Трехкулачковые патроны
Трехкулачковый патрон получил наибольшее распространение
Причина высокой популярности — быстрота крепления деталей, что особенно важно в мелкосерийном производстве, где смена заготовок происходит весьма часто
В отличие от патронов клинореечного типа, этот патрон не требует времени на переналадку, когда устанавливается заготовка другого размера. Центрирование патрона может выполняться цилиндрическим пояском или конусом.
Патрон представляет массивную планшайбу, в которой прорезаны радиальные пазы. В них перемещаются три кулачка, приводимые в действие конической зубчатой передачей, которая смонтирована внутри планшайбы. Одно из колец снабжено торцевой резьбой, называемой спиралью Архимеда, при помощи которой его можно вращать ключом. При вращении этой спирали происходит одновременное перемещение всех кулачков.
Виды токарных патронов
Токарные патроны делятся на такие виды:
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
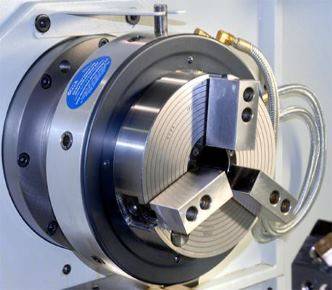 | |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.
Четырехкулачковые патроны
4-х кулачковые патроны применяются для зажима заготовок некруглой и несимметричной формы. Кулачки четырехкулачкового патрона регулируются независимо и для обработки поверхности детали необходимо установить таким образом, чтобы ее ось совпала с осью шпинделя. Самоцентрирующие встречаются не часто. Приспособления являются универсальными и применяются в единичном и мелкосерийном производстве в ремонтных и инструментальных цехах.

Четырехкулачковый

4-х кулачковый

4-хкулачковый
Каждый кулачок перемещается в радиальном направлении отдельно за счет вращения винтов.
Чтобы определить возможность обработки в 4-х кулачковом патроне необходимо рассчитать отношение длины заготовки и ее диаметра. Если полученный результат будет более 4 единиц, то возможность обработки отсутствует.
На токарных станках крепятся через промежуточный фланец или непосредственно на фланцевых концах шпинделя.
Устройство и принцип работы.
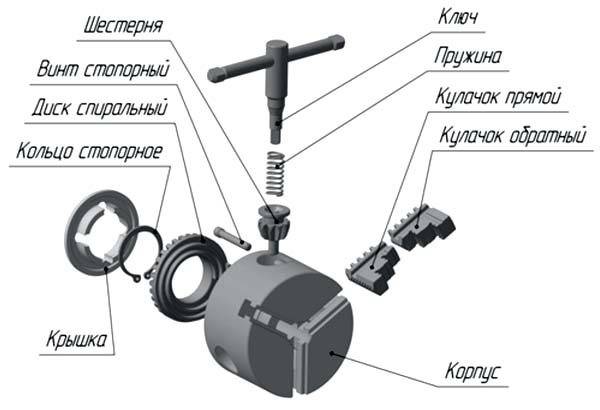
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
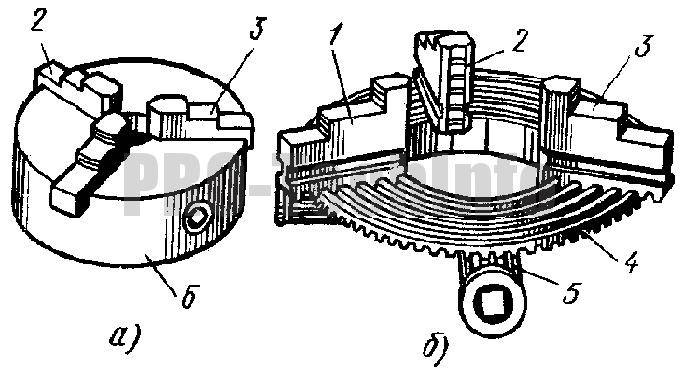
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Как выбрать
Чтобы правильно выбрать токарный патрон необходимо учесть несколько важных моментов:
- рабочие параметры и точные размеры шпинделя станка;
- способ или вариант крепления патрона к шпинделю;
- для хоббийных станков немаловажную роль играет мощность привода, слабый двигатель может не справиться с задачей по крутящему моменту;
- какие и в каком количестве детали входят в комплект токарного патрона.
Не обладая четкого представления об изложенной выше информации, нельзя считать себя готовым к приобретению токарного патрона, как важного узла станка. Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние
Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние.
Какие еще ГОСТы связаны с токарными патронами
На различные токарные детали для металлообрабатывающих станков разработаны собственные стандарты, которые закрепляют все необходимые параметры. Основные ГОСТы:
- ГОСТ 24351-80 Для самоцентрирующихся трех- и двухкулачковых клиновых и рычажно-клиновых элементов.
- Стандарт 3890-82 Для четырехкулачковых деталей с независимым перемещением кулачков» с указанием основных и присоединительных размеров.
- 14903-69 Для самоцентрирующихся двухкулачковых элементов.
- Госстандарт 2848-75 Конусы инструментов. Допуски. Методы и средства контроля.
- Госстандарт 12595 – 2003 – станки металлорежущие.
- Госстандарт 3889 – Фланцы к самоцентрирующимся патронам.
- Стандарт 12593-72 – размеры фланцев шпинделей
Вся данная техническая документация позволяет обобщить и классифицировать разновидности этих основных элементов токарной оснастки.

Трехкулачковые варианты с диаметром в 250 мм чаще всего используются в токарных станках, как на промышленном, так и на бытовом уровне. Поэтому стандарты их изготовления по всем параметрам должны четко соблюдаться.









Документ, регламентирующий самоцентрирующиеся спирально-реечные элементы, содержит подробные размеры, а также отдельные схемы и чертежи данной детали, по которым можно выявить соответствие заявленных данных. При малейшем нарушении параметров, указанных в ГОСТе, значительно снижается, качество рабочего процесса токарного станка.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
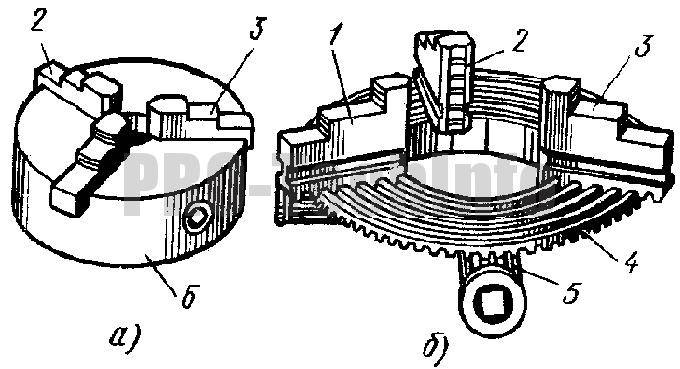
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Изготовление токарного патрона по дереву своими руками
Для деревообрабатывающего станка, применяемого в домашней мастерской, можно приобрести готовый токарный патрон. Однако многие мастера предпочитают изготовить самодельный патрон для токарного станка по дереву. Такой подход позволяет получить токарный патрон для выполнения именно тех видов обработки, которые планируется производить самостоятельно.
Для изготовления такого устройства понадобятся:
- втулка (изготовленная из полиуретана или резины);
- металлическая заготовка (наиболее приемлемыми считаются латунные или медные);
- стальная заготовка (из неё изготавливаю корпус).

Также потребуется токарный станок. С его помощью изготавливают корпус и накидную гайку. В хвостовике нарезают резьбу. Её диаметр и шаг должен соответствовать параметрам резьбы вала шпинделя. После изготовления корпуса в него вставляется втулка. В ней будет зажиматься обрабатывающий инструмент. От точности изготовления каждой детали и качества их сборки зависит качество обработки деревянной заготовки.
Ещё одним способом изготовления такого устройства для обработки деревянных деталей является изготовление самодельной планшайбы с регулируемыми зажимами. Она способна прочно удерживать заготовку и в полном объёме исполнять роль токарного патрона. Для её изготовления понадобятся следующие материалы:
- стальной лист (толщина должна быт не менее 10 мм);
- уголок с полкой 50 мм;
- фанера;
- стальные болты (можно из нержавеющей стали) размером М8х30 в количестве восьми штук;
- подшипник закрытого типа;
- втулка с резьбой;
- гайки и шайбы.
Изготовление конструкции возможно только при наличии необходимого оборудования и инструмента. Для предотвращения ошибок при изготовлении следует составить подробную технологическую карту с описанием всех необходимых операций. В такой карте необходимо описать следующую последовательность работ по изготовлению планшайбы:
- Изготовить втулку с резьбой, которая обеспечит крепление будущего устройства к шпинделю. Такую втулку можно приобрести готовую, что значительно облегчит процесс изготовления планшайбы и сократит время её сборки.
- Разметить лист фанеры. Целесообразней делать это с помощью заранее изготовленного шаблона. Окружность и две оси изображаются на листе плотной бумаги, затем рисунок переносят на поверхность фанеры.
- По полученному изображению с помощью лобзика (ручного или механического) выпиливают корпус планшайбы. После завершения все края необходимо обработать абразивным материалом.
- По отмеченным осям пропилит сквозные пазы. Для точного изготовления целесообразно по краям произвести изготовление сквозных отверстий заданного диаметра. Внутренне отверстие должно располагаться на расстоянии более 20 мм от центра корпуса.
- От металлического уголка следует отпилить четыре одинаковые по размеру заготовки. В каждой из них просверлить одно отверстие. Его диаметр должен быть равен размеру паза.
- Во второй полке следует просверлить отверстие и нарезать резьбу по выбранные болты.
- Закрепить резьбовую втулку, которая будет обеспечивать крепление изделия на валу. Для надёжности крепления следует использовать сварку или паяние.
- Соединить уголки и корпус планшайбы имеющимися болтами. Уголки исполняют роль кулачков, которые установлены на заводском патроне.

После завершения сборки закрепить полученный патрон на валу токарного станка.
После завершения сборки закрепить полученный патрон на валу токарного станка. Перед использованием патрона следует произвести его проверку. Для этого в патроне закрепляют деревянную заготовку и включают станок на пониженных оборотах. Следует помнить, что такой патрон в состоянии обеспечить давление на поверхность заготовки, в размере не более 50 кг.
После проведенной проверки необходимо произвести пробную обработку с соблюдением всех требований техники безопасности.
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Виды и классификация токарных патронов
Одним из основных параметров классификации патронов, определяющим возможности обработки тех или иных заготовок, является количество и конструкция кулачков. По количеству зажимов патроны подразделяются на:
- Двухкулачковые патроны. Оптимальны для зажима заготовок небольшого размера несимметричной формы – поковок, арматуры и т. д.
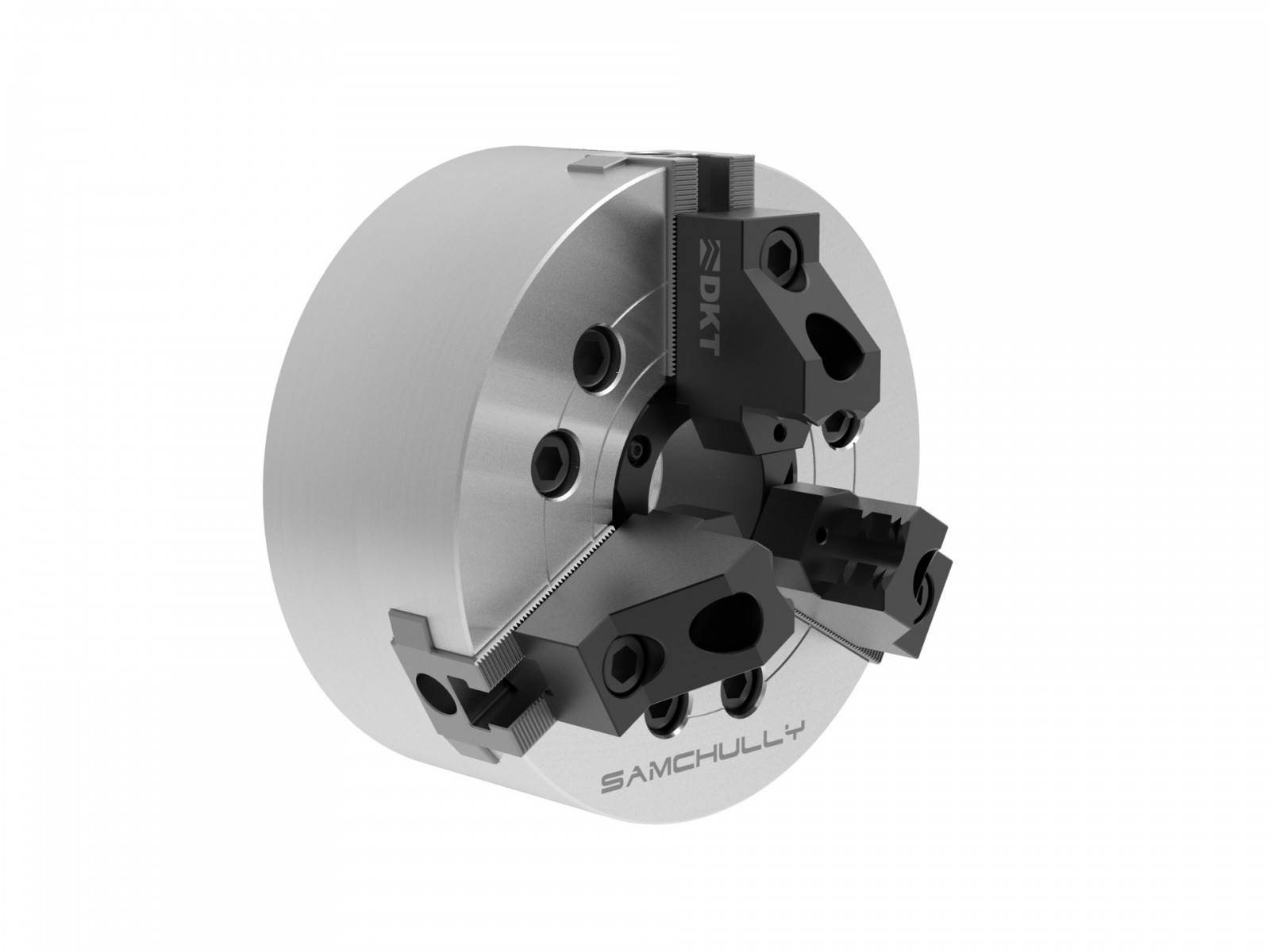
- Трёхкулачковые патроны самоцентрирующиеся. Используются для крепления заготовок круглой и шестигранной форм. Обеспечивает возможность быстрой центровки и фиксации.
- Четырехкулачковые патроны с независимой фиксацией зажимов. Данный тип оснастки применяется для установки заготовок прямоугольной и нессиметричной формы, квадратных прутков.
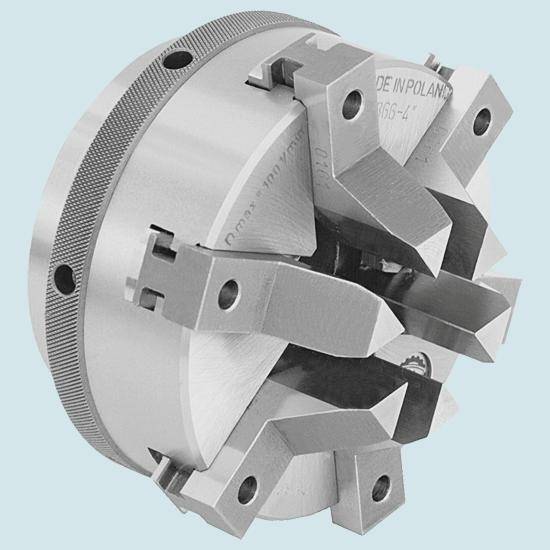
- Шестикулачковые патроны самоцентрирующиеся. Оптимальны для работы с тонкостенными деталями благодаря минимальному усилию смятия. Шесть кулачков обеспечивают равномерное распределение усилий сжатия.
По типу зажима кулачков патроны подразделяются на прямые и обратные. Первые обеспечивают зажим по наружной поверхности, обратные – по внутреннему отверстию. Применение обратных кулачков позволяет обработать всю поверхность детали.
По классу точности данный тип оснастки подразделяется на 5 ступеней:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо высокая.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления – стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя – это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Технические характеристики
Токарный 160 патрон трехкулачковый имеет следующие характеристики:
- наружный диаметр корпуса 160 мм;
- количество кулачков – 3;
- биение наружного диаметра корпуса патрона допускается до 0,02 мм;
- максимальное торцевое биение (контрольных колец) – 0,03 мм;
- максимальное число оборотов 2200 об/мин;
- точность обработки закрепленной детали класса П.
Эти данные не зависят от типа кулачков и варианта крепления к шпинделю.
Материал корпуса
Корпус патрона изготавливается из высокопрочного чугуна марки СЧ30 и выше. Материал должен иметь технические характеристики:
- высокая прочность;
- износостойкость;
- устойчивость к ударам и динамическим нагрузкам;
- высокий коэффициент сопротивления деформации на изгиб и растяжение;
- сопротивление стиранию.
Основные варианты конструкции
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Существуют различные варианты конструкции токарных патронов, остановимся на наиболее часто используемых в современном производстве:
Патрон рычажный. Зажим происходит благодаря смещению кулачков с зажимами благодаря действию двухплечевого рычага. Основной характеристикой является количество кулачков и степень смещения на рабочем диске. К недостаткам можно отнести сложность настройки, особенно при проведении нетиповых операций. Кулачки могут настраиваться путем одновременного смещения посредством ключа или отдельной регулировкой каждого зажима. Данный тип оснастки, как правило, применяется для черновой или получистовой обработки.








Клиновые токарные патроны – это усовершенствованный вариант конструкции рычажного зажима. Высокую точность фиксации обеспечивает наличие собственного механического или пневмопривода для каждого кулачка. Имеет возможность фиксации заготовки со смещением относительно центра вращения, что позволяет производить обработку деталей сложной конфигурации.
Мембранные токарные патроны. Обеспечивают наиболее высокую точность фиксации благодаря мембранам из упругого материала. Заготовка фиксируется путем отключения гидропривода, что приводит к расширению мембраны. Характерными особенностями конструкции является большое количество зажимов при сравнительно низком усилии сжатия. Поэтому основной сферой применения данного типа оснастки является чистовая обработка деталей на малых скоростях вращения.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
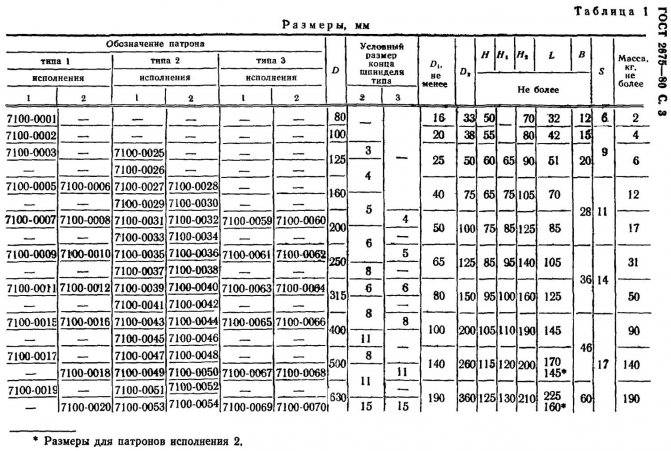
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
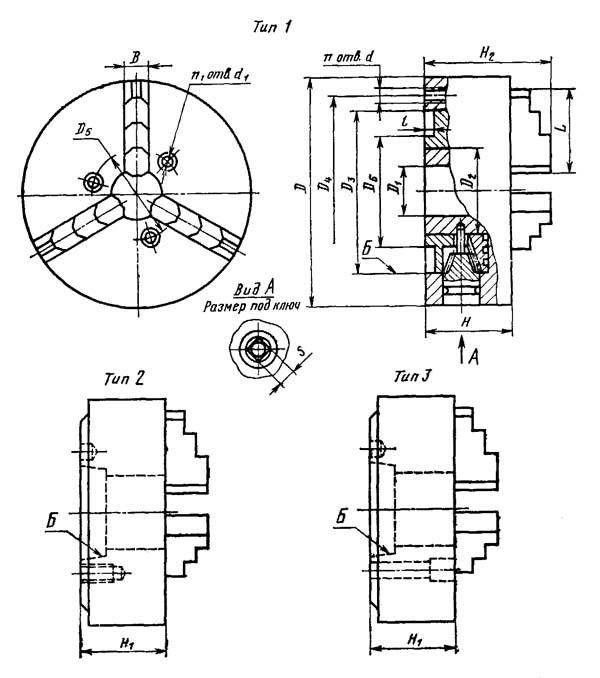
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском
Расточка
Для проведения процедуры необходимо демонтировать патрон и обработать его наждачной бумагой. С одной стороны может казаться, что обработка кулаков патрона спокойно подвергнется прямо на станке, но это не так. Расточка кулачков у токарного патрона, находящихся в свободном состоянии, без их зажатия к результату не приведет, биение при этом не устранимо. Детали могут растачиваться только зажатыми, потому что это их рабочее положение. Поэтому расточка кулачков производится следующим порядком:
- устанавливаются кулачки, сопоставив их диаметр отверстию токарного патрона;
- осуществляется зажим кольца с помощью кулачков так, чтобы оно могло свободно двигаться;
- используем один резец для расточки канавок, чтобы стружка, отходы могли спокойно удалиться из отверстия, второй для разработки плоскостей;
- находится оптимальный режим вращения, начиная с низкой частотой оборотов. Используется сначала первый резец, выбрав необходимую глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади;
- запускается резец для плоскостей так, чтобы по всей рабочей плоскости кулаков происходило соприкосновения. Для этого запускается станок на низкой скорости и наблюдается наличие соприкосновения резцом всех сторон;
- осуществляется конусная расточка кулачка, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
Пример работы с сырыми кулачками на токарном станке Haas
Сырые кулачки дают при работе одно существенное преимущество перед закаленными аналогами: они позволяют выставить заготовку точно в оси шпинделя и создают упор по оси с высокой повторяемостью. Эта оснастка незаменима для фиксации сложных деталей. Расскажем, как правильно подготавливать сырые кулачки для зажима заготовок по наружному диаметру.
Этап 1. Выбор кулачка
На первом этапе необходимо определиться с материалом кулачков. Они бывают алюминиевыми и стальными. Алюминиевые применяют для зажима легких и пустотелых заготовок с небольшим усилием зажима. Стальные — когда требуется создать большее усилие зажима и увеличенный срок службы.
Вторым моментом становится правильный выбор размера кулачка. В этом вопросе помогут рекомендации производителя и таблицы размеров. Советуем зажимать заготовку как минимум на треть длины. Если заготовка длинная, для ее фиксации потребуются удлиненные кулачки.
Этап 2. Установка кулачка
Перед установкой кулачков на токарный патрон тщательно очистите зубчатые гребенки и Т-образные пазы. При работе на передней поверхности патрона не снимайте центральную крышку — она защищает движущиеся части механизма от грязи, при попадании которой ресурс патрона серьезно снижается.
Никогда не устанавливайте сменные кулачки таким образом, чтобы Т-образные сухари выходили из своих пазов. Для этого требуется выдвинуть кулачки так, чтобы Т-образный сухарь оказался на уровне края мастер-кулачка. После этого затяните крепежные болты динамометрическим ключом до значения крутящего момента из документации: чтобы кулачки выдерживали необходимое усилие, а резьба осталась цела.
Важно!Токарный патрон необходимо смазывать ежедневно. Для этих целей лучше всего использовать смазку с высоким содержанием дисульфида молибдена
Если игнорировать уход, достаточно быстро усилие зажима снизится на 50% и более.Этап 3. Обработка сырых кулачков
Для качественной обработки сырые кулачки должны в процессе плотно зажимать какой-нибудь предмет. Лучшие условия создает специальное регулируемое кольцо. Оно имеет 3 штифта, которые помещают в отверстия крепежных винтов токарных кулачков. Эти штифты способны скользить в своих пазах для регулировки позиции, что позволяет незначительно поменять положение зажима.









Растачивать кулачки следует в середине хода. Если делать это в верхней части хода, возникнут проблемы загрузки детали в патрон, так как кулачки будут открываться практически без зазора к диаметру детали. Аналогично, если расточить кулачки в нижней отметке, деталь будет зажиматься без нужного усилия.
Зажимать деталь нужно за наружный диаметр, при этом следует таким образом настроить направление зажима в процессе растачивания, который будет соблюдаться при обработке будущей детали.
Давление в гидрозажиме и максимальные обороты назначайте, не превышая значений в спецификации производителя токарного патрона. Кольца допускается использовать при максимальном давлении 7 бар и максимальной скорости 900 об./мин. Возможны случаи, когда заготовку приходится зажимать с давлением, которое заметно превышает рекомендуемое. Однако это всегда риск, способный привести к деформации детали.
Этап 4. Обработка детали
На современных токарных станках предусмотрена специальная система визуального программирования VPS. Она позволяет выбрать шаблон для обработки внутреннего диаметра. Задавая параметры, учитывайте, что диаметр зажима на кулачках должен совпадать с диаметром зажимаемой детали, иначе деталь будет зажиматься либо только краями кулачков, либо только центром. После того, как давление на зажим токарного патрона и позиция настроечного кольца подобраны, можно начинать резать.
После растачивания кулачка, сделайте небольшую канавку на дне расточенного диаметра. Так вы сможете зажимать до упора заготовку с острой кромкой или очень маленькой фаской. Если же этого не сделать, заготовка будет устанавливаться на упор кулачков неправильно.
После того, как расточили кулачки, зажмите заготовку в токарном патроне, оставив место для дальнейшей работы. Обязательно задайте такое же давление в том же направлении, как при будущей обработке детали. Для зажима заготовки задайте давление, равное 17 бар, после чего приступайте к обработке.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.