Использование шнеков и принцип их действия
Простота детали и ее относительно невысокая стоимость определила широкое распространение. Примером можно назвать следующее:
- Принцип действия определяет то, что шнек устанавливается в качестве основной детали различного оборудования, при помощи которого проводится бурение.
- Оборудование в пищевой промышленности также часто создается на основе этой детали.
- Многое оборудование из сельскохозяйственной области также представлено сочетанием электрического двигателя и шнека.
- Механизмы, предназначенные для транспортировки различных грузов.
Сегодня сложно себе представить промышленные предприятия без левого или правого винтового устройства.
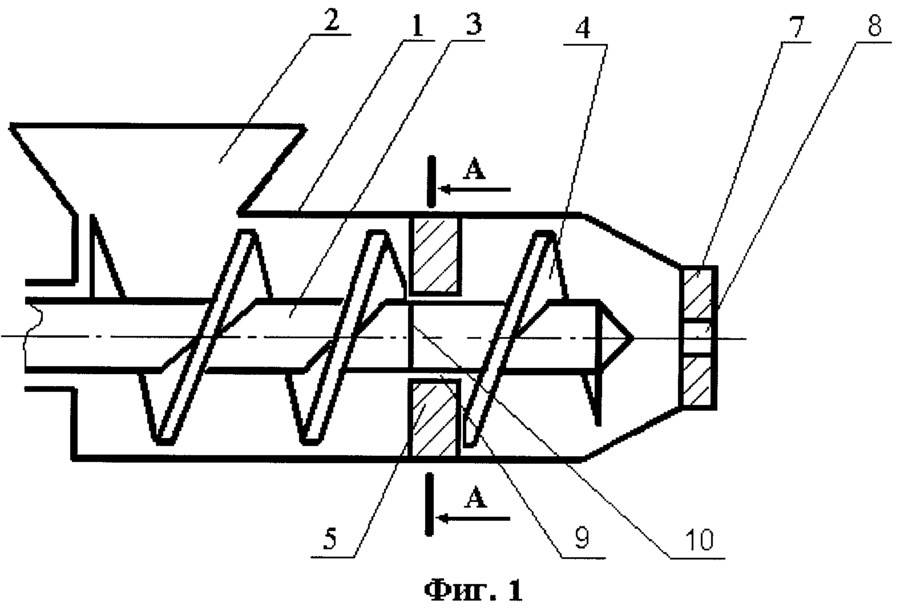
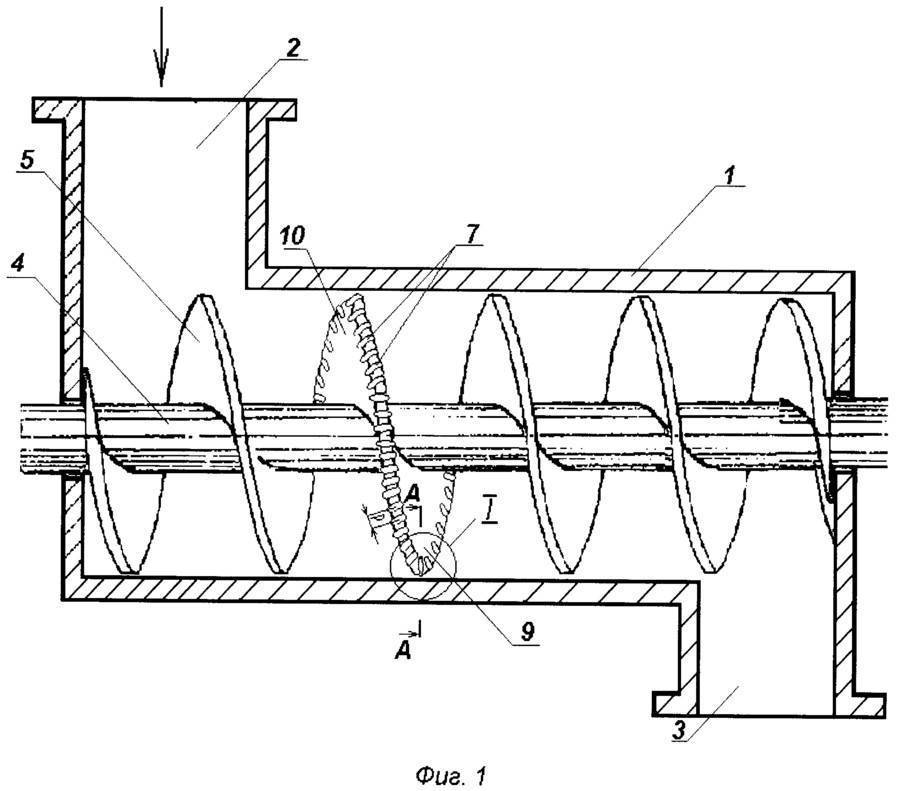
Принцип действия связан прежде всего с использованием вращательного винта, спиральная часть которой выполняет основные действия. Сыпучий материал может быть расположен между корпусом и винтовым пером.
За счет универсальности есть возможность создать самое различное оборудование, при этом не требуются существенные финансовые вложения.
Обслуживающий персонал
малого бизнеса в гараже в 2022 году
- Технолог. Должен разбираться в способах подготовки и обработки сырья, уметь выбирать оптимальные режимы работы станков и механизмов;
- Операторы. Главные требования к работникам — ответственность, исполнительность, опыт обслуживания оборудования для производства корма для собак;
- Вспомогательный персонал. Предприятие не сможет функционировать без грузчиков, подсобных рабочих, кладовщика, водителя-экспедитора;
- Торговые представители. Проводят переговоры с оптовыми покупателями, заключают договоры о сотрудничестве, собирают заявки. Опыт работы — от двух лет;
- Оператор приема заявок. Принимает заказы от торговых представителей, формирует накладные и передает их для сборки на склад;
- Менеджер по снабжению. Ищет поставщиков с лучшими условиями, обеспечивает бесперебойное поступление сырья на производство.
На начальном этапе цех будет работать по пятидневному графику в одну смену. По мере роста объема продаж можно задуматься о найме дополнительных сотрудников и переходе на двухсменный режим.
Работники предприятия
| Технолог производства кормов | 28000 | 1 | 28000 |
| Оператор линии | 23000 | 5 | 115000 |
| Подсобный рабочий | 18000 | 3 | 54000 |
| Кладовщик | 20000 | 1 | 20000 |
| Водитель-экспедитор | 23000 | 1 | 23000 |
| Оператор приема заявок | 18000 | 1 | 18000 |
| Менеджер по снабжению | 20000 | 1 | 20000 |
| Торговый представитель | 25000 | 2 | 50000 |
| Бухгалтер | 23000 | 1 | 23000 |
| Налог на ФОТ | – | – | 105300 |
| 16 | 456300 |
Способ изготовления самодельного конвейера
Как ранее было отмечено, чаще всего рассматриваемое изделие устанавливается на конвейере. При рассмотрении того, как сделать шнек своими руками в домашних условиях для винтового конвейера отметим следующее:
- Вал должен крепиться на подшипниках, поэтому нужно предусмотреть соответствующие посадочные гнезда.
- Сложность конструкции заключается в необходимости передачи вращения то электрического двигателя к винту. Для этого проводится установка специального привода, представленного сочетанием электрического двигателя с редуктором.
Качественный самодельный шнек в подобном механизме может прослужить в течение длительного периода
Важно правильно создать корпус, который зачастую напоминает желоб
Как сделать шнек своими руками
Изготовление шнека производится в несколько последовательных этапов:
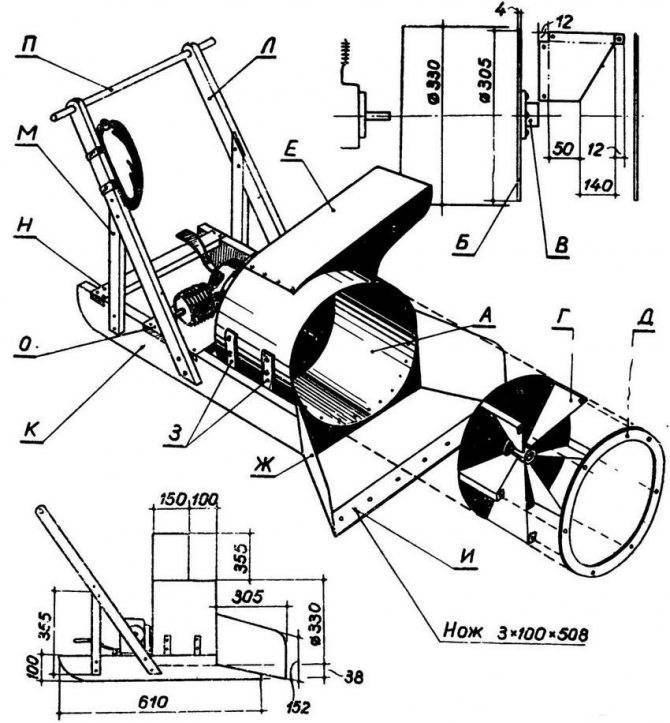
- Делаем раму из труб. Обычно в чертежах даются размеры 50 x 70 см. Исходя из того каких размеров у вас мотор и размера ковша 50 х 30 см, вы можете сами подобрать наиболее подходящий размер рамы.
- Сам шнек изготовляется из трубы, в ее центре устанавливается лопатка 270 x 120 мм из двух или трех-миллиметровой стали. Винты можно сделать из транспортерной ленты, но предпочтительнее все же использовать сталь.
- Сбалансируйте винт, удаляя лишний метал болгаркой. Для этого установите винт в готовое посадочное место и вручную прокручивайте его, так вы сможете узнать, где необходимо снять металл.
- В том случае, если вы решили использовать транспортерную ленту, вам понадобится около 1,5 метра толщиной один сантиметр. Из ленты нарезается четыре кольца диаметром 28 см.
- Используйте резиновую заглушку, чтобы закрыть подшипники, в которых будет вращаться вал. В противном случае их сразу заклинит.
- Ковш можно изготовить из десятимиллиметровой фанеры. Для жесткости следует прикрепить стенки ковша к раме.
- При изготовлении подобных конструкций следует помнить о том, что, если используется электродвигатель (для электрический снегоуборочных машин), его необходимо защитить от снега. Если же вы остановились на выборе мотоблока, заранее определитесь с переходниками, чтобы его подключить. Прочитайте статью о том, сделать снегоуборщик к мотоблоку своими руками.
Сегодня Вы узнали немного больше об устройстве и применении, а также замене ремней снегоуборщика. Вместе с этим Вы научились делать шнеки своими руками, как оказалось, в этом нет ничего сложного, если составить план и подойти к процессу с головой.
Надеемся, данная статья также поможет вам немного сэкономить, берегите свою технику и себя.
О других запчастях для снегоуборочных машин читайте в этой статье.
Изготовление инструмента
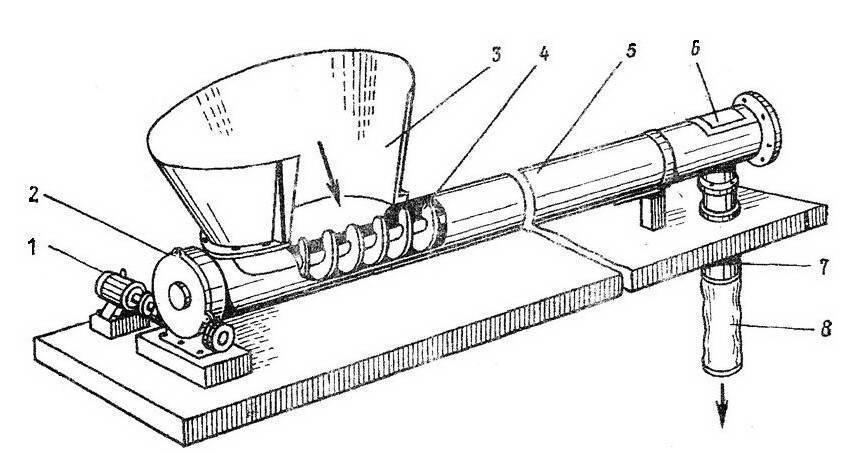
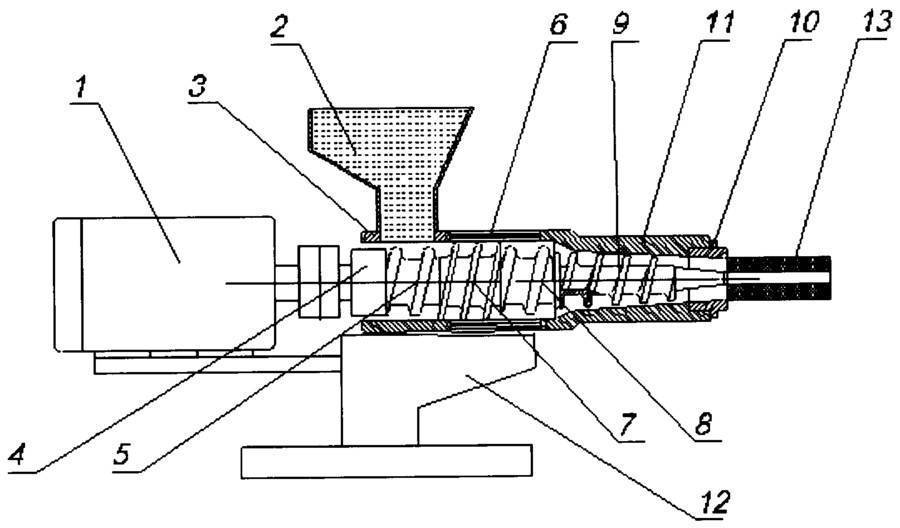
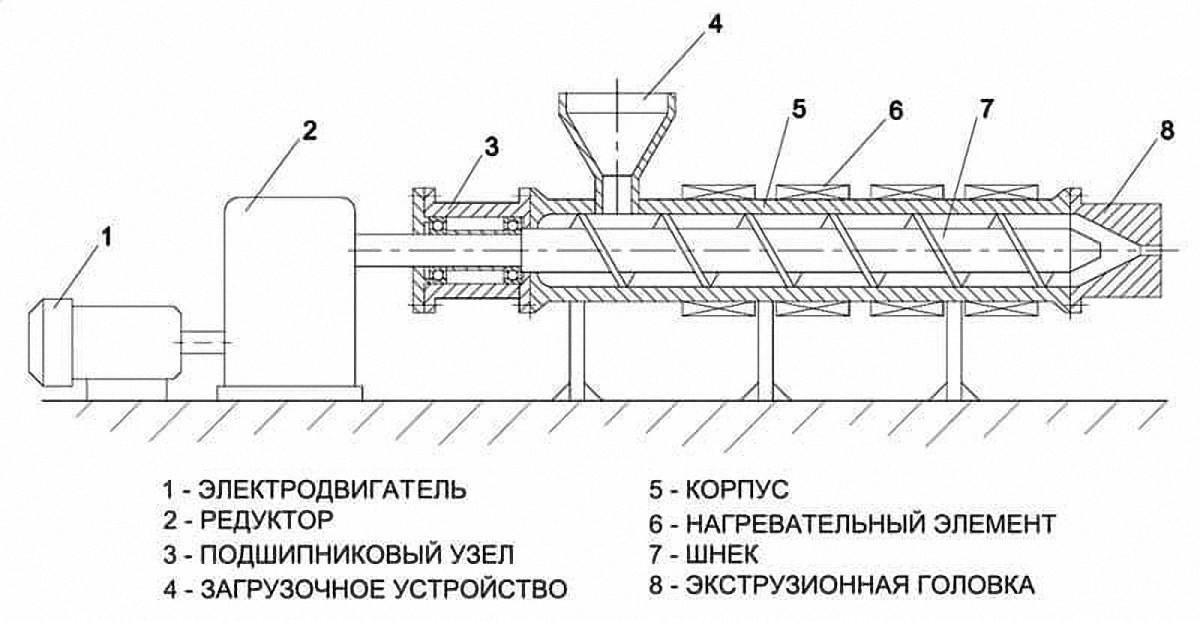
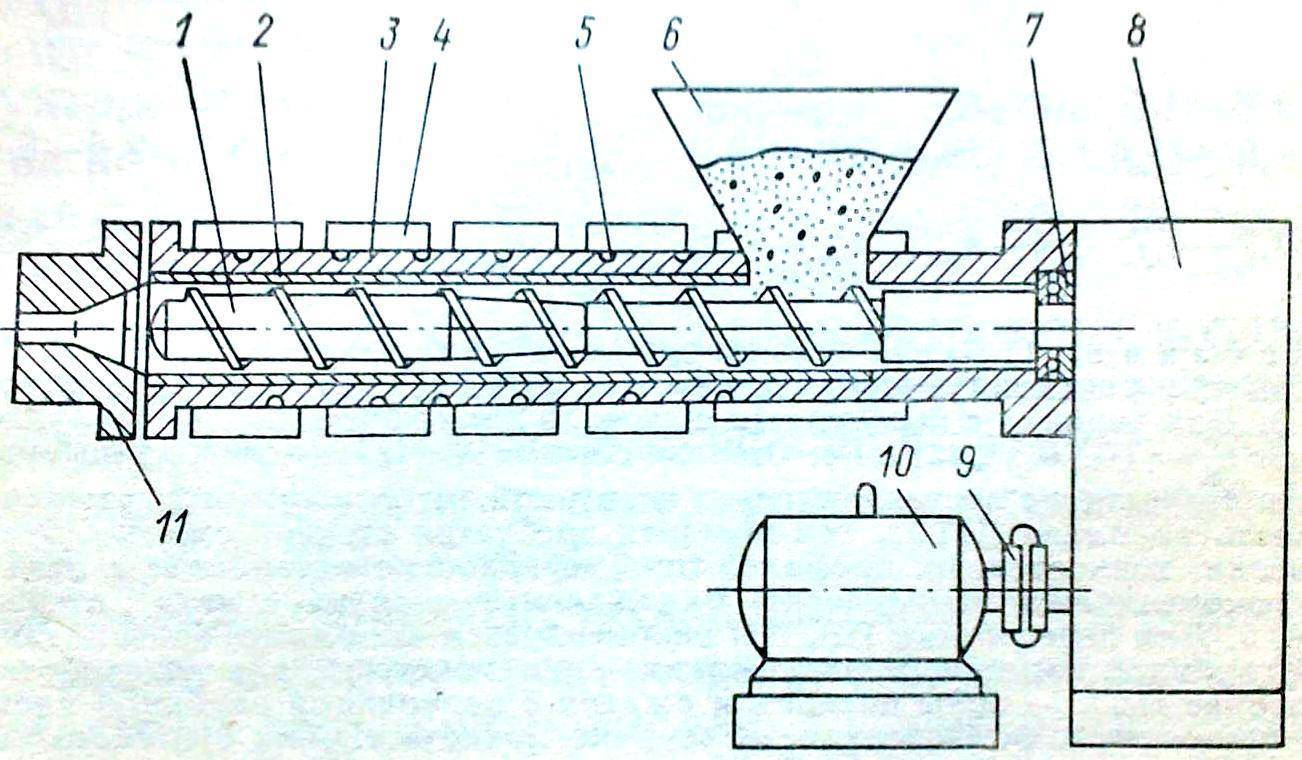
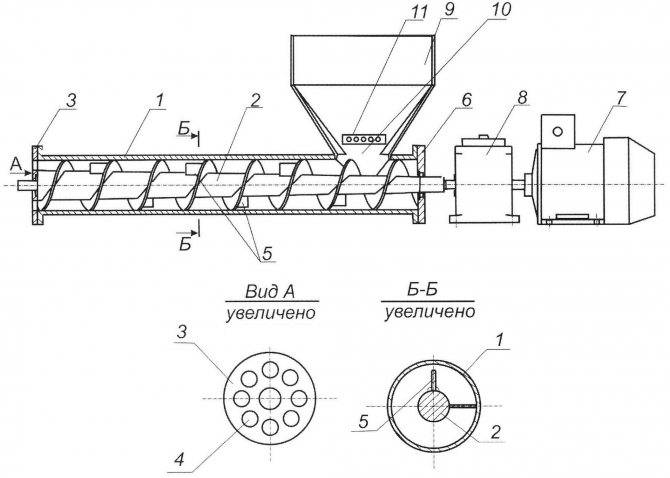
Кинематическая схема станка шнекового бурения марки УШБ: 1 – мотор, 2 – коробка ротора мощности, 3 – карданный вал, 4 – редуктор, 5 – конические шестерни (неподвижный ротор), 6 – штанга, 7 – ротор, 9 – шнек, 10 – коронка, 11, 12 – лебедки.
Для изготовления бурового инструмента потребуется немало времени и сил, а инструменты и материалы нужны следующие:
- рулетка;
- болгарка;
- сварочный аппарат;
- дрель;
- труба толстостенная Д 40 мм;
- сталь листовая 1,8-2 мм;
- шестигранники и гильзы;
- винты с гайками либо шпильки.
В самом начале набрасывается чертеж, который почти всегда одинаковый, т.к. именно такие параметры позволяют добиться максимального КПД при работе. После этого можно начинать готовить трубу, что происходит за минимальный промежуток времени:
- Производится замер трубы на 120-140 см, а также четкий рисунок границ будущего среза.
- Производится отрез по отмеченной ранее линии. Если отметка оказывается неровной, то срез корректируется, дабы добиться строго перпендикулярного положения по отношению к основному направлению.
- Сверху вставляется стержень с шестигранником на конце и приваривается. На этом же этапе сверлится труба таким образом, чтобы пробить насквозь основу шестигранника, после чего вставляется сквозная шпилька, излишки обрезаются, а стык заваривается. Данное мероприятие позволит обеспечить дополнительный запас прочности. В самом шестиграннике сверлятся 2 перпендикулярных отверстия на высоте 2,2 и 4,2 см (люфт в 2 мм нужно оставлять обязательно).
- Снизу вставляется продолговатая гильза под шестигранник и заваривается. На расстоянии 2 и 4 см от окончания трубы делаются перпендикулярные сквозные отверстия, через которые будет производиться фиксация с шестигранником в нижнем сегменте.
Аналогичная процедура проводится с каждой используемой для бурения трубой, благодаря чему в итоге получается идеальное качество стыка. А вот после этого начинается сложный этап, т.к. придется из листовой стали выгибать лопасти:
- Вырезается квадрат стали 200*200 мм, из которого выгибается 1 виток.
- От получившегося витка отрезаются все излишки, чтобы в итоге образовался идеальный круг. В центре делается идеально круглое отверстие 40 мм.
- Круг снова выгибается в первоначальное плоское положение, после чего обводится по контуру на листовой стали.
- Обведенные шаблоны вырезаются болгаркой или электролобзиком (специальной пилочкой по металлу) и выгибаются в нужное положение.
- Производится окончательная фиксация к трубе от основания до самого верха при помощи сварочного аппарата. Каждый следующий круг должен начинаться там, где заканчивается предыдущий, а верхний заканчивается там, где начинается нижний. Такой подход позволит делать взаимозаменяемые сегменты.
Желательно базовый шаблонный круг оставить на будущее, т.к. колонны время от времени выходят из строя, и нужно изготавливать новые, а делать заготовки заново каждый раз — это лишняя трата сил и времени.
Несколько советов
Некоторые рекомендации помогут сделать качественное бурильное приспособление. При работе стоит учитывать следующее:
- Необходимо правильно рассчитывать диаметр шнека. Дело в том, что во время работы отверстие будет слегка отличаться от размера режущей детали. Например, 200 мл элемент обеспечит лунку в 240−250 мл.
- Можно заменить диски для болгарки обычной листовой сталью, толщина которой будет около 2 мм. Но ее придется дополнительно гнуть и затачивать, чтобы придать идеальную форму.
- Во время работы с диском необходимо соблюдать меры безопасности. Его следует тщательно и надежно закрепить в специальные тиски, а резать исключительно в защитных очках.
- Чтобы произвести расчет пера шнека, можно воспользоваться специальной программой «Компас-3 D». Она сделает все необходимое, достаточно внести исходные данные и дождаться готового чертежа. Все это позволит значительно сохранить время.
Чтобы продлить эксплуатационный срок самодельного шнека, нужно чистить его после каждой работы. Устранять землю с металлических деталей, при необходимости править лезвия и подтачивать их. Кроме этого, для хранения выбирать помещения с пониженной влажностью.
Виды кормов для животных
Различают корма класса:
- Эконом (30% продаж). Состоит из зерновых культур, мясокостной муки, говяжьего жира, красителей и ароматизаторов. Усваивается организмом животного примерно на 25–30%. Розничная цена — от 70 руб./кг;
- Стандарт (40% продаж). Содержит до 30% мясных отходов и продуктов гидролиза белков. Остальные компоненты — кукуруза, рис, ячмень, витаминные добавки. Корм усваивается организмом на 35–40%. Розничная цена — от 110 руб./кг;
- Премиум (25% продаж). Сырьем для такого корма служат злаковые и овощные смеси, мясные субпродукты, витамины и минералы. Степень усвояемости достигает 50–60%. Розничная цена — от 200 руб./кг;
- Супер премиум (5% продаж). Состоит из мясных отходов, говяжьей крови и печени, сублимированного мяса и сушеных овощей с добавлением витаминных комплексов. Усваивается организмом животного на 80%. Розничная цена — от 400 руб./кг.
Очевидно, начинающему предпринимателю следует пробовать свои силы в сегменте «Стандарт»: если проект окажется успешным, можно попробовать выпустить продукты более дорогие или более дешевые.
В пределах каждой ценовой категории производят:
- Сухой корм (влажность — менее 12%). Производство сухого корма для собак и кошек не требует сложного оборудования, а хранение — строгого соблюдения микроклиматических условий и герметичной упаковки;
- Влажный корм (влажность — более 12%). Легче усваивается организмом животного и выглядит похожим на натуральную пищу. Однако при изготовлении влажных кормов необходимо выдерживать температурный режим и обеспечивать стерильность.
Согласно способу производства корма для собак и кошек, обеспечивающему его сохранность в течение длительного срока, различают:
- Консервированный влажный корм в стерильной упаковке;
- Замороженный корм, который следует хранить в холодильнике.
Наконец, корма классифицируют согласно содержанию в них питательных веществ:
- Полнорационный корм, полностью удовлетворяющий потребности животного в пище. Может быть единственным продуктом в рационе кошки или собаки;
- Неполнорационный корм. Не содержит полного набора питательных веществ, а потому требует добавления в рацион животного и других видов пищи;
- Корм специального назначения, вызывающий определенный физиологический эффект (очищение желудка, лечение почек, оздоровление шерсти).
Дополнительные аспекты
При работе были использованы следующие инструменты и материалы:
- болгарка;
- рулетка;
- сварочный аппарат;
- труба;
- болты;
- гайки;
- листовая сталь;
- стальная полоса;
- долото;
- диски для болгарки.
Сам шнек изготавливается достаточно быстро при набитой руке, но есть ряд особенностей, которые нельзя забывать, ни при каких условиях:
- Резьба на болтах и направление вращения должны быть противоположными, чтобы случайно не открутить насадку, а потом не оставить ее на большой глубине под землей.
- Из швеллера изготавливается четырехугольник, который будет служить опорой для шнека, когда его нужно будет удержать на весу. Желательно делать конструкцию с 1 подвижной стенкой, чтобы было гораздо легче работать.
- В верхней части каждой трубы (10 см от края) делается сквозное отверстие, в которое можно продеть армирующий прут 12-14 мм. Это пригодится в тот момент, когда шнек нужно будет извлечь из-под земли, а длина этого не будет позволять сделать.
После того как работа завершена, можно приступать к эксплуатации.
После каждого завершения работы металл нужно очищать от земли, а потом убирать в место с пониженной влажностью. Желательно после каждого завершения работы немного править лезвия и подтачивать, чтобы они не затуплялись.
Работа различных устройств механизмов основана на применении шнека. Подобная деталь представлена винтом, который характеризуется определенной формой. Примером можно назвать установку шнека в конвейерах, предназначенных для перемещения различных сыпучих материалов. Подобная конструкция получила весьма широкое распространение, представлена сочетанием самых различных узлов.

Требования к помещению
Они могут быть весьма различны в зависимости от объемов производства, выбранного оборудования и его мощности. Подсчитано, что для линии, которая будет вырабатывать до 20 кг чипсов в час, достаточно 55 квадратных метров. Тем не менее это минимальное значение, которое допускается слегка превысить размеры производственного помещения для большего комфорта.
Не стоит забывать и о том, что для постоянного функционирования и уменьшения расходов на логистику поблизости или в том же самом здании должен быть подходящий по метражу склад. На указанные выше объемы выпуска продукции в час потребуется как минимум 25 квадратных метров хранилища, а если площадь помещения устанавливается на отметке в 140 квадратных метров с соответствующим более мощным оборудованием, то склад должен быть приблизительно вдвое больше. Другие требования к помещению для производства чипсов по большей части повторяют таковые для любого другого бизнеса по изготовлению продуктов питания.
Несколько советов
Некоторые рекомендации помогут сделать качественное бурильное приспособление. При работе стоит учитывать следующее:
- Необходимо правильно рассчитывать диаметр шнека. Дело в том, что во время работы отверстие будет слегка отличаться от размера режущей детали. Например, 200 мл элемент обеспечит лунку в 240−250 мл.
- Можно заменить диски для болгарки обычной листовой сталью, толщина которой будет около 2 мм. Но ее придется дополнительно гнуть и затачивать, чтобы придать идеальную форму.
- Во время работы с диском необходимо соблюдать меры безопасности. Его следует тщательно и надежно закрепить в специальные тиски, а резать исключительно в защитных очках.
- Чтобы произвести расчет пера шнека, можно воспользоваться специальной программой «Компас-3 D». Она сделает все необходимое, достаточно внести исходные данные и дождаться готового чертежа. Все это позволит значительно сохранить время.
Чтобы продлить эксплуатационный срок самодельного шнека, нужно чистить его после каждой работы. Устранять землю с металлических деталей, при необходимости править лезвия и подтачивать их. Кроме этого, для хранения выбирать помещения с пониженной влажностью.
(1 оценок, среднее: 2,00 из 5)
Изготовление своими руками
Прежде чем браться за работу, стоит посмотреть пару видео изготовления своими руками и приготовить необходимые материалы
Изготовить шнек – дело нехитрое, но подойти к нему нужно со всей серьёзностью: в процессе работы оборудование испытывает большие нагрузки, очень важно, чтобы качество материалов и работы было на высоте
Обязательно почитайте: Тюнинг МТЗ 80 с малой кабиной своими руками
Подробные чертежи не понадобятся, но необходимо, как минимум, прикинуть длину и диаметр шнека (примерно равен желаемому диаметру отверстий). Чем больше диаметр и чем больше лопастей у шнека, тем эффективнее он будет работать, но и трудозатраты увеличатся: придется поднимать больше грунта за раз.
Необходимые материалы и инструменты:
- листовая сталь или диски для болгарки;
- труба диаметром 40 мм;
- болгарка;
- сварочный аппарат;
- долото;
- рулетка;
- болты, гайки.
Для изготовления шнека необходим подходящий чертеж
Способ изготовления
Сначала сваривается рукоять. Вне зависимости от диаметра и длины шнека рукоять должна быть максимально удобной и выносливой, так как подвергается большим нагрузкам. Если бурить будет один человек, оптимальная ширина ручки – 80–85 см, тогда как для работы в паре можно смело делать лопасти по 100–130 см в каждую сторону.
Для надежной фиксации в основном стволе делается дуговой вырез, труба погружается в него на 1\3 и тщательно заваривается. Обрезы труб аккуратно зашлифовываются УШМ. Желательно оснастить ручки прорезиненными накладками, которые не дадут рукам скользить и сделают работу более комфортной и безопасной. В конце в трубу вставляется болт и заваривается наглухо. На нем будет фиксироваться шнек и удлинители, поэтому стоит выбрать болт попрочнее.
На глубинах до 10 м хорошо подходят самые простые самодельные шнеки для бурения с двумя лопастями. Для этого берется труба 100–140 см длиной. Точный размер выбирается по росту оператора. В верхнюю часть трубы вваривается продолговатая гайка того же размера, что и болт. В нижнюю – толстый армирующий прут, который будет служить переходником к буру. На него крепится долото – самая твердая часть бура, принимающая на себя столкновение с породой. Можно купить готовое, а можно сделать из стальной полосы толщиной 3 мм и длиной 30 см. Полосу скручивают в спираль на три витка, прокаливают с охлаждением в кипящем масле или свинце и затачивают.
Обязательно почитайте: Устройство бортового редуктора
Спираль для шнека проще всего сделать из дисков от болгарки. Понадобится два диска, один на 150 мм с ровной кромкой, второй на 180 мм зубчатый (по дереву). Оба диска распиливают пополам, центральную часть рассверливают до размеров трубы. Затем диски приваривают к рабочей трубе под углом 35° относительно земли – сначала 150-миллиметровый, на 10 см выше него фиксируют второй. При необходимости центральную часть правят болгаркой.
При желании можно сделать более сложный и производительный вариант, в котором спираль шнека будет идти от долота до самого верха. Технология та же, только вниз крепится зубчатый диск от болгарки, следом – гладкие.
При необходимости делаются удлинители из обрезков трубы длиной 100-140 см. Снизу приваривается болт, сверху – продолговатая гайка. Аналогично делается удлинитель для шнека мотобура и другого автоматического оборудования.
Подготовительный этап
Чаще всего деталь применяется в качестве основного элемента винтового конвейера. Кроме этого, есть возможность применять деталь для бурения скважин. Начать изготовление шнеков следует с подготовительного этапа. Его особенности заключаются в следующем:
- В интернете можно найти чертежи по которым проводится создание устройства.
- При необходимости можно провести расчет основных параметров при применении специальных формул.
- Вначале проводится выбор подходящего материала для изготовления винта. В большинстве случаев для этого подходит сталь с повышенной прочностью, которая проходит термическую обработку.
- Для работы потребуется сварочный аппарат и некоторые инструменты. Металл считается труднообрабатываемым материалом, для которого требуются специальные инструменты.
- Существенно упростить поставленную задачу можно путем изготовления шаблона при применении картона. Подобным образом можно исключить вероятность допущения серьезной ошибки.

От правильности проведения подготовительного этапа зависит то, насколько правильной формой будет обладать готовое изделие. Именно поэтому нужно провести создание заготовки из картона, после чего она прикладывается к основной части и проверяются основные параметры. Изготовить шнек можно из самых различных материалов, при выборе прочной стали можно рассчитывать на длительный эксплуатационный срок.
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.
При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции. Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.
Освобождение от тары
При организации технологического цикла рассматриваются характеристики сырья и подготовка его к производству. Это позволяет выстроить правильную последовательность этапов изготовления продукции.

Некоторые продукты в процессе подготовки освобождаются от тары. Это нужно делать правильно. Мука, сахар, какао, крахмал и прочие продукты могут поставляться на производство в мешках. Прежде чем открыть такую тару, внешнюю поверхность нужно обмести щеткой. После тщательной очистки мешок вспарывается по шву. Остатки нитей, шпагата собирают в специальный контейнер. Чтобы удалить остатки сахара или муки, мешок выворачивают и встряхивают его, удерживая его распоротым швом вверх.
Некоторые виды сырья поставляют в бочках. Их также перед открытием очищают и омывают внешние поверхности водой
Особое внимание в процессе мойки нужно уделить днищу и уторам
Открывать тару следует предельно осторожно. Недопустимо, чтобы в сырье попали частицы дерева, гвозди или прочие инородные объекты
Недопустимо, чтобы в сырье попали частицы дерева, гвозди или прочие инородные объекты
Недопустимо, чтобы в сырье попали частицы дерева, гвозди или прочие инородные объекты.
Подготовка сырья к производству хлебобулочных изделий может предполагать изъятие продуктов из ящиков. В этом случае нужно проводить процедуру в изолированном от основного производства месте. При вскрытии ящика нужно следить, чтобы в продукты не попали щепки, гвозди и прочие части ящика.

Металлические банки перед открытием обмывают теплой водой. Далее их протирают насухо. Для вскрытия применяется специальный нож.
При выемке из ящиков продуктов в стеклянной таре, бутылки тщательно пересматривают. Битые, надколотые банки, а также те, которые имеют на поверхности трещины, нужно удалить. Целые стеклянные бутылки обмывают и протереть насухо. После этого их передают на вскрытие
Простой способ
Есть очень простой способ быстро собрать самодельный шнек с двумя лопастями. Эти элементы будут прекрасно врезаться в грунт. Единственный минус, что работать им можно только на небольшой глубине, не более 10 м.
Изготавливается шнек по следующей технологии:

- Берем трубу длиной от 100 до 140 см, тут все зависит от роста работника. В ее верхней части привариваем продолговатую гайку, которая будет соответствовать болту. Можно заменить двумя стандартными. Если взять меньше, то конструкция будет держаться ненадежно.
- В нижней части привариваем металлическую гильзу или толстую арматуру — этот элемент будет исполнять роль переходника к буру. Долото покупаем готовое или изготавливаем самостоятельно из стальной полосы длиной 30 см и толщиной 3 мм. Ее сначала хорошенько прокаливаем, а затем охлаждаем в кипящем свинце или масле. Эту спираль фиксируем в гильзе, а потом тщательно затачиваем.
- Берем два диска от болгарки: один с ровной кромкой на 150 мм, другой зубчатый — 180 мм. Распиливаем эти диски напополам, в таком случае центральная часть расширяется и совпадает с основной трубой. Устанавливаем их поочередно: вначале меньший, а на 10 см выше — больший. Расположение деталей делаем строго под углом 35 градусов к земле. В таком случае повышается коэффициент полезного действия при минимальных усилиях.
- Далее изготавливаем трубчатые элементы для продления. Для этого берем трубу с аналогичным диаметром и длиной 100−140 см. Затем вставляем снизу болт и привариваем его. В верхней части устанавливаем и привариваем продолговатую гайку.
В таком случае бурильная конструкция будет делать более продолжительные ходы, а значит, работать инструментом будет проще и быстрее. На этом шнек готов.
Самодельные буровые устройства

Рисунок 2. Вращаясь по спирали, буровой шнек врезается в землю и поднимает ее на поверхность.
Часто на дачном участке нужен бур при производстве строительных работ. Например, чтобы сделать ямки под столбики. Это устройство пригодится и для бурения скважины для колодца. Для этих целей можно – сделать шнек. В нижней его части установлены следующие детали:
- несущая труба;
- наконечник;
- резак;
- спиральная часть шнека.
Верхняя часть бура имеет рукоятку, которая может быть снята, что позволяет вставить между частями бура удлинитель для сверления глубоких скважин. Для создания устройства надо приобрести следующие детали:
- несколько труб калибром от 20 мм до 50 мм и длиной 35-58 см;
- отрезки пластин старых автомобильных рессор;
- железный лист размерами 2,5х10 см, толщиной 1,8-2,2 мм.
Технология создания шнекового бура такова:
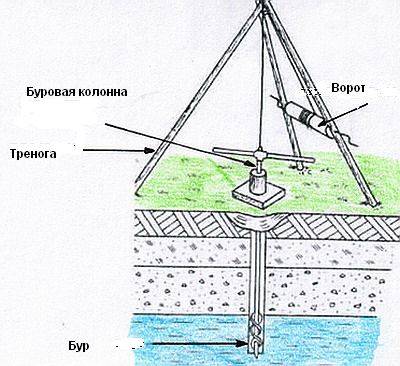
Схема самостоятельного бурения скважины.
- Берут отрезок трубы нужной длины (он не должен иметь изгибов и деформаций) и на одном из его концов сверлят дрелью перпендикулярное отверстие калибром 8 мм. Это нужно для соединения верхней части с ручкой или удлинителем.
- На нижнем конце трубы должен быть установлен наконечник – он задает направление движения грунта. Его надо вырезать из рессоры. Для этого болгаркой из нее вырезают квадрат.
- В трубе делают пропил (продольный), равный по толщине детали наконечника.
- Вставляют его острым концом внутрь трубы – получается что-то похожее на копье.
- Сваривают детали электросваркой.
- Из рессоры вырезают резак. Его длина равна половине (или чуть больше) диаметра создаваемого бура.
- На нем пропиливают зубцы, которые вгрызаются в грунт и разрыхляют его. Затем вынимаемая земля попадает на спираль шнека.
- Зубцы должны быть расположены под острым углом к основной поверхности резца.
- Эту деталь приваривают электрической сваркой к трубе.
- Из листа железа вырезают круг, равный по диаметру будущей спирали шнека.
- В его центре делают отверстие для основной трубы.
- Диск прикладывают к приваренному к трубе резцу и отмечают с помощью карандаша место их соприкосновения.
- По полученной отметке разрезают диск болгаркой от края до центра.
- Разрезанный круг укрепляют в тиски и при помощи молотка делают кусок спирали.
- Полученный шнек насаживают на трубу устройства и приваривают.
- Обрабатывают поверхность механизма при помощи металлической щетки и красят.
- Переходят к созданию ручки и удлинителя. Первая имеет приваренную поперечную трубу для вращения и может быть выполнена в нескольких вариантах. В качестве удлинителя можно использовать любой подходящий по длине и калибру отрезок трубы.
Количество витков спирали можно увеличить, если в этом есть необходимость (рис. 2).