чаще применяют муфельные печи. Они занимают меньшее количество производственной площади и вызывают меньше хлопот по установке и обслуживанию. Устройства этого типа более качественно поддерживают заданную температуру, контроллер управления позволяет выставлять временные границы нагрева и определять его скорость.
Использование муфельных печей позволяет достичь ровного прогрева заготовок до нужного состояния.
Виды кузнечных работ
Ковку выполняют с помощью ручных или механических ударных инструментов, это может быть, кувалда или пресс, который может работать от электрического, пневматического или гидравлического привода.
Ковка и штамповка обеспечивают получение деталей, которые имеют разные габаритно-весовые параметры и форму.
Использование ковки приводит к повышению механических параметров стали и оптимизирует его внутреннюю структуру. Именно поэтому ответственные детали, например, шатуны, производят применяя свободную ковку или штамповку. Ковку можно разделить на следующие типы — ручную и машинную. Для первой применяют ручной ударный инструмент (молот, кувалда и пр.) все работы по обработке металла выполняют на наковальне. Второй тип ковки выполняют на кузнечном оборудовании, оснащенными молотом и пр. При машинной обработке тяжелые и объемные заготовки обрабатываются под прессовым оборудованием, а менее размерные, и с меньшим весом обрабатывают на молоте.
Обработку металла с помощью ударов можно разделить на свободную ковку и обработку в штампах. Свободная ковка подразумевает то, что заготовку сжимают между прессом и основанием. Формирование готовой детали происходит за счет вспомогательного инструмента, которые применяет кузнец.








Кузнечные работы
При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия. Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
- Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
Начиная работу, проверьте еще раз ваши расчеты, даже небольшая погрешность может испортить внешний вид готового изделия, не говоря уже о том, что оно может не подойти по размеру к задуманной композиции. Исправлять и подгонять готовые детали всегда сложнее, гораздо проще несколько раз все проверить.
Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Желательно, чтобы покраске предшествовала грунтовка изделия, тогда оно вам прослужит очень долго.

Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности
Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат
А снизить их можно на оборудовании, если изготовить его своими руками.
Заключение
Теперь, когда мы рассмотрели почти все основы ковки, следующим шагом будет поиск этой услуги. Вам следует подумать о том, чтобы обратиться за этой услугой, если у вас есть металлы, которым необходимо придать форму перед использованием для различных продуктов.
At Рош Индастри, мы предоставляем точные кузнечные услуги в Китае. У нас есть лучшие люди и оборудование для работы. Просто свяжитесь с нами, и мы ответим на все, что вам нужно знать о ковке.
Рекомендации
Преимущества ковки https://www.whtildesley.com/processes/advantages-of-forging
Различные дефекты ковки https://studentlesson.com/forging-defects/
Ковка вики
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, – это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.