Инструкция по эксплуатации
В работе часто возникают нюансы которые необходимо исправлять. Ниже будут разобраны основные моменты.
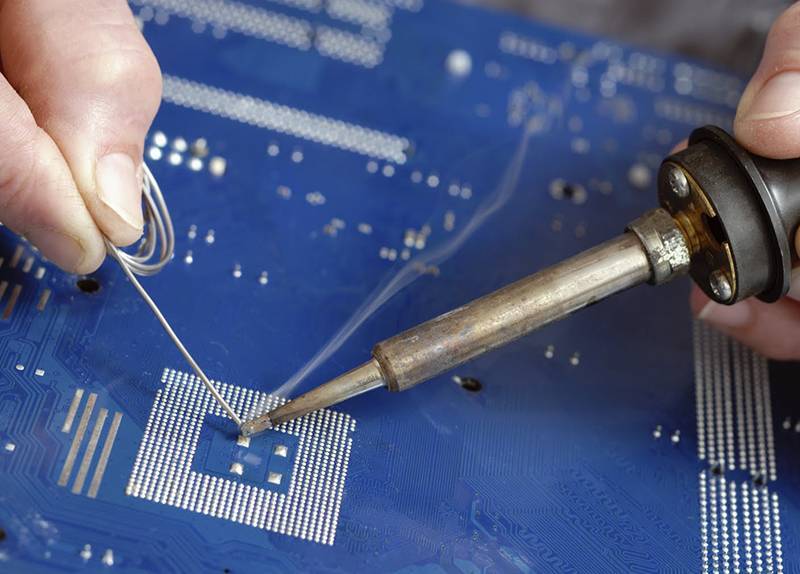
Пайка чипов
При работе микросхем и чипов нужно, прежде всего, исключить возможность перегрева чипа. Для этого нужно касаться каждого его контакта в течение не более трех секунд. После этого контакт необходимо охладить и только после этого проводить процесс пайки вновь.
Перед непосредственно пайкой контакты чипа готовят и обрабатывают, нанося на них тончайший слой припоя, который улучшит контакт с поверхностью. На ножки элемента наносят флюс и проводят по ним наконечником с припоем. Если процедура проведена правильно, то контакт будет блестящий и гладкий, без различных скоплений припоя.
Различные виды микросхем
Штырьковые чипы
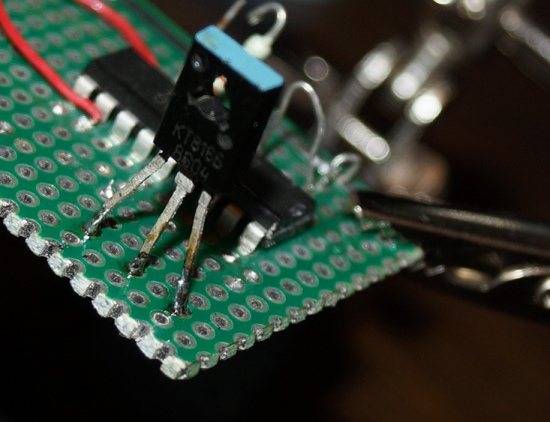
В случае, если чип имеет выводы в виде штырей, то процесс впайки его в плату происходит следующим образом:
- Микросхема устанавливается в специальные отверстия в поверхности платы.
- На противоположной (обратной) стороне на штырьковые контакты наносится флюс.
- С той же обратной стороны производится пайка каждого вывода.
- Убираются остатки флюса.
Штырьковый чип
Soic-чипы
Чипы такого типа припаивают слегка по-другому. Чаще всего этот метод называется «волна припоя». Суть его состоит в том, что расплавленный припой в жидком состоянии заполняет пространство между металлизированной частью платы и контактами детали. Таким образом, создается капля, которая способна проводить электрические импульсы.
Метод «волна припоя» выполняется за несколько следующих шагов:
- Облудить и смочить флюсом все поверхности, которые будут обеспечивать контакт.
- Микросхему установить на поверхность платы, таким образом, чтобы все ножки были совмещены с металлизированными дорожками.
- Нужно припаять для начала только один какой-либо угловой контакт.
- Далее припаивается второй контакт, находящийся по отношению к первому по диагонали. При этом нужно проконтролировать, чтобы все остальные контакты остались на своих металлических дорожках.
- Далее наносится флюс на все припаянные и свободные концы микросхемы.
- Далее с помощью наконечника припой равномерно распределяется по контактам.
- В случае образования перемычек из припоя между контактами нужно удалить их, так как перемычки нарушат работу компонентов. Удаление происходит с помощью специальной плетенки из металла. Для этого ее кладут поверх перемычки и проводят наконечником паяльника. При этом припой впитывается в плетенку.
Важно! при проведении пайки методом «волна припоя» на местах, где проводится непосредственно пайка, должно находиться достаточное количество флюса для обеспечения смачивания поверхностей. Soic-чипы. Soic-чипы
Soic-чипы
- С помощью ацетона и этилового спирта с контактов удаляется лак дочиста.
- На все контакты, которые будут выпаиваться, наливается флюс.
- Замкнуть с помощью припоя все контакты, разгоняя его нагретым наконечником. Нанесенный припой должен оставаться в жидком состоянии.
- Затем нужно провести жалом по всем контактам, расплавив весь припой.
- Удалить микросхему.
Подготовительный процесс
На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале.
Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения.
Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей.
↑ Начинаем паять
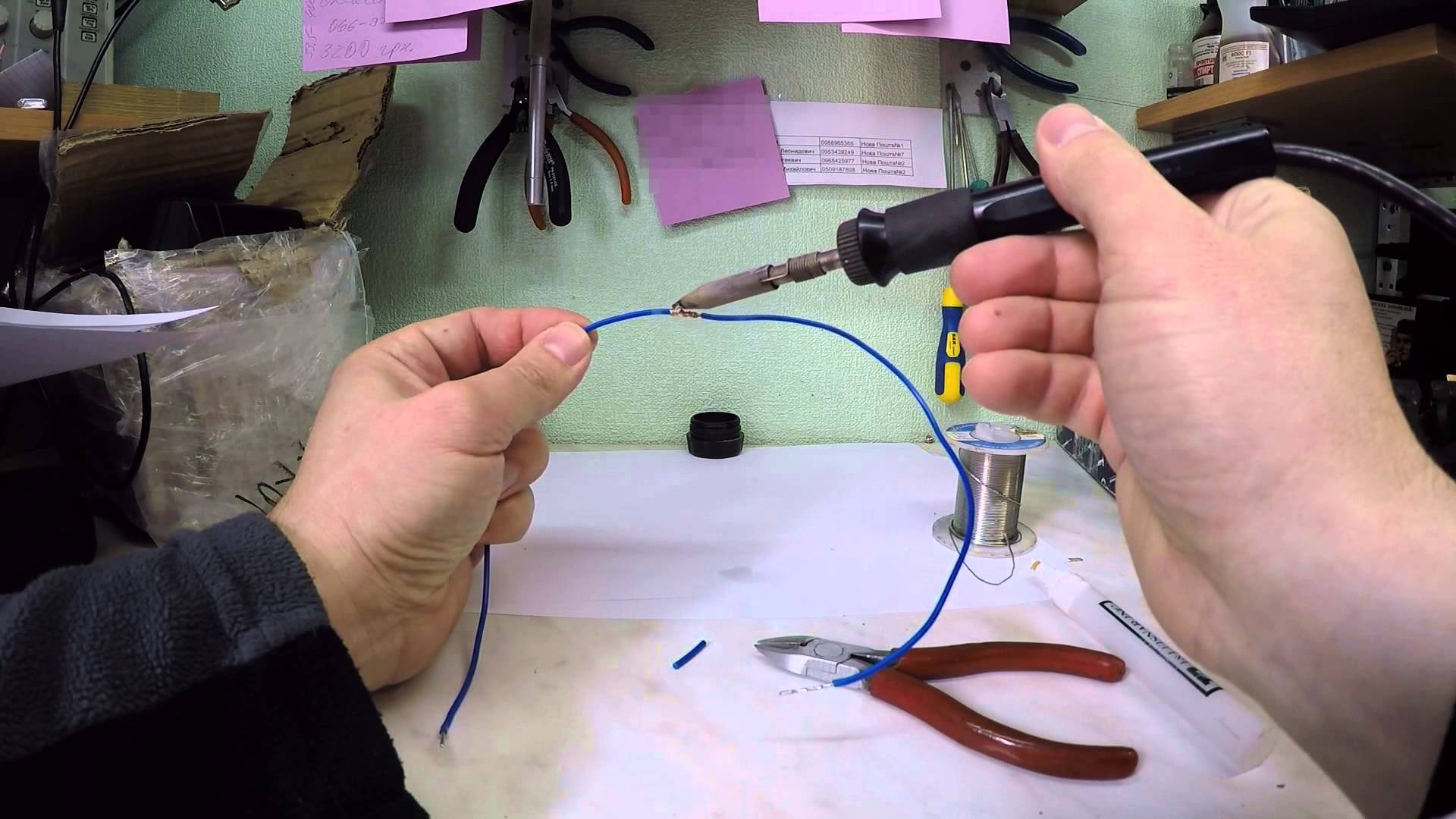
Паяльник приобретен, инструменты и необходимые материалы готовы. Вы удобно разместились за столом в хорошо освещенном и хорошо проветриваемом помещении. Паяльник расположился на удобной подставке, предотвращающей его случайное падение, все легковоспламеняющиеся материалы и жидкости убраны от него подальше. Можно включить его в розетку и начинать. Для начала несколько простейших правил, соблюдение которых позволит вам получить качественную пайку. Поверхности перед пайкой должны быть тщательно зачищены до блеска. Чтобы получить качественную и надежную пайку соединяемые детали должны перед пайкой иметь хороший механический контакт друг с другом. Во время пайки, соединяемые детали необходимо прогреть до температуры плавления припоя, чтобы он равномерно растекался по поверхности. Например, возникла необходимость соединения двух проводов. Для начала надо зачистить кончики, распушить медные жилки, переплести их и произвести плотную скрутку и нанести на спаиваемый участок несколько капель флюса или выдавить немного флюс-геля.
Затем, взяв на жало паяльника каплю припоя разогреть место пайки так, чтобы припой пропитал скрученные проводники.
Для изоляции места пайки можно применить изоленту, но лучше воспользоваться термоусадочной трубкой, которую надевают поверх соединения и слегка подогревают, чтобы она сжалась и надежно зафиксировалась на месте пайки. Обсаживать трубку удобнее всего горячим воздухом из паяльного или строительного фена. Если такой возможности нет, то трубку можно нагревать над племенем газовой горелки, спиртовки или зажигалки
Но тут надо быть действовать осторожно и не перегреть. Не подносите термоусадочную трубку близко к пламени
Она может закоптиться. Кроме того что это портит внешний вид, осажденная сажа снижает электрическую прочность изоляции.
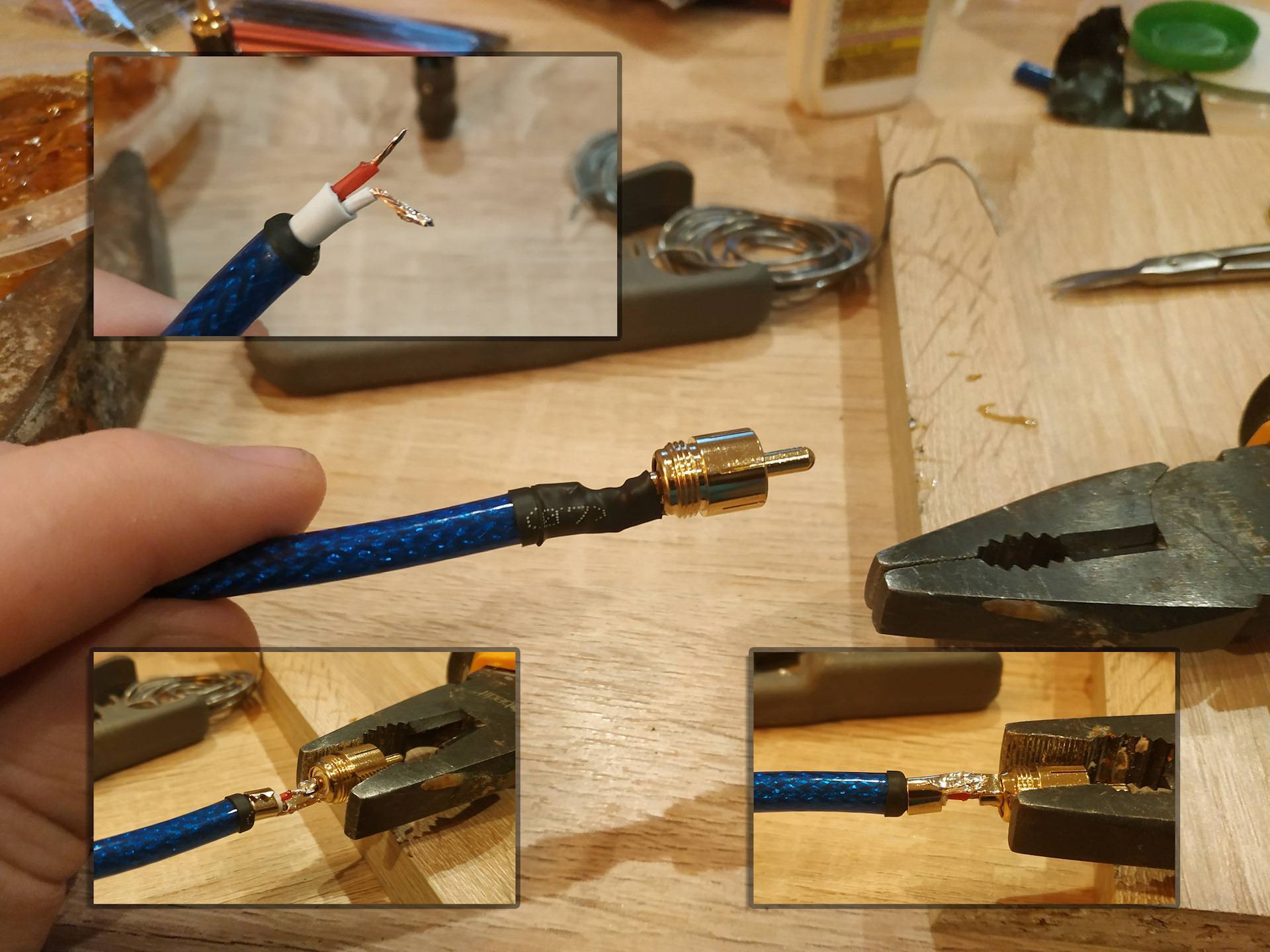
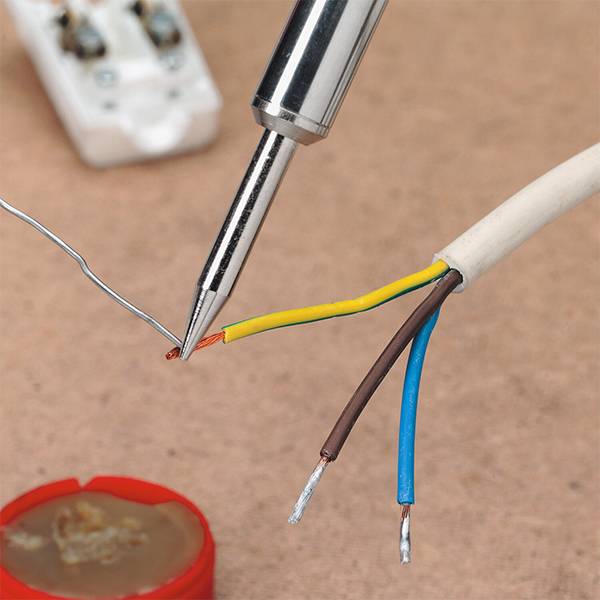
Вот пример правильной пайки сетевого разъема. Чтобы получить прочное соединение, перед пайкой делаем надежную скрутку проводов на контактных лепестках разъема.
Далее пропаиваются все соединения. Припоя не жалеть, он должен равномерно пропитать скрученные проводники и залить отверстия в контактных лепестках.
Потом надежно изолируем места пайки термоусадочной трубкой. Надеюсь не надо объяснять, сколько бед может наделать отвалившийся от разъема плохо изолированный провод под напряжением 220в внутри вашего усилителя или, например, компьютера
Поэтому при распайке сетевых разъемов и проводов качеству пайки и изоляции надо уделять особое внимание
Пример пайки для паяльника с несгораемым жалом
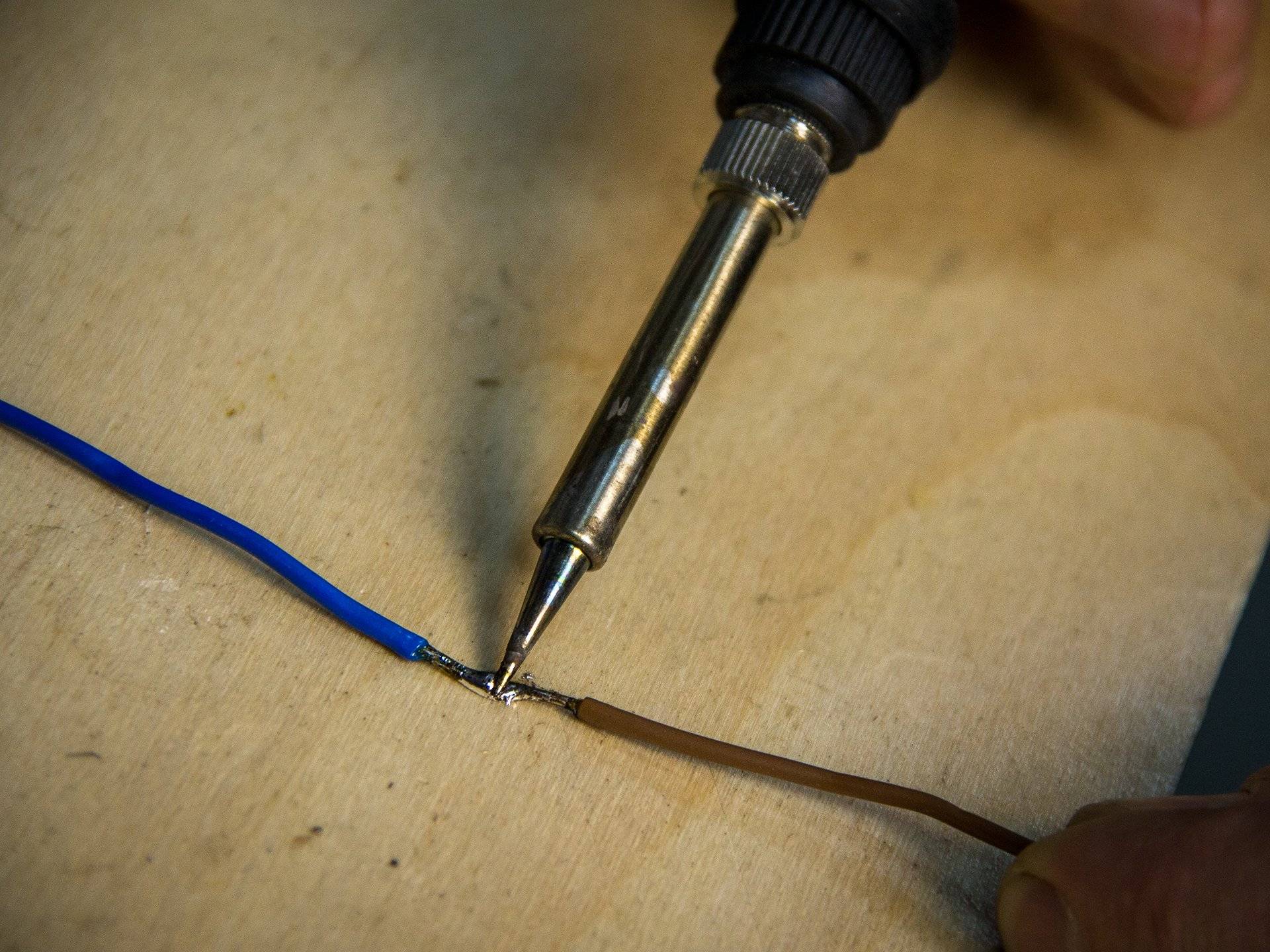
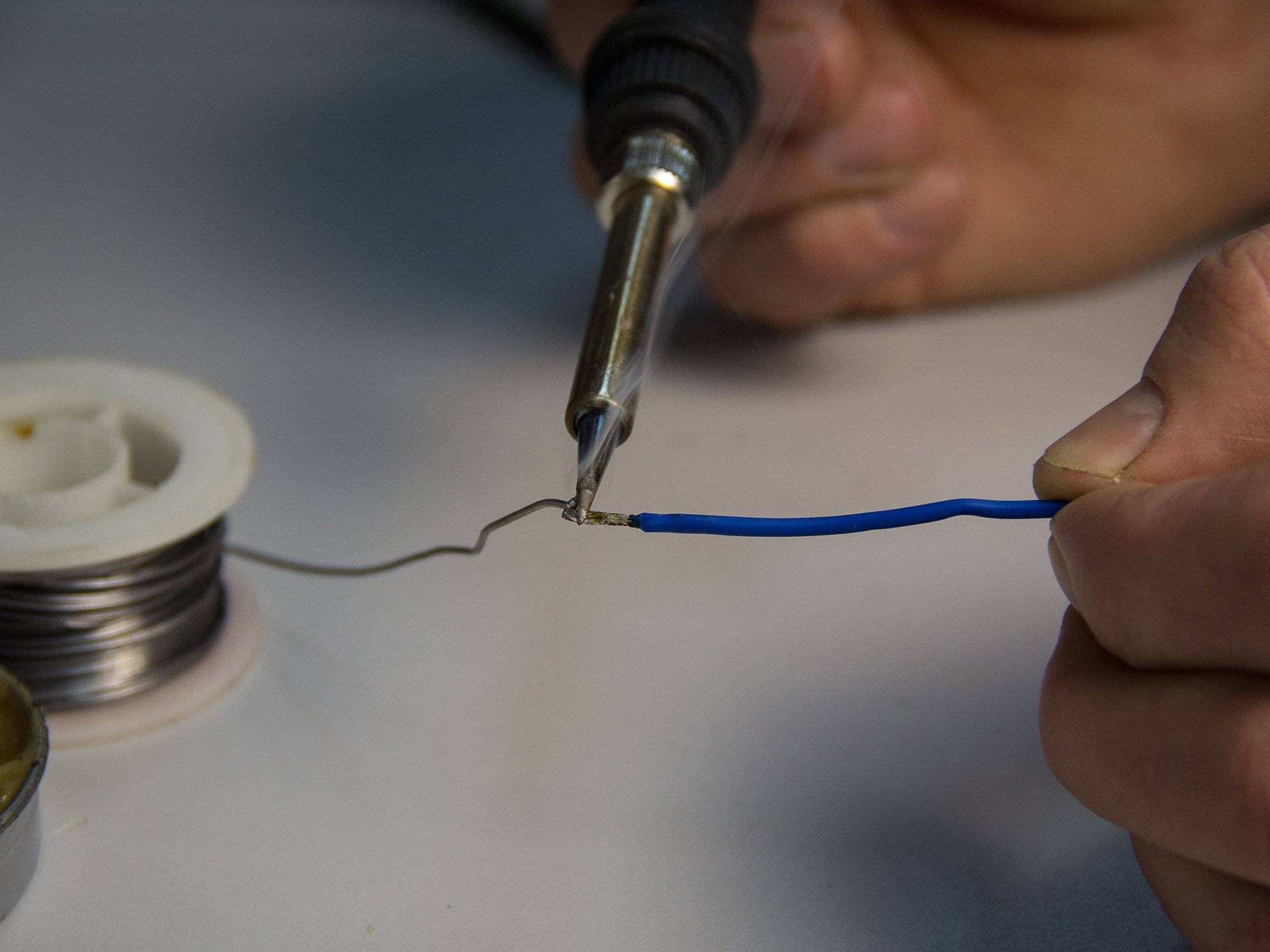
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе… В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.

Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.

Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.

Тоже самое делаем и со вторым проводником. Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.
Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки. Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.
Процесс пайки
Жало паяльника
Перед началом работы подготавливаем паяльник. Вначале жало зачищается. Плотный нагар убирается скалыванием острым инструментом. На фото показан паяльник, часть жала зачищена надфилем. Видно, что от долгого применения поверхность стала неровной, бугристой. Это мешает в процессе пайки.
Слабый нагар снимается после разогрева. Для этого применяются те же кислоты и канифоль. Задача – обнажить жало. Часто под действием флюсов отваливается и толстая корка, с трудом стачиваемая.





Изоляция электропроводов зачищается на нужное расстояние. Потом жила обрабатывается расплавом канифоли либо кислотой. Это делается паяльником, и во многих случаях потребуется хорошая вытяжка. К примеру, в промышленности часто применяют пары муравьиной кислоты, но для человека это вещество представляет большую опасность. Прежде чем использовать химикат, чтобы спаять медные электропровода, внимательно поищите в интернете, что говорится по поводу безопасности подобных действий. От характера влияния муравьиной кислоты становится жутко.
Если правильно паять электропровода, то уже в процессе снятия оксидной плёнки видно, как по поверхности ползёт припой. Особенно чётко это можем лицезреть на оборотной стороне печатных плат. Дорожки полагается покрывать тонким слоем припоя. Напрасно волнуются те, кто думает, что это долго делать. Буквально махом нужно обойти монтаж дымящейся канифолью, а потом набрать припоя, и он сам растечётся по поверхности. На типичный блок питания времени уходят считанные минуты. Травить плату в медном купоросе дольше.
Полагаем, что читатели уже осознали, что паять алюминий оловом возможно исключительно после снятия оксидной плёнки.
Что такое паяльник и как устроен прибор
Электрическим паяльником называется такой вид электрического инструмента, посредством которого осуществляется объединение двух деталей между собой посредством мягких веществ. Таким мягким веществом является припой, который расплавляется, и переходит в жидкое состояние за счет воздействия высоких температур. Когда воздействие высоких температур прекращается, припой затвердевает (что происходит практически мгновенно), тем самым обеспечивая надежное соединение. Рассматриваемый прибор является главным оружием электронщиков, посредством которого осуществляется не только соединение проводов и полупроводниковых элементов, но и их разъединение.

Прибор внешне имеет простую конструкцию, однако внутри он состоит из различных деталей, с назначением которых следует разобраться. Знать устройство паяльника вовсе не обязательно, чтобы научится им правильно пользоваться, но эта информация поможет в случае выхода его из строя. Состоит прибор из ряда следующих элементов, которые имеют свои особенности:
- В его основе заложен металлический стержень, изготовленный из красной меди. Именно этот стержень нагревается, и плавит припой при соединении деталей. За основу стержня используется красная медь, так как именно этот материал обладает высокой степенью теплопроводности (хорошо передает тепло). Конец стержня имеет клиновидную форму, что необходимо для работы с мелкими полупроводниковыми элементами. Конец стержня называется жалом, как на отвертках
- Нагревательный элемент — стальная трубка, внутрь которой вставляется стержень из красной меди. Трубка оборачивается слюдой или стеклотканевым составом, поверх которого наматывается проволока из нихрома. При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
- Рукоятка — изготавливается из термоустойчивого пластика или дерева, и позволяет мастеру удобно работать инструментом
- Провода и вилка для подключения в розетку. Провода соединяются с выводами нихромовой проволоки. Для надежности соединения используются алюминиевые зажимы, которые пропаиваются с целью обеспечения надежного контакта. Зажимы в месте соединения используются на мощных паяльниках, а на маломощных приборах объединение осуществляется без дополнительной фиксации, но с обязательным нанесением припоя. Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибора
- Стальной корпус — это часть инструмента, внутри которой располагается нагревательный элемент. На корпусе может присутствовать (в зависимости от модели) резьбовой винт, посредством которого фиксируется стержень. В конструкции корпуса могут находиться отверстия ближе к рукоятке, назначение которых заключается в отводе тепла
Как устроен паяльник внутри, показано на фото ниже.
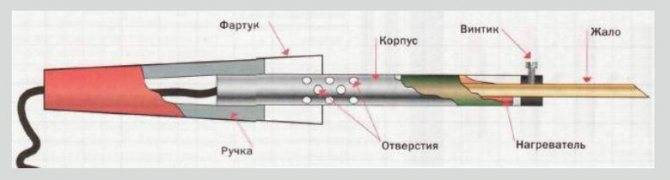
С устройством паяльника полезно разобраться всем, кто планируется осуществить его ремонт в случае возникновения поломки.
Секреты пайки
Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления?
Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор.
Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе.
Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным.
Детали следует правильно соединять и прогревать места спайки.
ТОП-12 лучших паяльников
| Фото | Название | Рейтинг | Цена | |
| ТОП-9 лучших моделей паяльников для дома | ||||
| #1 | Pace PS90 | 99 / 1006 — голосов | Узнать цену | |
| #2 |
| Work’s W30740 40 Вт (31040) | 98 / 1005 — голосов | Узнать цену |
| #3 | Rexant 220V 25W 12-0121-1 | 97 / 1007 — голосов | Узнать цену | |
| #4 | Зубр Эксперт 60W 55402-60-z01 | 96 / 1002 — голоса | Узнать цену | |
| #5 |
| Topex 200 Вт 44E031 | 95 / 1002 — голоса | Узнать цену |
| #6 |
| Mega 60074 40 Вт | 94 / 100 | Узнать цену |
| #7 |
| Зубр Профессионал 40W 55413-40 | 93 / 1004 — голоса | Узнать цену |
| #8 |
| Союз ПС2005-40 | 92 / 1003 — голоса | Узнать цену |
| #9 |
| Mastertool 44-0006 | 91 / 1001 — голос | Узнать цену |
| ТОП-3 лучших портативных паяльников | ||||
| #1 |
| Minidso TS100 | 99 / 1007 — голосов | Узнать цену |
| #2 |
| Мегеон 00100 | 98 / 1004 — голоса | Узнать цену |
| #3 |
| Stayer Professional 55409 | 97 / 100 | Узнать цену |









Какой паяльник посоветуете к покупке или приоритете вы?
Принять участие в опросе
Процесс пайки
Поместите паяльник в подставку и вставьте его. Подождите, пока паяльник нагреется. Смочите губку. Протрите кончик жала на влажной губке. Это очистит наконечник. Растопите немного пайки на кончике паяльника. Это называется лужение, и это поможет тепловому потоку проходить от железного наконечника к месту пайки. Припой должен течь на наконечник, создавая яркую блестящую поверхность. Если припой для пайки микросхем не будет течь на наконечник, очистите его, протирая его влажной губкой. После лужения протрите лишний припой на влажной губке.
Вам не нужно окунать наконечник в канифоль перед каждым заходом, но вы должны заново его мокнуть, если он стал сухим, когда паяльник не использовался в течение нескольких минут. Проверьте инструкции изготовителя, относящиеся к лужению наконечника. Кончик паяльника должен быть блестящего серебряного цвета. Если он черный и коричневый, замените его на новый.
Прикоснитесь наконечником жала к компоненту, который вы хотите припаять. Затем введите флюс в область соединения. Тепло будет направлено к припою и вызовет его протекание
Весь этот процесс должен занимать 3 или 4 секунды, но важно, чтобы припой протекал, чтобы обеспечить хороший электрический контакт. Если припой выглядит как шарик или комковатый, это, скорее всего, холодный припой и он не будет проводить электричество. Если это произойдет, повторно вставьте паяльник, чтобы выпаивать или монтировать деталь и создать хороший электрический контакт
Если это произойдет, повторно вставьте паяльник, чтобы выпаивать или монтировать деталь и создать хороший электрический контакт.
Чтобы начать работу, убедитесь, что паяльник полностью нагревается
Важно держать кончик паяльника чистым при его использовании, используйте влажную губку, чтобы очистить наконечник:
- Приступая к пайке, мокните наконечник в сосновую канифоль и продолжайте чистить наконечник после каждого касания к монтируемым деталям.
- Прикоснитесь наконечником паяльника к компоненту, который вы хотите припаять.
- Через секунду или два введите припой в область соединения. Тепло будет переходить к припою и вызывать его плавление. Старайтесь не расплавлять припой непосредственно кончиком паяльника. Это приведет к образованию холодного соединения, которое является хрупким и не может проводить электричество.
- Дайте месту пайки остыть перед перемещением куда-либо.
Оно должно выглядеть блестящим. Если вы спаяете провод (называемый ведущим) на печатную плату (на дорожке), он должна иметь форму вулкана. Если соединение выглядит плохо, демонтируйте его и повторите попытку. Проведите кончиком жала по стальной проволоке, чтобы очистить его. Теперь наконечник должен быть блестящим:
- Перед пайкой обмотайте медную фольгу печатной платы стальной проволокой.
- Удалите масло, краску, воск и т. д. растворителем, стальной проволокой или мелкой наждачной бумагой.
- Чтобы припаять, нагрейте соединение с наконечником жала на несколько секунд, затем нанесите припой. Нагрейте соединение, а не саму деталь.
- Держите паяльник как ручку, рядом с основанием ручки. Обе части, которые припаиваются, должны быть горячими, чтобы образовать хорошее соединение.
Припой будет проступать вокруг хорошо нагретых соединений. Используйте достаточно флюса, чтобы сформировать прочную связь. Удалите наконечник из соединения, как только припой начнет течь там, где вы хотите. Удалите припой, затем флюс. Не перемещайте соединение во время охлаждения. Не перегревайте соединение, так как это может повредить электрический компонент, который вы монтируете.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.
Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.









Из чего состоят этапы пайки
Основной задачей этой технологии является соединение двух металлических деталей, чаще всего проводников, легкоплавким сплавом так, чтобы они прочно держались и пропускали электрический ток с минимально возможным сопротивлением.
Для этого необходимо последовательно выполнить ряд действий. Разберем их на примере спаивания проводов. Это:
- снятие изоляции с соединяемых концов провода;
- механическая зачистка металла жил до идеального состояния от окислов;
- термообработка с флюсом — залуживание концов тонким слоем;
- нагрев припоя с нанесением его на место пайки.
Диэлектрический слой провода может быть выполнен из полиэтилена, ткани, лака или другого подобного материала. Его необходимо убрать.
Лучше всего эту работу выполнять острым ножом, располагая его лезвие почти параллельно оси металлической жилы. Так исключается ее порез и нанесение глубоких царапин. Они ослабляют механическую прочность и увеличивают электрическое сопротивление. Допускать этого нельзя.
Тонкие провода, покрытые лаком, достаточно обработать открытым пламенем спички или зажигалки. Это же способ подходит для витой пары и даже более толстых жил.
В продаже существуют специальные клещи различных конструкций для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнять эту работу без повреждения жилы.
После снятия изоляции оценивают состояние металлической поверхности
Обращают внимание на чистоту, отсутствие вмятин и порезов
Только чистый металл сможет обеспечить качественное соединение деталей при пайке. Его создают механической очисткой поверхности и химическими растворами.
Вначале работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от слоя изоляции к оголенному концу, немного вращая в одну сторону. Металл сразу потеряет тусклость, станет блестеть.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Окончательную зачистку поверхности металла проводника осуществляют термообработкой флюсом, используя залуженный наконечник паяльника. Самым популярным и универсальным средством является канифоль. Ее используют в твердом состоянии, растворенной в спирте или желеобразной.
Продажа позволяет приобрести канифоль в любом виде и предоставляет широкий ассортимент других флюсов.
Для пайки деталей электрических схем не рекомендуется пользоваться флюсами, содержащими в своем составе кислоты. Их довольно сложно полностью нейтрализовать, а даже незначительные остатки быстро окисляют металл, разрушают его структуру.
Последовательность лужения жилы провода твердой канифолью:
- Прогревают паяльник до нужной температуры. Она может колебаться в пределах от 180 до 240 градусов и зависит от припоя и соединяемых металлических деталей. Для контроля нагрева жала касаются наконечником твердой канифоли. Если она начинает бурно образовывать пар, то прогрев нормальный.
- Очищенный проводник укладывают на канифоль и прикасаются к нему наконечником паяльника. Провод вращают для равномерного покрытия расплавленным флюсом.
- Жалом паяльника расплавляют припой и наносят его на обработанный канифолью провод, равномерно распределяя по поверхности.
Раствор канифоли в спирте наносят кисточкой на залуживаемую поверхность или просто капают через трубку капельницы.
Желеобразную канифоль выдавливают из специального шприца, что очень удобно делать.
Обработанный жидкой или желеобразной канифолью проводник прогревают разогретым наконечником паяльника с капелькой припоя, разгоняя его по всей контактной площадке.
К пайке после того, как обе контактные площадки подготовлены к соединению: очищены от грязи и окислов, залужены.
Запаиваемые концы соединяют вместе. На них накладывают разогретым паяльником кусочек припоя, обеспечивая его растекание по обеим площадкам. После этого жало резко отводится в сторону, а детали остаются в неподвижном состоянии до момента полного застывания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и ровной поверхностью застывшего припоя, который немного блестит. Проверяют ее качество небольшим механическим усилием на разрыв.
Если же поверхность припоя имеет потемнения и неровности, то пайка выполнена ненадежно, ее требуется исправить.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением
Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.










Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Важная деталь — жало паяльника
Качество пайки и комфорт в использовании сильно зависит от используемого в паяльнике жала. Жало из медного стержня — хорошо проводит тепло и к нему отлично прилипает припой. Но при нагреве такое жало постоянно покрывается окислами и обугливается, в результате чего требует постоянной зачистки.
Другой тип жала — металлический стержень с никелевым покрытием. Он отличается отсутствием неприятного образования окалины и удобен в ювелирной работе с мелкими деталями. Но его нельзя зачищать, т.к. это может привести к снятию покрытия и потере прилипающих свойств для припоя.
Большинство современных паяльников имеют острое конусообразное жало. Оно позволяет без риска задеть соседний провод подобраться к ножке радиодетали и обработать ее.
В комплектах с паяльниками также могут идти жала с плоским наконечником. Такая форма лучше передает тепло к массивной детали и позволяет быстрее ее нагреть и отпаять или, наоборот, припаять.
Как правильно пользоваться паяльником с канифолью: учимся паять

паяльник
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый

Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.

Стержень или жало – контактная часть паяльника
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
Заслуживает внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.