Динамическая характеристика
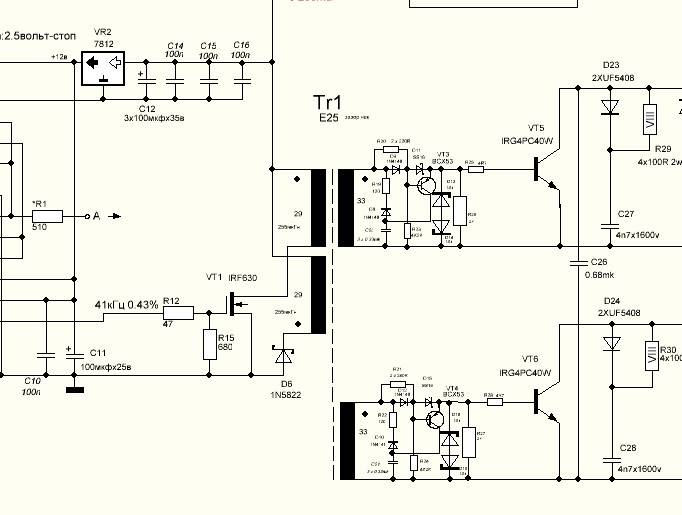
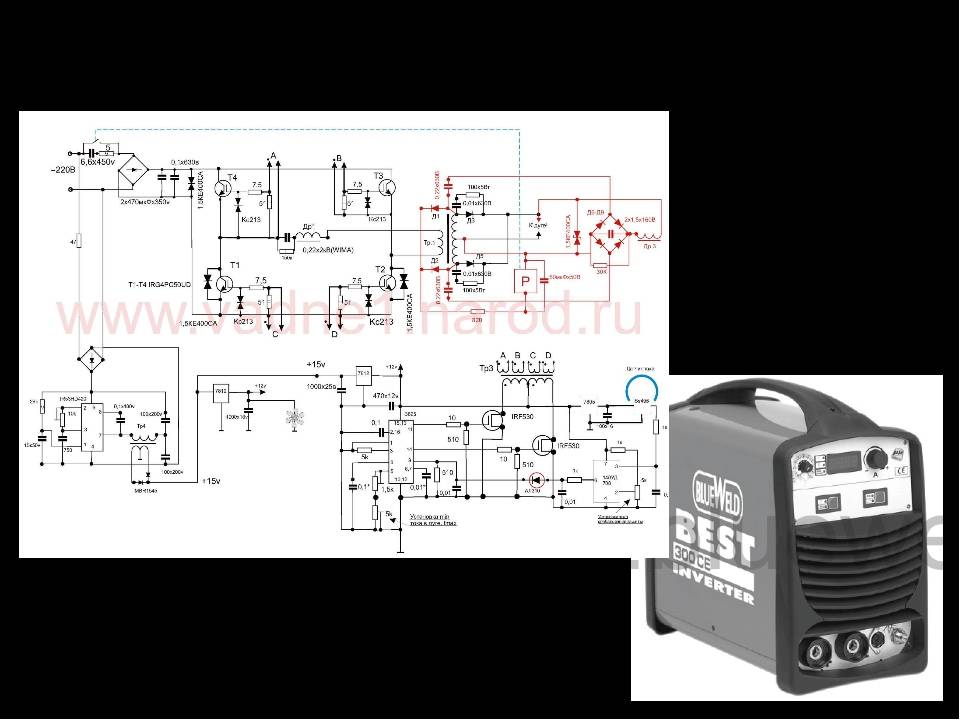
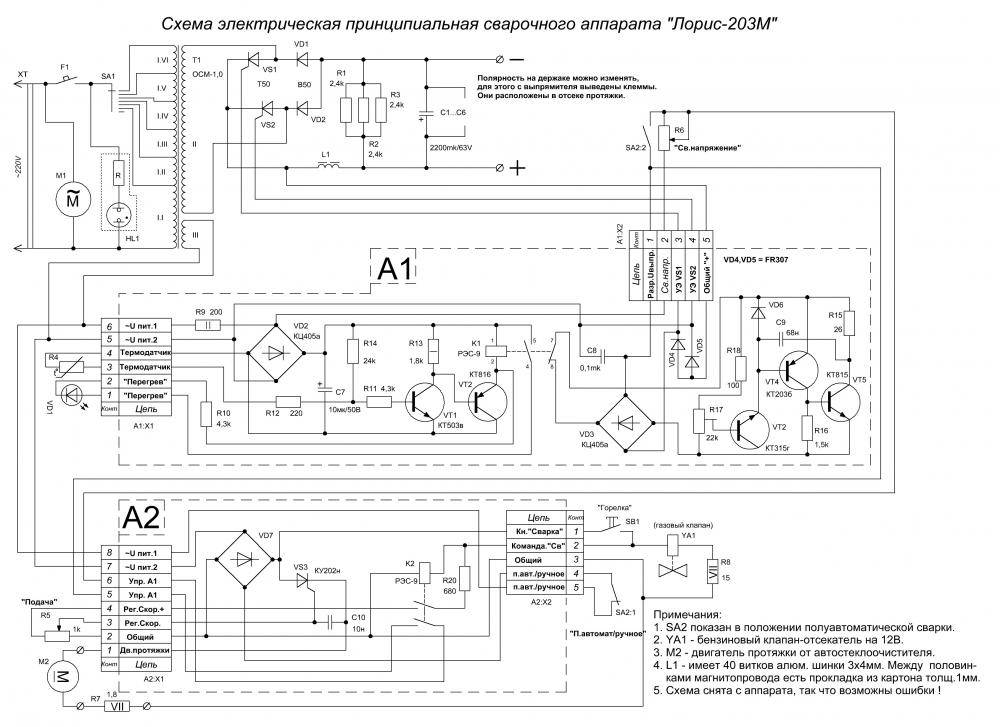
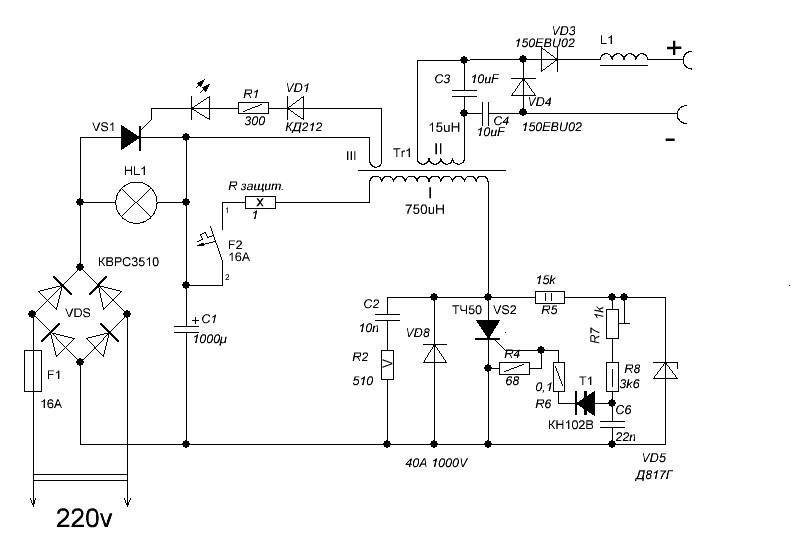
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
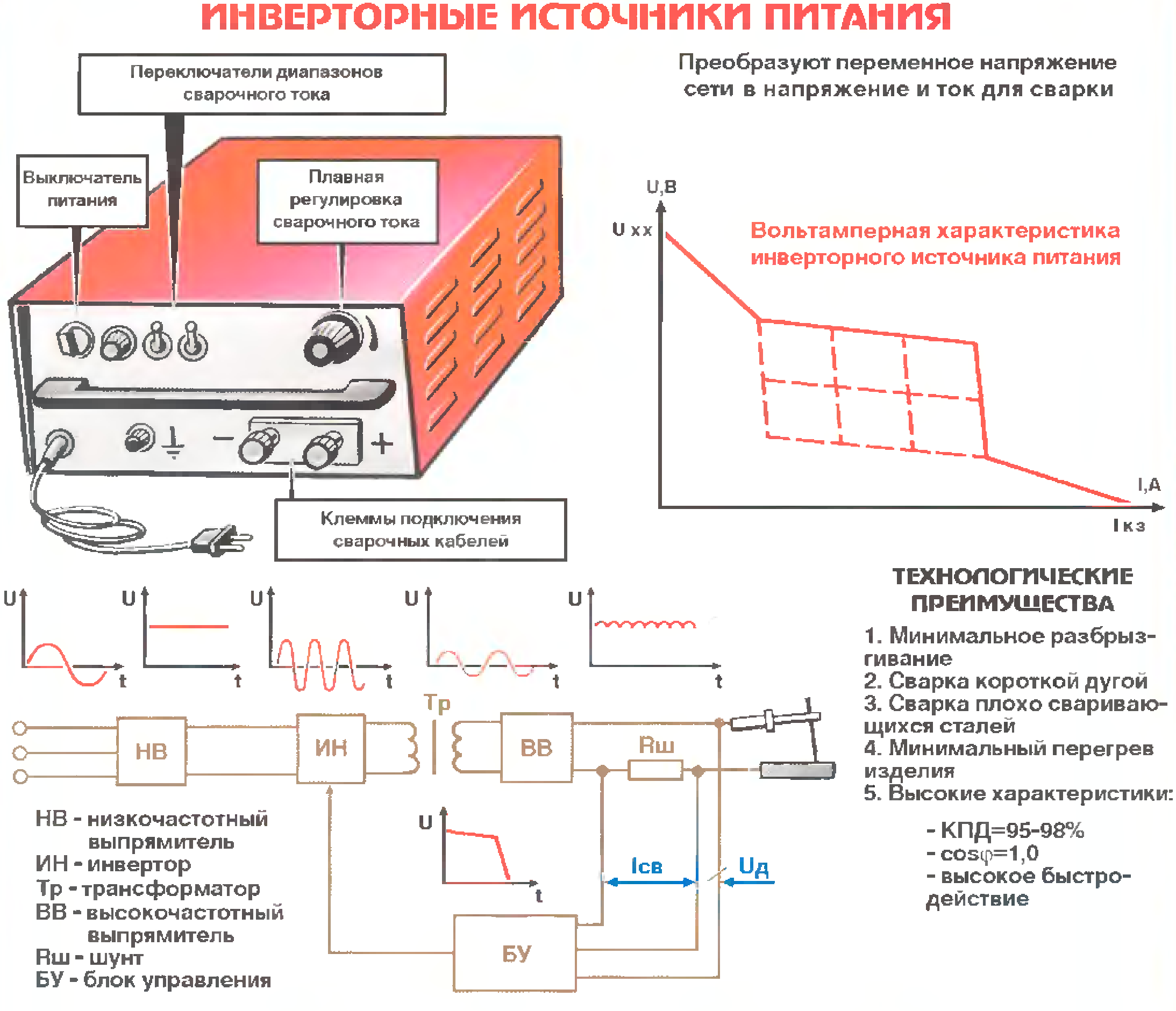
Еще один полезный технический параметр, характеризующий работу устройства — динамическая характеристика (ДХ) вашего блока питания, который должен обладать быстрой реакцией на изменения электропараметров дуги (тока, напряжения). Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги.
Это время и есть ДХ блока питания. Оно не должно быть более 25 Вольт/0,05 секунд. Эта ДХ сказывается при замыкании раскаленного металла на деталь, в момент перехода трансформатора в короткозамкнутый режим. При этом сила тока КЗ в обмотке вторичной может достигать двойной величины, а сварочные аппараты для сварки руками, из-за такого соотношения, могут иметь отрицательный фактор.
Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги. Она продолжает гореть при увеличении ее длины
Эластичность дуги величина количественная, ее критерием является ее максимальная длина, при которой дуга способна существовать.
Дуга возгорается только при достижении нужного напряжения в начальном полупериоде. Дуга тока переменного гаснет и зажигается 100 раз/сек отдельными вспышками. Это возможно изменить потенциалом холостого хода и сдвигом фаз между потенциалом холостого хода и дуговым током. Уменьшить паузы длительности горения электродуги можно, увеличив потенциал холостого хода.
Но не рекомендуется (из-за электробезопасности) увеличивать его больше 80 В. Это решается применением схемотехники, например, включив дросселя, создающие сдвиг фаз напряжения и тока. Электродуга, после доработки поддерживаемая самоиндукцией, может и не прерываться.
Первый этап сборки — намотка трансформатора
Для намотки трансформатора подойдет медная жесть шириной 4см и толщиной 0,3 мм. Медный провод может работать при высоком нагреве. В качестве термопрослойки можно взять бумагу для кассового аппарата. Можно взять бумагу для ксерокса, но она менее прочная и может порваться при намотке.
Лучшим изолятором считается лакоткань. Всегда желателен хотя бы один ее слой для изоляции. В обмотки можно заложить текстолитовые пластины для электробезопасности прибора. Чем лучше изоляция между обмотками, тем выше напряжение. Длина бумажных полосок должна быть такой, чтобы перекрыть периметр обмотки с запасом в конце на 2-3 см.
Использовать толстый провод для намотки нельзя, поскольку инвертор работает на высокочастотных токах. Сердцевина толстого провода будет не задействована, что может привести к перегреву трансформатора. Он не проработает и 5 минут. Чтобы избежать такого «скин»-эффекта, нужно использовать проводник с большей площадью и минимальной толщиной. Такая поверхность хорошо проводит ток и не перегревается.
При повторной обмотке желательно использовать 3 медные полоски, которые нужно отделить друг от друга пластинкой из фторопласта. Все снова нужно обмотать лентой для кассового аппарата в качестве термической прослойки. У данной бумаги есть недостаток – при нагревании она темнеет. Но при всем этом, она не рвется.
Вместо медной жести, можно применить провод ПЭВ до 0.7мм. Он состоит из множества жил, что является его главным преимуществом. Однако этот способ обмотки хуже медного, так как такие провода имеют большие воздушные просеки и плохо стыкуются друг с другом. Уменьшается общая площадь сечения и замедляется теплообмен. При работе с ПЭВ конструкция самодельного сварочного аппарата своими руками может иметь 4 обмотки:
- первичная, состоящая из ста витков (толщина ПЭВ 0,3мм);
- три вторичные обмотки: первая включает 15 витков, вторая –15, третья –20.
Трансформатор и весь механизм должны быть оборудованы вентилятором. Подойдет кулер от системного блока силой тока 220 вольт 0.15А или более.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения
Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
 Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
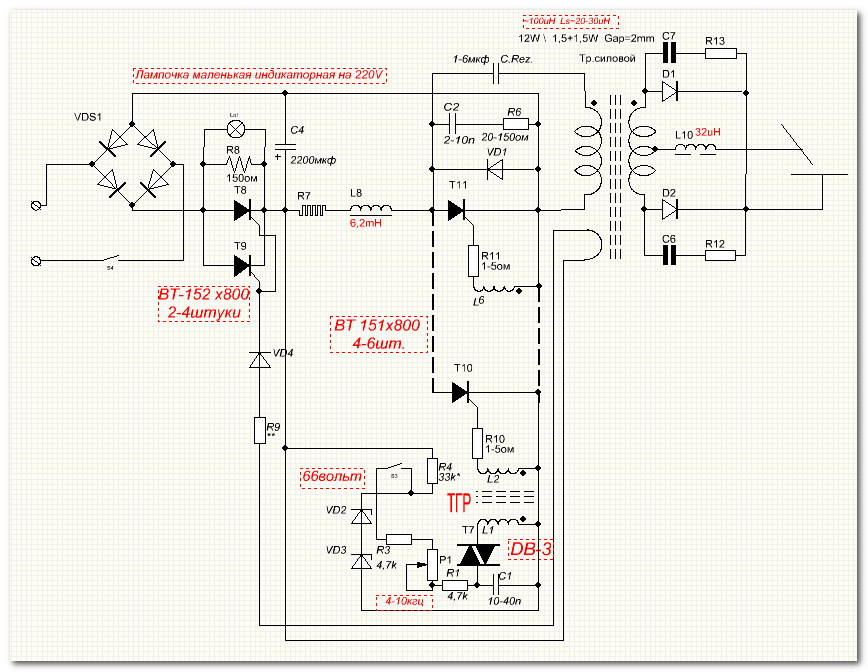
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Самодельная точечная сварка
Схема самодельной точечной сварки.
В быту часто требуется соединить две металлические детали точечно. Традиционная сварка для этого либо не подходит, либо ее нет в наличии. В этом случае выручит самодельная точечная сварка, для которой понадобится минимальное количество материалов:
- дроссели от люминесцентных светильников 40 Вт;
- отрезок медного провода диаметром 0,25-0,3 мм либо плавкий предохранитель 13 А;
- вилка с медными проводами сечением 0,8 мм2;
- зажим «крокодил».
Сварочные аппараты для точечного соединения собирают по схеме:
- параллельно соединенные дроссели собраны в блок;
- один вывод подключается к зажиму, второй к проводу вилки;
- на второй провод вилки наматывается провод либо крепится плавкий предохранитель.
Сварочные аппараты для дома обеспечивают точечное соединение следующим образом:
- одна деталь зажимается «крокодилом»;
- ко второй в планируемом месте сварки подсоединяется перемычка;
- вилка включается в розетку, предохранитель плавится, успевая в точке контакта разогреть детали до полного соединения.
Точечная сварка безопасна в эксплуатации и отлично подойдет для домашних работ.
Оборудование этого типа относится к разряду экстремальных, однако выручает в сложной ситуации.
Безопасный в эксплуатации, компактный аппарат этого типа пригодится в любом индивидуальном хозяйстве, частном доме. Он работает на основе электролиза, в качестве рабочего раствора используется щелочная вода, рабочие газы на выходе обеспечивают температуру пламени 1 800˚С. Принцип действия прибора:
- на пластины электролизера подается напряжение;
- водный щелочной раствор (либо NaOH, либо KOH) начинает интенсивно выделять кислород, водород;
- смесь газов проходит сквозь гидрозатвор, поступает в горелку для сварки, резки;
- пластины электролизера изготавливаются из кровельного железа 0,5 мм, имеют размер 15 х 15 см, в каждой из них сверлится четыре крепежных отверстия диаметром 2,5 мм, одно газоотводное — диаметром 12 мм; пластины собираются в блоки велосипедными спицами, удаляемыми после сборки.
В гидрозатворе используется керосин, его количество подбирается опытным путем. Узел состоит из двух баллонов, сообщающихся в нижней части трубкой. Ресурс электролизера составляет 10 лет, после чего пластины заменяются новыми.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе. Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
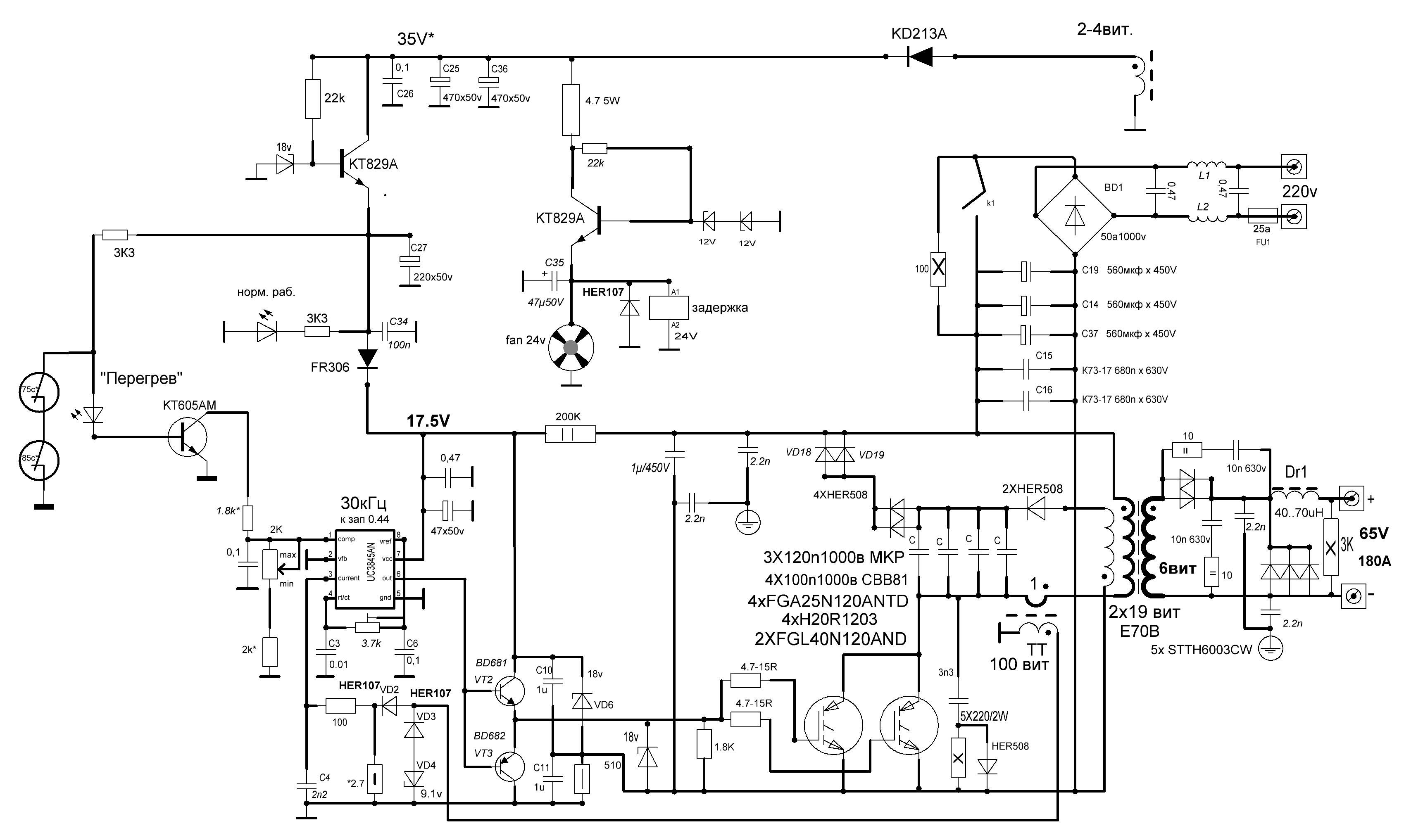

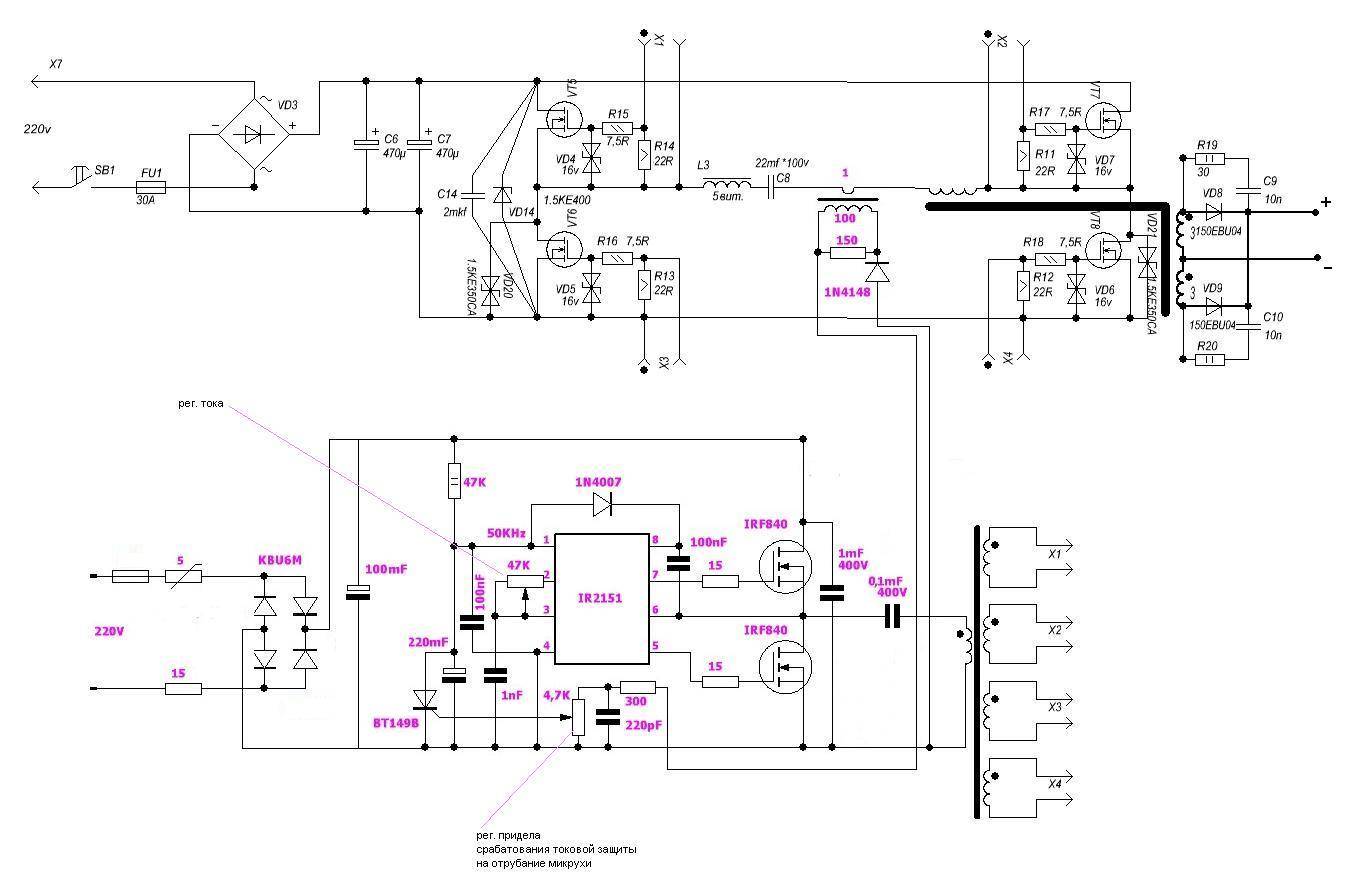
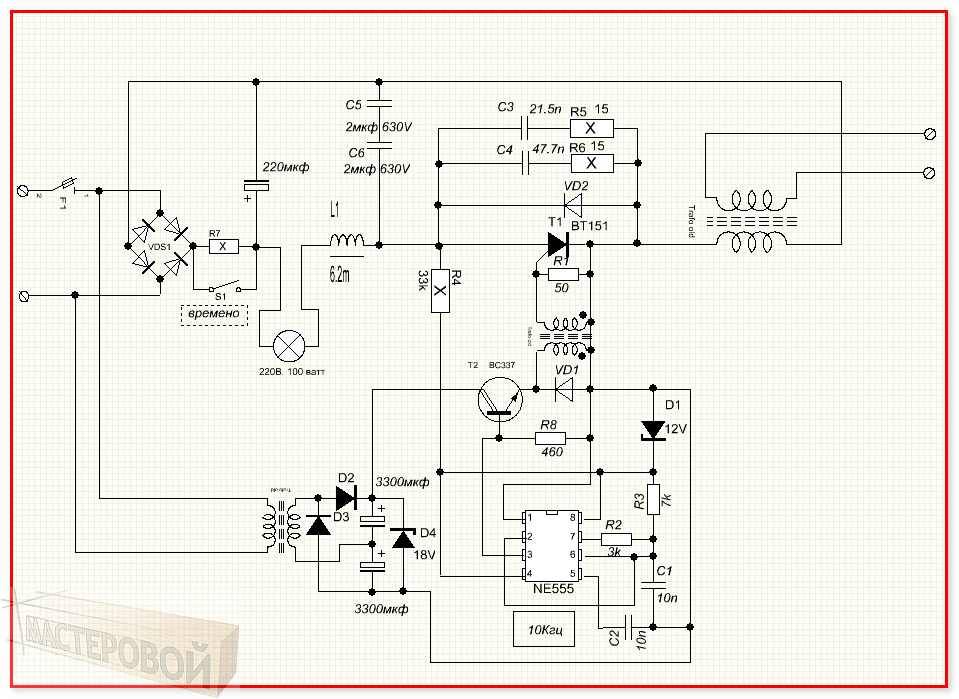
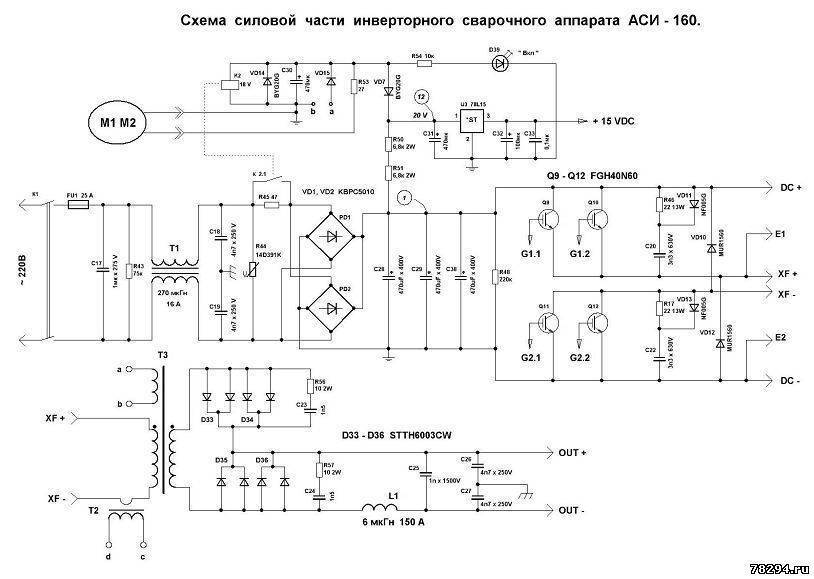
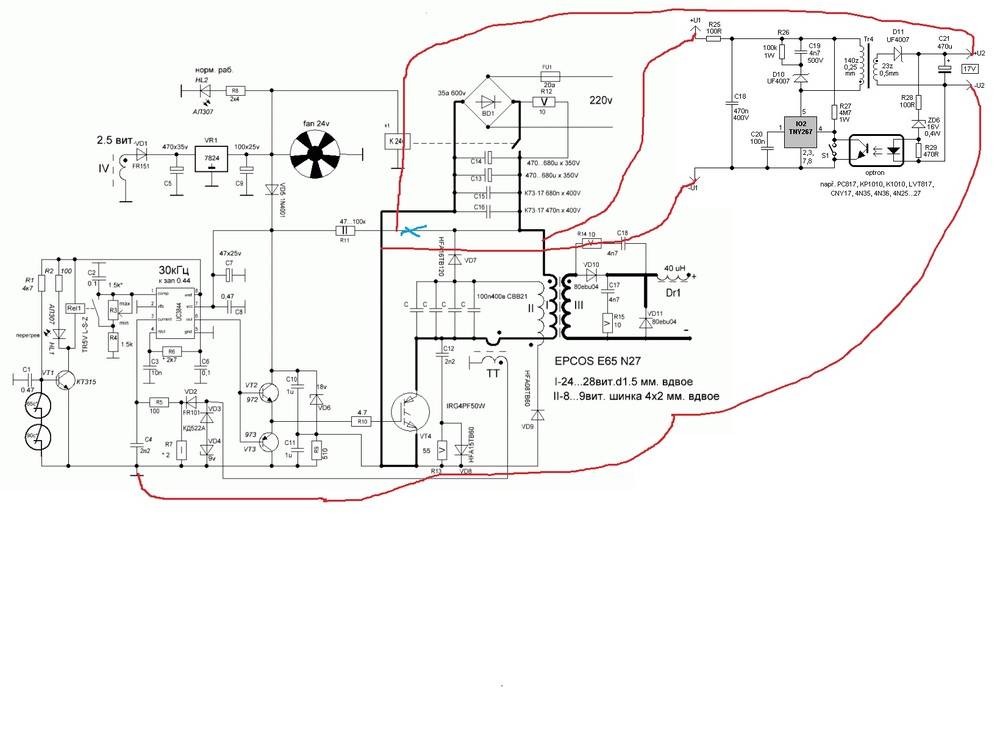
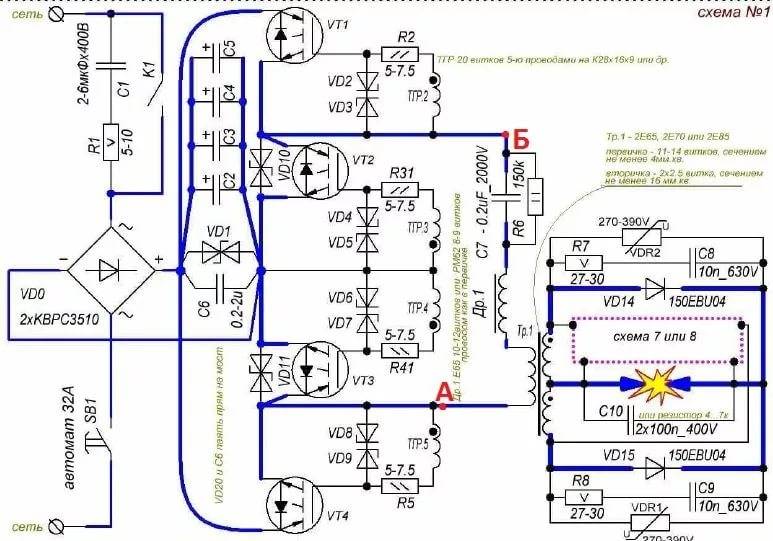
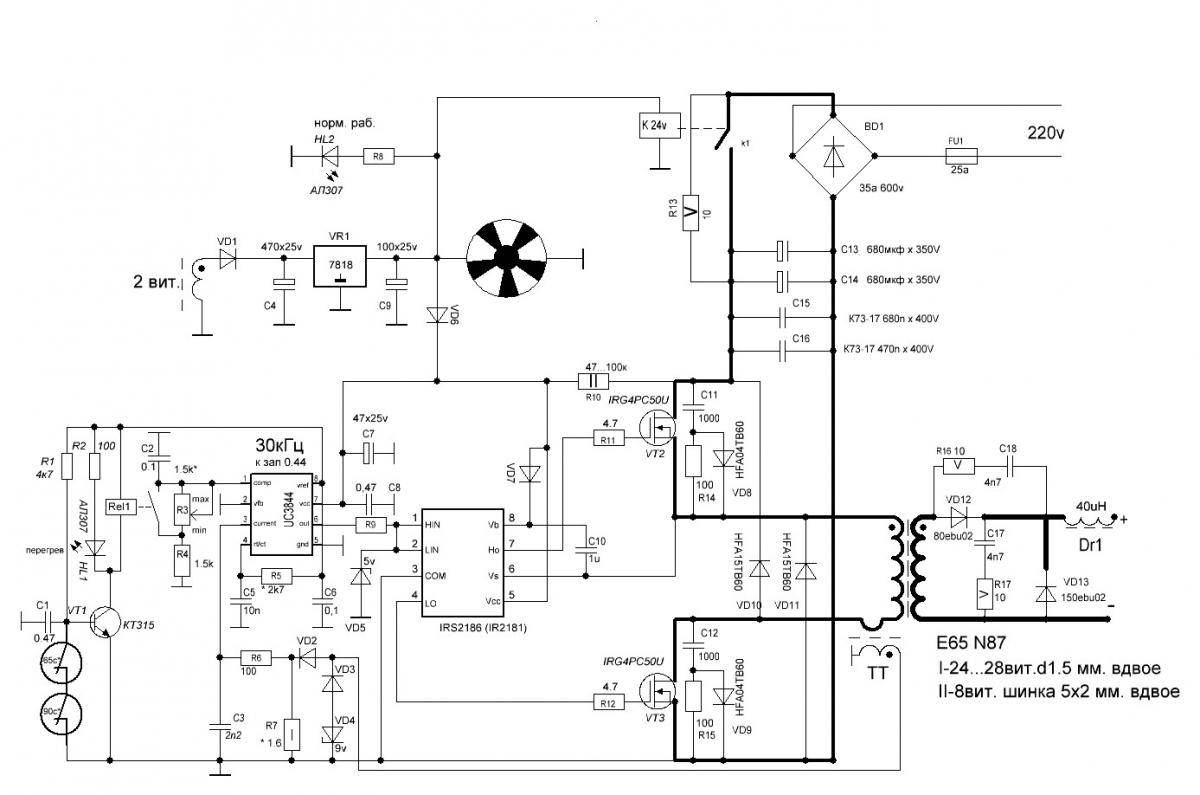
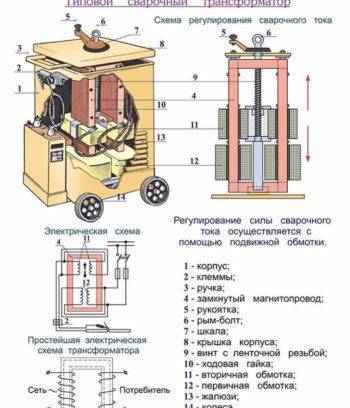 Схема устройства сварочного трансформатора.
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне
Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
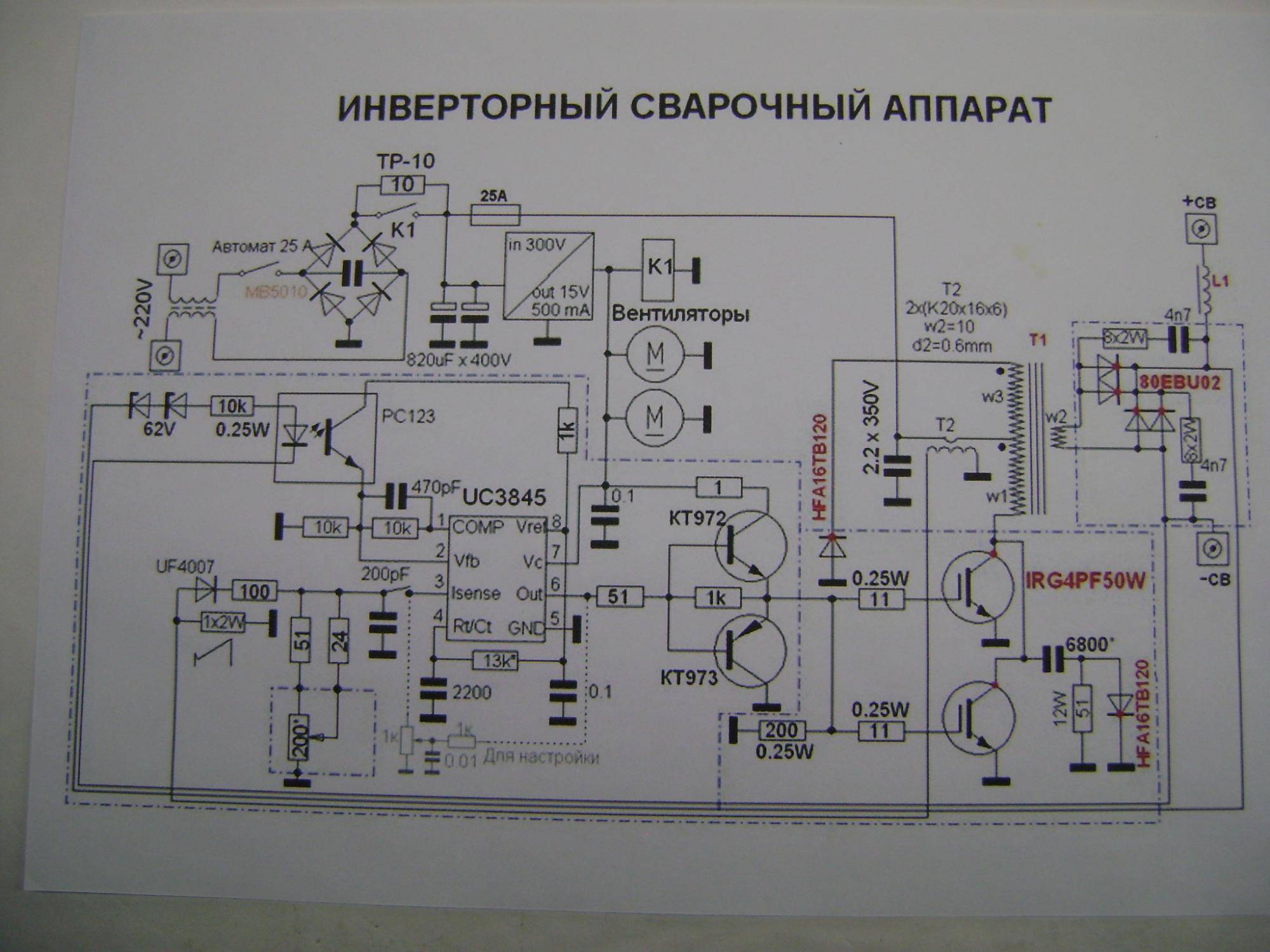
Изготовление инвертора
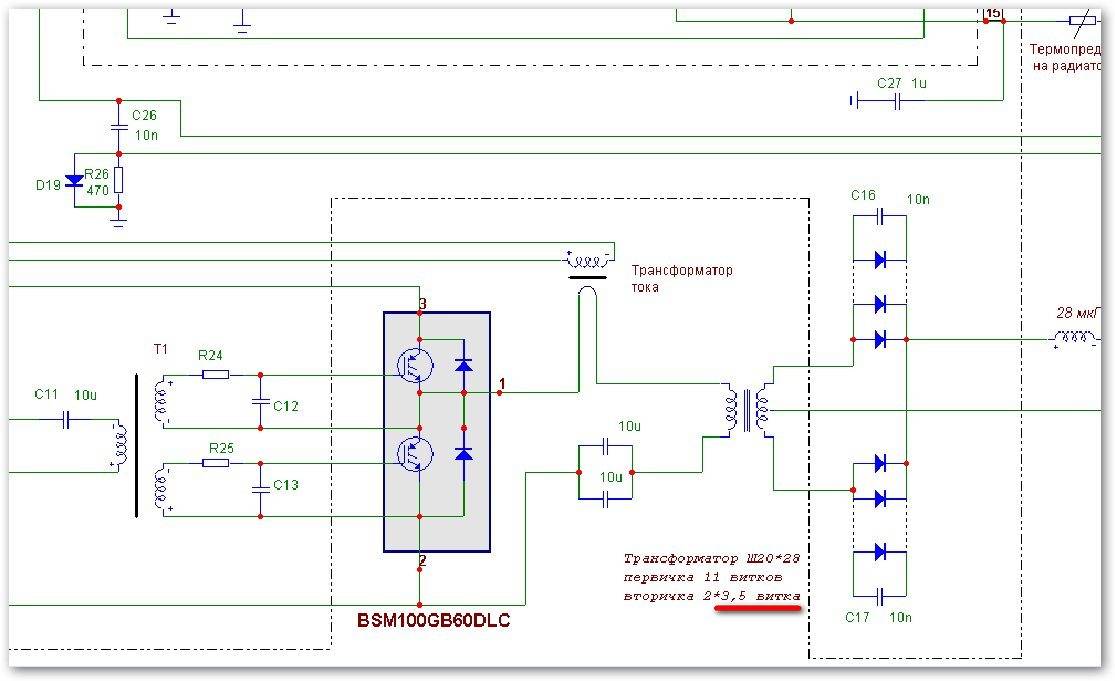
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
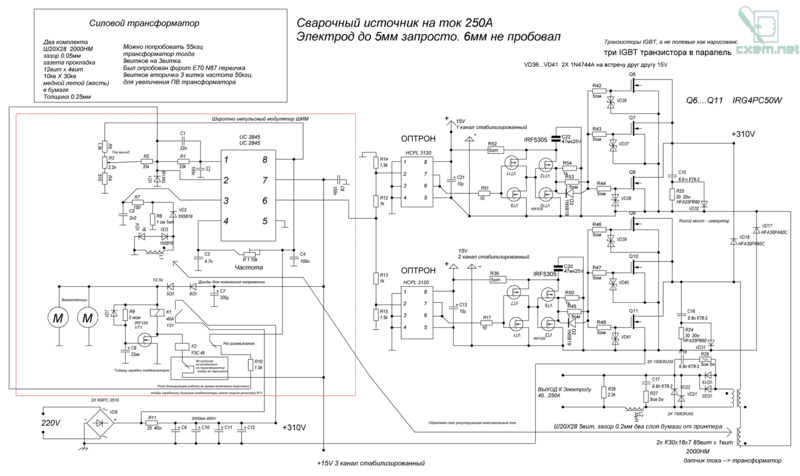
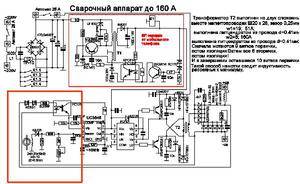
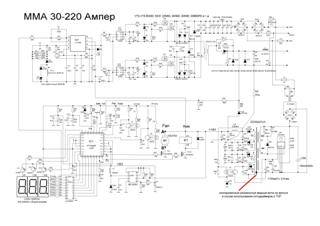
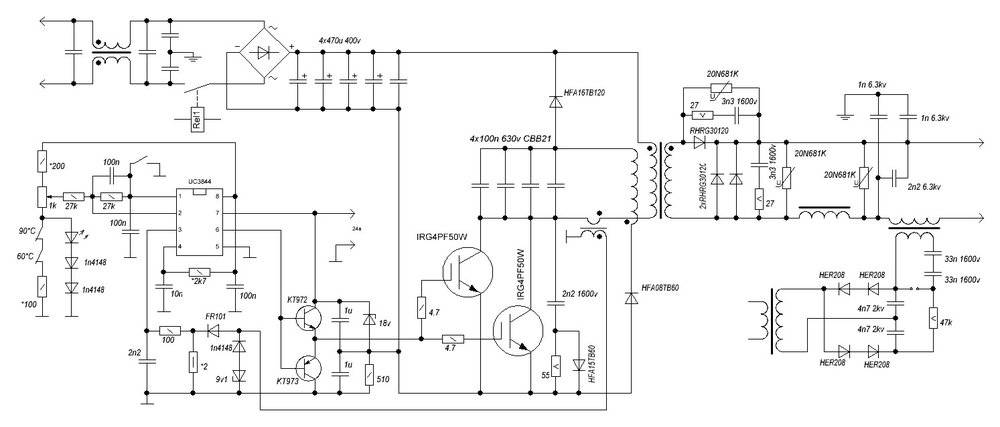
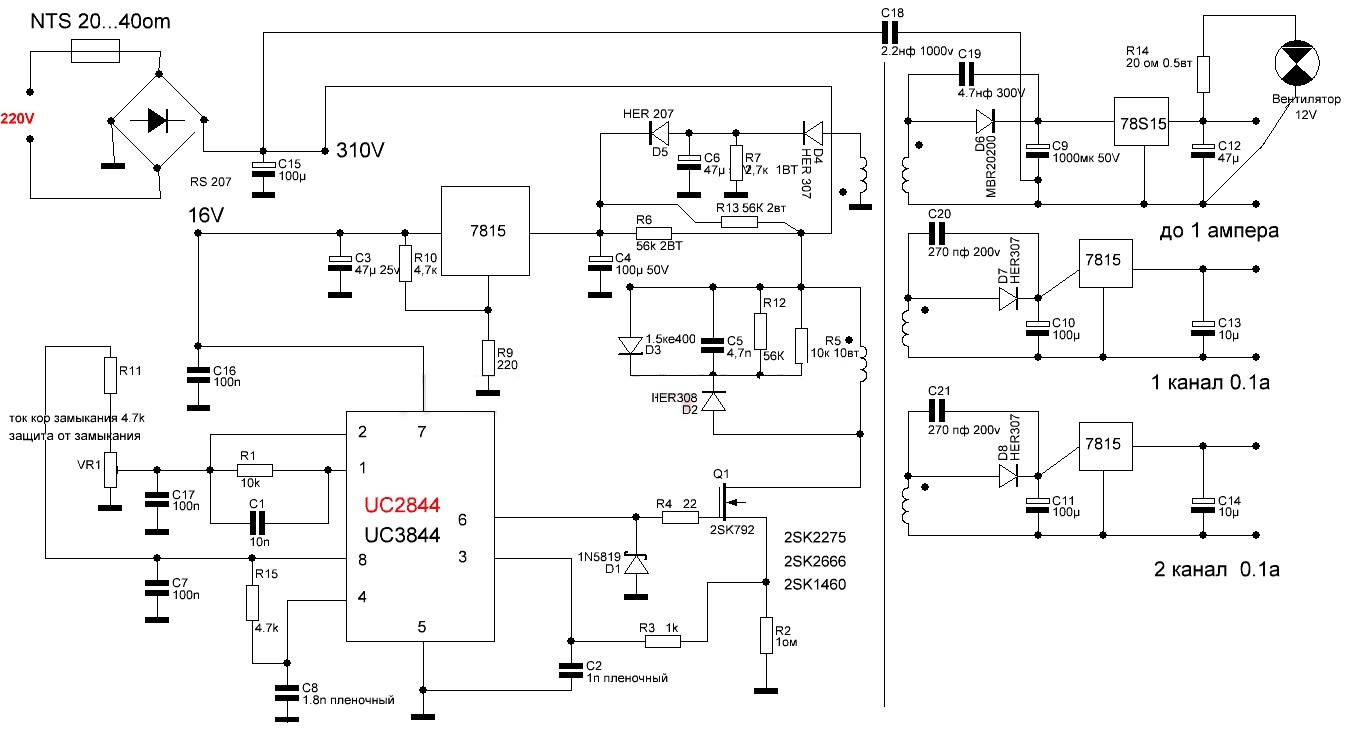
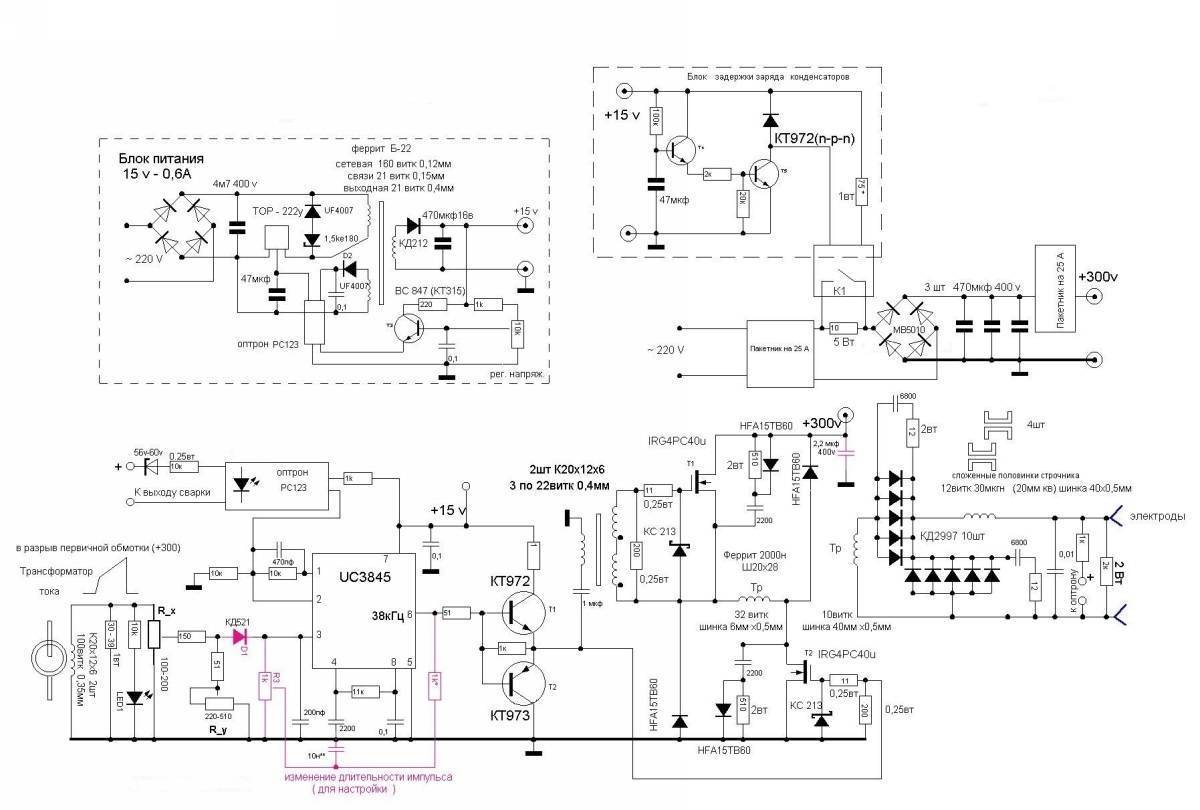
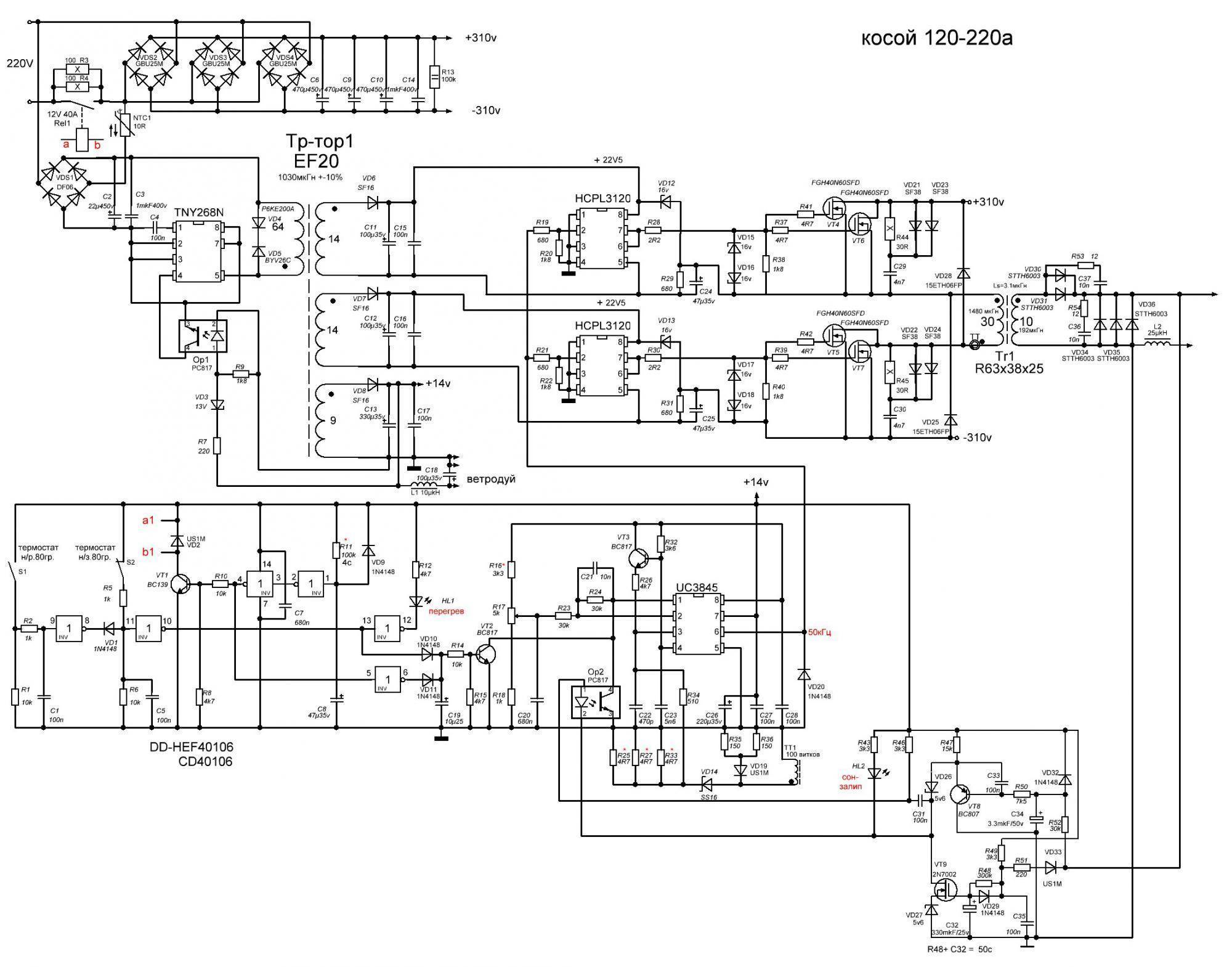
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
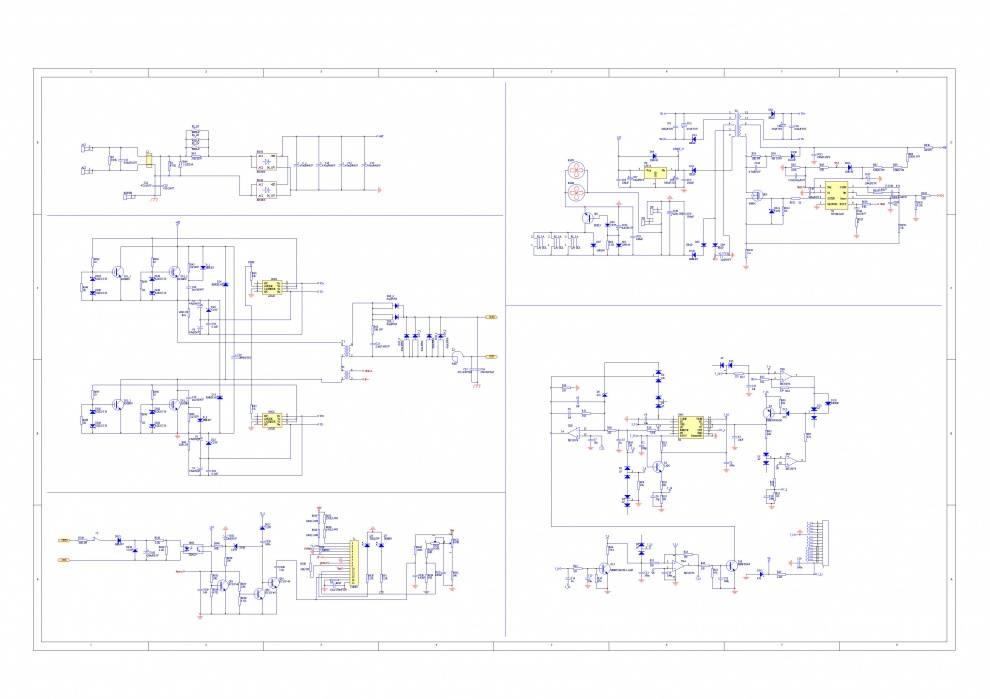
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
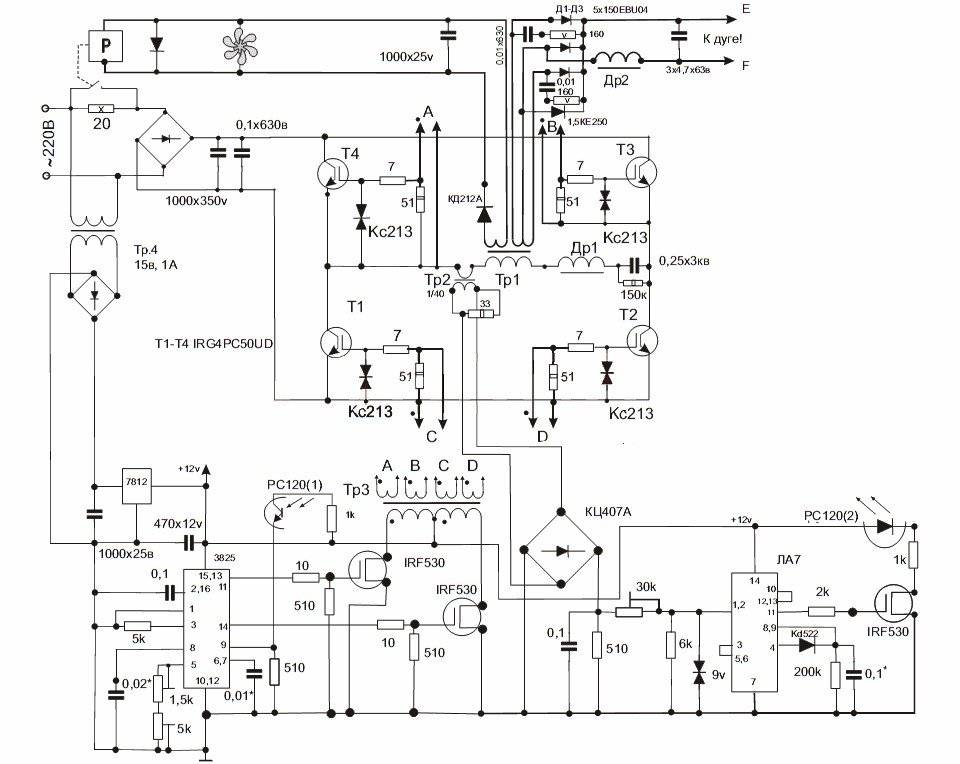
Схема инвертора для сборки своими руками
Для увеличения схемы нажмите на нее.
Режим работы охлаждения:
При включении питания происходит кратковременное включение вентилятора, переключается реле заряда электролитических конденсаторов, замыкая термисторы. Включение системы охлаждения самодельного инвертора происходит при повышении температуру до 40 градусов, отключается при достижении значения 35 град. При достижении 60 градусов происходит ограничение ШИМ (Широтно-импульсная модуляция), при значении 73 градус — происходит выключение ШИМ, охлаждение работает. При понижении температуры до 50 градусов происходит включение ШИМ, и устройство переходит в режим работы, при достижении 35 градусов. Система охлаждения инвертора отключается полностью.
Функция Антистика используется непрерывно, состояние отображается на индикаторе.
Горячий старт инвертора переключается при помощи кнопки — текущий режим индицируется на табло. Повышение тока, от установленного значения, на отрыве не превышает 30%, время срабатывания — 500мС.
Режим работы при залипании электрода или в состоянии короткого замыкания сварочных концов отображается на индикаторе сообщением- OFF и при первом отрыве электрода, с включенным режимом, горячий старт не происходит повышение тока.
Частота генератора выбрана — 50кГц. Генератор инвертора выполнен, по классической схеме с возможностью компенсации наклона пилы.
Режим Холостого хода, переключается кнопкой на внешней панели инвертора — событие отображается на индикаторе точкой, при этом на выходе устройства присутствует дежурное, напряжение 13 V при этом ШИМ отключен. Режим необходим при работе в условиях повышенной влажности, на высоте, подвалах при работе сырыми электродами.
Простой инвертора более 3-х минут приводит к переходу устройства в аппарат режим СОН — что и отображается на индикаторе. Переход в рабочий режим происходит при касании электрода.
Схема рассчитана на использование двух датчиков температуры — используются термисторы. ПВ зависит от конструкции, составляет 100% при токе значением в 150 А с применением балласта сопротивлением 0.11 Ом и при цикле работы равном 10 мин.

В устройстве применен, вентилятор с напряжением питания 12 V и мощностью 8 Вт, работающий на повышенном напряжении 14.2 V. На плате выпрямителя предусмотрено место для установки промежуточного реле, для установки вентилятора на 220 V, типа ВН2.
Выход инвертора имеет гальваническую связь со схемой управления, что позволяет обеспечить питание всей схемы, используя одну обмотку БП с напряжением 14 V. Питание устройств силовых ключей выполнено, от двух независимых напряжением в 16 V.
Блок питания выполнен по классической схеме, с использованием микросхемы ТОП. Использовано дополнительное экранирование первичной и служебной обмоток, не замкнутым витком медной фольги.

Настройка и регулировка производится одним элементом — переменным резистором, который расположен на плате управления, и сводится к установке минимального тока на уровне 30А по показаниям индикатора и реального измеренного тока.
Максимальный ток самодельного инвертора ограничивается изменением количества витков трансформатора, или при помощи нагрузочного резистора (балласта). При использовании элементов, указанных на схеме номиналов, максимальный ток имеет значение — 230 А. Максимальное значение индуцируемого тока, отображаемое на индикаторе — 221В
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации – нам интересно ваше мнение 🙂
Статьи, которые Вам будут интересны:
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
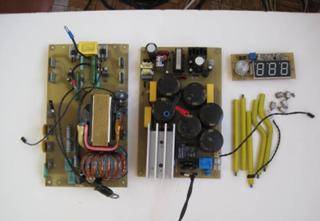
Блок питания инвертора
Плату, где располагается блок питания инвертора, собирают отдельно от силового элемента аппарата. Кроме этого, их требуется разделить между собой листом металла, который закреплен к корпусу жестко.
Основным элементом блока питания является трансформатор, который можно изготовить самостоятельно. С его помощью напряжение, которое поступает из сети, будет преобразовываться до величины безопасной для жизни, а затем повышать силу тока для выполнения сварки.
Материалом для сердечника может быть железо размеров 7х7 или 8х8. При этом можно брать как стандартные пластины или отрезать требуемый кусок металла от имеющегося листа. Обмотка выполняется медным проводом марки ПЭВ, так как именно этот материал максимально обеспечивает требуемые характеристики (малое сечение при достаточной ширине).
Использование другого материала в качестве обмотки может существенно повлиять на характеристики трансформатора, например, увеличить нагрев данной детали.
Сборку трансформатора, состоящего из 2-х обмоток, начинают создания первичной обмотки. Для этого проволоку сечением 0,3 мм обматывают 100 раз на сердечник
При этом важно чтобы обмотка занимала всю ширину сердечника. Эта особенность позволит улучшить работу инвертора при перепадах сетевого напряжения в процессе дальнейшей работы.
При этом каждый виток должен плотно прилегать к предыдущему, при этом нахлеста лучше избегать. После того как все 100 витков выполнены, необходимо уложить слой специальной изолирующей бумаги или ткани из стекловолокон. Следует учесть, что бумага будет темнеть в процессе эксплуатации.
Далее выполняют вторичную обмотку. Для этого необходимо взять медный провод сечением 1 мм и сделать 15 оборотов, стараясь распределить их по всей ширине, на равном расстоянии друг от друга. После покрытия их лаком и просушки, наматывают 2 слой медным проводом сечением 0,2 мм, делая также 15 оборотов.
Их тоже необходимо распределить, как и в предыдущем случае и изолировать. Последним слоем для вторичной обмотки будет ПЭВ сечением 0,35 мм, витков при этом будет 20. Последний слой также необходимо изолировать.

Блок питания инверторного сварочного аппарата
Полезные рекомендации по настройке аппарата
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала инвертор необходимо подключить питание 15В к ШИМ, одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
Для замыкания резистора необходимо подключить реле. Его подключают, когда закончится зарядка конденсаторов. Такая процедура существенно сокращает колебания напряжения при подключении инвертора в сеть 220В. Если не использовать резистор при подключении напрямую может произойти взрыв.
Затем проконтролировать, как срабатывают реле замыкания резистора через несколько секунд после подключения тока на плату ШИМ. Продиагностировать саму плату на присутствие импульсов прямоугольной формы после того, как сработают реле.
Потом подается питание 15В на мост, чтобы проверить его исправность и правильность монтажа. Сила тока не должна быть выше 100мА. Ход установить холостой.
Проверить корректность установки трансформаторных фаз. Для этого можно воспользоваться осциллографом на 2 луча. Подключить питание на мост от конденсаторов через лампу 220В 200вт, перед этим выставить частоту ШИМ 55кГц, подсоединить осциллограф, глянуть на сигнальную форму, отследить, чтобы напряжение не поднималось больше 330 В.
Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора. Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
Постепенно повышать ток инвертора при помощи резистора. Обязательно слушать прибор и наблюдать за показаниями осциллографа. Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
Начинать сварку с 10 секунд. Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Потом можно увеличить время сварки до 1 минуты и более. После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.
Самодельный аппарат: трансформатор
Основой любой схемы сварочного устройства является понижающий нормальное напряжение (с 220 В до 45-80 В) трансформатор. Он работает в специальном дуговом режиме с максимальной мощностью. Такие трансформаторы просто обязаны выдерживать очень большие токи номиналом около 200 А. Их характеристики должны согласовываться, ВАХ трансформатора непременно должна всецело соответствовать специальным требованиям, иначе ее нельзя применить для режима дуговой сварки.
Сварочные аппараты (их конструкции) сильно разнятся. Разнообразие сварочных самодельных трансформаторов огромно, ведь в конструкциях очень много поистине уникальных решений. Помимо этого, самодельные трансформаторы очень просты: в них отсутствуют дополнительные устройства, предназначенные для непосредственной регулировки тока конструкции, которая протекает:
Конструкция самодельного сварочного полуавтомата.
- с помощью узкоспециализированных регуляторов;
- путем переключения некоторого числа витков катушек.
Трансформатор в основном состоит из таких элементов:
- Магнитопровод металлический. Выполняется путем набора пластин из трансформаторной стали.
- Обмотки: первичная (сетевая) и вторичная (рабочая). Они бывают с выводами для регулировки (путем переключения) или для схемы устройства.
При расчете трансформатора на необходимый ток, варку производят, как правило, сразу с рабочей обмотки, не навешивая схем и разнообразных элементов ограничения и регулировки. Первичную обмотку необходимо выполнять с клеммами, отводами. Они служат для увеличения-уменьшения тока (например, поднастроить трансформатор при малом напряжении сети).
Главная часть любого трансформатора — его магнитопровод. При изготовлении самодельных разработок применяют магнитопроводы со списанных статоров электродвигателей, старых телевизионных и силовых трансформаторов. Поэтому и существует огромное разнообразие разработанных народными умельцами различных магнитопроводов для таких устройств.
Параметры (основные):
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а).
- размеры магнитопровода;
- обмотки — число витков;
- уровень напряжений на входе-выходе;
- I п — ток потребляемый;
- I max — ток максимальный выходной.
Характеристики дополнительные просто невозможно оценить или измерить дома, даже с помощью приборов. Но как раз они и определяют годность трансформатора аппарата для формирования качественного шва при питании в режиме сварки руками.
Это напрямую зависит от того, как трансформатор «держит ток» и называется внешняя ВАХ (ВВАХ) питания.
ВВАХ — зависимость потенциалов (U) на разъемах и тока сварки, который меняется от нагрузочных свойств трансформатора и от электрической дуги.
Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.
Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.